Puigjaner L. (ed.) Syngas from Waste - Emerging Technologies
Подождите немного. Документ загружается.



Industrial Data Collection
Aarón D. Bojarski, Carlos Rodrigo Alvarez Medina,
Mar Pérez–Fortes and Pilar Coca
Abstract In this chapter, a general description of data-mining techniques is done
in the context of IGCC operation. The different control philosophies applicable to
IGCC operation are discussed together with different examples of data reconcili-
ation based on process simulation. The problem of process monitorisation, as an
example of data-mining application, is extensively discussed and an approach
based on PCA is presented.
Notation
ASU Air separation unit
CC Combined cycle
CPV Cumulative percent variance
DCS Distributed control system
DR Data reconciliation
ICA Independent component analysis
MSPC Multivariate statistical process control
NOC Normal operating condition
OTC Outlet temperature corrected
PC Principal component
A. D. Bojarski (&) C. R. A. Medina M. Pérez–Fortes
Universitat Politècnica de Catalunya, ETSEIB, Diagonal 647, 08028 Barcelona, Spain
e-mail: aaron.david.bojarski@upc.edu
C. R. A. Medina
e-mail: carlos.rodrigo.alvarez@upc.edu
M. Pérez–Fortes
e-mail: mar.perez-fortes@upc.edu
P. Coca
ELCOGAS, S.A.Ctra, Calzada de Calatrava a Puertollano, Km. 27 Apdo. Correos 200,
13500 Puertollano–(Ciudad Real), Spain
e-mail: pcoca@elcogas.es
L. Puigjaner (ed.), Syngas from Waste, Green Energy and Technology,
DOI: 10.1007/978-0-85729-540-8_13, Springer-Verlag London Limited 2011
299
PCA Principal components analysis
PIMS Plant information system
PLS Partial least squares
SPE Squared prediction error
1 Introduction
A common characteristic of modern industries is the ability to generate and store a
very large amount of data that are frequently used to describe the process
behaviour. Generating and collecting data have become the most important topics
in different and diverse areas of knowledge. Nevertheless, the ability of collecting
such data has increased faster than the capabilities to analyze it. The biggest
available data collection in any area is utterly useless by itself. The ability of users
of those databases to extract useful information from them is a key part in modern
plant practices to push plant-operating conditions to improve profit. The field of
extracting useful information from databases is usually referred to as Knowledge
Discovery in Databases (KDD). KDD can be understood as the non-trivial process
of identifying novel data patterns that could prove to be useful and understandable
[1] (p. 2). In the specialised literature, KDD is understood as a sequential process
that involves the following stages:
• Analysis objective setting.
• Data selection: This selection is done according to the objectives followed by
the analysis, and is mainly related to the aspects of how to access and store the
data.
• Data pre-processing: This step is done to ensure the quality of data aiming at
eliminating: noise, outliers and dealing with lost and unreliable data.
• Data transformation is done using different techniques; in most cases, it aims at
reducing the dimensions considered (by projection), which might improve the
identification of patterns.
• Data mining: This is the core step, where significant and well-defined patterns
are looked for.
• Interpretation and validation.
This chapter discusses the issues related to the gathering data and its subsequent
analysis in the context of KDD for the case of syngas production for energy use.
Section 2 discusses the implementation of a control system that gathers and
monitors the process variables, making special emphasis on an industrial case, the
ELCOGAS power plant. Section 3 discusses the different methodologies associ-
ated to Data Reconciliation, where variables information are used to improve the
knowledge of model parameters, while the ending Sect. 4 provides with a
300 A. D. Bojarski et al.
description of a data-mining procedure that could be implemented to data recorded
on the previously discussed control systems.
2 Process Variables Recording and Control
In general, the control system of a plant is used to keep the plant working properly
within the established limits (efficiency, net output, etc.), and as a consequence,
this control system is usually the source of data for any analysis. The different
measurement systems provide with signals that are stored by centralised software
that acts as the data reservoir. Data selection and pre-processing can be done using
different software, such as MS Excel, Matlab and other software suites.
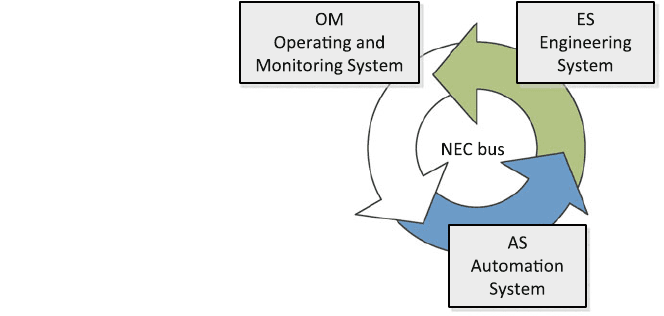
The Puertollano IGCC plant is equipped with a distributed control system
(DCS) using Siemens Teleperm XP for the whole plant except for both turbines
that have a specific automation called Simadyn. This system has a modular
structure and consists of the following subsystems:
• An automatic system for automatic function implementation at the lowest control
level
• A communications network
• An operation control and monitoring system for operation processes and infor-
mation interchange
• An engineering system for planning, configuration and start up
In a short time, both Teleperm and Simadyn are going to be replaced by an
updated automation system T-3000 that is going to integrate both distributed
control systems.
2.1 Variables Recording
Main features of the process—apart from pressure, temperature and flows—that
are monitorised during operation are:
• In the gasifier, quality of gasification process, which is evaluated taking into
account syngas composition, such as CO
2
,H
2
, CO, energy exchange in the
immersion shaft and energy gasification reaction.
• In the combined cycle (CC), clean gas LHV, OTC (outlet temperature corrected)
of the gas turbine exhaust gases and combustion stability. The OTC is a measure
of exhaust gas temperature that reflects the temperature in the combustion
chamber and is represented as the difference between the average temperature of
the flue gas (measured at line) and outside air temperature.
• In the air separation unit (ASU), purity of oxygen, pure and waste nitrogen.
Industrial Data Collection 301
The former variables are fed to a plant thermo-economic model. Advanced
thermo-economic diagnosis of the plant equipment performance is intended to
improve the plant operation and maintenance procedures. Additionally, steady-
state simulation tools assess the potential for design improvements and the impact
of plant modifications.
The diagnosis system focuses on the effective management of both fixed inputs
(e.g., plant layout, instrumentation, etc.) and operation and management (O&M)
data (e.g., process data, operating modes, maintenance schedule, etc.) to screen the
equipment performances and operating costs at steady-state conditions. The Plant
Information Management System (PIMS), with its own interface to the DCS
(Distributed Control System), laboratory and other data sources provide raw data
that is sorted, validated and stored. The cost evaluation module calculates the
potential savings that can be achieved by comparing the performance tests (based
on actual plant measurements) and the state of reference model (best possible
operating case), under given operating constraints.
The system conceptual design enables online applications and easy module
update and/or modification. The main applications are:
• Plant raw process data validation and reconciliation ahead of energy/exergy
calculations. Dynamic monitoring of plant instrumentation.
• Comprehensive map of resources thorough the plant at the process stream level.
• Costs evaluation: actual versus best possible operation. Allocation and causes
of performance degradation.
• Assess the extra cost because of performance degradation versus corrective
O&M actions impact.
• Online monitoring: plant heat rate, cost targets compliance and instrumentation
status.
2.2 Control Levels
The current system’s automation and control levels (Fig. 1) of the Teleperm XP
are as follows:
• Field level: The lowest level where sensors are located and data are withdrawn.
Its function is to receive signals from sensors and to transmit them to the higher
levels or the actuators.
• Automation level: The automation level has two sub-levels:
– Individual control level: Basic control of operations with analogue and binary
signals. Actuators control in open loop and individual control in closed loop.
– Group control level: Automatic functions, such as closed loop regulations,
open loop control and signal protection management.
• Process level: Storage of process data and transfer of the dynamic information
to the man–machine interface.
302 A. D. Bojarski et al.
• Operation and control level: Association of the man–machine interface with
the interaction supervision and configuration systems.
2.3 Plant Control Philosophy
The ELCOGAS power control operates on gas turbine leading mode, so both
gasifier and ASU follow the gas turbine load. Therefore, the clean gas pro-
duction by the gasification island depends on the gas turbine demand, being the
objective to consume as much gas as produced to match the power demand of
the grid. The ASU produces the necessary oxygen to obtain the required clean
gas. The steam turbine works in slide control, taking the vapour produced by
both the CC and gasifier boilers. However, a significant time delay (a couple of
minutes) is needed to accordingly adjust the feed streams to the gasifier and
particularly the coal flow rate. It is a major task of the proposed control concept
to harmonize these diverging facts, taking into account the storage capacity of
the gas path.
One of the main objectives of the control philosophy is to ensure stable
operating conditions for the gasifier. For this target, the gasifier pressure is used
as a principal controlled variable and is kept at a fixed value. The differential
pressure along the gas path is dependent on gas production, and the gas
inventory constitutes a reservoir that can be loaded and unloaded. The gasifier
and the sulphur removal units contain a certain gas inventory determined by the
geometrical volume, temperature and pressure. In case of a short-term gap
between clean gas production and demand of the gas turbine, part of this
inventory can be used.
Fig. 1 Subsystems of the
Teleperm XP
Industrial Data Collection 303
2.4 Coordinated Control
The coordinated control between the CC and the gasifier is based on the following
principles:
• The load set point of the gas turbine is sent to the load controller.
• The gasifier is controlled by a pressure control and uses the set point of the gas
turbine load as an anticipating signal.
• To prevent any depressurization in case of any problems with gasifier load, the
gasifier defines a maximum set point of clean gas flow to be taken by the gas
turbine, which differs with the actual flow controls of the CC clean gas valve
when the set point is exceeded.
The set point of the power plant load is given by the control room operator and
is sent by the controller to each island. This set point is elaborated with a maxi-
mum gradient of 3% load/min, according to the ASU limitation and is used:
• By the CC to elaborate the load set point of the gas turbine and to determine the
gas flow consumption actuating on the position of control elements (clean gas
valve and Inlet Guide Vanes). This set point is adjusted, taking into account the
steam turbine contribution.
• By the gasifier to calculate, with a proportional value, the clean gas flow and the
oxygen flow. The set point of oxygen and nitrogen flows is elaborated by the
gasifier for the ASU.
• On the other hand, the steam turbine is considered in case of uncontrolled steam
turbine load variation (i.e., steam turbine trip or during load ramping), the
control is designed to by-pass the steam turbine load influence in the elabo-
ration of the gas turbine set point.
So, the power plant control operates on gas turbine leading mode, the gasifier—
working in pressure control—and the ASU follows the gas turbine load, even if
because of operational problems the actual load does not match the external set
point.
In general, the former primary control loops try to use most of the information
available in the process historical, however, they do not perform an efficient use of
them and other techniques such as the ones described in next sections that could
allow for extracting other information and knowledge from the raw control data.
3 Data Reconciliation
The problem of data reconciliation (DR) was first stated by Kuehn and Davidson
[2] for a total material balance where all variables were measured. Several works
in both data reconciliation and gross error detection areas have been published
since then. Important improvements to the basic DR technique were presented in
304 A. D. Bojarski et al.
those years including treatment of unmeasured variables using a graph-theoretic
approach and the introduction of the concepts of observability and redundancy.
Nonlinear data reconciliation was first addressed by Knepper and Gorman [3]
using an iterative technique proposed originally with parameter estimation that
employs a nonlinear regression. In general, because the nonlinear data reconcili-
ation problems are basically nonlinear optimization problems, some well-known
constrained nonlinear optimization methods have been used to solve them, for
instance, Tjoa and Biegler [4] used sequential quadratic programming (SQP)
technique to solve a combined data reconciliation and gross error detection
problem. Several other approaches can be seen in Romagnoli and Sanchez [5] and
Alvarez-Medina [6].
3.1 Data Reconciliation Basics
Generally speaking, data reconciliation can be defined as the process of adjusting
(reconciling) process measurements, such as flow rates, temperatures, composi-
tions, etc., to obtain a new set of estimates that are consistent with mass and energy
balances, and sometimes, with some thermodynamic equilibrium equations as
well. In the context of KDD, DR is used for data transformation, given that DR
techniques receive pre-processed data and produce ‘reconciled data’, which could
improve the detection of trends in data.
From the data reconciliation’s point of view, in the absence of gross errors, a
process measurement can be ‘modelled’ as follows:
y ¼ x þ e; y; x; e 2 R
n
ð1Þ
where y is a (n 9 1) measurement vector, x is a (n 9 1) vector of true variables
values and e is a vector of random measurement errors.
The statistical basis in DR relies basically in the assumptions made regarding
vector e. It is usually assumed that:
1. Vector e has a null expected value, E (e) = 0, and it is normally distributed.
2. Random errors for successive measurements are independent, i.e., E e
i
e
T
j
¼
0; for i = j.
3. Cov eðÞ¼W ¼ E e
i
e
T
i
is known (or estimable) and positive definite.
The data reconciliation problem can be generally stated as the following
constrained weighted least-squares estimation problem defined in Eq. 2.
min
x;u
e
T
W
1
e
s:t: uðx; uÞ¼0
x
L
x x
U
u
L
u u
U
ð2Þ
Industrial Data Collection 305
In general, the constraints sets are presented as a set of nonlinear algebraic
equations, such as:
uðx; uÞ¼0 x 2 R
n
u 2 R
m
u 2 R
i
; ð3Þ
where u indicates the (m 9 1) vector of unmeasured variables and uðx; uÞ is the
constraints set. Because random errors have been assumed normally distributed, by
solving the above problem, the maximum likelihood estimates of process variables
are obtained. Different methodologies have been proposed for solving these
problems depending on whether the constraints constitute a linear, bilinear or a
nonlinear set of equations.
One of the most common calculations made in chemical engineering is total
mass balances, because they enable the engineer to get a general idea of the
process state. If the purpose is to reconcile total mass flows, or molar flows if
reactions are not considered, a linear data reconciliation problem results. Two
different situations can be found depending on if dealing with only measured or
both measured and unmeasured variables.
In the case of having all the flowrates measured, then Eq. 2 can be rewritten as
in Eq. 4, given that Eq. 3 is simply a set of linear relationships among the different
measured flows.
min
x
ðy xÞ
T
W
1
ðy xÞ
s:t: Ax ¼ 0
; ð4Þ
where A is a (i 9 n) incidence matrix, which shows the relationship among
flowrates and plant equipment. Matrix A elements (a
in
) are 1 or -1 if the nth flow
enters or leaves equipment i, whereas zero if the flow is not related. Because of the
simplicity of the restrictions, the former problem can be solved applying the
Lagrange multipliers method, the improved estimate of the process variable value
(
^
x) can be obtained as:
^
x ¼ y WA
T
ðAWA
T
Þ
1
Ay ð5Þ
For the case of unmeasured flow rates, the reader is referred to Crowe et al. [7]
and Sánchez and Romagnoli [8], where the reader will find different implemen-
tations of linear and bi-linear DR problems.
In the general case, process operation is commonly modelled by nonlinear
systems of algebraic equations. This nonlinearity comes from components or
energy balances and it may also include thermodynamic relationships to explain
some particular system’s behaviour. Sometimes, process control systems require
an accurate process model, and the most common linear or bilinear data recon-
ciliation strategies are not applicable anymore. To these cases, the most general
mathematical formulation of an optimization problem is as in Eq. 2. The con-
straints set (uðx; uÞ) is in general nonlinear and customarily difficult to solve.
The necessary conditions for an optimal solution come from the defined Lagrange
function and are known as Karush–Kuhn–Tucker (KKT) conditions. The sufficient
306 A. D. Bojarski et al.
condition for obtaining a global minimum of the nonlinear problem is that both
the objective function and the constraint set must be convex. Otherwise, there is
no guarantee that the reached local optimum will be the global optimum.
As discussed in chapter ‘‘Modelling Superstructure for Conceptual Design of
Syngas Generation and Treatment’’, most commonly used optimization software,
such as GAMS or MatLab packages, includes several well-known optimization
algorithms as SQP. Other techniques include solvers such as NPSOL which is
especially effective for nonlinear problems whose functions and gradients are
expensive to evaluate.
Because of the complexity included in the set of constraints of Eq. 3, process
simulation environments are used to solve them with ease, as discussed in
chapters ‘‘Modelling Syngas Generation, Main Purification Operations and
Modelling Superstructure for Conceptual Design of Syngas Generation and
Treatment’’. Consequently, the application of DR techniques requires frame-
works that use the process simulation data together with other optimisation
algorithms. In such frameworks, the simulation environment usually acts as a
server of the optimisation algorithm by providing the value of Eq. 3 for the
different values of the variables being optimised. The following examples try to
clarify on this sense.
3.2 Examples of Data Reconciliation in obtaining Synthesis Gas
3.2.1 Case A: DR Applied to a Claus Desulphurisation Process
Recovery of sulphur from industrial waste gases is an important problem from the
environmental point of view, and as it was discussed in chapter ‘‘Main Purification
Operations’’, it is of paramount importance in the case of IGCC power plant
operation. The rise of sulphur volumes in waste gases together with tightening
emission regulations leads to the increase of sulphur-recovering needs [9].
In gasification plants, the main source of sulphur recovered is hydrogen sulphide
produced in the gasification step as a sub-product. The most widely used method to
treat H
2
S is based on oxidation of hydrogen sulphide into sulphur by adding oxy-
gen, further details are discussed in chapter ‘‘Main Purification Operations’’ .
The global sulphur recovering in Claus plants containing recirculation is around
99.8% of the sulphur content in the input gas. All the equipments and process units
involved in the model are put together as a whole operational unit. Six streams are
considered to link the Claus plant to the rest of the whole process equipments and
facilities, see Fig. 2.
The proposed strategy described in Eq. 2 has been applied to the above
described Claus plant to reduce the noise level in the inputs and output streams.
The set of constraints are modelled using the process simulator (in this case,
AspenHysys). These constraints include: mass and energy balances together with
the corresponding thermodynamic models for the calculation of phase distribution.
Clearly, the simulation environment eases the implementation of such framework
Industrial Data Collection 307