Огурцов А.П. Паровые турбины ЛМЗ сверхкритических параметров
Подождите немного. Документ загружается.

Конденсатор имеет три горловины для присоединения трех выхлопных
патрубков ЦНД.
Для обеспечения заполнения трубных пучков охлаждающей во-
дой по всей высоте из верхней части выходных водяных камер при их
заполнении охлаждающей водой производится отсос воздуха. Для это-
го используются водоструйные эжекторы типа ЭВ-1-230 с расходом
рабочей воды около 230 м3/ч и напором 29,4 кПа.
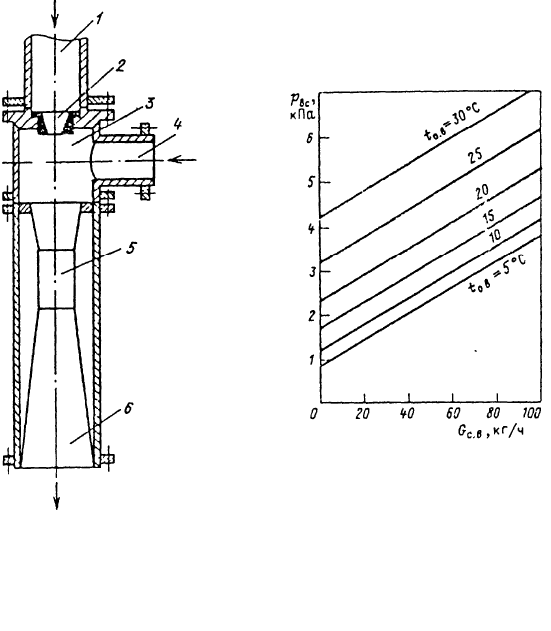
Для отсоса паровоздушной смеси из парового пространства кон-
денсатора используют два водоструйных эжектора типа ЭВ7-1000
(рис. 10.2). Третий такой же эжектор является резервным. Расход воды
на каждый эжектор составляет 1000 м
3
/ч при напоре 29,4 кПа. Характе-
ристика эжекторов ЭВ7-1000 представлена на рис. 10.3. Подача воды
на водоструйные эжекторы производится двумя электронасосами
Д-3200-75 производительностью 2700 м3/ч при напоре 380 кПа. От
этих же насосов производится подача воды на водоструйный эжектор
ЭВ-1-230, который удаляет паровоздушную смесь из охладителя пара
концевых уплотнений турбины.
Рисунок 10.3. Характери-
стика эжектора ЭВ7-1000:
Рисунок 10.2. Схема водоструйного эжек-
тора:
Рвс-давление всасывания;
Gсв-расход сухого воздуха.
1-подвод воды; 2-сопло; 3-камера отсоса;
4-патрубок отсоса п.в.с.; 5-диффузор;
6-сброс воздушной смеси.
171
172
Уровень конденсата в конденсаторах регулируется и поддержи-
вается электронным регулятором уровня на отметке, расположенной
выше днища корпуса конденсатора на 300±100 мм.
Для откачки конденсата из конденсатора установлены три элек-
троконденсатных насоса, один из которых является резервным. Эти
насосы подают конденсат через ПНД в деаэратор.
Для срыва вакуума в конденсаторе в аварийных ситуациях пре-
дусмотрены две параллельно установленные задвижки с эле-
ктроприводами. Управление этими задвижками осуществляется со щи-
та управления. Открытие задвижек обеспечивает срыв вакуума в кон-
денсаторе за 2—3 мин.
10.2. РЕГЕНЕРАТИВНЫЕ ПОДОГРЕВАТЕЛИ.
Система регенеративного подогрева питательной воды состоит
из подогревателей замкнутого контура системы охлаждения электроге-
нератора (газоохладителей), охладителей пара лабиринтовых уплотне-
ний турбины, группы ПНД, деаэратора и группы ПВД (см. гл. 2).
В газоохладителях генератора в зимнее время теплота, отводи-
мая от генератора, используется для подогрева конденсата, откачивае-
мого из конденсатора турбины. В летнее время газоохладители генера-
тора охлаждаются циркуляционной водой.
В охладителях пара лабиринтовых уплотнений для нагрева ос-
новного конденсата используется теплота паровоздушной смеси, отса-
сываемой из концевых уплотнений. Отсос этой смеси в охладители па-
ра производится за счет вакуума, создаваемого в них водоструйным
эжектором ЭВ-1-230. В охладителях пара поддерживается абсолютное
давление 93—95 кПа. Охладители пара уплотнений включаются в тракт
основного конденсат между газоохладителями генератора и ПНД-1.
В новых модификациях турбоустановок в качестве первых двух
ПНД (турбина К-800-240-5) или второго ПНД (турбина К-300-240-3)
используются подогреватели смешивающего типа, остальные ПНД по-
верхностного типа (рис. 10.4). В прежних модификациях турбоустано-
вок все ПНД—поверхностные. Применение в новых модификациях
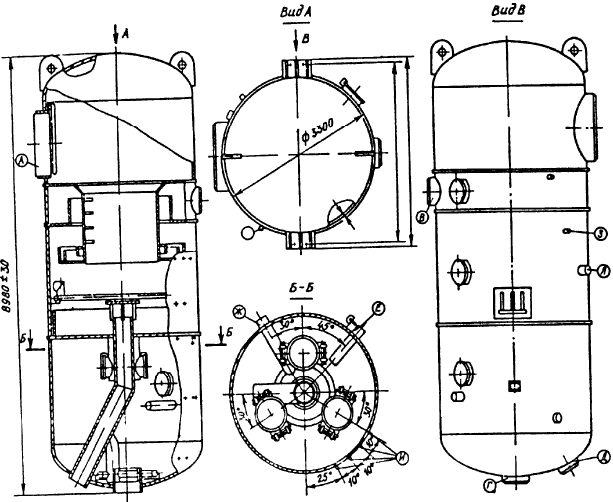
турбоустановок ПНД смешивающего типа (рис. 10.5) обусловлено их
более высокой тепловой эффективностью и отсутствием недогрева
конденсата по сравнению с ПНД поверхностного типа. ПНД смеши-
вающего типа вертикальные, выполнены по схеме с перекачивающими
насосами, которые отводят подогретый конденсат из корпуса ПНД в
следующий за ним подогреватель. Нагрев конденсата в смешивающем
подогревателе происходит за счет струйного дробления конденсата,
стекающего с верхних лотков ПНД вниз и конденсации греющего пара
из отборов на этих струйках.
Для предотвращения заброса конденсата или пароводяной смеси
из подогревателя в турбину, т.е. обратным ходом по трубопроводу от-
бора пара из турбины, ПНД оборудованы переливами в конденсатор
через гидрозатворы (в случае превышения допустимого уровня конден-
сата в ПНД), встроенными паровыми и водяными обратными клапана-
ми и электрическими защитами от превышения уровня конденсата в
подогревателе.
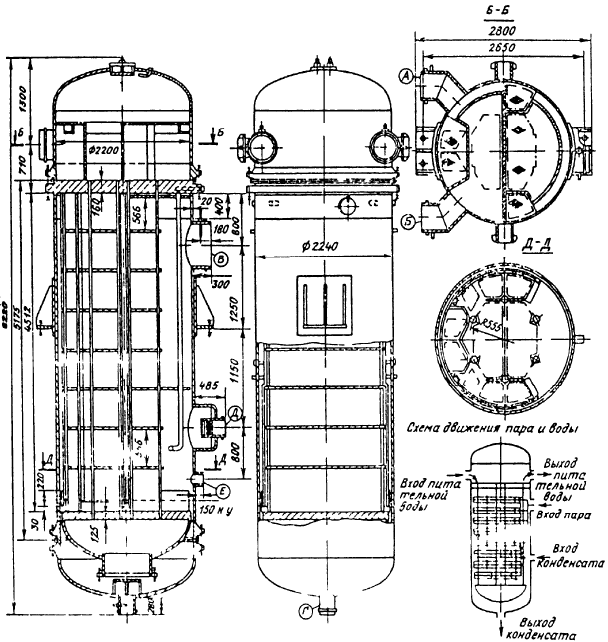
Рисунок 10.4. Поверхностный подогреватель низкого давления.
Поверхностные ПНД камерные, вертикальные. Они пред-
ставляют собой сборную конструкцию, состоящую из корпуса, трубной
системы и водяной камеры. Трубная система состоит из U-образных
коррозионно-стойких трубок диаметром 16 мм при толщине стенок
1 мм, изготавливаемых из нержавеющей стали. Трубки завальцовыва-
ются в трубной доске, разделяющей водяную камеру и паровое про-
странство корпуса ПНД. ПНД-З и ПНД-4 выполнены с встроенными
охладителями пара и конденсата, имеют электронные регуляторы
уровня конденсата греющего пара в корпусе ПНД.
173
По водяной стороне (стороне основного конденсата) подогрева-
тели рассчитаны на давление, развиваемое основными конденсатными
насосами в безрасходном режиме. Основные характеристики подог-
ревателей приведены в табл. 10.2.
Использование деаэраторов в регенеративных системах турбин
мощностью 300, 500 и 800 МВт обеспечивает надежную деаэрацию
питательной воды, высокую надежность подачи пара на уплотнения
турбины, исключающую недопустимый разогрев концов роторов и их
осевое удлинение, существенно повышает надежность работы котлов,
особенно при аварийных остановах энергоблоков, за счет подачи в ко-
тел подогретого конденсата, аккумулированного в баке деаэратора.
Рисунок 10.5. Смешивающий подогреватель низкого давления.
Группа ПВД состоит из трех аппаратов (в турбоустановке К-800-
240 две параллельные группы по три ПВД). Все ПВД поверхностные
(рис. 10.6), коллекторного типа, имеют по шесть раздающих и шесть
собирающих коллекторов. Поверхность нагрева представляет собой
одноплоскостную спираль из стальных трубок диаметром 32 мм с тол-
щиной стенки 5 мм, концы которой привариваются к раздающим и со-
бирающим коллекторам.
174
175
Таблица 10.2. Основные технические характеристики подогревателей.
Рабочее
давление,
МПа
Оборудование Тип подогревателя
По-
верх-
ность
нагре-
ва, м
2
пара
в
кор-
пусе
воды
в
труб-
ной
сис-
Рас-
ход
воды
м
3
/ч
Гид-
рав-
личе-
ское
сопро
тивле
ние,
кПа
Мас-
са без
воды,
т
Турбина К-300-240-3
Подогреватель замк-
нутого контура газо-
охладителей
ОВ-140
140 — — 600 34,3 —
Охладитель пара
уплотнений
ПС-115 115 0,196 2,55 700 41,2 —
ПНД-1 ПН-550-26-2-IVнж 580 0,196 2,55 700 40,2 18,2
ПНД-2 ПНСВ-800-2 — 0,08 — — — 8,8
ПНД-З ПН-550-2б-7IIнж 578 0,69 2,55 780 50 18,9
ПНД-4 ПН-550-26-7Iнж 580 0,7 2,55 780 50 18,1
ПВД-6 ПВ-1250-380-21 1300 0,21 37,3 1030 98 100,3
ПВД-7 ПВ-1700-380-51 1678 5 37,3 1030 118 140,3
ПВД-8 ПВ-1500-380-70 1558 6,9 37,3 1030 108 159,3
Турбина К-500-240-4
Подогреватель замк-
нутого контура газо-
охладителей
ОВ-700 700 — 0,49 850 47 18,45
Охладитель пара
уплотнений
ПС-220-1 220 0,098 3,14 1000 9,1 9,5
ПН
Д
-1 ПНСВ-2000-1
—
0
,
019
—
—
—
15
ПН
Д
-2 ПНСВ-2000-2
—
0
,
107
—
—
—
145
ПН
Д
-З ПН-850-29-7-II 870 0
,
263 2
,
45 1310 88 23
ПН
Д
-4 ПН-850-29-7-I 870 0
,
473 2
,
45 1310 98 24
Охладитель пара
уплотнений
ПС-300-33-0,25 300 0,024 3,24 1100 7,3 117
ПВ
Д
-6 ПВ-2300-380-17 2100 1
,
77 37
,
3 1730 412 163
ПВ
Д
-7 ПВ-2300-380-44 2100 4
,
02 37
,
3 1650 471 183
ПВД-8 ПВ-2300-380-61 2100 5,88 37,3 1530 334 211
Турбина К-800-240-5
Подогреватель замк-
нутого контура газо-
охладителя
ОВ-700 700 — 0,49 1400 127 18,45
Охладитель пара
уплотнений
ПС-220-1 220 0,098 3,14 1700 270 95
ПН
Д
-1 ПНСВ-2000-1
—
—
0
,
02
—
—
15
ПН
Д
-2 ПНСВ-2000-2
—
—
0
,
114
—
—
145
ПН
Д
-3 ПН-1900 32-7-IIнж 2150 0
,
284 3
,
14 1919
,
1230 568
ПНД-4 ПН-1900-32-7-Iнж 2330 0,588 3,14 1939, 1029 555,4
Охладитель пара
уплотнений
ПС-300-33-0,25 300 0,024 3,23 1692 170 11,7
ПВД-6 ПВ-1600-380-17 1560 1,53 37,3 1390 2390 125,2
ПВД-7 ПВ-2000-380-40 2135 3,92 37,3 1390 2390 141,7
ПВД-8 ПВ-1600-380-66 1650 6,45 37,3 1390 2390 153,2
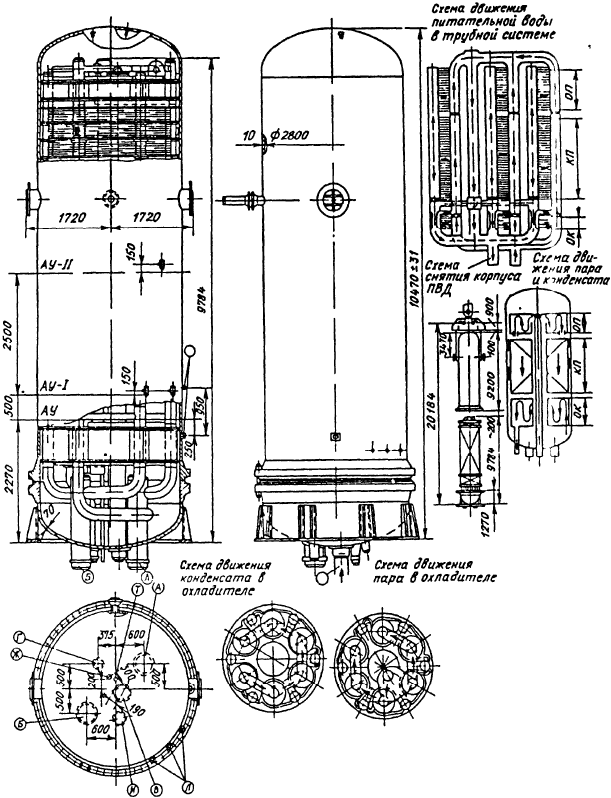
Рисунок 10.6. Поверхностный подогреватель высокого давления.
В каждом ПВД имеются выделенные зоны охлаждения (съема
перегрева) отборного пара, зона конденсации и зона охлаждения кон-
денсата греющего отборного пара (охладитель дренажа). В ПВД име-
ются электронные регуляторы уровня конденсата греющего пара. Они
оборудованы групповым защитным устройством, которое отключает их
по питательной воде при повышении уровня конденсата в корпусе лю-
176
177
бого из них до первого предела защиты и пропускает питательную воду
помимо ПВД. При этом автоматически должны закрываться и электро-
задвижки на подводе пара из отборов турбины к ПВД. На ПВД уста-
навливаются предохранительные клапаны для защиты корпуса от не-
допустимого повышения давления пара. Для предотвращения повыше-
ния давления питательной воды в трубной системе при отключении
ПВД по воде предусматриваются обратные клапаны на байпасе запор-
ной задвижки на выходе питательной воды из последнего ПВД. Пре-
дельное давление, на которое рассчитаны ПВД, составляет 37,3 МПа.
Для обеспечения отопления и горячего водоснабжения электро-
станции и прилегающих к ней населенных пунктов во всех последних
модификациях паротурбинных установок конденсационного типа, к
которым относятся и турбины мощностью 300, 500 и 800 МВт, преду-
сматривается возможность нерегулируемых отборов пара на нужды
теплофикации и установки сетевых подогревателей. Как правило, уста-
навливается два сетевых подогревателя—основной и пиковый. В ос-
новном сетевом подогревателе производится подогрев сетевой воды до
90—100° С.. При необходимости, например при температурах наруж-
ного воздуха ниже минус 10—15 С, включается пиковый подогрева-
тель, который обеспечивает повышение температуры сетевой воды до
130—140° С. Подогреватели сетевой воды снабжаются водоуказатель-
ными и местными контрольно-измерительными приборами, а также
регулирующими клапанами и электронными регуляторами уровня кон-
денсата греющего пара.
10.3. ПИТАТЕЛЬНЫЕ АГРЕГАТЫ И
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ.
В турбоустановках мощностью 300, 500 и 800 МВт для подачи
питательной воды из деаэратора через группу ПВД в котельные агрега-
ты используются питательные насосы с паротурбинными приводами.
В последние годы для турбоустановок К-300-240 используют
питательные центробежные насосы типа ПН-1135-340, имеющие пода-
чу до 1150 м
3
/ч с напором до 33 МПа при частоте вращения ротора
5100 мин
-1
. В качестве привода этого насоса применяется паровая тур-
бина Р-12-15П (ОР-12П) мощностью 12,5 МВт. Турбина работает на
отборе пара с начальными параметрами 1,37 МПа, 450° С и с противо-
давлением 0,12 МПа. Диапазон изменения частоты вращения ротора
турбины составляет 4720—6000 мин
-1
.
Для турбоустановок К-800-240 используется питательный насос
ПН-1500-350 центробежного типа, имеющий подачу воды до 1500 м
3
/ч
с напором до 34,4 МПа при частоте вращения ротора 4700 мин
-1
. Для
привода этого насоса применяют конденсационную паровую турбину
К-17-15П (ОК-18ПУ) мощностью 15,5 МВт, работающую на паре с
давлением 1,4 МПа и температурой 440° С. Турбина имеет свой кон-

178
денсатор. Диапазон изменения частоты вращения ротора турбины от
3800 до 4800 мин
-1
. Этот тип турбины применяется и для привода пита-
тельных насосов в турбоустановках К-500-240.
Для откачки конденсата из конденсаторов и смешивающих по-
догревателей применяются конденсатные насосы, основные характери-
стики которых приведены в табл. 10.3.
Таблица 10.3. Основные технические характеристики насосов.
Оборудование Тип насоса
Произ-
води-
тель-
ность,
м3/ч
Напор,
МПа
Частота
враще-
ния,
мин
-1
Турбина К-300-240-3
Насос конденсатный верти-
кальный
1 ступени
2 ступени
Насос эжекторной установки
КсВ-500-85
КсВ-500-150
Д-3200-33
500
500
3200
0,834
1,472
0,324
985
1480
985
Турбина К-500-240-4
Насос конденсатный верти-
кальный
I ступени
II ступени (со снятым коле-
сом)
III ступени
Насос эжекторной установки
КсВ-1000-95
КсВ-1600-90У4
КсВ-1500-140
Д-2500-45 (20 НСД)
1000
1300
1500
2500
0,932
0,441
1,372
0,44
1000
1000
1480
735
Турбина К-800-240-5
Насос конденсатный
I ступени
II ступени
III ступени
питательных турбонасосов
Насос эжекторной установки
КсВ-1000-95
КсВ-1000-95
КсВ-1500-140
Кс-125-50
Д-3200-75
1000
1000
1500
75
2700
0,932
0,932
1,372
0,49
0,38
1000
1000
1480
1480
735
Для защиты турбины от разгона обратным потоком пара на тру-
бопроводах отборов к ПВД-6 и ПВД-8, деаэратору, приводной турбине
питательного насоса и подогревателям ПНД-З и ПНД-4 установлены
обратные клапаны (КОС), управляемые гидравлическими сервомото-
рами, рабочей средой которых является конденсат, подаваемый от кон-
денсатных насосов. Для очистки охлаждающей воды от неорганиче-
179
ских и органических примесей перед подачей ее на маслоохладители
турбоустановки и газоохладители генератора устанавливаются фильт-
ры типа ФС.
11. ОСОБЕННОСТИ СБОРКИ И
МОНТАЖА ТУРБИН И ДРУГОГО
ОБОРУДОВАНИЯ ТУРБОУСТАНОВКИ.
11.1. ОБЩИЕ ПОЛОЖЕНИЯ ПО СБОРКЕ
ПАРОВЫХ ТУРБИН НА ЗАВОДЕ-
ИЗГОТОВИТЕЛЕ.
В процессе изготовления турбины в объединении применяются
различные методы сборки, начиная от сборки узлов из отдельных дета-
лей, укрупняющих их в более сложные сборочные единицы и заканчи-
вая общей сборкой паровой турбины в единый турбоагрегат.
Существующая производственная схема очередности про-
ведения основных работ состоит в следующем:
¾ гидравлическое испытание корпусов цилиндров паровых турбин;
¾ комплектование узлов и блоков паровой турбины, участвующих
в общей сборке;
¾ подготовка и размещение на плитовых настилах универсальных
стендов опорных приспособлений и других устройств для установки
и общей сборки паровой турбины;
¾ общая сборка и испытания паровой турбины согласно техниче-
ским условиям, предъявление и сдача отделу технического контроля
(ОТК) всего комплекса выполняемых работ;
¾ разборка турбин после контрольной общей сборки и испытаний;
¾ дефектация и проведение отдельных мелких доводочных работ;
¾ окончательная окраска узлов и деталей на специальном участке,
оборудованном современными окрасочными и сушильными камера-
ми;
¾ консервация деталей и узлов согласно инструкции;
¾ комплектация и упаковка продукции согласно специальной от-
правочной документации;
¾ погрузка упакованной продукции на железнодорожные плат-
формы и специальные транспортеры.
В специализированных цехах и пролетах объединения, участ-
вующих в изготовлении отдельных частей паровой турбины, преду-
смотрено полное изготовление узлов и соответствующих блоков,
180
включая их сборку и испытание на специальных стендах в цехах-
изготовителях.
Цеха-поставщики отдельных блоков, узлов и деталей поставляют
их на сборочно-испытательную станцию (СИС) после проведения в
цехе-изготовителе соответствующих испытаний и сдачи ОТК в уста-
новленном порядке. Узлы и детали, участвующие в общей сборке, по-
ступают на СИС только перед началом общей сборки очередной тур-
бины в сроки и очередности согласно технологическому процессу об-
щей сборки.
Основные узлы и сборочные единицы паровой турбины подают-
ся цехами-изготовителями на СИС в следующей стадии готовности и
комплектности:
¾ ЦВД и ЦСД, полностью изготовленные, с установленными
шпильками горизонтального разъема, но разобранные по половинам;
¾ ЦНД, полностью изготовленные, с пригнанными фундаментными
рамами, установленными шпильками горизонтального и вертикально-
го разъемов;
¾ роторы ЦВД, ЦСД и ЦНД в сборе, полностью изготовленные и
отбалансированные на специальном разгонном стенде;
¾ корпуса подшипников, полностью изготовленные, собранные на
фундаментных рамах, с окончательно смонтированными комплек-
тующими узлами регулирования и маслопроводами, прошедшие ис-
пытания на специальных стендах;
¾ вкладыши, полностью изготовленные, комплектно для всего тур-
боагрегата;
¾ детали проточной части, полностью изготовленные;
¾ узлы парораспределения и узлы системы автоматического регули-
рования, полностью изготовленные, прошедшие испытания на специ-
альных стендах;
¾ комплектующие детали, полностью изготовленные и в полном
комплекте (покупное оборудование, приборы, электрооборудование,
виброаппаратура, запасные части, а также крепежные детали);
¾ грузоподъемные приспособления, полностью изготовленные в
комплекте, испытанные на специальных стендах.
Перед сборкой и в процессе сборки отдельных деталей и узлов в
сборочные единицы технологическим процессом предусмотрены опре-
деленные пригоночные и доводочные работы. В паротурбостроении,
даже на современном уровне развития, к неизбежным пригоночным и
доводочным работам следует отнести следующие: шабрение с провер-
кой на краску, когда добиваются плотного прилегания плоских сопря-
гаемых поверхностей; опиливание, когда размеры и форма деталей,
заданных допуском чертежа на сопряжение, не могут быть выполнены
механической обработкой; обрубка, когда устраняют пороки литья, а
станочная обработка невозможна или нецелесообразна; притирка, когда