Nicholas P. Cheremisinoff. Handbook of Solid Waste Management and Waste Minimization Technologies
Подождите немного. Документ загружается.

INCINERATOR ASH PROPERTIES
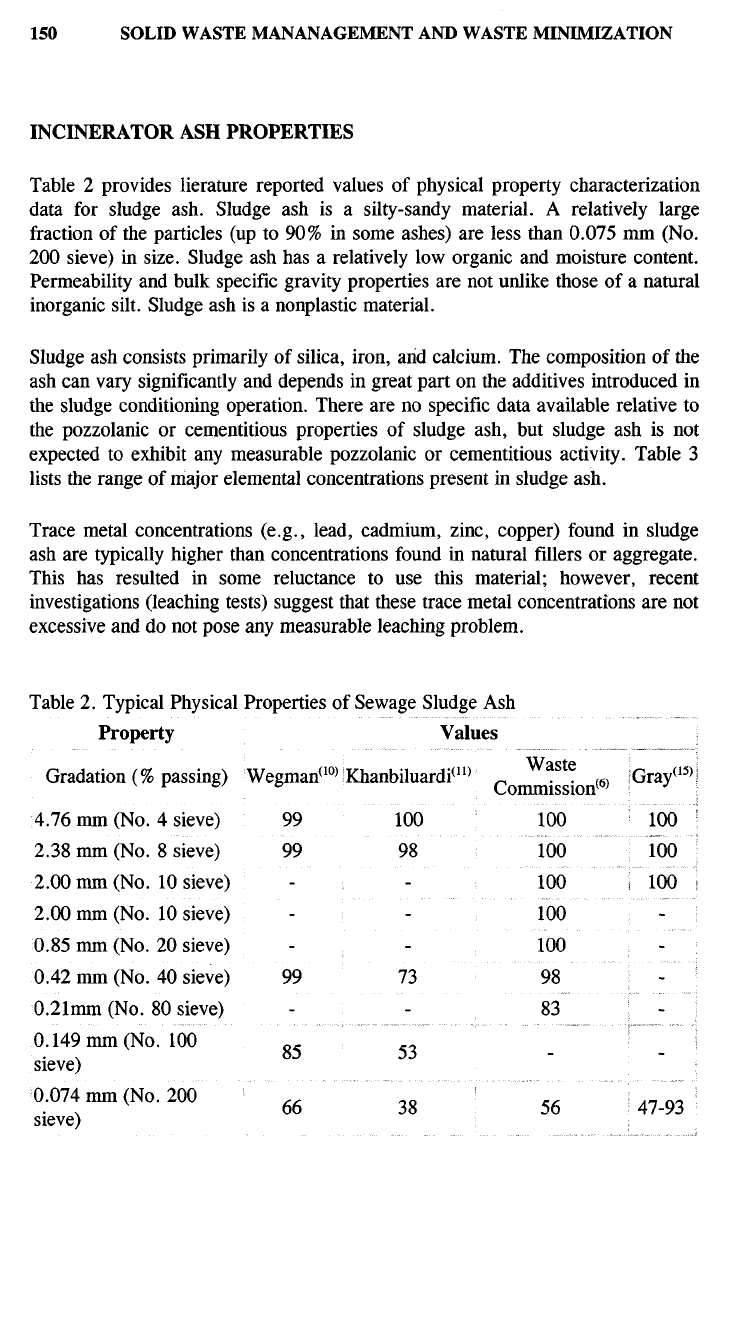
Table 2 provides lierature reported values of physical property characterization
data for sludge ash. Sludge ash is a silty-sandy material. A relatively large
fraction of the particles (up to 90% in some ashes) are less than 0.075 mm (No.
200 sieve) in size. Sludge ash has a relatively low organic and moisture content.
Permeability and bulk specific gravity properties are not unlike those of a natural
inorganic silt. Sludge ash is a nonplastic material.
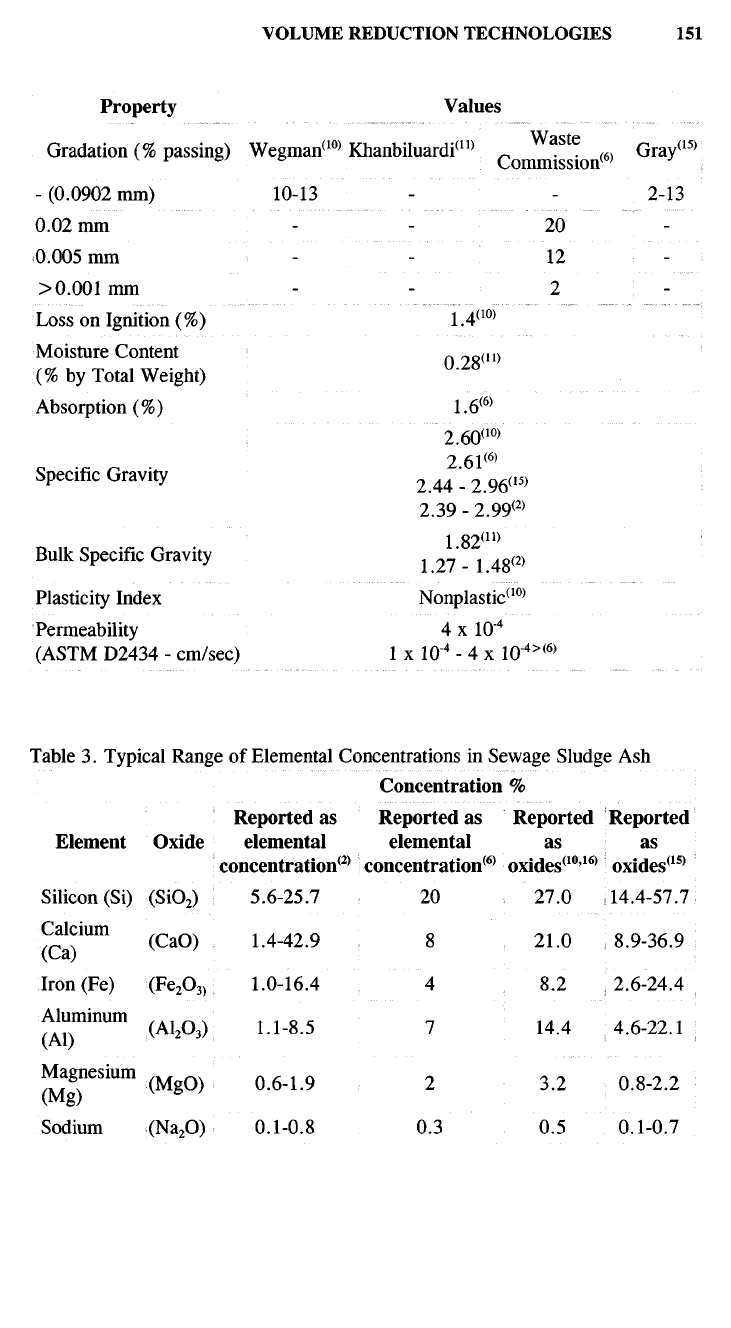
Sludge ash consists primarily of silica, iron, and calcium. The composition of the
ash can vary significantly and depends in great part on the additives introduced in
the sludge conditioning operation. There are no specific data available relative to
the pozzolanic or cementitious properties of sludge ash, but sludge ash is not
expected to exhibit any measurable pozzolanic or cementitious activity. Table 3
lists the range of major elemental concentrations present in sludge ash.
Trace metal concentrations (e.g., lead, cadmium, zinc, copper) found in sludge
ash are typically higher than concentrations found in natural fillers or aggregate.
This has resulted in some reluctance to use this material; however, recent
investigations (leaching tests) suggest that these trace metal concentrations are not
excessive and do not pose any measurable leaching problem.
Table 2. Typical Physical Properties of Sewage Sludge Ash
Property
Gradation (% passing)
4.76 mm (No. 4 sieve)
2.38 mm (No. 8 sieve)
2.00 mm (No. 10 sieve)
2.00 mm (No. 10 sieve)
0.85 mm (No. 20 sieve)
0.42 mm (No. 40 sieve)
0.21mm (No. 80 sieve)
0.149 mm (No. 100
sieve)
0.074 mm (No. 200
sieve)
Wegman
(10)
99
99
-
-
-
99
-
85
66
Values
Khanbiluardi
(11)
100
98
-
-
-
73
-
53
38
Waste
Commission
(6)
100
100
100
100
100
98
83
-
56
Gray
(15)
100
100
100
-
-
-
-
-
47-93
Property
Gradation
(%
passing)
-
(0.0902
mm)
0.02
mm
0.005
mm
> 0.001
mm
Loss
on
Ignition
(%)
Moisture Content
(%
by
Total Weight)
Absorption
(%)
Specific Gravity
Bulk Specific Gravity
Plasticity Index
Permeability
(ASTM D2434
-
cm/sec)
Wegman
(10)
10-13
-
-
-
Values
Khanbiluardi
(11)
-
-
-
Waste
Commission
(6)
-
20
12
2
1.4
(10)
0.28
(11)
1.6
(6)
2.60
(10)
2.61
(6)
2.44
-
2.96
(15)
2.39
-
2.99
(2)
1.82
(11)
1.27-
1.48
(2)
Nonplastic
(10)
4
x 10"
4
1
x
10"
4
- 4 x
10"
4>(6)
Gray
(15)
2-13
-
-
-
Element
Silicon
(Si)
Calcium
(Ca)
Iron
(Fe)
Aluminum
(Al)
Magnesium
(Mg)
Sodium
Oxide
(SiO
2
)
(CaO)
(Fe
2
O
3
)
(Al
2
O
3
)
(MgO)
(Na
2
O)
Concentration
%
Reported
as
elemental
concentration*
2
*
5.6-25.7
1.4-42.9
1.0-16.4
1.1-8.5
0.6-1.9
0.1-0.8
Reported
as
elemental
concentration^
20
8
4
7
2
0.3
Reported
as
oxides
(10
'
16)
27.0
21.0
8.2
14.4
3.2
0.5
Reported
as
oxides
(15)
14.4-57.7
8.9-36.9
2.6-24.4
4.6-22.1
0.8-2.2
0.1-0.7
Table
3.
Typical Range
of
Elemental Concentrations
in
Sewage Sludge
Ash
References at the end of this chapter may be consulted for the sources of data in
Tables 2 and 3 as well as additional information.
MULTIPLE HEARTH INCINERATORS
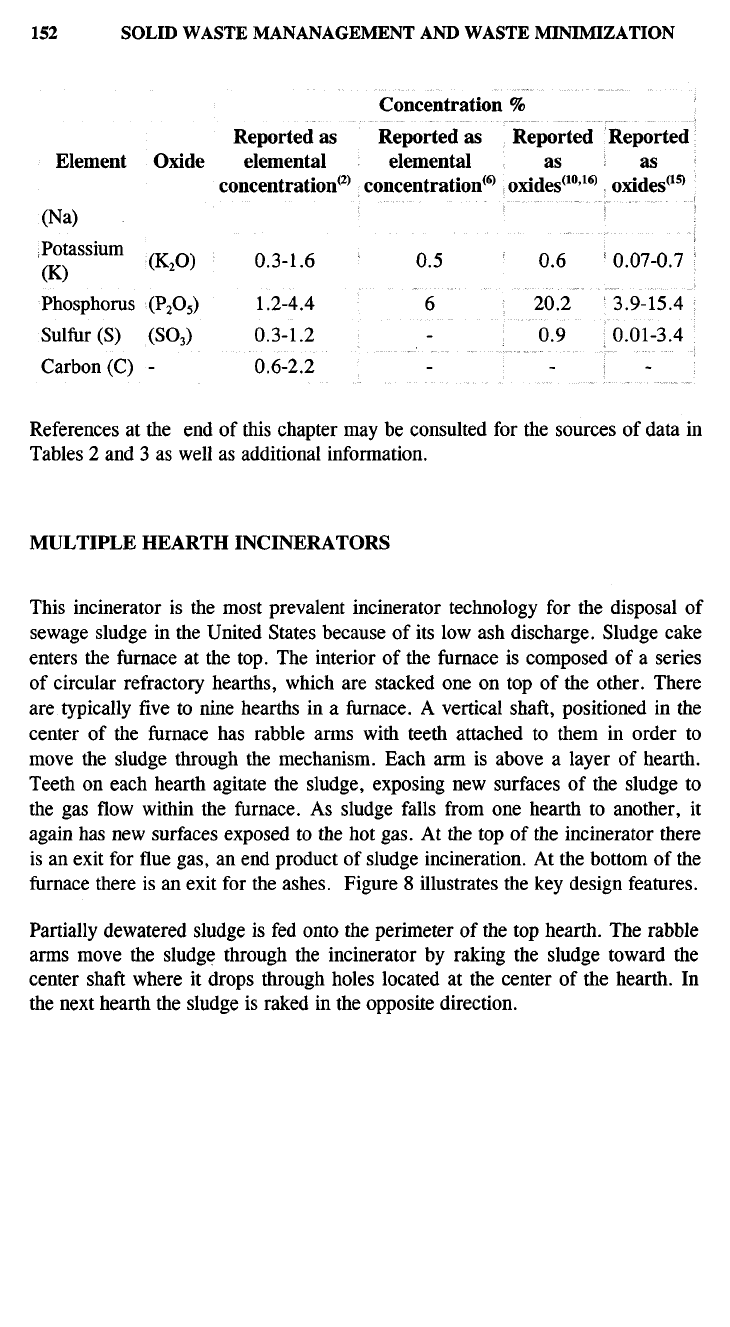
This incinerator is the most prevalent incinerator technology for the disposal of
sewage sludge in the United States because of its low ash discharge. Sludge cake
enters the furnace at the top. The interior of the furnace is composed of a series
of circular refractory hearths, which are stacked one on top of the other. There
are typically five to nine hearths in a furnace. A vertical shaft, positioned in the
center of the furnace has rabble arms with teeth attached to them in order to
move the sludge through the mechanism. Each arm is above a layer of hearth.
Teeth on each hearth agitate the sludge, exposing new surfaces of the sludge to
the gas flow within the furnace. As sludge falls from one hearth to another, it
again has new surfaces exposed to the hot gas. At the top of the incinerator there
is an exit for flue gas, an end product of sludge incineration. At the bottom of the
furnace there is an exit for the ashes. Figure 8 illustrates the key design features.
Partially dewatered sludge is fed onto the perimeter of the top hearth. The rabble
arms move the sludge through the incinerator by raking the sludge toward the
center shaft where it drops through holes located at the center of the hearth. In
the next hearth the sludge is raked in the opposite direction.
Element
(Na)
Potassium
(K)
Phosphorus
Sulfur (S)
Carbon (C)
Oxide
(K
2
O)
(P
2
O
5
)
(SO
3
)
-
Concentration %
Reported as
elemental
concentration^
0.3-1.6
1.2-4.4
0.3-1.2
0.6-2.2
Reported
as
elemental
concentration^
0.5
6
-
-
Reported
as
oxides
(10
'
16)
0.6
20.2
0.9
-
Reported
as
oxides
(15)
0.07-0.7
3.9-15.4
0.01-3.4
-
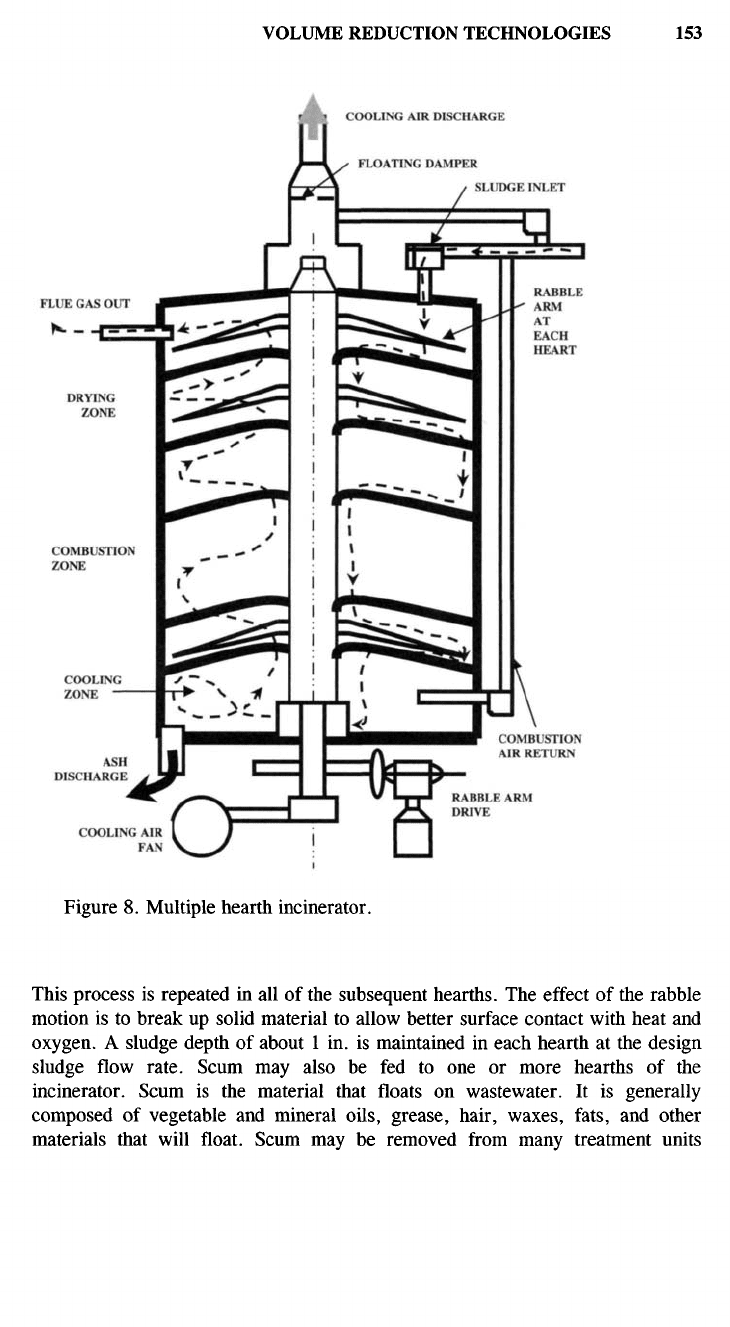
Figure 8. Multiple hearth incinerator.
This process is repeated in all of the subsequent hearths. The effect of the rabble
motion is to break up solid material to allow better surface contact with heat and
oxygen. A sludge depth of about 1 in. is maintained in each hearth at the design
sludge flow rate. Scum may also be fed to one or more hearths of the
incinerator. Scum is the material that floats on waste
water.
It is generally
composed of vegetable and mineral oils, grease, hair, waxes, fats, and other
materials that will float. Scum may be removed from many treatment units
COMBUSTION
ZONE
COMBUSTION
AIR RETURN
RABBLE
ARM
AT
EACH
HEART
SLUDGE INLET
FLOATING DAMPER
COOLING AIR DISCHARGE
FLUE GAS OUT
DRYING
ZONE
COOLING
ZONE
ASH
DISCHARGE
COOLING AIR
FAN
RABBLE ARM
DRIVE
including preaeration tanks, skimming tanks, and sedimentation tanks. Quantities
of scum are generally small compared to those of other wastewater solids.
Ambient air is first ducted through the central shaft and its associated rabble
arms.
A portion, or all, of this air is then taken from the top of the shaft and
recirculated into the lowermost hearth as preheated combustion air. Shaft
cooling air which is not circulated back into the furnace is ducted into the stack
downstream of the air pollution control devices. The combustion air flows
upward through the drop holes in the hearths, countercurrent to the flow of the
sludge, before being exhausted from the top hearth. Air enters the bottom to
cool the ash. Provisions are usually made to inject ambient air directly into the
middle hearths as well.
From the standpoint of the overall incineration process, multiple hearth furnaces
can be divided into three zones. The upper hearths comprise the drying zone
where most of the moisture in the sludge is evaporated. The temperature in the
drying zone is typically between 425 and 76O
0
C (800 and 1400
0
F). Sludge
combustion occurs in the middle hearths (second zone) as the temperature is
increased to about 925
0
C (1700
0
F). The combustion zone can be further
subdivided into the upper-middle hearths where the volatile gases and solids are
burned, and the lower-middle hearths where most of the fixed carbon is
combusted. The third zone, made up of the lowermost hearth(s), is the cooling
zone.
In this zone the ash is cooled as its heat is transferred to the incoming
combustion air.
Multiple hearth furnaces are sometimes operated with afterburners to further
reduce odors and concentrations of unburned hydrocarbons. In afterburning,
furnace exhaust gases are ducted to a chamber where they are mixed with
supplemental fuel and air and completely combusted. Some incinerators have the
flexibility to allow sludge to be fed to a lower hearth, thus allowing the upper
hearth(s) to function essentially as an afterburner.
Under normal operating condition, 50 to 100% excess air must be added to an
MHF in order to ensure complete combustion of the sludge. Besides enhancing
contact between fuel and oxygen in the furnace, these relatively high rates of
excess air are necessary to compensate for normal variations in both the
organic characteristics of the sludge feed and the rate at which it enters the
incinerator. When an inadequate amount of excess air is available, only partial
oxidation of the carbon will occur, with a resultant increase in emissions of
carbon monoxide, soot, and hydrocarbons. Too much excess air, on the other
hand, can cause increased entrainment of particulate and unnecessarily high
auxiliary fuel consumption.
FLUIDIZED-BED INCINERATOR
The basic configuration and features of the fluid bed incinerator have already
been described. This technology has been around since the early 1960s. In this
system, air is introduced at the fluidizing air inlet at pressures of 3.5 to 5 psig.
The air passes through openings in the grid supporting the sand and creates
fluidization of the sand bed. Sludge cake is introduced into the bed. The
fluidizing air flow must be carefully controlled to prevent the sludge from
floating on top of the bed.
Fluidization provides maximum contact of air with sludge surface for optimum
burning. The drying process is practically instantaneous. Moisture flashes into
steam upon entering the hot bed. Some advantages of this system are that the
sand bed acts as a heat sink so that after shutdown there is minimal heat loss.
With this heat containment, the system will allow startup after a weekend
shutdown with need for only 1 or 2 hr of heating. The sand bed should be at least
1200
0
F when operating.
Fluidized bed technology was first developed by the petroleum industry to be
used for catalyst regeneration. These are referred to as fluidized bed
combustors (FBCs) and they consist of a vertically oriented outer shell
constructed of steel and lined with refractory. Tuyeres (nozzles designed to
deliver blasts of air) are located at the base of the furnace within a refractory-
lined grid. A bed of sand, approximately 0.75 meters (2.5 feet) thick, rests
upon the grid. Two general configurations can be distinguished on the basis of
how the fluidizing air is injected into the furnace. In the "hot windbox" design
the combustion air is first preheated by passing through a heat exchanger
where heat is recovered from the hot flue gases. Alternatively, ambient air can
be injected directly into the furnace from a cold windbox.
Partially dewatered sludge is fed into the lower portion of the furnace. Air
injected through the tuyeres, at pressures of from 20 to 35 kilopascals (3 to 5
pounds per square inch gauge), simultaneously fluidizes the bed of hot sand
and the incoming sludge. Temperatures of 750 to 925
0
C (1400 to 1700
0
F) are
maintained in the bed. Residence times are typically 2 to 5 s. As the sludge
burns,
fine ash particles are carried out the top of the furnace. Some sand is
also removed in the air stream; sand makeup requirements are on the order of
5% for every 300 hr of operation. Combustion of the sludge occurs in two
zones.
Within the bed itself (Zone 1), evaporation of the water and pyrolysis of
the organic materials occur nearly simultaneously as the temperature of the
sludge is rapidly raised. In the second zone (freeboard area), the remaining
free carbon and combustible gases are burned. The second zone functions
essentially as an afterburner.
Fluidization achieves nearly ideal mixing between the sludge and the
combustion air and the turbulence facilitates the transfer of heat from the hot
sand to the sludge. The most noticeable impact of the better burning
atmosphere provided by a fluidized bed incinerator is seen in the limited
amount of excess air required for complete combustion of the sludge.
Typically, FBCs can achieve complete combustion with 20 to 50% excess air,
about half the excess air required by multiple hearth furnaces. As a
consequence, FBC incinerators have generally lower fuel requirements
compared to MHF incinerators. Fluidized-bed incinerators most often have
venturi scrubbers or venturi/impingement tray scrubber combinations for
emissions control.
ELECTRIC FURNACE
The electric furnace is basically a conveyor belt system passing through a long
rectangular refractory lined chamber. Heat is provided by electric infrared
heating elements within the furnace. Cooling air prevents local hot spots in the
immediate vicinity of the heaters and is used as secondary combustion air within
the furnace. The conveyer belt is made of continuous woven wire mesh chosen of
steel alloy that will withstand the 1300 to 1500
0
F temperatures. The sludge on the
belt is immediately leveled to 1 in. The belt speed is designed to provide burnout
of the sludge without agitation. The first electric infrared furnace was installed
in the 1970s, and their use is not common.
Electric infrared incinerators consist of a horizontally oriented, insulated
furnace. A woven wire belt conveyor extends the length of the furnace and
infrared heating elements are located in the roof above the conveyor belt.
Combustion air is preheated by the flue gases and is injected into the discharge
end of the furnace. Electric infrared incinerators consist of a number of
prefabricated modules, which can be linked together to provide the necessary
furnace length. A cross section of an electric furnace is shown in Figure 9. The
dewatered sludge cake is conveyed into one end of the incinerator. An internal
roller mechanism levels the sludge into a continuous layer approximately 1 in.
thick across the width of the belt. The sludge is sequentially dried and then
burned as it moves beneath the infrared heating. The ash is discharged into a
hopper at the opposite end of the furnace. Preheated combustion air enters the
furnace above the ash hopper and undergoes further heating by the exiting ash.
The air flow direction is countercurrent to the sludge flow along the conveyor.
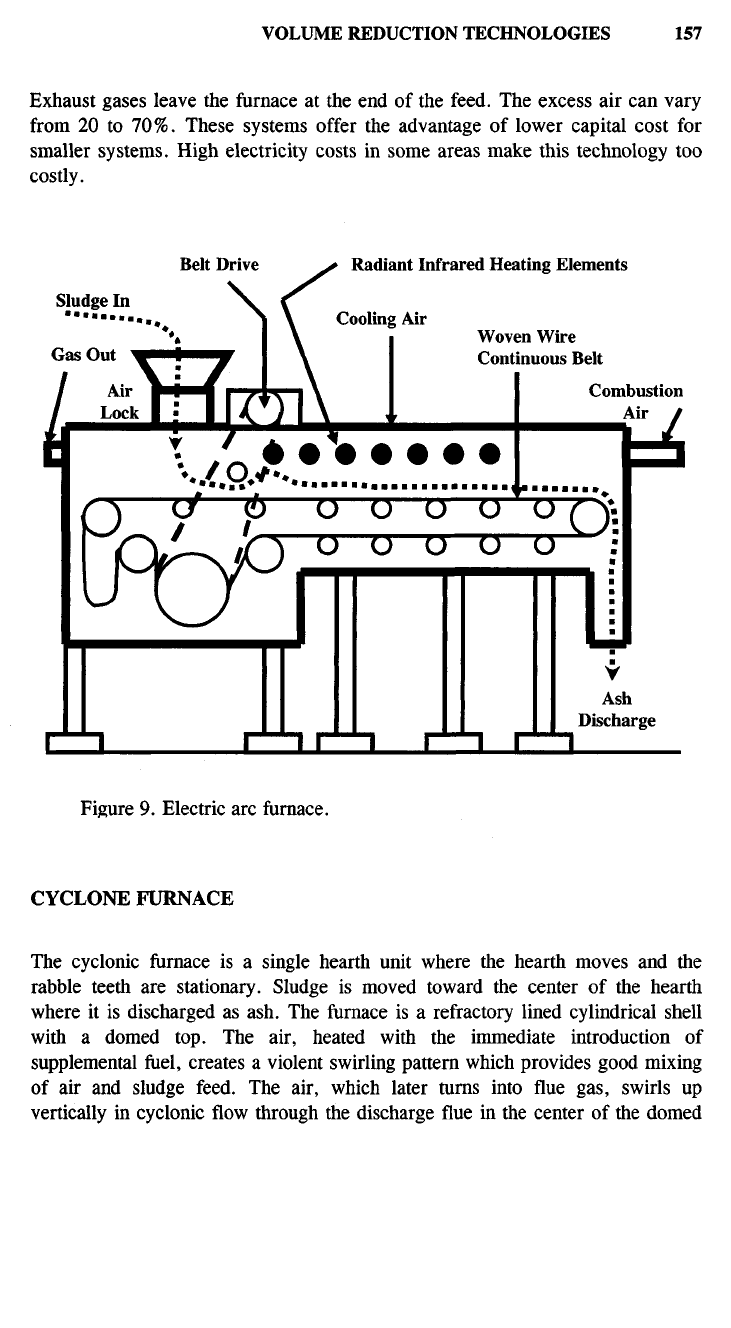
Figure 9. Electric arc furnace.
CYCLONE FURNACE
The cyclonic furnace is a single hearth unit where the hearth moves and the
rabble teeth are stationary. Sludge is moved toward the center of the hearth
where it is discharged as ash. The furnace is a refractory lined cylindrical shell
with a domed top. The air, heated with the immediate introduction of
supplemental fuel, creates a violent swirling pattern which provides good mixing
of air and sludge feed. The air, which later turns into flue gas, swirls up
vertically in cyclonic flow through the discharge flue in the center of the domed
Ash
Discharge
Combustion
Air
Woven Wire
Continuous Belt
Cooling Air
Radiant Infrared Heating Elements
Belt Drive
Sludge In
Gas Out
Air
Lock
Exhaust gases leave the furnace at the end of the feed. The excess air can vary
from 20 to 70%. These systems offer the advantage of lower capital cost for
smaller systems. High electricity costs in some areas make this technology too
costly.
roof.
One advantage of these furnaces is that they are relatively small and can be
placed in operation, at operating temperature, within an hour.
As ash falls into a wet sump, turbulence is created by the entrance of water. This
turbulence is necessary so that the ash doesn't collect and cake up. This water
containing the ash is pumped into a holding pond or lagoon, with a residence
time of at least 6 hours. During this time, 95% of the ash will have settled to the
bottom and the overflow is taken back to the treatment plant. There has to be a
minimum of two lagoons with one being used to hold the ash-water discharge and
the other for drying. When dry, the ash is hauled to a landfill or used for
concrete. Mixing one part of ash to four parts cement will produce a slow-setting
concrete with no loss in strength.
ENVIRONMENTAL IMPACT AND CONTROLS
A serious environmental impact of incineration is on air quality. An incinerator's
smoke discharge or flue gas should be colorless. Flue gas is an emission mainly
made up of nitrogen, carbon dioxide, and oxygen. There are traces of chloride
and sulfides in the gas and if these levels become too high, they could cause the
possibility of corrosion. With respect to the color of the discharge again, if there
is a significant amount of particulate matter in the emission, it will be detected by
color. The stream can range from a black to white appearance and will have a
pale yellow to dark brown trail. The discharge should also have no discernable
odor and there should be no detectable noise due to incinerator operation at the
property line. Unfortunately, colored emissions and odor problems do occur and
treatment plants take the proper actions to correct it.
Air pollution controls are critical factors that add significant costs onto these
technologies. Sewage sludge incinerators potentially emit significant quantities of
pollutants. The major pollutants emitted are: (1) particulate matter, (2) metals,
(3) carbon monoxide (CO), (4) nitrogen oxides (NO
x
), (5) sulfur dioxide (SO
2
),
and (6) unburned hydrocarbons. Partial combustion of sludge can result in
emissions of intermediate products of incomplete combustion (PIC), including
toxic organic compounds. Uncontrolled particulate emission rates vary widely
depending on the type of incinerator, the volatiles and moisture content of the
sludge, and the operating practices employed. Generally, uncontrolled particulate
emissions are highest from fluidized-bed incinerators because suspension burning
results in much of the ash being carried out of the incinerator with the flue gas.
Uncontrolled emissions from multiple hearth and fluidized-bed incinerators are
extremely variable, however. Electric incinerators appear to have the lowest rates
of uncontrolled paniculate release of the three major furnace types, possibly
because the sludge is not disturbed during firing. In general, higher airflow rates
increase the opportunity for paniculate matter to be entrained in the exhaust
gases.
Sludge with low volatile content or high moisture content may compound
this situation by requiring more supplemental fuel to burn. As more fuel is
consumed, the amount of air flowing through the incinerator is also increased.
However, no direct correlation has been established between airflow and
paniculate emissions. Metal emissions are affected by metal content of the
sludge, fuel bed temperature, and the level of paniculate matter control. Since
metals which are volatilized in the combustion zone condense in the exhaust gas
stream, most metals (except mercury) are associated with fine particulates and
are removed as the fine particulates are removed.
Carbon monoxide is formed when available oxygen is insufficient for complete
combustion or when excess air levels are too high, resulting in lower combustion
temperatures. Emissions of nitrogen and sulfur oxides are primarily the result of
oxidation of nitrogen and sulfur in the sludge. Therefore, these emissions can
vary greatly based on local and seasonal sewage characteristics. Emissions of
volatile organic compounds (VOC) also vary greatly with incinerator type and
operation. Incinerators with countercurrent airflow such as multiple hearth
designs provide the greatest opportunity for unburned hydrocarbons to be
emitted. In the MHF, hot air and wet sludge feed are contacted at the top of the
furnace. Any compounds distilled from the solids are immediately vented from
the furnace at temperatures too low to completely destroy them. Particulate
emissions from sewage sludge incinerators have historically been controlled by
wet scrubbers, since the associated sewage treatment plant provides both a
convenient source and a good disposal option for the scrubber water.
The types of existing sewage sludge incinerator controls range from low pressure
drop spray towers and wet cyclones to higher pressure drop venturi scrubbers
and venturi/impingement tray scrubber combinations. Electrostatic precipitators
and baghouses are employed primarily where sludge is co-fired with municipal
solid waste. The most widely used control device applied to a multiple hearth
incinerator is the impingement tray scrubber. Older units use the tray scrubber
alone; combination venturi/impingement tray scrubbers are widely applied to
newer multiple-hearth incinerators and to fluidized bed incinerators.