Монтаж и ремонт горных машин
Подождите немного. Документ загружается.

30
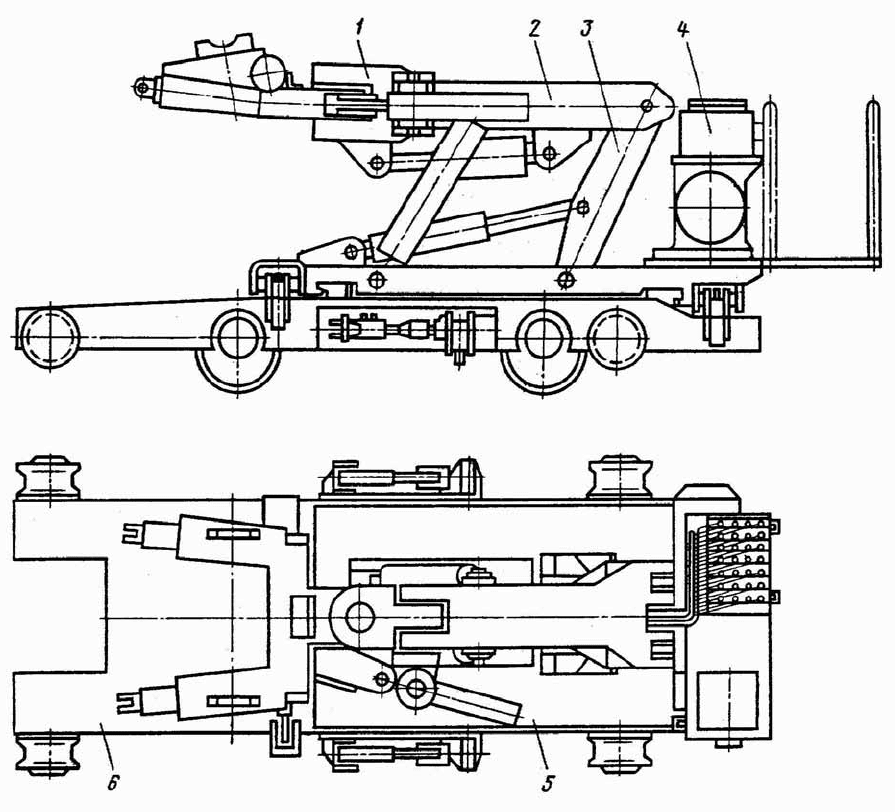
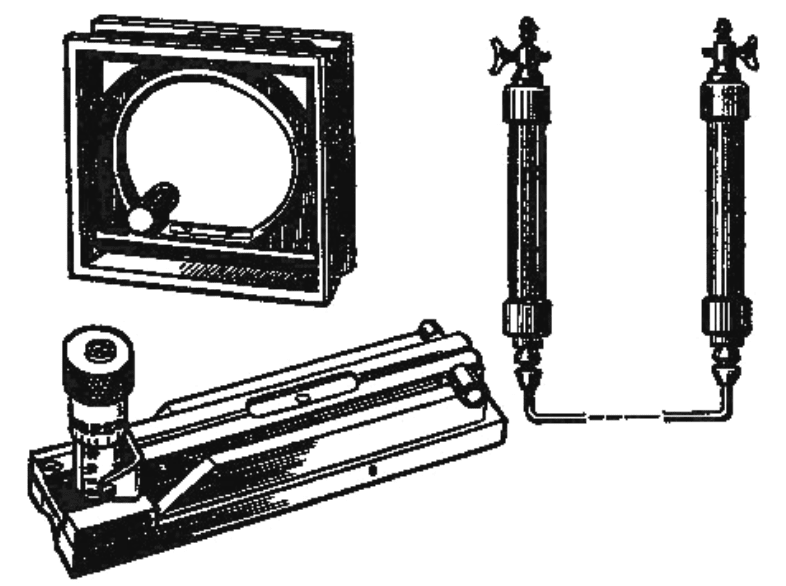
Кран (рис. 3.10) состоит из стойки (3) платформы (6) на рельсовом
ходу с прицепным устройством и рельсовыми захватами, каретки (5), стре-
лы (2), навесного оборудования (1), навесной установки (4) с пультом
управления.
Для доставки к монтажной камере кран снабжен съемными транс-
портными полускатами с колеей 900 мм. Конструктивно – это стреловой
кран на рельсовом ходу. Все манипуляции крана осуществляются гидро-
домкратами [41].
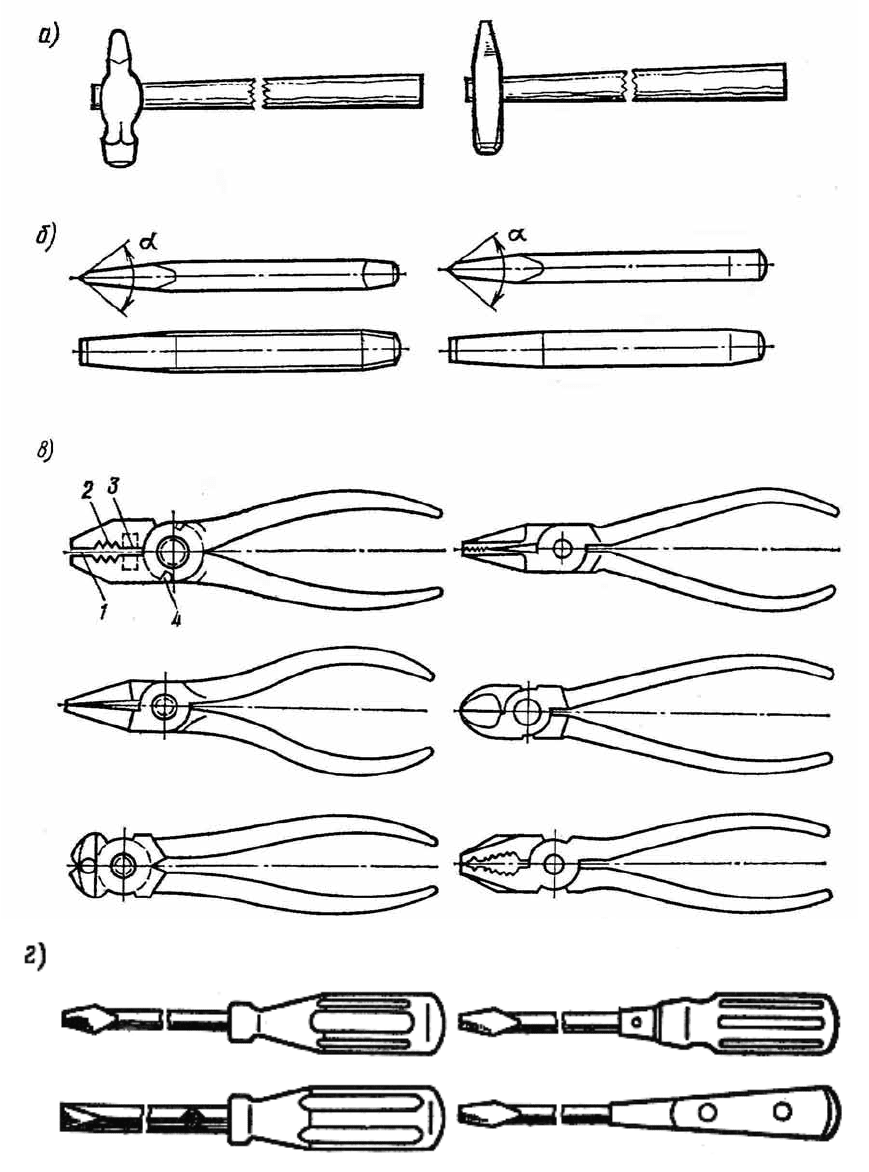
Монтажники чаще всего применяют ручной слесарный инструмент. Из
ударного наиболее распространенными являются молотки и кувалды. При
рубке металла – зубила с различной длиной режущего лезвия. Для обработки
поверхности и опиливания металла применяют напильники и надфили.
Почти во все наборы инструмента общего назначения включены
плоскогубцы, круглогубцы, торцевые и боковые кусачки и пассатижи. Из
них наиболее универсальными являются плоскогубцы.
Рис. 3.10. Кран монтажно-транспортный МТК –3М
31
Слесарно-монтажные отвертки – стержневого, квадратного и кресто-
образного сечения (рис. 3.11).
Рис. 3.11 Слесарно-монтажный инструмент:
а - молотки; б - зубила; в - плоскогубцы, круглогубцы, кусачки и пассатижи;
г- отвертки
32
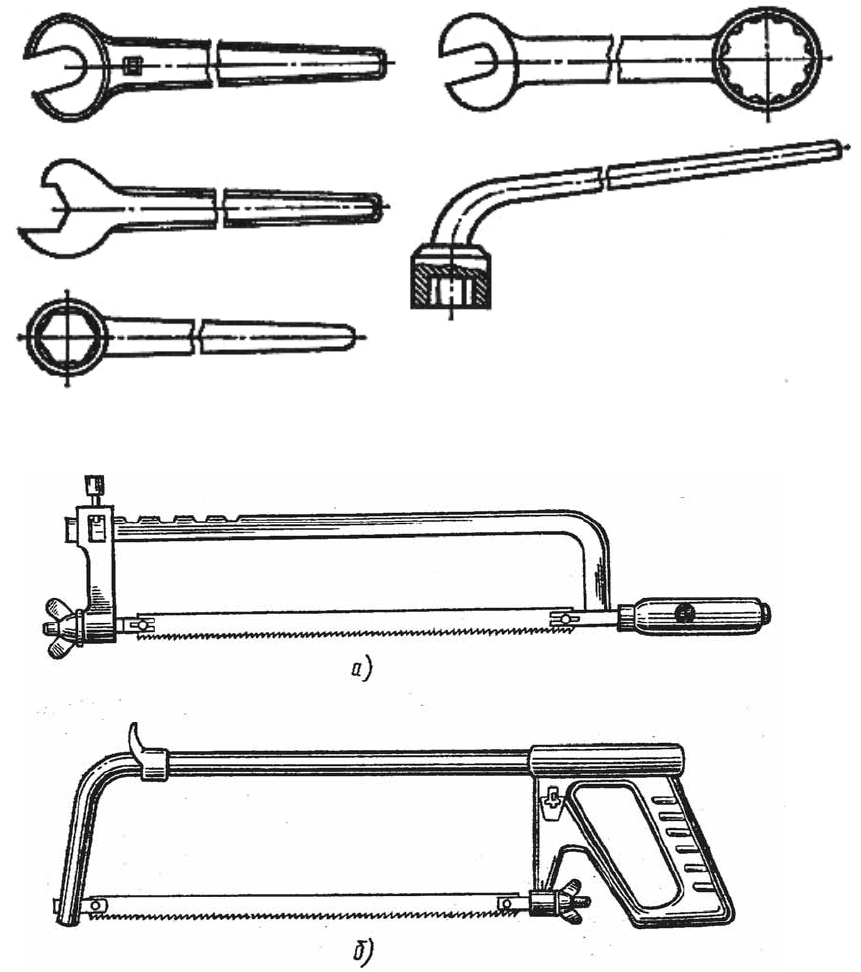
Для монтажа двигателей, редукторов, шинопроводов и т.д. приме-
няют гаечные ключи: односторонние, кольцевые, комбинированные, тор-
цевые (рис. 3.12).
Резку черных и цветных металлов, пластмассовых и стальных труб
и т.д. осуществляют при помощи ручных раздвижных ножовочных стан-
ков (рис. 3.13).
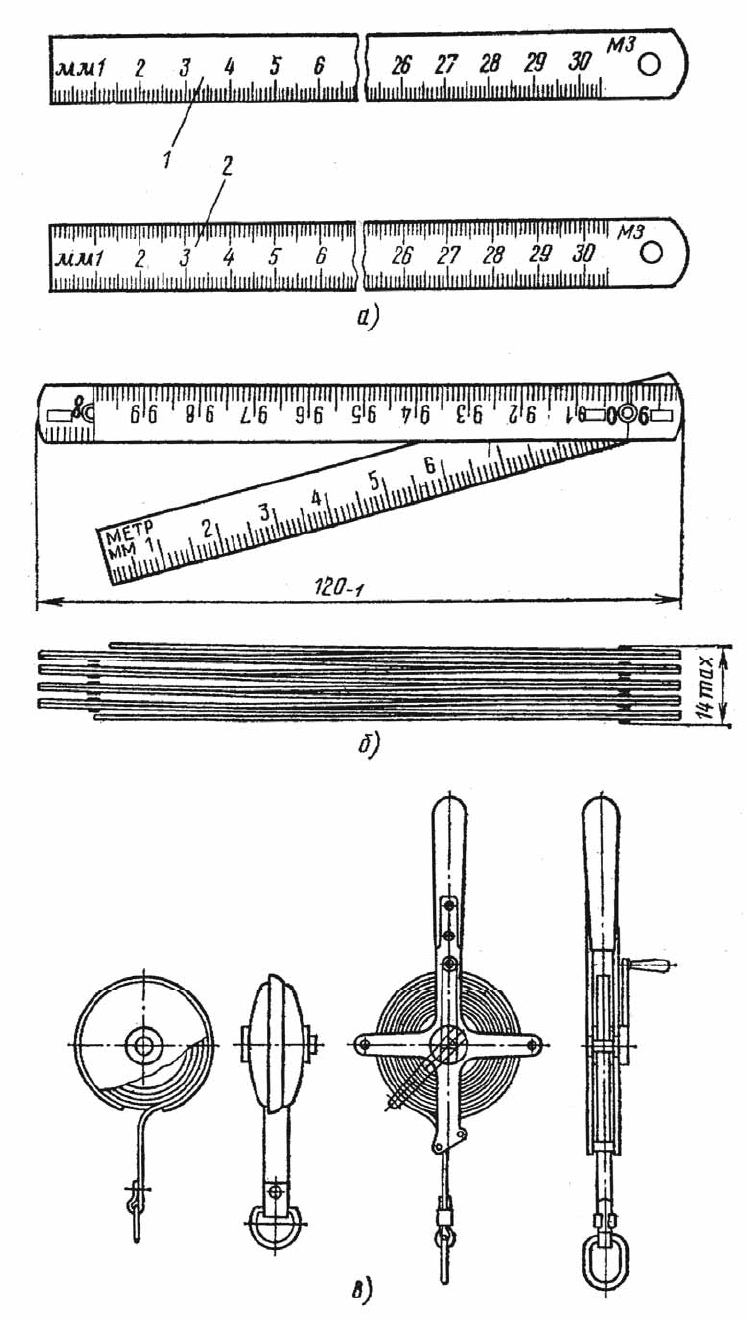
Наиболее распространенным измерительным инструментом являют-
ся металлические линейки, складные металлические или пластмассовые
линейки, самосвертывающиеся или металлические рулетки, микрометры,
штангенциркули, щупы, динамометры (рис. 3.14).
Рис. 3.12. Гаечные ключи
Рис. 3.13. Ножовочные станки:
а – конструкция, применяемая при выполнении слесарных работ;
б - усовершенствованная конструкция
33
Рис. 3.14 Измерительный инструмент:
а – измерительные металлические линейки; б – складной метр;
в – измерительные рулетки
34
Для опрессовки гильз и кабельных наконечников применяют ручные
механические или гидравлические прессы или клещи.
К измерительному строительному инструменту относятся: инстру-
мент для выверки осей машин, фундаментных плит – струны, отвесы, ско-
бы, индикаторы, угольники, уровни. Виброметры, тахометры, счетчики
оборотов, термометры и термопары (рис. 3.15).
Рис. 3.15. Уровни
К рабочему инструменту относится: строительный инструмент для
такелажных и земляных работ – лопаты, ломы, пилы, топоры, буравы и
приспособления – колодки для полировки коллекторов, протачивания ва-
лов, снятия шкивов и полумуфт.
Кроме того, при монтаже горных машин применяют электросвароч-
ные аппараты, оборудование для газовой резки металла, пневматический и
электрический инструменты.
При работе с электрооборудованием необходимо использовать за-
щитные средства: резиновые перчатки, коврики, боты; диэлектрические
подставки и слесарный инструмент с диэлектрическими рукоятками [21].
3.5. Монтаж отдельных видов горных машин
Монтаж металлических конструкций. Металлические конструк-
ции поставляются на монтаж в виде небольшого числа укрупненных бло-
ков или в виде проката, из которого их изготавливают на месте монтажа
или в мастерских.
35
Металлоконструкции перед сборкой подлежат тщательной ревизии
для выявления повреждений, появившихся при транспортировании и в ре-
зультате коррозии в процессе длительного хранения. Их элементы тща-
тельно очищают от грязи, ржавчины, льда, противокоррозийной краски в
стыковых соединениях. Краску удаляют растворителями или скребками с
последующим обжигом. Стыковые поверхности подготавливают не ранее
чем за 6 часов до сборки стыка, используя газопламенные горелки, специ-
альные пасты и пескоструйную обработку.
Погнутые стержневые элементы подвергают правке. Плавный изгиб
устраняют обратным остаточным изгибом без подогрева, а значительные
местные искривления исправляют при нагреве до светло-красного каления
участка, в 1,5 – 2 раза больше, чем участок искривления.
При постановке укрупненными блоками сборка металлоконструкций
состоит из соединения блоков по монтажным стыкам. Сборку ведут с ис-
пользованием стреловых кранов.
При монтаже стыков добиваются максимального совпадения отвер-
стий под болты и заклепки, а также плотного прилегания деталей (щуп 0,3
мм в любом месте стыка не должен проходить на глубину более 20 мм).
Заклепочные соединения. Клепку осуществляют преимущественно
снизу с помощью ручных пневматических молотков. Заклепки диаметром
до 11,5 мм клепают в холодном состоянии, а диаметром 13,5 мм и выше – в
нагретом. Нагрев выполняется в переносных горнах. По окончании клепки
нагретая заклепка должна иметь еще темно-бурый цвет. Качество клепки
проверяют остукиванием и внешним осмотром.
Болтовые соединения. Болтовые соединения обеспечивают более на-
дежную работу при действии на стык сдвигающих усилий, устанавливают
с зазором более 0,48 мм.
Сварные соединения. Соединения этого типа применяют при стыков-
ке элементов металлоконструкций. Для сварки несущих металлоконструк-
ций из углеродистых сталей, работающих при температуре до -40°С, при-
меняют электроды марки УОНИ 13/45, СМ-11, МР-3, ОЗС-3, ОЗС-4,
УП1/45, АНО-2, АНО-3 с диаметром электродов 3,4,5 и 6 мм. При темпе-
ратуре ниже 20°С детали в месте шва предварительно прогревают. Качест-
во сварных швов в условиях монтажной площадки проверяют осмотром,
выявляя размеры швов и их дефектов: подрезов, трещин, непроваров, пор и
др., сверлением с последующим травлением (выявляют глубину шва и от-
сутствие внутренних дефектов) и испытанием контрольных образцов.
Также проверяют неразрушающий контроль сварных швов с помощью
приборов.
Металлоконструкции, как базовые элементы машин, должны отве-
чать высоким требованиям в части точности сборки. Геометрические раз-
меры элементов большой длины проверяют металлическими рулетками
Монтаж типовых механизмов и деталей. Механизмы современно-
го горного оборудования поставляются на монтаж комплектными сбороч-
36
ными единицами. Поэтому вопросы сборки их составных элементов – ва-
лов, осей, подшипников, муфт, зубчатых, цепных передач решаются в ос-
новном на заводах изготовителях. На монтажных площадках обычно вы-
полняются работы по соединению механизмов с помощью муфт, гибких
передаточных элементов (цепей), зубчатых передач, трансмиссионных ва-
лов и др. Важное значение в этих условиях имеет обеспечение правильного
расположения соединяемых механизмов и деталей, чтобы обеспечить
уравновешенность элементов машин.
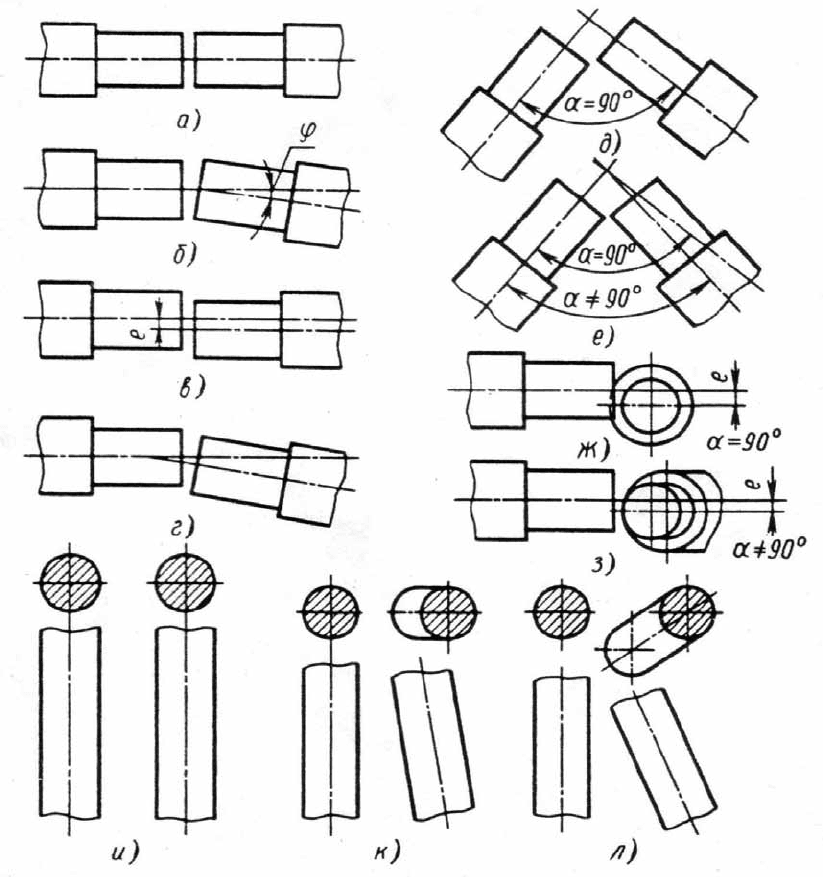
Валы и муфты. При монтаже валов возможны отклонения от пра-
вильного расположения геометрических осей (рис. 3.16).
Рис.3.16. Правильное расположение валов в пространстве и виды
отклонений:
а - соосны и горизонтальны; б - перекос осей; в - радиальное смещение осей;
г - перекос и смещение осей; д - перпендикулярны; е - неперпендикулярны;
ж - боковое смещение; з - неперпендикулярность и смещение; и - параллель-
ны; к - непараллельны; л - перекрещиваются
37
Отклонение от соосности вызывает торцевое биение соединительных
муфт, при перекосе осей, а также радиальное биение валов и муфт, при ра-
диальном смещении осей. Все это приводит к недопустимым вибрациям и
перегрузкам, вызывающим разрушение валов, муфт и подшипников.
Допустимые отклонения от перпендикулярности и параллельности
валов, кинематически связанных передач зависят от частоты их вращения:
чем она больше, тем меньше допустимые отклонения.
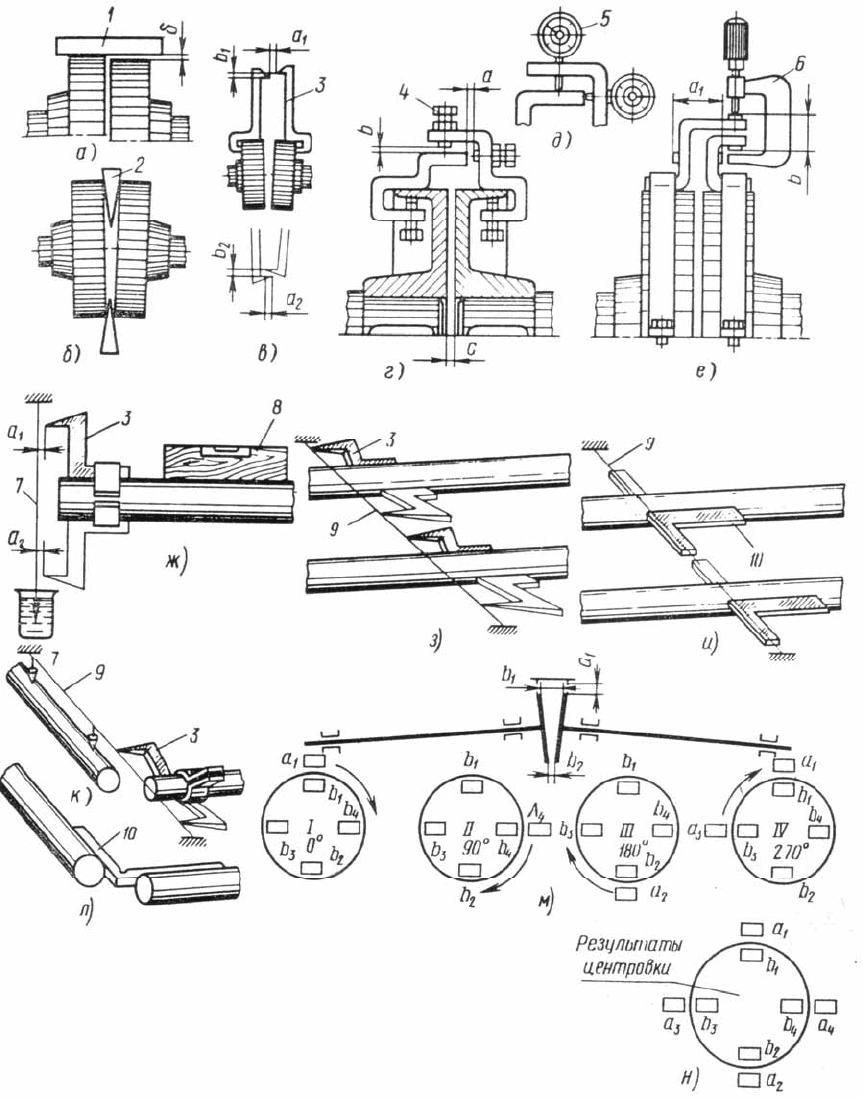
Существует много способов контроля взаимного расположения ва-
лов (рис. 3.17). Наиболее точные – микрометрические (рис. 3.17 д, е) При-
менение скоб повышает точность, даже при увеличении диаметра на уча-
стке измерения.
При монтаже муфт возникают те же отклонения от соосности, что и
у валов. Несоосность муфт вызывает радиальные нагрузки на подшипники
и детали муфты, которые могут выводить их из строя. Методы их проверки
такие же, как и у валов.
При монтаже втулочно-пальцевых муфт обращают внимание на за-
тяжку гаек пальцевых и резиновых колец. Пакет колец должен иметь глад-
кую цилиндрическую поверхность, без выступов. В зубчатых муфтах дол-
жен обеспечиваться радиальный зазор между зубчатыми втулками.
Завершающей операцией монтажа соосных валов и муфт является их
центровка. Центровку производят по полумуфтам, которые сами установ-
лены на валах концентрично, а их торцевые поверхности параллельны. Ва-
лы считаются отцентрованными, если зазоры α и b в четырех диаметрально
противоположных точках полумуфт (рис. 3.17, н) будут соответственно
одинаковыми.
Подшипники. Начальное положение подшипников (разбивку опор)
определяют по струнам и отвесам. Окончательную установку и закрепле-
ние подшипников соосных валов совмещают с их центровкой.
Подшипники скольжения требуют трудоемкой подгонки вклады-
шей к корпусу и валу. Сначала подгоняют их к корпусу так, чтобы не
было зазора, и вкладыш не проворачивался. Окончательная точность
достигается шабрением с проверкой на краску. Гнездо вкладыша покры-
вают тонким слоем краски, вставляют в корпус, легкими ударами молот-
ка, постукивая по вкладышу, поворачивают последний на 1-2 см в обе
стороны, затем вынимают и опиливают по следам краски. При необхо-
димости эту операцию повторяют несколько раз. Аналогично выполня-
ют пригонку вкладыша по валу.
Основной контрольный размер – верхний зазор между подшипником
и валом.
38
Рис. 3.17. Способы проверки взаимного расположения валов и муфт:
а - по линейке; б - по клиньям; в - по скобе; г - по скобе с регулировочными бол-
тами; д. – по скобе с индикаторами; е - по скобе с микрометрометром; ж - по ско-
бе, отвесу и уровню; з – по струне и скобам; и – по струне и угольникам; к - по
струне, отвесам и скобе; л – по угольнику; м – схема центровки; н – схема записи
результатов
39
Монтаж подшипников качения сводят к установке их на вал с помо-
щью молотка и оправки при малых размерах или с предварительным по-
догревом в масле (до 90°С) – при больших размерах и значительных натя-
гах. При правильной их сборке должен быть зазор между телами качения и
кольцами.
При установке конических подшипников обеспечивают осевые зазо-
ры, предусмотренные документацией. При неправильной установке под-
шипники демонтируют при помощи съемника.
Зубчатые и червячные передачи. Зубчатое зацепление при монта-
же выверяют по положению и размеру пятна касания, а также по боковым
и радиальным зазорам, определяемым по толщине свинцовой проволоки.
При выверке по пятну касания поверхность зубьев шестерни покры-
вают тонким слоем краски, которая позволяет выявить отпечаток зоны
контакта.
При выверке цилиндрических зубчатых колес расположение пятна
касания на головке (1) (рис. 3.18) указывает на недопустимое увеличение
межосевого расстояния (А), на ножке (2) – на недопустимое его уменьше-
ние, а на делительной окружности (3) – на отсутствие отклонения. Анало-
гичным образом пятна указывают на непараллельность в общей плоскости
(рис. 3.18, б) и перекрещивание валов (рис. 3.18, в).
Расположение пятен касания конических зубчатых колес указывает
на отклонение межосевого угла ∆γ (рис. 3.18, г) и межосевого расстояния
∆А (рис. 3.18, д). Пятно касания (рис. 3.18, е) соответствует нормативному
зацеплению червячной пары, а на рис. 3.18, ж, з – зацеплению при смеще-
ниях осей червяка и червячного колеса.
Цепные передачи. Взаимное расположение звездочек цепной пере-
дачи выверяют путем измерения расстояний а, а1, а2 до струны С-С
(рис.3.19). Угол перекоса звездочки γ не должен превышать 10′. Для новой
цепной передачи принимают провисание f=0,02 А, где А – межцентровое
расстояние.
Соединение деталей. Болтовые соединения, воспринимающие пе-
ременные нагрузки, необходимо предохранять от отворачивания.
Резьбовые соединения трубопроводов должны быть уплотнены, т.е. за-
тянуты до отказа. В ответственных случаях болтовые соединения затягивают,
пользуясь динамометрическим ключом, или ключом предельного момента.
Герметичность разъемных соединений обеспечивают прокладками и
мастиками.
Шпонки подгоняют так, чтобы их боковые грани плотно сидели в
гнездах (щуп не должен входить между гранями гнезда и шпонки). Слабо
посаженая шпонка не обеспечивает надежную работу соединения.