Молочек В.А. Ремонт паровых турбин
Подождите немного. Документ загружается.


Рисунок 17.8. Приспособления и способы заливки баб-
битом вкладышей опорных подшипников.
а — заливка вкладыша в сборе, б — раздельная заливка
верхней и нижней половин вкладыша большого диа-
метра, 1-опора, 2 — асбестовые прокладки,
3 — сердечник, 4 — наращивание формы, 5 — хомут.
Во избежание остывания баббита при за-
ливке следует помещать вкладыш не далее 1 м от
печи или горна и заливать баббит, как можно ско-
рее. Это необходимо потому, что баббит пред-
ставляет собой не однородный металл, а сплав
олова, меди и сурьмы. Эти составные части могут
разделяться как при продолжительном нагрева-
нии, так и при продолжительном охлаждении, в
результате чего металл получится с плохими ме-
ханическими свойствами — быстрой истираемо-
стью. Исходя из этого, весьма полезно нагревание
и охлаждение баббита вести быстро. Кроме того,
во время нагревания следует энергично переме-
шивать баббит, чтобы получить более равно-
мерное и более мелкозернистое строение, что
сильно понижает истираемость подшипника.
Заливка каждого вкладыша производится в
один прием быстро (1,5—3 мин), но без брызг,
сильной, короткой непрерывной струёй. Для это-
го необходимо держать носок тигля у самого лит-
ника и иметь тигель достаточной емкости, чтобы
процесс заливки вести непрерывно, заливка тон-
кой струёй может привести к образованию рако-
вин в застывшем баббите. Если струя в процессе
заливки будет прервана, то в залитом баббите
образуется расслоение, так как часть его, попав-
шая в форму раньше, успеет застыть и на эту уже
застывшую часть ляжет следующая часть бабби-
та. При заливке необходимо следить за тем, что-
бы во вкладыши не попали частицы угля и шлака.
Вкладыши на электростанциях обычно за-
ливаются вручную или центробежным способом.
Центробежным способом рекомендуется заливать
вкладыши диаметром 150—400 мм, а диаметром
до 150 мм и свыше—400 мм следует заливать
вручную. Заливка центробежным способом вкла-
дышей диаметром более 400 мм не производится
из-за их большого веса и затруднительности
должной выверки на станке для избежания бие-
ния неуравновешенных масс вкладыша.
Вручную вкладыши обычно заливаются в
самодельные формы, в которых основной частью
является тело самого вкладыша (рис. 17.8). За-
ливку предпочтительнее вести при вертикальном
положении вкладышей, что дает большую плот-
ность баббита. При заливке вкладышей в сборе
еще горячие просушенные половины вкладышей
должны быть стянуты хомутами после укладки на
разъем между ними асбестовой прокладки; также
должны быть заложены асбестом все масляные
отверстия, чтобы не заплавить их баббитом при
заливке.
Для избежания усадочных раковин при за-
ливке следует форму наращивать так, чтобы часть
излишнего расплавленного баббита переходила
во вкладыши (рис. 17.8,б), как только при осты-
вании начнется образование усадочных раковин.
Наращивание производится путем наложения на
верх формы бурта из обмазки, состоящей из 50%
тонко размолотой обыкновенной глины, 20% во-
локнистого асбеста и 30% воды. Этой же обмаз-
кой устраняются все неплотности, где возможна
протечка расплавленного баббита, а также заде-
лывается нижняя часть вкладыша при его уста-
новке торцом на чугунную плиту.
Заливку больших вкладышей турбин мож-
но также производить с заформовкой каждой по-
ловины вкладыша в земляную форму или глину;
формы и сердечники должны быть высушены во
избежание образования пузырьков и пористости
заливки.
В качестве сердечников в приспособлениях
для заливки подшипников применяются стальные
стержни; диаметр стержня должен быть меньше
диаметра вкладыша на две толщины заливаемого
слоя плюс припуск на обработку. Для более бы-
строго охлаждения баббита после заливки реко-
мендуется применять металлические сплошные
сердечники, поглощающие часть тепла баббита и
дающие более плотные и менее истирающиеся
поверхности заливки. Деревянные сердечники
могут способствовать образованию газов, поэто-
му их применение не рекомендуется.
Сердечники перед установкой следует за-
коптить или покрыть смесью графита с бензином,
чтобы они легко удалялись из залитого и остыв-
шего баббита.
Остывание баббита во вкладыше должно
происходить снизу вверх, поэтому желательно,
чтобы в верхней части баббит оставался жидким в
221
течение 5—10 мин; для этого после заливки верх-
нюю часть наружной поверхности вкладыша сле-
дует подогревать паяльной лампой, пока баббит
не начнет остывать; благодаря такому остыванию
происходит удаление газов и все вредные вклю-
чения и усадочные раковины располагаются в
прибыльной части, т.е. в той части, которая за-
твердевает в последнюю очередь, является из-
лишней (припуск) и удаляется в процессе даль-
нейшей обработки вкладыша.
Заливка вкладышей вручную указанными
выше способами имеет некоторые недостатки, из
которых основными являются: 1) недостаточная
плотность баббита, так как в баббите после осты-
вания нередко образуются мелкие пустоты и ра-
ковины, из-за которых баббит может «садиться»;
2) большой расход баббита из-за необходимости
значительных припусков на обработку, литники и
разлив.
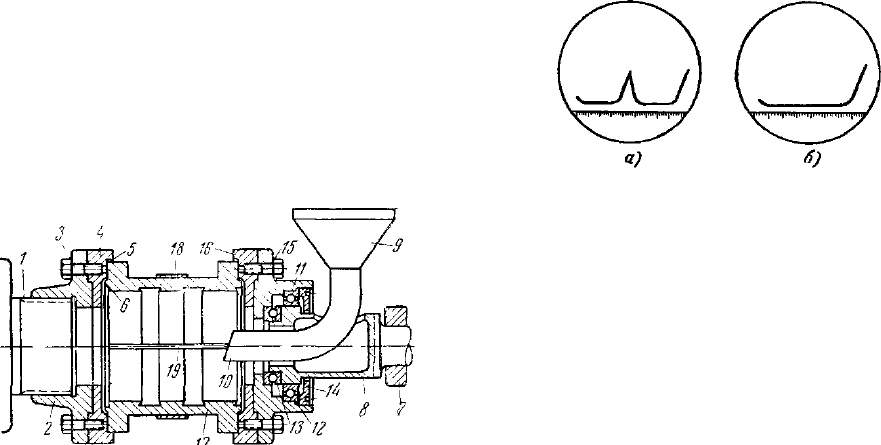
Рисунок 17.9. Центробежная заливка подшипников с
использованием токарного станка. 1-шпиндель токар-
ного станка; 2-передняя планшайба приспособления;
3-болты, крепящие передний диск; 4-передний съем-
ный нажимной диск; 5, 6-выемки в диске; 7-задняя
бабка токарного станка; 8-шпиндель приспособления;
9-воронка; 10-носик воронки; 11-задняя планшайба
приспособления; 12-шарикоподшипник;
13-шарикоподпятник; 14-зажимная тарелка к шарико-
подшипнику; 15-болты, крепящие задний диск;
16-задний сменный нажимной диск; 17-заливаемый
вкладыш; 18-хомут, которым стянут вкладыш;
19-асбестовые прокладки.
Несмотря на указанные недостатки, при
правильном проведении перезаливки вкладышей
подшипников вручную по указанной выше техно-
логии можно обеспечить вполне стабильное и
высокое качество баббитовой заливки.
Более совершенным способом является
центробежная заливка вкладышей в собранном
виде при их вращении вокруг своей оси с приво-
дом от электромотора; для возможности регули-
ровки числа оборотов обычно применяются элек-
тродвигатели постоянного тока с регулируемым
числом оборотов.
Конструкция приспособления для центро-
бежного способа заливки подшипников с при-
менением токарного станка, практически вы-
полненная на одной из электростанций приведена
на рис. 17.9. Подлежащий заливке вкладыш, под-
готовленный, как указано ранее, и скрепленный
хомутом с асбестовой прокладкой в разъеме, за-
крепляется на токарном станке специальными
фланцами.
Расплавление баббита и доведение его до
температуры, при которой производится заливка,
должно быть по времени увязано с установкой на
токарном станке вкладыша, нагретого до темпе-
ратуры 250—270° С; без такой увязки продолжи-
тельный нагрев баббита может вызвать выгорание
в нем сурьмы, в результате чего значительно
ухудшаются его механические свойства и по-
верхность заливки в эксплуатации будет быстро
истираться.
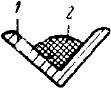
Рисунок 17.10. Импульсы на экране ультразвукового
дефектоскопа. а — при хорошем спае баббита с телом
вкладыша, б — при отставании баббита от тела вкла-
дыша.
В один из фланцев, имеющий отверстие в
центре, заводится желобок с воронкой, по кото-
рому при вращении от планшайбы токарного
станка во вкладыш поступает расплавленный
баббит. Поступая по желобу во вращающийся
горячий, только что залуженный вкладыш (до-
пускаемый перерыв во времени не более 2,5—3,0
мин), баббит под действием центробежной силы
растекается по внутренней поверхности вклады-
ша ровным плотным слоем при полном отсутст-
вии пузырей. Все выемки и пазы вкладыша плот-
но заполняются баббитом. Станок вращается до
тех пор, пока баббит во вкладыше полностью не
застынет.
Благодаря одинаковой толщине баббита по
всей поверхности вкладыша припуск на его обра-
ботку может быть сведен к минимуму; это будет
зависеть только от того, какое количество рас-
плавленного баббита залито в желобок. Если пра-
вильно рассчитать это количество, то на обработ-
ку может быть оставлен припуск толщиной всего
2—3 мм.
Для устранения неравномерного распреде-
ления отдельных составных частей баббита по
толщине заливки, т.е. чтобы более тяжелые эле-
менты под действием центробежных сил не рас-
положились ближе к телу вкладыша, создав тем
самым неравномерную по структуре заливку, не-
обходимо установить правильное число оборотов,
при котором величина центробежных сил нахо-
дится на уровне, не отражающемся на качестве
заливки.
Контроль качества и ручной и центробеж-
ной заливки производится путем внешнего ос-
мотра и пробы на звук. В правильно залитых
вкладышах должны быть обеспечены: 1) ровный
серебристый цвет рабочей поверхности без чер-
новин, желтых пятен и глубоких раковин, кото-
рые могли бы остаться после расточки вклады-
шей; наличие желтого оттенка поверхности или
желтых пятен указывает на перегрев баббита;
222
2) однородное мелкозернистое строение на изло-
ме заливки без включения крупных блестящих
крупинок (проверяется по излому снимаемых на-
плывов и прибылей); крупнозернистый характер
излома указывает на перегрев баббита;
3) абсолютная чистота баббитовой заливки от
примесей каких-либо посторонних металлических
включений (крупинки и стружки бронзы, стали,
чугуна и пр.). Проверка присутствия бронзовых и
стальных стружек производится осмотром по-
верхности баббитовой заливки через лупу с 6—
10-кратным увеличением; присутствие стальных
стружек может быть также проверено намагни-
ченной иголкой, уравновешенной на нитке; на-
магниченная иголка легко притягивается находя-
щимися в баббите стальными стружками;
4) прочное и плотное соединение баббитовой за-
ливки с телом вкладыша.
Недостатком способов проверки плотности
соединения, приведенных в § 17.2, является то,
что отставание баббита выявляется только на
разъемах и торцах вкладыша. В настоящее время
один из заводов Ленинграда производит проверку
отставания баббита от вкладышей опорных под-
шипников и от упорных колодок упорных под-
шипников с помощью ультразвуковых дефекто-
скопов УЗД-7Н и УЗД-12Т. Этот способ принци-
пиально не отличается от ультразвукового спосо-
ба проверки наличия трещин на лопатках
(см. § 13.4). При контроле с помощью двух щу-
пов, установленных один против другого с расче-
том «прохождения» импульса через границу спая
баббита с телом вкладыша, этот способ надежно
выявляет дефекты спая. При хорошем спае раз-
вертка, получаемая на экране прибора, фиксирует
четкий импульс; при установке щупов против
неспаянных или плохо спаянных мест импульс
исчезает совершенно или высота импульса резко
падает (рис. 17.10).
Одновременно с контролем хорошего при-
легания баббита к телу вкладыша или упорной
колодки выявляется и отсутствие внутренних де-
фектов (раковин, трещин и пр.), наличие которых
вызывает появление на развертке экрана допол-
нительного импульса между начальным и «дон-
ным» импульсами.
17.5. НАПЛАВКА ВКЛАДЫШЕЙ
БАББИТОМ.
Если повреждения баббитовой заливки но-
сят местный характер (трещины, выщербины,
пористость, раковины, вмятины, местное от-
ставание баббита от вкладыша) и пораженная
этими повреждениями поверхность не превышает
10% площади заливки нижней половины вкла-
дыша, ремонт поврежденных мест может быть
произведен кислородно-ацетиленовой наплавкой
или напайкой баббитом Б-83, заготовленным в
виде прутков диаметром 5—7 мм. Этим же спо-
собом без выплавки старого баббита в ряде слу-
чаев может быть произведено и восстановление
величины верхних зазоров во вкладыше, особен-
но если уменьшение зазора может быть произве-
дено за счет наплавки баббитовой заливки в верх-
ней половине вкладыша.
Для отливки прутков используются уголь-
ники 1, которые заполняются рафинированным
(§ 17.4) баббитом 2 (рис. 17.11); при расплавле-
нии повышение температуры баббита выше 390—
400° С допускать нельзя, так как более высокий
нагрев баббита может привести к выгоранию оло-
ва и сильному окислению поверхности.
Наплавка производится после тщательной
очистки от масла и обезжиривания участков баб-
битовой заливки, подлежащих наплавке, путем
промывки бензином, каустической содой и горя-
чим конденсатом. После обезжиривания произво-
дится разделка этих участков, заключающаяся в
вырубке или засверливании мест повреждений до
здоровой поверхности и неглубокой насечке поя-
сков баббита верхнего вкладыша, при необходи-
мости наращивания для восстановления нормаль-
ных зазоров.
Указанные обезжиривание и разделка, про-
изводимая зубилом или драчевой пилой до метал-
лического блеска, необходимы для получения
прочного соединения наплавляемого баббита с
основным. Если вырубка доходит до основного
металла вкладыша, после тщательной промывки
бензином и протирки с помощью кисти травленой
соляной кислотой, необходимо произвести также
лужение этих участков оловом с помощью паяль-
ника; слой полуды должен быть тонким, сплош-
ным и не превышающим 1,0 мм.
Для ограничения небольшой площадью
участка основного баббита вкладыша, на который
воздействует пламя при наплавке, наплавка про-
изводится автогенной горелкой с малым размером
наконечника (№ 1 при наложении слоя баббита
1—2 мм и № 3—при слое 4—6 мм}. Пламя горел-
ки должно быть строго нейтральным с соотно-
шением кислорода и ацетилена 1: 1,05, что дости-
гается регулированием горелки до исчезновения
белых языков пламени за ярко светящимся ядром.
Рисунок 17.11. Угольник для выплавки
баббитовых прутков.
При установке вкладыша участок, подле-
жащий наплавке, должен находиться в нижнем
положении и горизонтальной плоскости, что пре-
дохраняет от вытекания наплавляемого баббита и
улучшает условия наплавки. При наплавке пламя
горелки направляется на участок основного баб-
бита вкладыша с одновременным внесением в
пламя баббитового прутка; при этом происходит
одновременное расплавление основного баббита
и прутка, заполняющего разделанный участок
баббитом; присадочный баббитовый пруток не
следует при расплавлении вносить в ядро пламе-
ни горелки.
При постепенном передвижении горелки и
прутка по участку, подлежащему восстановле-
223
нию, на основной баббит наращивается в виде
тонких валиков вдоль осевой линии вкладыша
новый слой баббита, перекрывающий преды-
дущий. В зависимости от глубины дефекта и не-
обходимой толщины слоя наплавки, с учетом
припуска в 1—2 мм на дальнейшую обработку,
наплавка может производиться в один или не-
сколько слоев.
В процессе наплавки особо тщательно надо
следить за тем, чтобы не перегревать ни основно-
го, ни наплавляемого баббита, так как такой пере-
грев приводит к ухудшению качества наплавлен-
ного слоя. Целесообразно при наплавке обезжи-
ренный вкладыш погружать тыльной стороной в
проточную воду до кромки баббита. Проточная
вода уносит тепло и тем самым предохраняет
корпус вкладыша от местного нагрева и коробле-
ния; при отсутствии этой возможности наплавка
ведется с перерывами для охлаждения, так как
сильный нагрев вкладыша может привести к от-
ставанию баббита от тела вкладыша.
По окончании наплавки, если вкладыш не
требует токарной обработки, наплавленный уча-
сток подлежит предварительной обработке пилой
и последующей шабровке (см. ниже) с пригонкой
по зазорам.
Опыт показал, что способ ремонта бабби-
товой заливки вкладышей путем наплавки или
напайки дает большое сокращение затрат труда,
времени и значительно уменьшает расход бабби-
та; вместе с тем при наплавке в соответствии с
приведенной выше технологией наплавленные
вкладыши имеют плотную, мелкозернистую
структуру и не уступают по эксплуатационным
качествам вкладышам, проходящим обычную
заливку. Окисление поверхностного характера,
имеющее место в процессе наплавки, не может
иметь особого значения, так как удаляется при
дальнейшей чистовой обработке наплавленной
поверхности вкладыша.
По окончании работ по перезаливке или
наплавке баббитом вкладыши подшипников, по-
сле тщательного визуального осмотра на от-
сутствие дефектов заливки или наплавки, по-
ступают на токарную расточку, а затем на про-
верку зазоров и окончательную шабровку.
17.6. РАСТОЧКА И ШАБРОВКА
ПОДШИПНИКОВ ПОСЛЕ
ПЕРЕЗАЛИВКИ.
Перед расточкой обе половинки вкладыша
точно по стыку прочно стягиваются проволокой,
хомутом или специальной обоймой, обеспечивая
полное совпадение этих половинок при их одно-
временной обработке на токарном станке.
Для получения точной расточки выверку
центричности установки вкладыша на токарном
станке следует производить с помощью индика-
торов по контрольным пояскам на наружной по-
верхности вкладыша и на его торцевой поверхно-
сти (рис. 17.12).
Как указано в § 17.3, различаются два типа
расточки баббита вкладышей опорных под-
шипников: цилиндрическая и овальная (ли-
монная).
При цилиндрической расточке вкладыш
устанавливается на станке со смещением центра в
вертикальной плоскости в сторону нижней поло-
вины на величину половины верхнего зазора а;
при замере биения вкладыша индикатор, закреп-
ленный в резцедержателе, должен показывать
нуль на боковых поверхностях вкладыша, минус
половину верхнего зазора (а/2) у верхней полови-
ны и плюс половину верхнего зазора (+а/2) у
нижней половины вкладыша. В этом случае внут-
ренняя расточка вкладыша производится строго
по диаметру вала плюс величина верхнего зазора
а (рис. 17.13). При этом способе расточки, разме-
ры которой контролируются штихмасом, боковые
зазоры, получающиеся наполовину меньшими по
величине, чем верхние, доводятся до нормы (см.
табл. 17.1) дальнейшей шабровкой при установке
ротора в турбину.
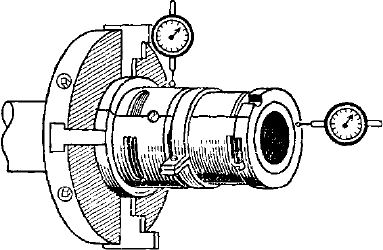
Рисунок 17.12. Выверка установки вкладыша опорного
подшипника на токарном станке индикаторами.
Для экономии времени на пригонку верх-
него и боковых зазоров во вкладыше и получения
сразу точной величины указанных зазоров следу-
ет заложить в разъем вкладыша металлические
прокладки (листовая сталь или латунь) толщи-
ной, равной величине необходимого верти-
кального зазора а (рис. 17.13,б). После стягивания
обеих половинок вкладыш устанавливается на
станок с точной выверкой относительно большой
и малой осей и протачивается до диаметра, рав-
ного диаметру шейки плюс удвоенная толщина
проложенной прокладки. При этом способе после
проточки и удаления прокладки верхний и боко-
вые зазоры во вкладыше получаются одинаковы-
ми, согласно рис. 17.13,в.
Для пояснения указанного предположим,
что требуется после перезаливки обработать
вкладыш под диаметр вала d=200 мм. Для этого в
разъем вкладыша вставляются прокладки толщи-
ной а, равной величине необходимого верхнего
зазора; согласно табл. 17.1, а=0,4 мм и вкладыш
растачивается до диаметра d
1
=d+2а=200+20,4=
200,8 мм. После удаления прокладок получаются
верхний зазор а=0,4 мм и боковые зазоры b (раз-
валы), необходимые для получения клиновидных
зазоров между шейкой и вкладышем по 0,4 мм.
Овальная расточка вкладыша, которая вы-
полняется на опорных подшипниках всех круп-
ных современных турбоагрегатов, ведется с уста-
224
новкой в его разъем прокладок с толщиной, рав-
ной сумме величин верхнего и бокового зазора
(см. табл. 17.1).
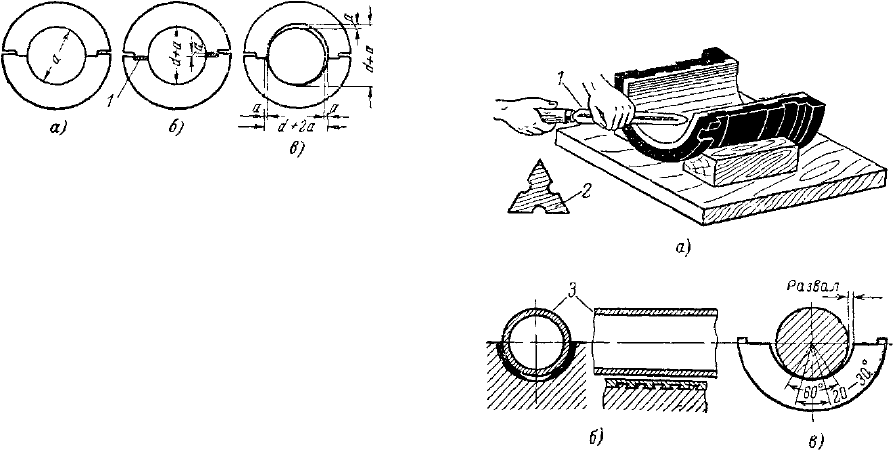
Рисунок 17.13. Расточка вкладышей опорных подшип-
ников после перезаливки. а—расточка на диаметр вала,
б—расточка на диаметр d+2a, после установки в разъем
прокладок (1), толщиной а, равной требуемому верх-
нему зазору, в - зазоры после расточки при вынутых
прокладках.
В этом случае вкладыш устанавливается на
станок в вертикальной плоскости со смещением
центра в сторону нижней половины на величину,
равную половине его верхнего зазора; при такой
установке ось расточки совпадает с осью вкла-
дыша, собранного без прокладок. При правильной
установке, если индикатор при касании его движ-
ка в вертикальной плоскости на боках наружной
поверхности вкладыша показывает нуль, то при
касании верхней половины вкладыша он должен
показывать половинную величину разности боко-
вого и верхнего зазоров (b-a)/2, а при касании
нижней половины вкладыша—половинную вели-
чину суммы бокового и верхнего зазоров (b+a)/2.
Расточка на станке ведется по диаметру,
указанному в табл. 17.1 и равному диаметру шей-
ки вала плюс два боковых зазора. Если отсутст-
вуют специальные указания завода-изготовителя
о величине верхних и боковых зазоров, этот спо-
соб расточки баббитовой заливки вкладышей
подшипников с размерами зазоров согласно
табл. 17.1 можно применять для всех типов и раз-
меров опорных подшипников турбин.
Правильно на чистовую расточенный по
заданному размеру вкладыш не должен требовать
какой-либо дополнительной обработки шабров-
кой или шлифовкой баббитовой заливки для по-
лучения необходимых боковых и верхнего зазо-
ров. При этом поверхность, на которую опирается
шейка вала, получается в виде узкой полосы. Та-
кая расточка обеспечивает надежную работу
подшипника после перезаливки.
По окончании расточки в баббите вклады-
ша выполняются каналы для подвода, отвода и
распределения масла и делаются вдоль вкладыша
около разъема развалы (холодильники), скосы и в
верхней половине—выточки, в строгом соответ-
ствии с чертежом вкладыша, снятым до его пере-
заливки. Назначение указанных развалов на разъ-
емах вкладышей (см. рис. 17.14,в)—обеспечение
лучшего питания маслом и захвата его валом для
создания масляного клина; развалы не доходят до
торцов вкладыша и поэтому не увеличивают сли-
ва масла, который происходит в осевых направ-
лениях по краям вкладыша через масляные зазо-
ры между шейкой вала и вкладышем. Масляные
кольцевые канавки (маслораздаточные выточки),
выполняемые в середине менее нагруженной
верхней половины вкладыша для увеличения по-
тока масла, охлаждающего шейку вала и питаю-
щего масляный клин почти холодным маслом,
также не доходят до торцов вкладыша.
Рисунок 17.14. Шабровка баббитовой заливки вкла-
дыша опорного подшипника, 1-трехгранный шабер,
2—сечение шабера; 3 — шаблон.
Во избежание ненормальной работы вкла-
дыша из-за нарушения масляного клина, соз-
дающегося при работе, на рабочей поверхности
вкладыша не должно быть никаких продольных и
крестообразных канавок. Масляные канавки, ско-
сы, отверстия для входа и выхода масла должны
быть хорошо закруглены, обеспечивая плавные
переходы и необходимые закругления острых
углов и кромок.
В случае необходимости после растачива-
ния вкладыша проводится его шабровка; для это-
го применяются шаберы различных типов (трех-
гранные, изогнутые, полукруглые, со вставными
пластинками и др.). Шабровку вкладышей для
предохранения их от качания можно производить,
как указано на рис. 17.14,а, на досках между при-
битыми планками.
При шабровке снимаются стружки шири-
ной до 4—10 мм; для получения возможно пра-
вильной и гладкой поверхности необходимо пе-
рекрещивать ход шабера, т.е. после проведения
нескольких штрихов шабрить под прямым углом
к ранее принятому направлению. Стараться рабо-
тать шабером мелко для получения мелких пятен
окраски, а также стремиться к особой красоте
штриха шабровки нет смысла.
Проверка пришабривания вкладышей про-
изводится по шаблону, диаметр которого должен
быть равен диаметру вала плюс двойная величина
бокового зазора (рис. 17.14,б); шаблон должен
быть тщательно подготовлен для каждого диа-
метра вкладышей и проверен на отсутствие эл-
липсности и конусности. Шаблон натирается тон-
ким слоем краски, которая может быть приготов-
лена из хорошего сурика; для этого в сурик под-
ливается несколько капель масла и эта смесь тща-
225
тельно растирается палочкой до густой конси-
стенции; когда краска принимает однотонный
вид, она должна ложиться на шаблон тонким и
равномерным слоем.
Шаблон, аккуратно уложенный на вкла-
дыш, несколько раз поворачивается в ту и другую
сторону на угол 20—30°; выступающие места
вкладыша покрываются пятнами краски, благода-
ря чему видно, какие места подлежат сшабрива-
нию. Шабровка производится таким образом,
чтобы шаблон, а, следовательно, и шейка вала
лежала по всей длине только на нижней половине
вкладыша и касалась ее на части окружности,
определяемой углом не более 20—30°. В настоя-
щее время не рекомендуется шабрить вкладыши
подшипников под углом 60°, как это выполнялось
ранее при цилиндрической форме расточки (рис.
17.14,в).
Шабровка вкладышей непосредственно по
валу может производиться только при не-
удовлетворительном прилегании вала по всей
длине вкладыша, но и при этом окончательная
проверка шабровки должна быть произведена по
шаблону. Производится она до тех пор, пока
опорная поверхность вкладыша не будет хорошо
прилегать к шаблону, что видно по большому
количеству равномерно распределенных по всей
поверхности мелких пятен краски.
Когда равномерно расположенные пятна
(не менее двух пятен на 1 см
2
) занимают всю по-
верхность вкладыша по указанной дуге и всей его
длине, можно считать шабровку вполне удовле-
творительной. Этим определяется небольшая
поверхность соприкосновения вкладыша с шей-
кой вала, создающая хорошие и устойчивые усло-
вия работы подшипника на масляной пленке. На
боковых поверхностях заливки и на верхнем
вкладыше никаких следов краски и натертостей
не должно быть.
Шлифовку баббита вкладыша наждачной
бумагой производить не следует, так как это мо-
жет вызвать застревание в баббите мелких частиц
наждака, которые ускоряют износ шеек вала.
По окончании шабровки, промывки вкла-
дыша и укладки ротора на свои подшипники про-
веряются прилегание шеек вала к вкладышам, а
также боковые и верхние зазоры во вкладышах,
которые и записываются в формуляры.
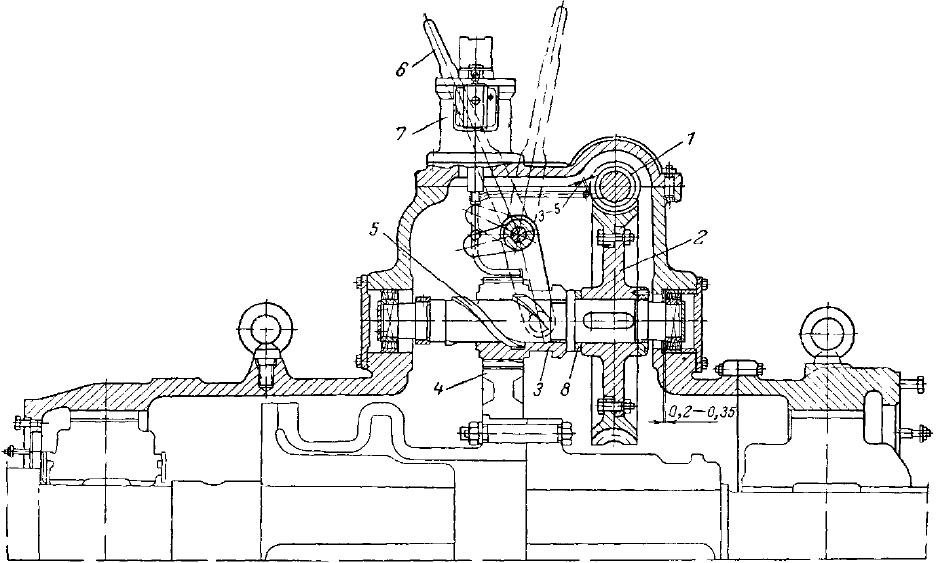
Рисунок 17.15. Валоповоротное устройство турбины К-200-130 ЛМЗ. 1—червяк; 2—червячное колесо, 3—ведущая
шестерня; 4—зубчатый венец, 5—винтовые шлицы, 6 — рычаг, 7 — сервомотор; 8 — установочное кольцо.
При сборке опорных подшипников особо
следует обратить внимание на чистоту, точность
совпадения отверстий для подвода масла в корпу-
се подшипника и во вкладыше, а также на про-
верку маркировки деталей и установку стопорных
приспособлений.
После смазки плоскости разъема корпуса
подшипника шеллаком или бакелитовым лаком и
установки крышки подшипника на контрольные
шпильки правильность ее крепления обеспечива-
ется равномерной затяжкой болтов и шпилек от
середины к краям с обеих сторон крышки.
17.7. ВАЛОПОВОРОТНОЕ
УСТРОЙСТВО.
При разборке турбины вместе с крышкой
заднего подшипника ЦНД снимается валопово-
ротное устройство, которое представляет собой
редукторную передачу от электродвигателя к
муфте ротора турбины (рис. 17.15) и обеспечива-
ет вращение роторов на малых оборотах при
стоящей турбине.
226
Ремонт валоповоротного устройства в ос-
новном заключается в разборке, чистке, проверке
состояния деталей и замерах зазоров.
Решающее значение для хорошей работы
валоповоротного устройства имеют чистота по-
верхности и правильность зацепления червяка 1 с
червячным колесом 2 и ведущей шестерни 3 с
зубчатым венцом 4 на муфте ротора турбины.
Проверка производится по краске и замерам зазо-
ров в зацеплении, аналогично проверке зацеп-
ления в червячных и зубчатых передачах систем
регулирования (гл. 19). Правильность зацепления
определяется равномерным распределением пя-
тен краски вдоль всего зуба на ширине не менее
75% его поверхности; боковой зазор в зубьях чер-
вячной передачи должен быть 0,3—0,5 мм, при
осевом разбеге вала червяка 0,08—0,1 мм и в
зубьях ведущей шестерни 5 и венца 4 — 0,65 —
0,75 мм; зазор между головкой зуба и впадиной в
первом зацеплении должен быть 0,8—2,0 мм, а во
втором 1,5— 2,5 мм.
После проверки центровки по полумуфтам
электродвигателя и валоповоротного устройства
производится проверка правильности работы и
легкости включения и выключения ведущей шес-
терни 3, которая сидит на двух винтовых шлицах
5 и как муфта сцепления может включаться и вы-
ключаться или вручную рычагом 6 или с помо-
щью сервомотора 7.
1
1
8
8
.
.
У
У
П
П
О
О
Р
Р
Н
Н
Ы
Ы
Е
Е
П
П
О
О
Д
Д
Ш
Ш
И
И
П
П
Н
Н
И
И
К
К
И
И
18.1. НАЗНАЧЕНИЕ И
КОНСТРУКЦИИ УПОРНЫХ
ПОДШИПНИКОВ.
Упорный подшипник воспринимает осевые
усилия, действующие на ротор, и играет в тур-
бине особо важную роль. Основным его на-
значением является фиксирование осевого по-
ложения ротора относительно цилиндра, бла-
годаря чему в проточной части турбины при экс-
плуатации сохраняется постоянство уста-
новленных осевых зазоров.
Повреждение упорного подшипника в ра-
боте может привести к осевому перемещению
ротора, к задеваниям и поломкам лабиринтовых
уплотнений и лопаточного аппарата, а при непра-
вильной установке упорного подшипника—даже
к поломке вала.
В настоящее время применяются два типа
упорных подшипников — гребенчатые и сег-
ментные (колодочные).
Гребенчатые упорные подшипники обычно
помещаются на переднем конце вала турбины (со
стороны входа пара), а иногда они совмещены с
опорным подшипником и образуют комбиниро-
ванный опорно-упорный подшипник (рис. 18.1).
Корпуса гребенчатых подшипников больших
размеров отливаются из чугуна, упорные поверх-
ности кольцевых канавок вкладышей заливаются
баббитом и пригоняются шабровкой к гребням
втулки, насаженной на вал ротора на шпонке и
закрепленной гайкой. К упорным поверхностям
кольцевых канавок через сверления в валу и гре-
бенчатой втулке подводится масло под давлени-
ем.
Толщина баббитовой заливки кольцевых
канавок составляет не более 1,5 мм, что должно
предохранить от задеваний в лопаточном аппара-
те при осевом перемещении ротора, даже если
произойдет выплавление баббитовой заливки На-
личие сигнального кольца на гребенчатом упор-
ном подшипнике типа ХТГЗ предназначено для
своевременной звуковой сигнализации при осе-
вом сдвиге ротора, вызванном выплавлением
баббитовой заливки вкладыша подшипника.
Гребенчатые упорные подшипники благо-
даря простоте конструкции, большой упорной
поверхности, что способствует хорошему отводу
тепла и достаточной надежности в эксплуатации,
имели большое распространение в турбинах низ-
ких и средних параметров пара. Наличие большой
упорной поверхности и низкие допустимые
удельные давления (7—8 кг/см
2
) способствуют
своевременному обнаружению персоналом по-
вышения температуры в подшипнике, которое
происходит при резком увеличении осевого дав-
ления еще до того, как начнет выплавляться его
баббитовая заливка.
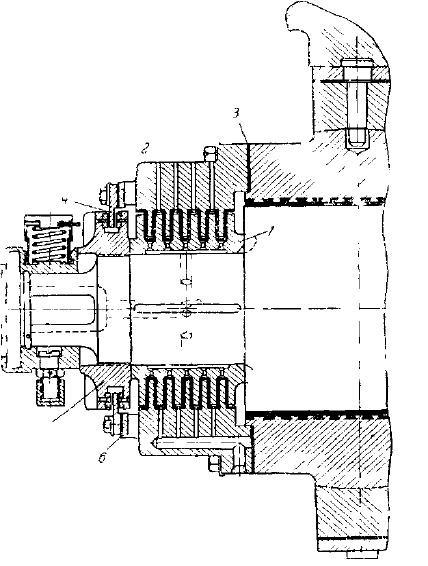
Рисунок 18.1. Гребенчатый упорный подшипник тур-
бины ХТГЗ. 1-втулка с упорными гребнями (гребенка),
2 — вкладыш с кольцевыми канавками залитыми баб-
битом, 3 — установочное кольцо для регулировки осе-
вого положения ротора, 4 — сигнальное кольцо,
5-гайка удерживающая гребенку, 6-набор прокладок.
227
Недостатками этих подшипников являют-
ся: большая строительная длина, значительные
потери на трение, трудности добиться равномер-
ного распределения давления между упорными
гребнями и отсутствие условий для образования
масляного клина, являющегося основным факто-
ром, обеспечивающим жидкостное трение. В свя-
зи с указанными недостатками эти подшипники в
современных мощных турбинах не применяются.
В современных мощных паровых турбинах
применяются сегментные упорные подшипники,
часто называемые упорными подшипниками с
качающимися колодками или упорными подшип-
никами Мичелля. Приведенная на рис. 18.2 кон-
струкция опорно-упорного подшипника турбины
ЛМЗ применяется также на современных турби-
нах и других отечественных заводов.
В этом подшипнике вкладыш 1 своей на-
ружной шаровой поверхностью установлен с на-
тягом 0,04—0,08 мм в обойме 2, имеющей опор-
ные подушки 3, и удерживается в ней стопорным
пальцем 13. Шаровая поверхность вкладыша
обеспечивает равномерное распределение осевой
нагрузки по сегментам, а натяг предохраняет
вкладыш от смещения в обойме в осевом направ-
лении.
Для воспринятия веса консольной упорной
части подшипника под ней находится пружина,
пружина играет роль амортизатора 10, компенси-
рующего смещение центра тяжести всего под-
шипника и препятствующего проворачиванию
вкладыша под его собственным весом. Вкладыш
по разъему соединяется шестью болтами, из ко-
торых четыре являются призонными, что обеспе-
чивает точность сборки и центрирование при ра-
боте.
Осевые усилия ротора, возникающие при
работе, передаются через упорный диск 4, по-
саженный на вал на осевой шпонке с натягом
0,05—0,07 мм, на десять упорных рабочих сег-
ментов 5, которые опираются на разрезное кольцо
8, состоящее из двух половин, на про-
тивоположной стороне осевое давление диска
передается на нерабочие установочные сегменты
6, которые опираются на разрезное кольцо 9.
Рабочие и установочные сегменты, опреде-
ляющие положение ротора в осевом направлении,
фиксируются в разрезных кольцах 8 и 9, вверну-
тыми в них винтами, свободно входящими в от-
верстия сегментов, благодаря чему сегменты мо-
гут при образовании масляного клина поворачи-
ваться вокруг ребра качания. Обычным материа-
лом для сегментов является бронза с заливкой
баббитом Б-83.
Несмотря на многообразие конструктивно-
го выполнения, основным принципом работы
этих подшипников является разделение упорной
поверхности на ряд сегментов, которые останов-
лены в неподвижной обойме упорного подшип-
ника и имеют возможность при работе поворачи-
ваться вокруг ребра качания.
Масло, захватываемое упорным диском
при его вращении, заклинивается между его по-
верхностью и поверхностями баббитовой заливки
сегментов, которые всегда поворачиваются во-
круг ребра качания в наиболее благоприятное
положение для образования клина (рис. 18.3). В
самой узкой части клиновых зазоров создается
большое давление масла; это давление обеспечи-
вает жидкостное трение между указанными рабо-
чими поверхностями и предохраняет тем самым
их от непосредственного соприкосновения, при
котором наступает сухое или полусухое трение,
ведущее к оплавлению баббитовой заливки сег-
ментов.
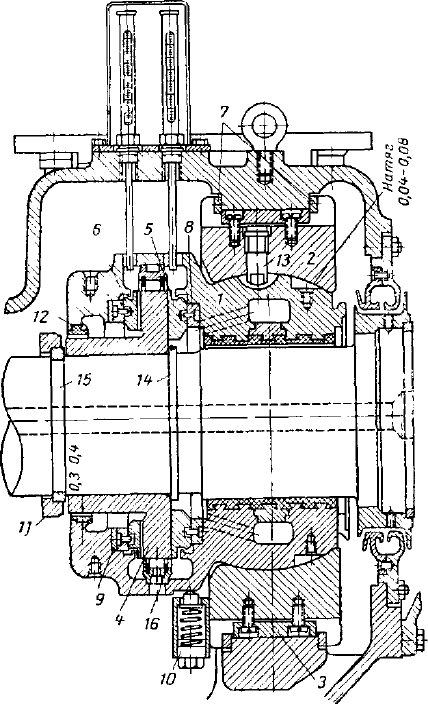
Рисунок 18.2. Комбинированный опорно-упорный под-
шипник турбины ЛМЗ. 1-вкладыш подшипника,
2 — обойма, 3 — опорные подушки, 4 — упорный диск,
5 — рабочие упорные сегменты, 6 — установочные не-
рабочие сегменты, 7 — установочные полукольца,
8, 9 — разрезные полукольца под рабочие и установоч-
ные сегменты, 10 — пружинный амортизатор,
11-цельное кольцо, 12-уплотняющие баббитовые поя-
ски, 13-стопорный палец, 14-упорный буртик,
15-разрезное кольцо, 16-кольца уплотнения с радиаль-
ным зазором к упорному диску 0,7-0,8 мм.
Наличие масляного клина в каждом сег-
менте упорного подшипника обеспечивает на-
дежную работу при удельном давлении до 30
кг/см
2
упорной площади, значительно пре-
вышающем удельное давление, принимаемое в
гребенчатых подшипниках.
На рис. 18.4 показан упорный подшипник
балансирного типа, примененный на турбинах К-
300-240 ХТГЗ. В этой конструкции латунные
упорные сегменты с баббитовой заливкой 5, рас-
228
положенные с обеих сторон упорного диска, упи-
раются в два ряда уравнительных сегментов 6 и 4,
установленных в виде замкнутой цепи по окруж-
ности и заключенных в общую обойму 2. На
упорных сегментах 5 с задней стороны, со сме-
щением от центра сегмента на 10 мм по окружно-
сти в сторону вращения ротора запрессованы
упоры 14 с шаровой поверхностью; против них на
уравнительных сегментах 6 запрессованы плоские
упоры 15. Указанное смещение центра упора
служит для образования масляного клина.
Уравнительные сегменты 6, имеющие пло-
ские опорные поверхности, параллельные ра-
диальным кромкам плоских упоров 15, в свою
очередь упираются в уравнительные сегменты 4,
имеющие по линиям касания цилиндрические
поверхности с радиусом 50 мм. Сами сегменты 4
упираются в торцевую поверхность обоймы, при
этом упор осуществляется строго по центру сег-
мента. Для поворачивания упорных и уравни-
тельных сегментов между ними и обоймами име-
ются радиальные зазоры 0,5—1 мм; осевой разбег
в этом подшипнике может регулироваться за счет
изменения толщины установочных полуколец 7 и
должен находиться в пределах 0,4—0,5 мм.
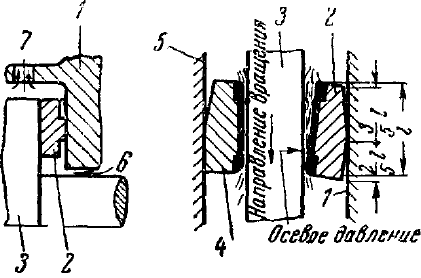
Рисунок 18.3. Схема работы сегментного упорного
подшипника. 1, 5—неподвижные опоры (обойма),
2—рабочая колодка, 3—опорный гребень, 4—
установочная колодка, 6—подвод масла. 7—слив мас-
ла.
Вкладыш подшипника 1 состоит из двух
половин и соединяется по разъему четырьмя бол-
тами 13; для обеспечения правильной и точной
сборки два из этих болтов выполнены призонны-
ми. В этой конструкции с самоуста-
навливающимися упорными сегментами нагрузка
на сегменты при повышении давления на один из
них выравнивается автоматически; это связано с
тем, что, если давление на один из сегментов бу-
дет больше, чем на остальные, этот сегмент будет
отжат упорным диском, что вызовет перемещение
смежных с ним сегментов к диску, так как они
будут приподняты движением указанного сегмен-
та.
Эти перемещения воспринимаются вырав-
нивающей системой уравнительных сегментов,
разгружают сегмент, отжатый диском, и обеспе-
чивают равномерное распределение давления на
сегменты даже при некотором отклонении плос-
кости упорного диска от правильного положения
и при некоторой неточности в толщине сегмен-
тов.
Особое внимание при ремонте этих под-
шипников следует уделять состоянию мест со-
прикосновения деталей, так как плохое их со-
стояние (наличие шероховатостей и забоин) мо-
жет вызвать увеличение сил трения, пре-
пятствующих свободному перемещению урав-
нительных сегментов, вследствие чего увеличится
неравномерность нагружения сегментов.
18.2. ПРОВЕРКА РАЗБЕГА В
УПОРНОМ ПОДШИПНИКЕ.
Работы по разборке и ремонту упорного
подшипника начинаются с проверки осевого раз-
бега ротора турбины, величина которого имеет
большое значение для нормальной работы агрега-
та. Под осевым разбегом в упорном подшипнике
понимается величина, равная суммарному зазору
по обе стороны упорного гребня сегментного
подшипника или суммарному зазору по обе сто-
роны упорных гребней гребенчатого подшипника.
Износ рабочих поверхностей упорного подшип-
ника будет вызывать увеличение разбега.
Проверка величины осевого разбега ротора
производится путем передвижения ротора вдоль
его оси в пределах, допускаемых упорным под-
шипником, из одного крайнего положения до
упора в другое крайнее положение до упора. При
этой проверке упорный подшипник должен быть
собран, как для нормальной работы. Проверка
разбега при собранной только нижней половине
упорною подшипника не допускается, так как это
приводит к неправильным результатам замеров.
Замер величины разбега производится с
помощью индикатора, укрепленного на плоскости
разъема цилиндра; ножка индикатора должна
упираться в какую-либо точку торцевой поверх-
ности ротора; обычно такой торцевой поверхно-
стью служит при вскрытом цилиндре турбины
первый диск ротора. Размах стрелки индикатора
при передвижении ротора из одного крайнего
положения в другое покажет осевой разбег рото-
ра. Для большей достоверности полезно повто-
рить эти измерения несколько раз и во всяком
случае, не менее 2 раз.
Передвижение ротора в осевом направле-
нии, особенно при большой длине вала, довольно
затруднительно, поэтому оно производится с по-
мощью небольшого гидравлического плунжера,
домкратика в виде болта с гайкой или с помощью
рычага (ломика), опирающихся одновременно в
какую-либо часть цилиндра и торцевую часть
ротора, возможно ближе к валу. При пользовании
домкратиком или рычагом необходимо принять
меры, чтобы не испортить вал и цилиндр вмяти-
нами (упор через медные прокладки). При заме-
рах осевого разбега нужно иметь полную уверен-
ность в том, что при осевом перемещении ротора
одновременно не происходит осевого пе-
ремещения корпуса упорного подшипника. Про-
верка производится установкой второго индика-
тора, ножка которого упирается в торец корпуса
упорного подшипника.
229
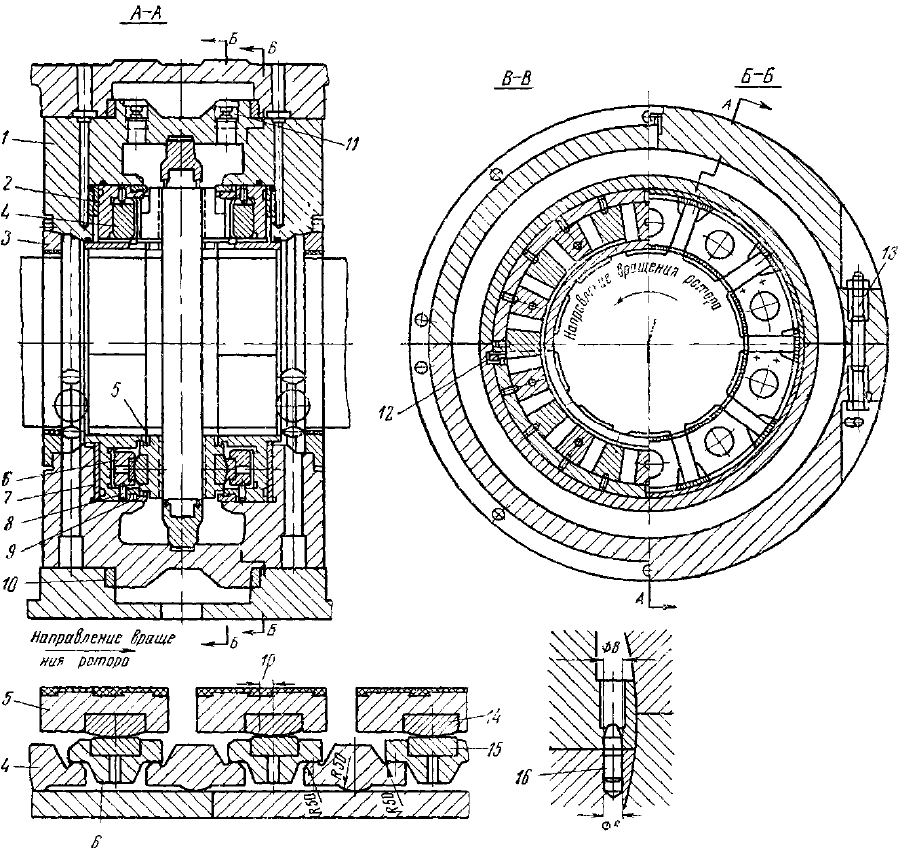
Рисунок 18.4. Упорный подшипник балансирного типа ХТГЗ. 1-вкладыш подшипника, 2—обойма, 3—уплотнительные
кольца, 4—уравнительные сегменты второго ряда, 5—упорные сегменты; 6—уравнительные сегменты первого ряда,
7—установочные полукольца, 8—штифты, 9—полукольца, 10—установочные полукольца, 11—диафрагмы,
12—шайбы стопорные, 13 — болты призонные, 14, 15 — упоры, 16—штифт.
Сравнение результатов проверки осевого
разбега с записями предыдущего ремонта по-
казывает величину износа в упорном подшипнике
за междуремонтный период эксплуатации.
К баббитовой заливке упорного гребенча-
того подшипника предъявляются те же требова-
ния, что и к баббитовой заливке опорных под-
шипников. Проверяется износ заливки, плотность
ее схватывания с телом вкладыша, наличие де-
фектов на поверхности заливки (трещины, рако-
вины, щербины) и равномерность натиров на ра-
бочих поверхностях кольцевых канавок вкла-
дыша.
В гребенчатом упорном подшипнике (рис.
18.1) допускаемый осевой разбег ротора прини-
мается по данным завода-изготовителя и обычно
находится в пределах 0,3—0,5 мм. Увеличение
осевого разбега производится соответствующей
шабровкой баббитовой заливки кольцевых кана-
вок вкладышей по следам натиров или краски,
получаемых при прокатывании по слегка окра-
шенной гребенке вала. При шабровке для дости-
жения равномерности прилегания гребней вкла-
дыша следует контролировать, чтобы увеличи-
вающийся при этом осевой разбег ротора не вы-
шел из пределов допуска. При необходимости
уменьшить осевой разбег ротора приходится пе-
резаливать и производить новую пригонку баб-
битовой заливки вкладыша до получения с обеих
сторон валовой гребенки равномерных зазоров,
обеспечивающих необходимый осевой разбег
ротора
При подготовке к перезаливке и перед вы-
плавкой старого баббита из кольцевых канавок
вкладыша гребенчатого подшипника необходимо
проверить наличие чертежа данного подшипника,
указывающего точное расположение всех выто-
чек, канавок и скосов в заливке; если чертежа нет,
следует сделать точный эскиз с подлежащего пе-
резаливке подшипника.
Перезаливка вкладыша гребенчатого под-
шипника производится в основном так же, как это