Маслакова Л.П. и др. Методическое руководство к практическим работам по курсу Технология конструкционных материалов
Подождите немного. Документ загружается.

39
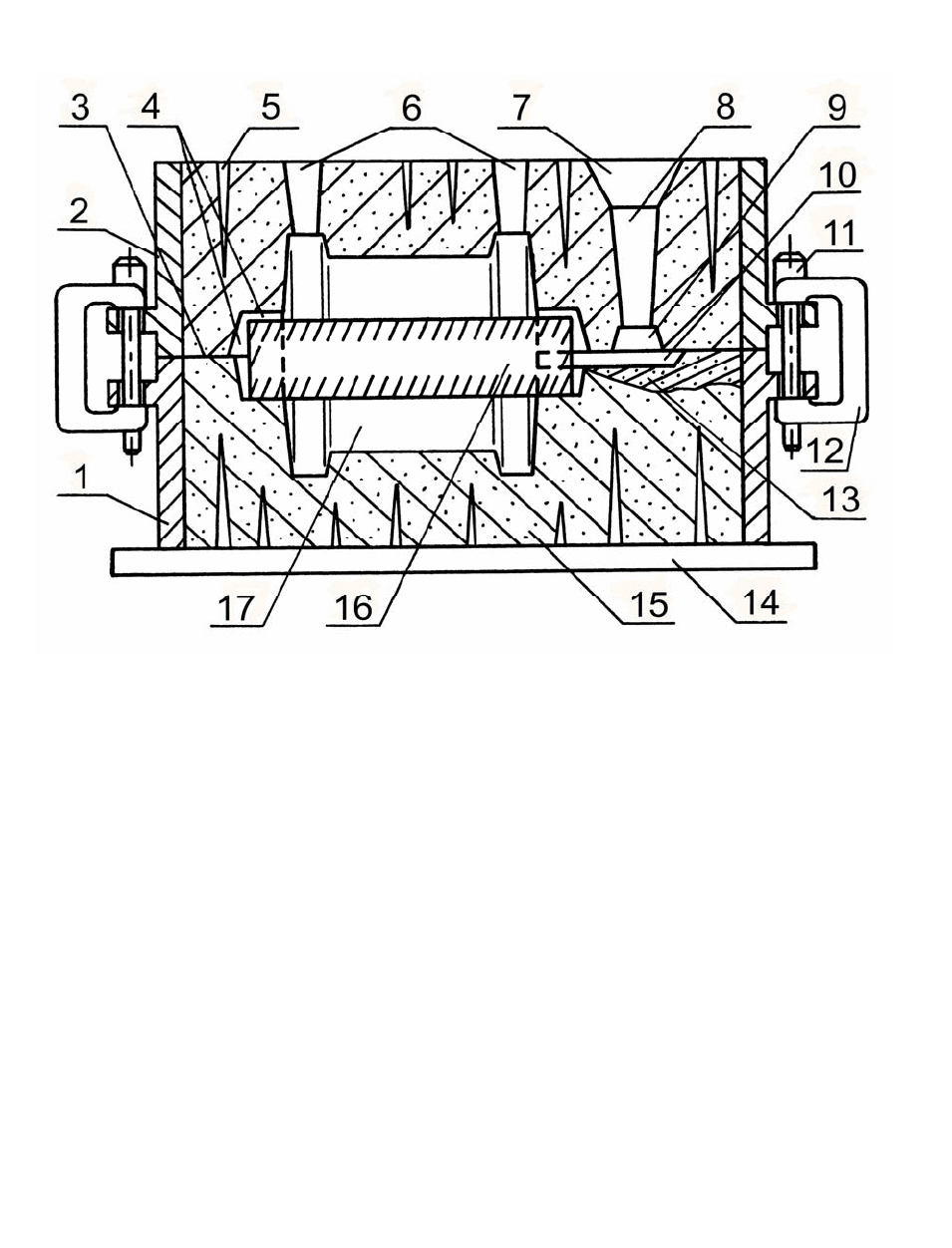
Рис. 2.8. Эскиз песчаной литейной формы в сборе: 1 - нижняя
опока; 2 - верхняя опока; 3 - плоскость разъема; 4 - зазоры; 5 -
вентиляционный канал; 6 - выпоры; 7 - литниковая чаша; 8 - стояк;
9 - шлакоуловитель; 10 - питатель; 11 - центрирующий штырь; 12 -
скоба; 13 - местный разрез; 14 - плита; 15 - формовочная смесь; 16 -
стержень; 17 - рабочая полость формы
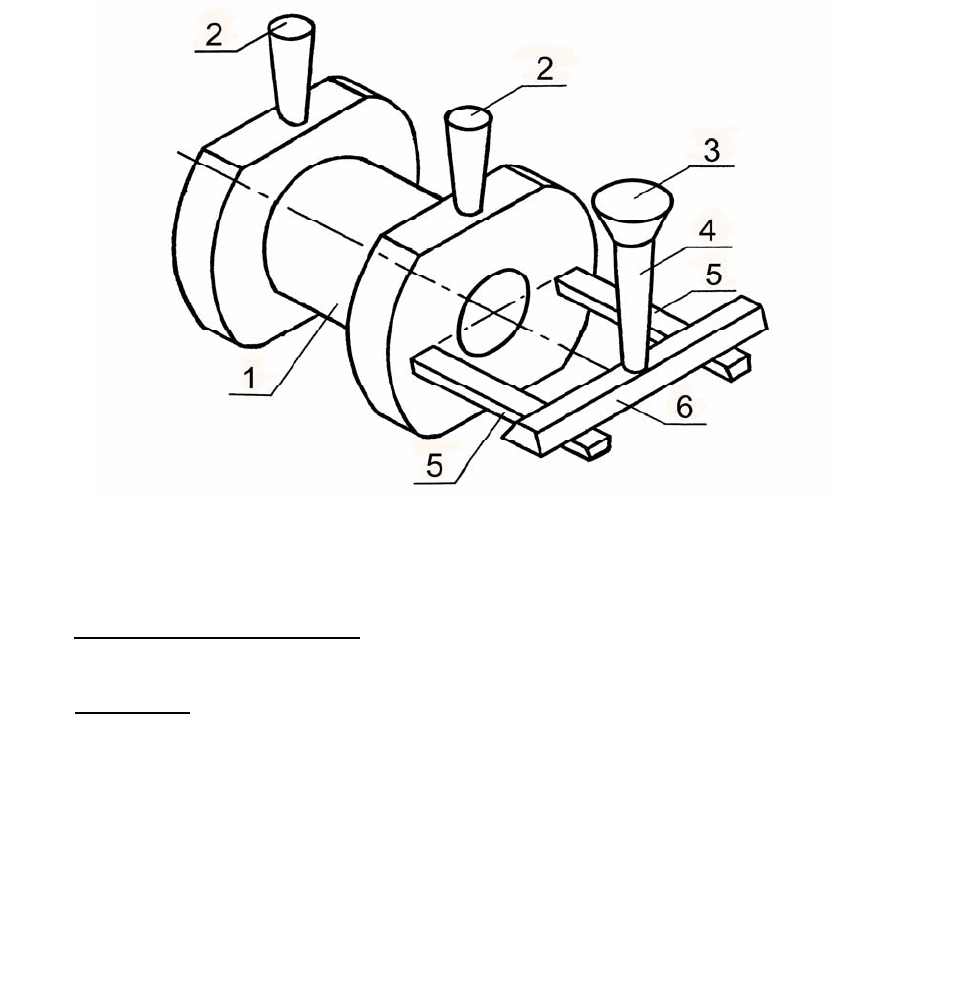
Эскиз полученной отливки с элементами литниковой системы
представлен на рис. 2.9.
Литниковая система служит для заполнения рабочей формы ме-
таллом, для улавливания шлака и удаления воздуха, вытесненного из
рабочей полости.
Требования к литниковой системе:
- занимать малый объем;
- обеспечивать рациональный подвод металла в рабочую по-
лость.
40
Рис. 2.9. Отливка с элементами литниковой системы: 1 - отливка;
2 -выпор; 3 - чаша; 4 - стояк; 5 - питатель; 6 - шлакоуловитель
Практическая работа: «Литье в песчаные формы».
Задача. По предложенному преподавателем эскизу отливки раз-
работать эскиз модели, эскиз стержня, конструкцию литейной формы.
По заданию учебного мастера изготовить песчаную форму в двух
опоках.
Литература
Безрук, В.Б. Литьё в песчаные формы: метод. руководство к прак-
тической работе/ В.Б.Безрук, Л.П.Маслакова; МАДИ (ТУ). -М., 1996.

41
2.2. Литье в специальные разовые формы
Основные вопросы темы
Исходные материалы для изготовления литейной формы, исход-
ные материалы для модели.
Основные этапы технологии получения отливки.
Оценка способа литья (преимущества и недостатки процесса).
Область использования процесса получения отливки (по масштаб-
ности производства); применение указанных методов в автотракторо-
строении.
Одним из недостатков литья в песчаные формы является большой
расход формовочных материалов на единицу литейной продукции и, как
следствие, повышенная потребность в производственных площадях. В
литейных цехах очень тяжелые условия труда из-за выделения повы-
шенного количества пыли и газов при изготовлении форм и стержней,
заливки металла в форму, а также при выбивке и очистке отливок.
Эти обстоятельства обуславливают тенденцию постепенного сни-
жения доли песчаных форм и замены их специальными разовыми фор-
мами.
2.2.1. Литье в оболочковые формы
Метод получил свое название благодаря конструкции литейной
формы, которая выполняется без применения опок, имеет небольшую
толщину и представляет собой керамическую оболочку. Исходными ма-
териалами для изготовления оболочки являются: мелкозернистый квар-
цевый песок − до 97%; термореактивная смола − 3-6%; пластификаторы
− до 0,5%.
В исходном состоянии − это сыпучая смесь. Термореактивная
смола (чаще пульвербакелит) при нагреве до температуры 160-220
0
С
переходит в пластично-вязкое состояние, связывая при этом песчинки.
При дальнейшем повышении температуры (свыше 250
0
С) она необра-
тимо затвердевает, что обеспечивает высокую прочность будущей обо-
лочки во время заливки формы металлом.
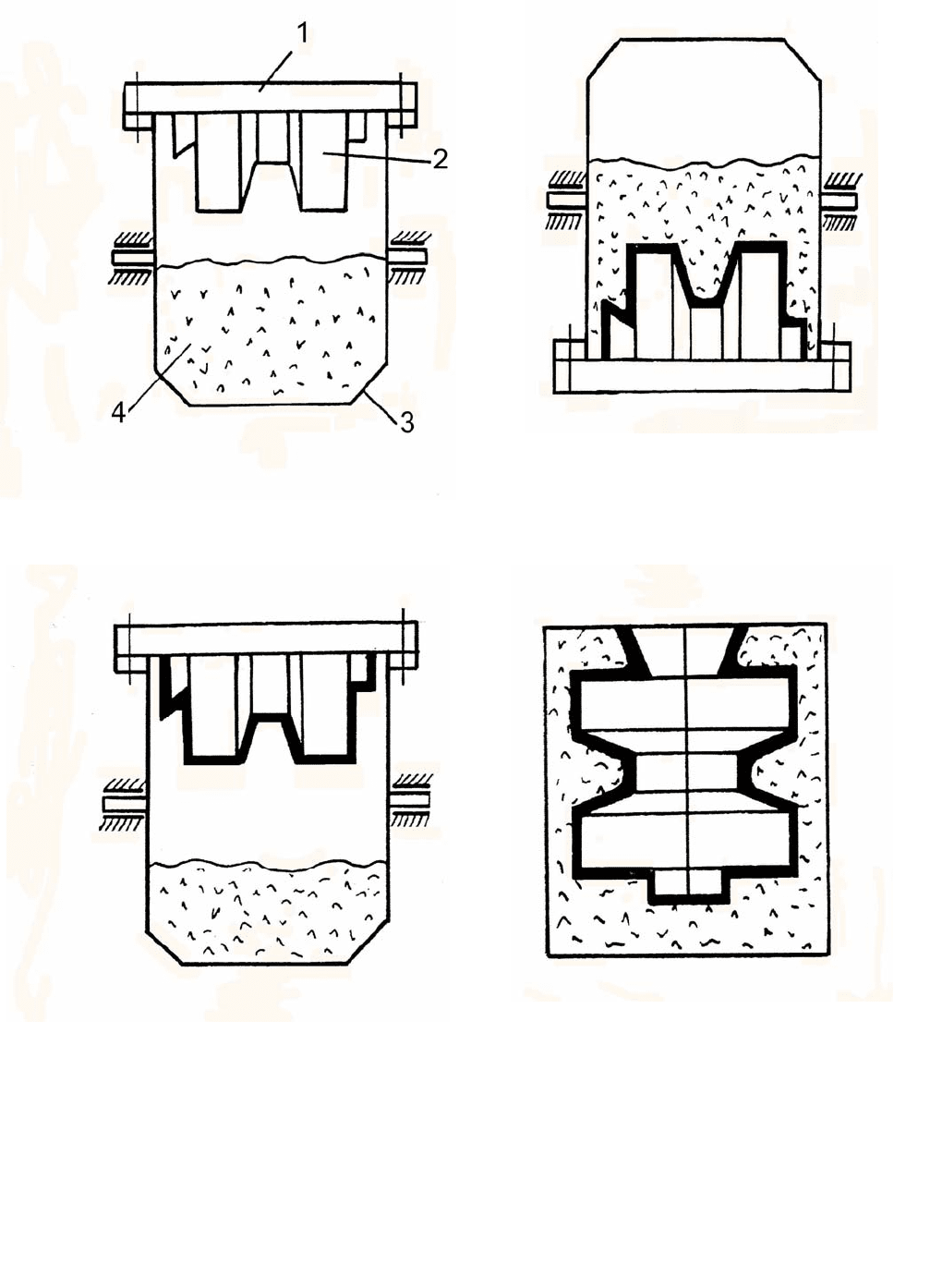
Технология изготовления оболочковой формы включает в себя ряд
этапов. На рис. 2.10 схематически представлена последовательность
операций изготовления оболочковой формы. В бункер, который может
поворачиваться вокруг горизонтальной оси, загружается формовочная
смесь. Бункер закрывается модельной плитой, на которой воедино
смонтированы половины модели отливки и литниковой чаши (рис.2.10
а).
42
а) б)
в) г)
Рис. 2.10. Последовательность операций формовки при литье в
оболочковые формы (принципиальная схема): 1 - модельная плита; 2 -
половина модели; 3 - бункер; 4 - формовочная смесь
Материалом моделей служат металлические сплавы (чугун, брон-
за, сталь). Перед установкой модельную плиту с моделью нагревают до

43
200…220
0
С. При повороте бункера на 180
0
модель покрывается сухой
смесью (рис.2.10 б). Под действием тепла моделей и модельной плиты
слой смеси, прилегающий к ним, оплавляется. Толщина оплавленного
слоя зависит от времени контакта смеси с моделью, а также от темпе-
ратуры предварительного нагрева модельной плиты и модели и состав-
ляет 5…25мм. Время контакта колеблется от 10 до 40с.
Следующий этап − поворот бункера на 180
0
. При этом излишки су-
хой смеси осыпаются на дно бункера (рис.2.10 в). Сформировавшаяся
пластичная оболочка вместе с модельной плитой снимается с бункера и
подается в печь с температурой 300-400
0
С, где она необратимо затвер-
девает в течение 60-90с.
Затвердевшая оболочка с помощью толкателей отделяется от мо-
дели. Аналогично изготавливают вторую полуформу. Готовые оболоч-
ковые полуформы склеиваются по плоскости разъема или скрепляются
скобами. При необходимости предварительно в форму устанавливается
стержень, тоже оболочковый. Собранная форма устанавливается в кон-
тейнер, который заполняется либо кварцевым песком, либо металличе-
ской дробью (рис.2.10 г).
Для литья в оболочковые формы характерны такие преимущества:
повышенная точность отливок и хорошее качество их поверхности за
счет использования металлической модели и мелкого кварцевого песка.
Это позволяет уменьшить величину припусков на механическую обра-
ботку и тем самым сократить объем механической обработки в целом на
20-50%.
Благодаря высокой цикличности процесс хорошо автоматизирует-
ся. В промышленности для изготовления оболочковых полуформ ис-
пользуют четырехпозиционные полуавтоматы, которые производят 150-
400 полуформ в час. Это в свою очередь влияет как на повышение про-
изводительности труда в целом, так и на улучшение условий труда в ли-
тейных цехах.
Отпадает трудоемкая операция выбивки отливок из формы и
стержней из отливок; тонкостенные формы от контакта с расплавлен-
ным металлом после заливки практически полностью разрушаются
вследствие выгорания связующей смолы, а оставшийся кварцевый пе-
сок используется повторно.
Расход формовочных смесей уменьшается в 10-20 раз по сравне-
нию с литьем в песчаные формы; особенно выгоден процесс при изго-
товлении полых оболочковых стержней.
При литье в оболочковые формы повышается качество отливок за
счет уменьшения дефектов по пригару, трещинам, газовым раковинам.
Рассматриваемый способ литья в оболочковые формы имеет не-
которые недостатки. Прежде всего, это ограниченность применения: ме-
тод экономически целесообразно использовать только в массовом и
44
крупносерийном производстве, что объясняется дороговизной исходных
материалов, необходимостью использования только металлической мо-
дели. Масса получаемых отливок не превышает 50-60кг.
В автотракторостроении есть примеры использования литья в
оболочковые формы. Заготовками коленчатых валов некоторых марок
автомобилей служат отливки из высокопрочного чугуна, получаемые в
оболочковых формах. Использование литых чугунных заготовок взамен
штампованных стальных имеет следующие преимущества: сокращается
объем механической обработки, уменьшается вес заготовки (литой вал
может иметь внутренние полости, маслопроводы); возрастает износо-
стойкость шеек вала при его эксплуатации.
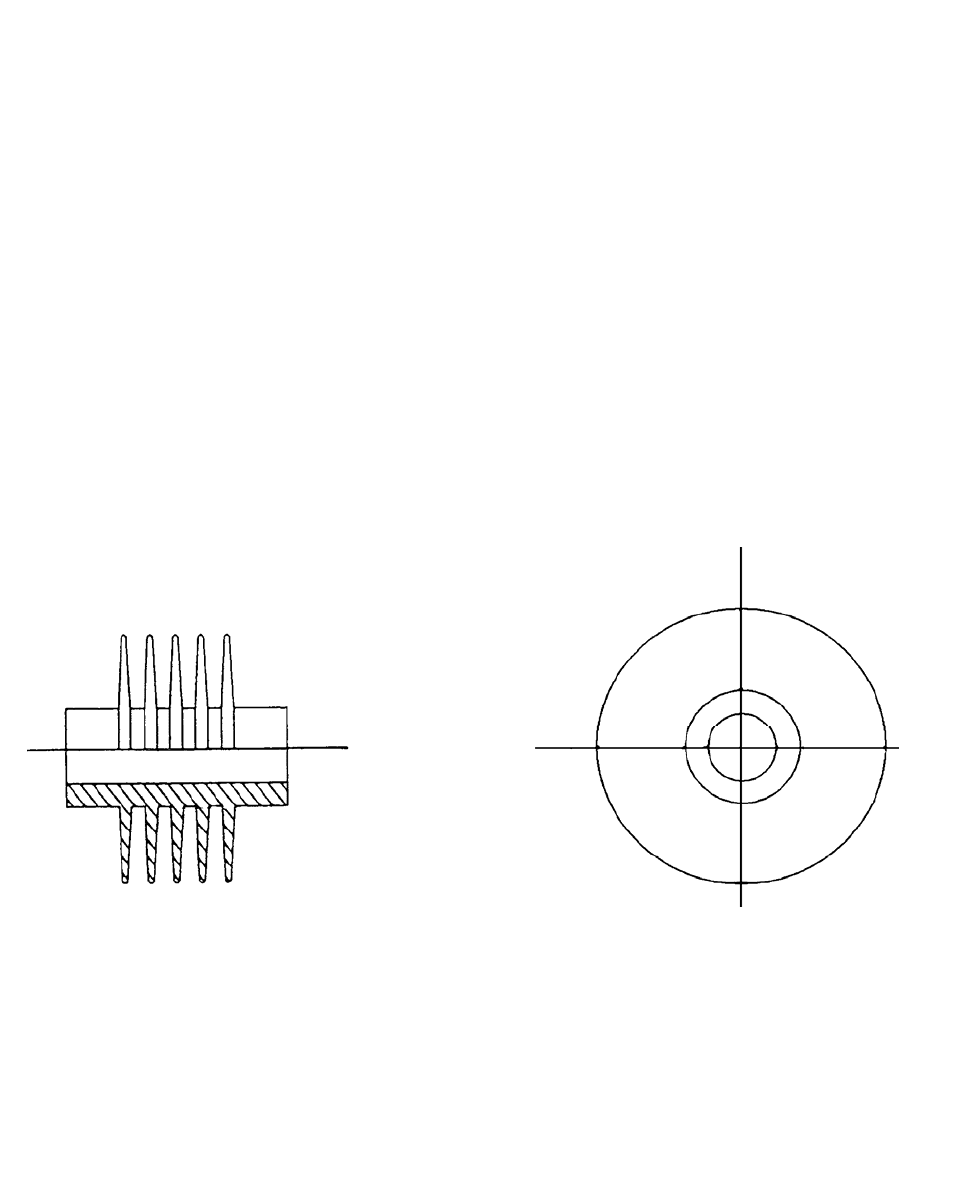
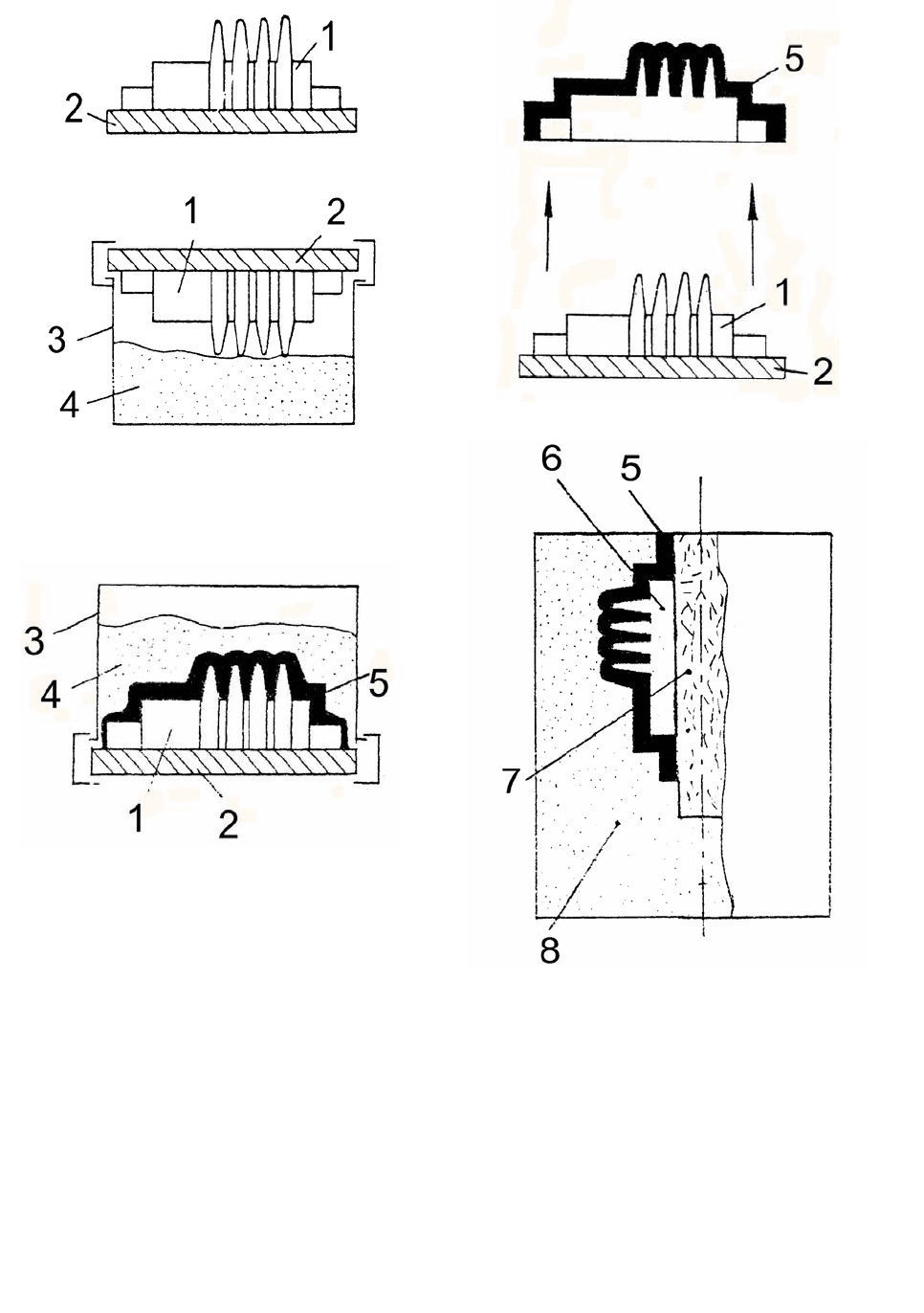
Еще одним примером может служить ребристый цилиндр из серого
чугуна для тракторного двигателя с воздушным охлаждением (рис.
2.11.). Эта деталь имеет тонкие (около З мм) ребра и небольшие (2...4
мм) промежутки между ними. Литьем в песчаные формы такие детали
получать трудно.
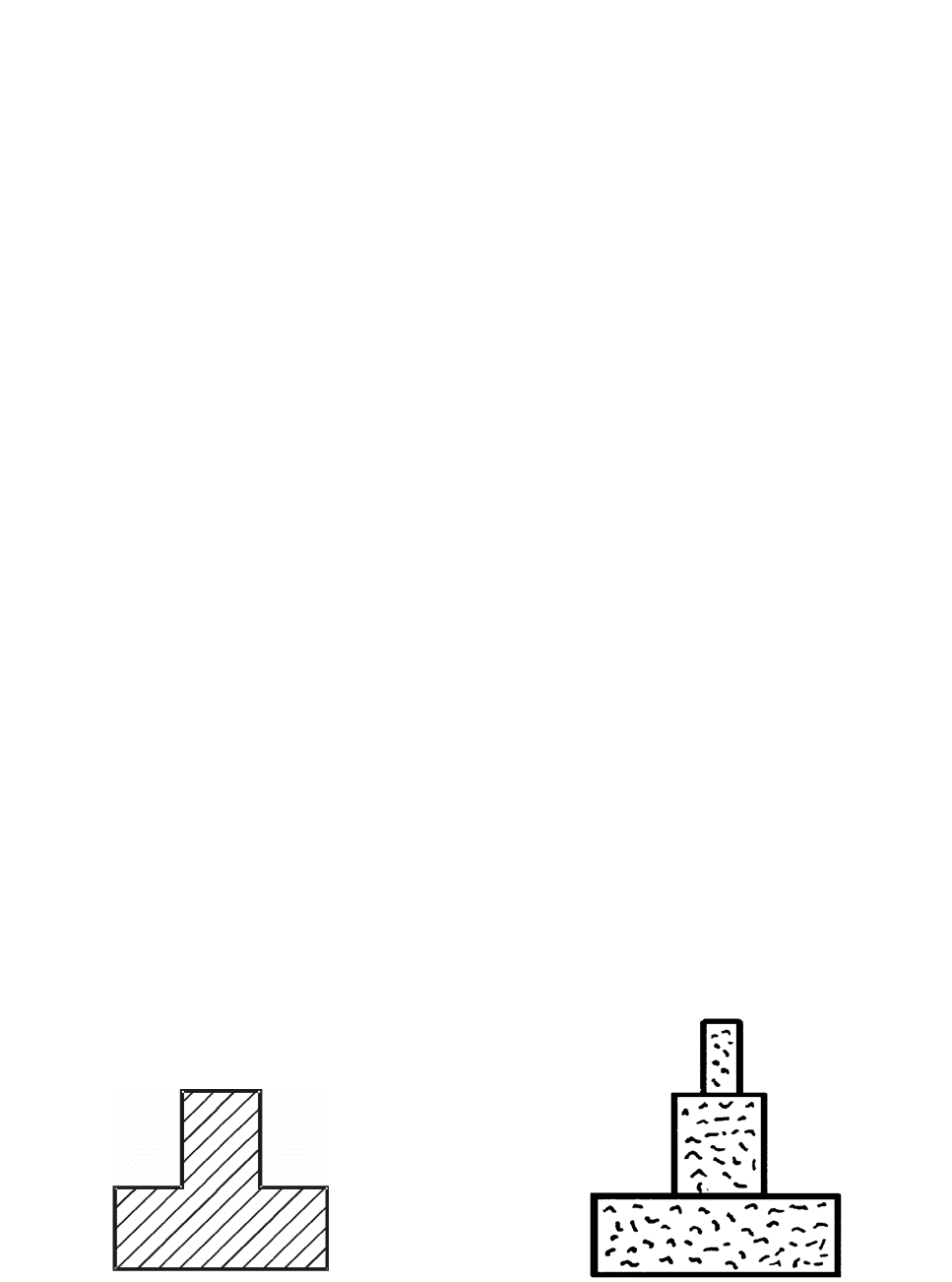
Рис. 2.11. Эскиз отливки ребристого цилиндра
Использование литья в оболочковые формы позволяет получить
качественные отливки с небольшим процентом брака. На рис. 2.12 схе-
матически представлена последовательность операций, используемых
при изготовлении оболочковой формы для ребристого цилиндра.
45
Рис. 2.12. Изготовление литейной оболочковой формы для ребри-
стого цилиндра: 1 – модель отливки; 2 – подмодельная плита; 3 – бун-
кер; 4 - формовочная смесь; 5 – оболочка; 6 – рабочая полость; 7
–
стержень; 8 - наполнитель
2.2.2. Литье по выплавляемым моделям
При литье в песчаные или оболочковые формы используются по-
стоянные модели. Для их извлечения из формы и установки стержней
форма должна иметь одну или несколько плоскостей разъема. При
46
сборке формы возможен сдвиг по плоскости разъема, который в свою
очередь может исказить геометрию отливки. Появляется так называе-
мый залив по плоскости разъема формы. Если величина этого отклоне-
ния превысит величину допуска на размер отливки, то брак окажется
неустранимым.
Постоянная модель (особенно деревянная) в процессе длительной
эксплуатации изнашивается, деформируется, что в свою очередь также
отрицательно сказывается на точности отливки.
При литье в песчаные формы для изготовления моделей приме-
няют дерево, металл, пластмассу и др.; при литье в оболочковые фор-
мы используют металлические модели. Использование постоянных мо-
делей невозможно для получения сложных литых изделий (детали топ-
ливной аппаратуры, художественные изделия). Этих недостатков можно
избежать, используя выплавляемые, растворяемые модели.
При литье по выплавляемым моделям для изготовления моделей
применяют легкоплавкий состав, включающий в себя стеарин и пара-
фин в равных долях (температура плавления – 42…45
0
С). Изготовле-
ние моделей производят в металлических пресс-формах, материалом
которых служат сталь, чугун, алюминиевые сплавы. Рабочая полость
пресс-формы обрабатывается с высокой точностью. Пластично-вязкий
модельный состав подается в форму шприцевым механизмом либо
вручную (единичное производство), либо автоматически (массовое про-
изводство); так формируется модель будущей отливки. Для извлечения
модели пресс-форма разбирается по плоскости или плоскостям разъе-
ма. Подобным же образом изготавливаются элементы литниковой сис-
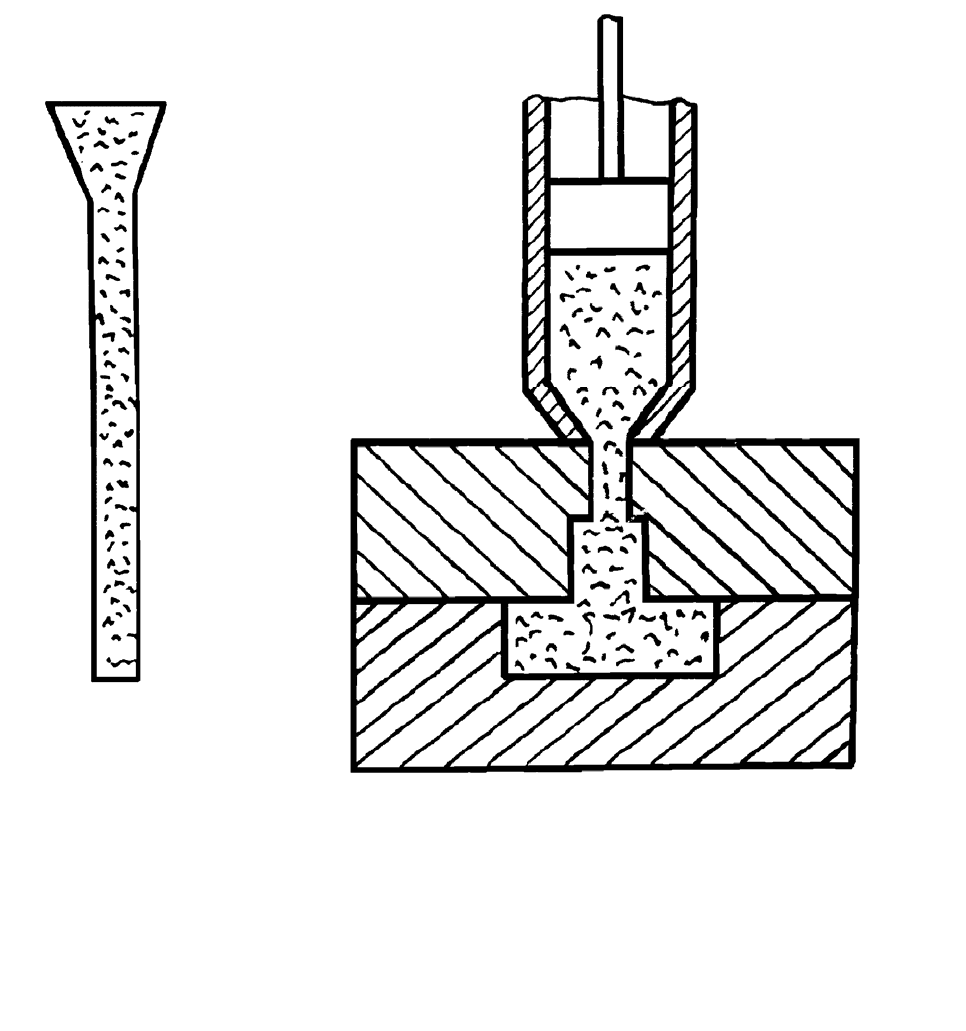
темы (рис. 2.13).
Для сокращения трудоемкости процесса в целом и создания усло-
вий автоматизации (в случае массового производства) модели собирают
в блоки, компонуют их с моделями элементов литниковой системы. Чис-
ло моделей, собранных в единый блок, зависит от их размера и условий
производства. К одному стояку можно прикрепить несколько десятков
моделей (рис. 2.14 а).
а)
б)
47
в) г)
Рис. 2.13. Изготовление выплавляемых моделей: а − отливка; б −
модель отливки; в − модель литника; г − заполнение пресс-формы мо-
дельным составом
48
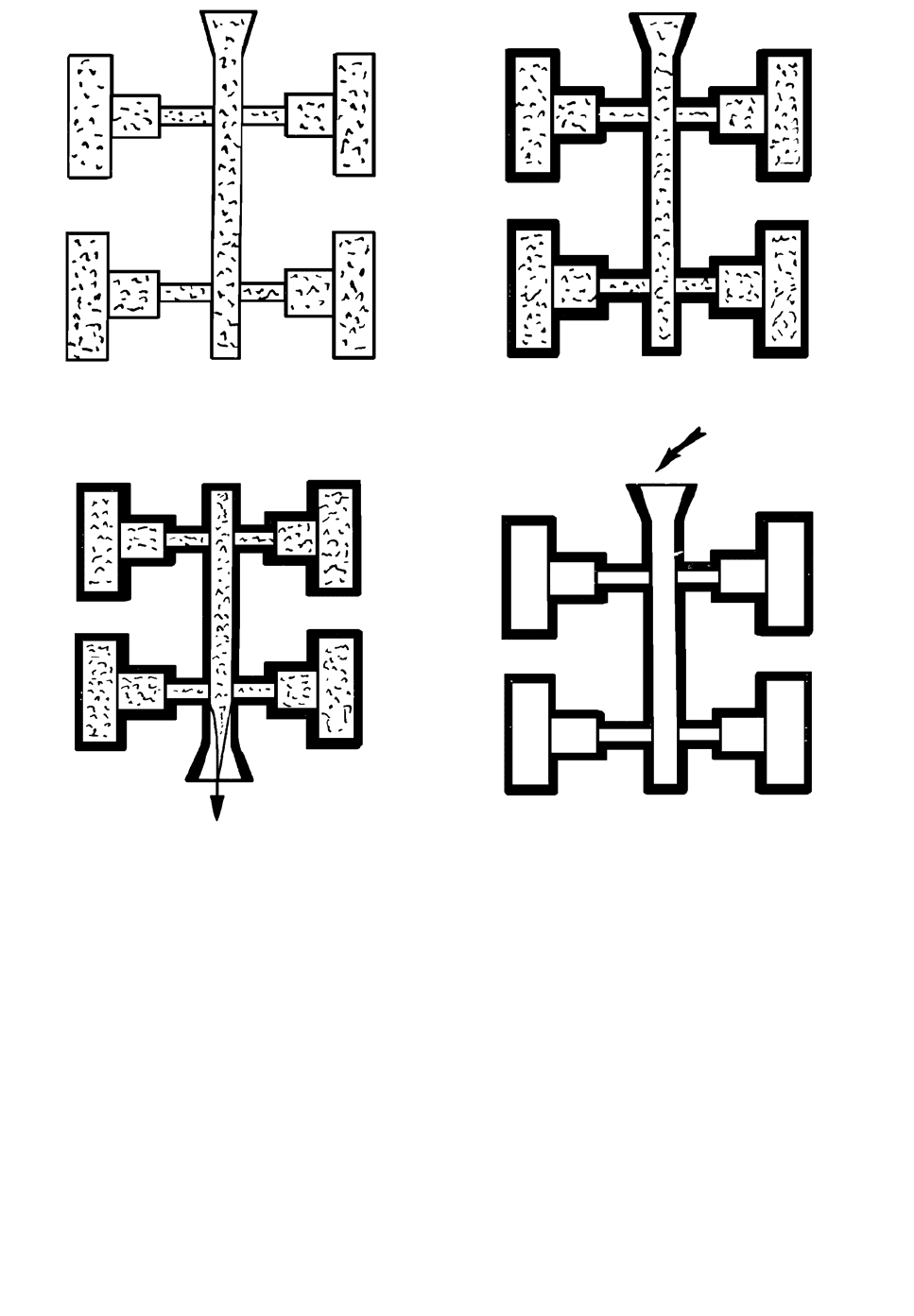
а) б)
в) г)
Рис. 2.14. Последовательность операций получения оболочки
при литье по выплавляемым моделям: а – блок моделей; б – бло
к
моделей с нанесенными на него покрытиями; в – выплавление мо-
дельного состава; г – форма, готовая под заливку ее металлом
Для образования литейной формы, которая, как и в предыдущем
процессе, представляет собой керамическую оболочку, на блок моделей
в несколько этапов наносят огнеупорное покрытие. Покрытие наносится
неоднократным окунанием блока моделей в суспензию.
Исходными материалами для приготовления суспензии служат
пылевидный кварцевый песок (маршалит) и гидролизованный этилсили-
кат. Этилсиликат – вещество, представляющее собой смесь эфиров
кремниевых кислот. При воздействии на него воды в присутствии не-