Маслакова Л.П. и др. Методическое руководство к практическим работам по курсу Технология конструкционных материалов
Подождите немного. Документ загружается.

19
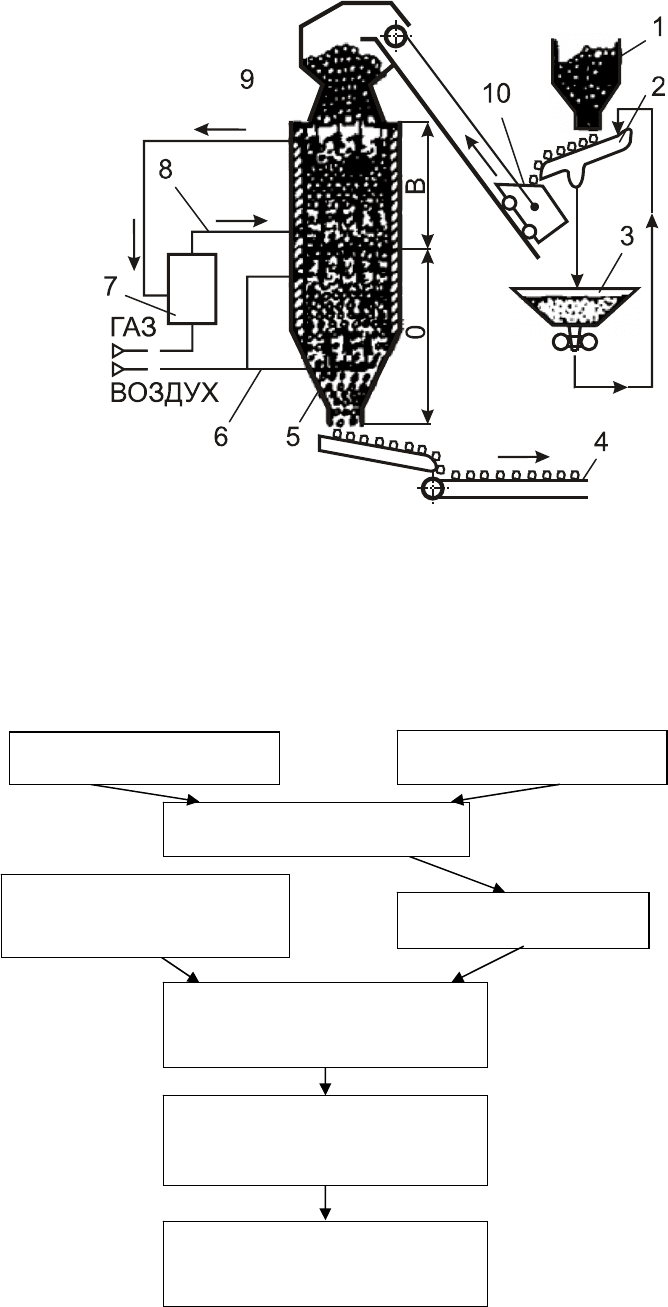
Рис.1.16. Схема установки для прямого восстановления железа из
руды: 1 - бункер для окатышей; 2 - грохот; 3 - бункер для просеянной
мелочи; 4 - конвейер; 5 - охлажденные окатыши; 6 - трубопровод; 7 -
установка получения газов восстановителей (H
2
, CO); 8 - трубопровод;
9 - шахтная печь; 10 - вагонетка.
В - восстановительная зона; 0 - зона охлаждения
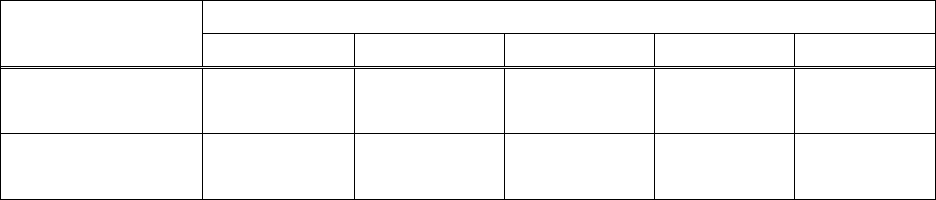
Рис. 1.17. Принципиальная схема технологического процесса про-
изводства стали методом прямого восстановления железа из руды
Доменный газ
Конверсия
Железорудные
окатыши
H
2
+
CO
Восстановление
железа из его оксидов
Губчатое железо
(Fe до 90-95%)
Выплавка стали
в электропечах
Природный газ
20
1.3.2. Принцип передела чугуна на сталь
Сталь отличается от чугуна меньшим содержанием углерода и
других примесей (табл. 1.3). Вне зависимости от способа получения
стали (кислородно-конверторного, мартеновского или плавки в элек-
тропечах) можно выстроить общую принципиальную схему протекания
сталеплавильного процесса. Весь процесс можно разбить на ряд эта-
пов.
Таблица 1.3
Состав передельного чугуна и низкоуглеродистой стали
Химический состав, % Материал
С Si Mn P S
Передельный
чугун
4,0-4,4 0,76-1,26 До 1,75 0,15-0,30 0,03-0,07
Сталь низко-
углеродистая
0,14-0,22 0,12-0,3 0,4-0,65 0,05 0,055
Первый этап - это окисление примесей. Следует заметить, что ис-
точником О
2
могут быть как чистый кислород, так и кислород воздуха,
подаваемого в печь для сжигания топлива:
Fe+1/2O
2
=FeO+Q;
Si+O
2
=SiO
2
+Q;
Mn+1/2 O
2
= MnO+Q;
4P+5 O
2
=2P
2
O
5
+Q;
2C+O
2
=2CO +Q;
S+O
2
=SO
2
+Q.
Элементы, обладающие большим сродством к кислороду, чем
железо(Si, Mn), могут окисляться, отнимая кислород у оксидов железа,
входящих в железную руду или окалину, которые добавляют в шихту:
2FeO+Si=2Fe+SiO
2
+Q;
FeO+Mn=MnO+Fe+Q.
Реакции окисления – экзотермические. Выделение тепла приво-
дит к повышению температуры расплава. В процессе протекания окис-
лительных или окислительно - восстановительных химических реакций
имеет место выделение газообразных веществ (СО, SO
2
). Всплытие
пузырьков газообразных веществ, образующихся в результате реакций
окисления, вызывает «кипение» ванны расплавленного металла.
Удаление негазообразных оксидов происходит за счет процесса
шлакования, общий принцип которого рассмотрен выше. Процесс идет
21
как за счет взаимодействия оксидов с флюсом (кислым или основным),
так и за счет взаимодействия образовавшихся оксидов между собой:
SiO
2
+CaO→CaO·SiO
2
;
3(FeO)+P
2
O
5
→(FeO)
3
·P
2
O
5
.
Процесс удаления вредных примесей серы и фосфора носит на-
звание «рафинирование». Важно отметить, что удаление серы и фос-
фора возможно лишь при использовании основного флюса (извести
СаО). Сера в стали содержится в виде химического соединения FeS, а
если сталь богата марганцем, то в виде MnS:
FeS+CaO→FeO+CaS
;
шлак
MnS+CaO→MnO+CaS
.
шлак
Удаление фосфора идет по типовой схеме взаимодействия кислого и
основного оксида:
P
2
O
5
+4CaO→[4(CaO)·(P
2
O
5
)] .
шлак
Заключительным этапом любого сталеплавильного процесса яв-
ляется процесс раскисления. Он может происходить как в печи, так и в
разливочном ковше, куда вводят раскислители либов виде ферроспла-
вов (ферромарганиц, ферросилиций), либо в виде чистого алюминия.
Цель этого этапа - восстановить окисленное на первом этапе железо. В
общем виде химическую реакцию можно
представить так:
FeO+X→Fe+XО,
где Х - элемент, обладающий большим сродством к кислороду, чем же-
лезо. В реальных сталеплавильных процессах – это Si, Mn, C, CO, Al и
др.
Процесс, протекающий по вышеприведенной схеме, носит назва-
ние осаждающего раскисления. В результате данного процесса про-
исходит восстановление железа и образование оксидов MnO, SiO
2
,
Al
2
O
3
и др. Образующиеся малорастворимые в металле окислы легко
отделяются от расплава и благодаря меньшей плотности, чем плот-
ность жидкого металла, всплывают в шлак. Как было сказано выше, ре-
акции, протекающие при раскислении, идут с выделением тепла.
При понижении температуры металла в изложнице (при разливке)
течение реакций раскисления может продолжиться. Вновь
образовав-
шиеся оксиды не успевают всплывать и удаляться из металла. В слу-
чае, когда требуется получить особо чистую от неметаллических вклю-
чений сталь, применяют диффузионное раскисление. При данном
методе раскислители подают на поверхность шлака. Восстанавливая
железо из его оксидов, они тем самым понижают концентрацию FeO в
22
шлаке. В соответствии с законом распределения оксиды железа пере-
ходят из металла в шлак. Процесс идет до тех пор, пока не установится
равновесное распределение закиси железа в шлаке и металле, соот-
ветствующее данным внешним условиям (температура и др.). Преиму-
ществом диффузионного раскисления является достижение высокой
чистоты металла по неметаллическим включениям.
Недостатком дан-
ного способа является высокий угар дорогостоящих раскислителей
(вследствие их реакции с кислородом атмосферы печи). По этой при-
чине метод диффузионного раскисления применяется реже.
Раскисление синтетическими шлаками по своему физико-
химическому принципу схож с диффузионным. В ковш, на дне которого
находится расплав шлака, не содержащего FeO, с большой высоты за-
ливают раскисляемую сталь. Струя металла дробится на капли, контакт
металла со шлаками возрастает. Благодаря этому процесс раскисле-
ния идет с большой скоростью. При этом сталь не только раскисляется,
но и снижается содержание в ней серы и фосфора, а также других не-
металлических включений.
Сталеплавительное производство включает в себя конвертерный,
мартеновский способы
получения стали и плавку в электропечах.
В середине XIX века английский изобретатель Генри Бессимер
предложил способ получения стали путем продувки жидкого чугуна в
конвертере с кислой футеровкой.
Позднее Сидней Томас предложил вести процесс в конвертерах с
основной футеровкой, что позволило получать сталь из жидких чугунов,
содержащих большое количество фосфора. Способ, предложенный
французским металлургом Пьером Мартеном (мартеновский), позволил
использовать для плавки твердые шихтовые материалы (руду, лом, от-
ходы машиностроительного производства). Разработка в середине ХХ
века кислородно-конвекторного способа позволила получать сталь, не
уступающую по качеству мартеновской. Применение электрической
энергии в качестве источника тепла для плавки стали позволяет полу-
чать высокие температуры (до 3500
0
С), которые при сжигании обычных
видов металлургического топлива, получить не представляется воз-
можным.
В настоящем методическом руководстве представлены лишь ос-
новные технологические параметры вышеуказанных процессов
(табл.1.4-1.6, рис. 1.18-1.24).
23
1.3.3. Мартеновский способ производства стали
Таблица 1.4
Техническая характеристика мартеновского процесса
Исходные
шихтовые
материалы
Источник
нагрева
(топливо)
Время
плавки,
ч
Емкость
печи, т
Произво-
дитель-
ность, т/ч
Произво-
димые
стали
Жидкий
чугун,
чушковый
чугун, сталь-
ной лом
(скрап),
флюс
Газооб-
разное
(природ-
ный газ),
жидкое
(мазут)
6-9
200-900
100-150
(10т/м
2
·сут)
Углеро-
дистые и
легиро-
ванные
стали
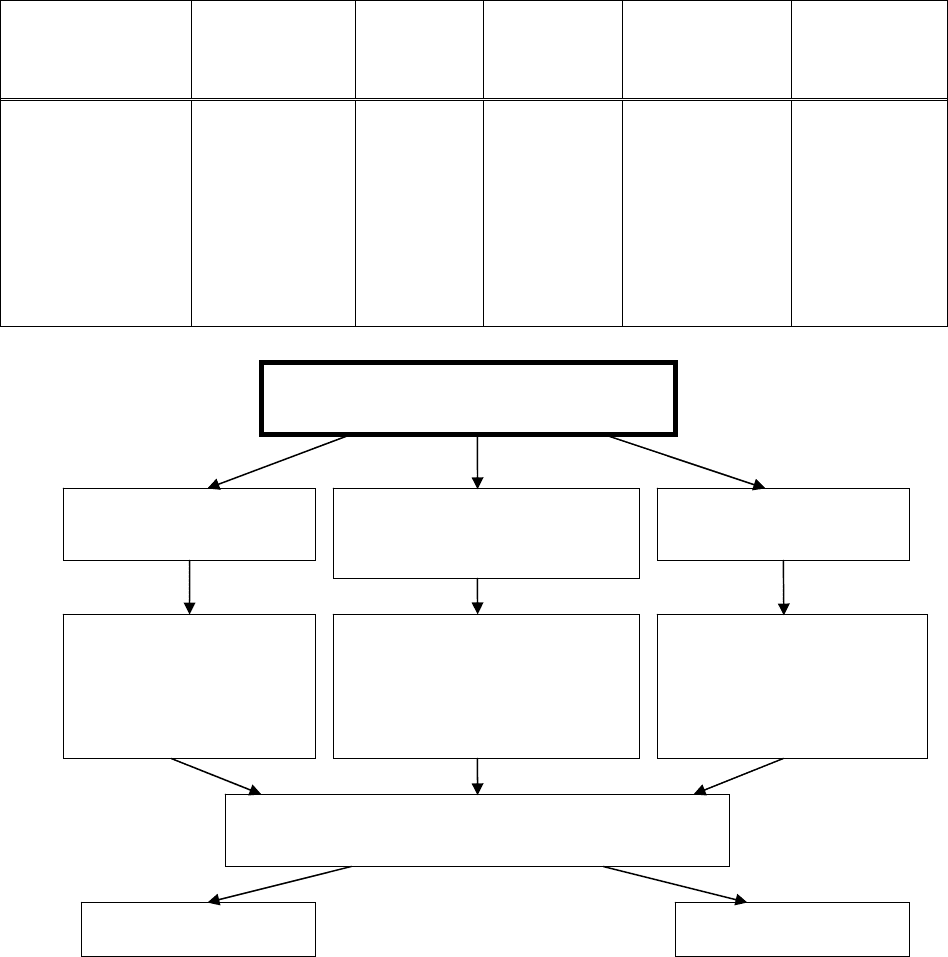
Рис.1.18. Разновидности мартеновского сталеплавильного про-
цесса
Виды мартеновской плавки
Рудный процесс
Скрап- рудный
процесс
Скрап процесс
Шихта:
-жидкий чугун,
-флюс
Шихта:
-жидкий чугун,
-железная руда,
-ск
р
ап,
ф
люс
Шихта:
-чушковый чугун,
-скрап,
-
ф
люс
Химические особенности процесса
Кислый Основной
24
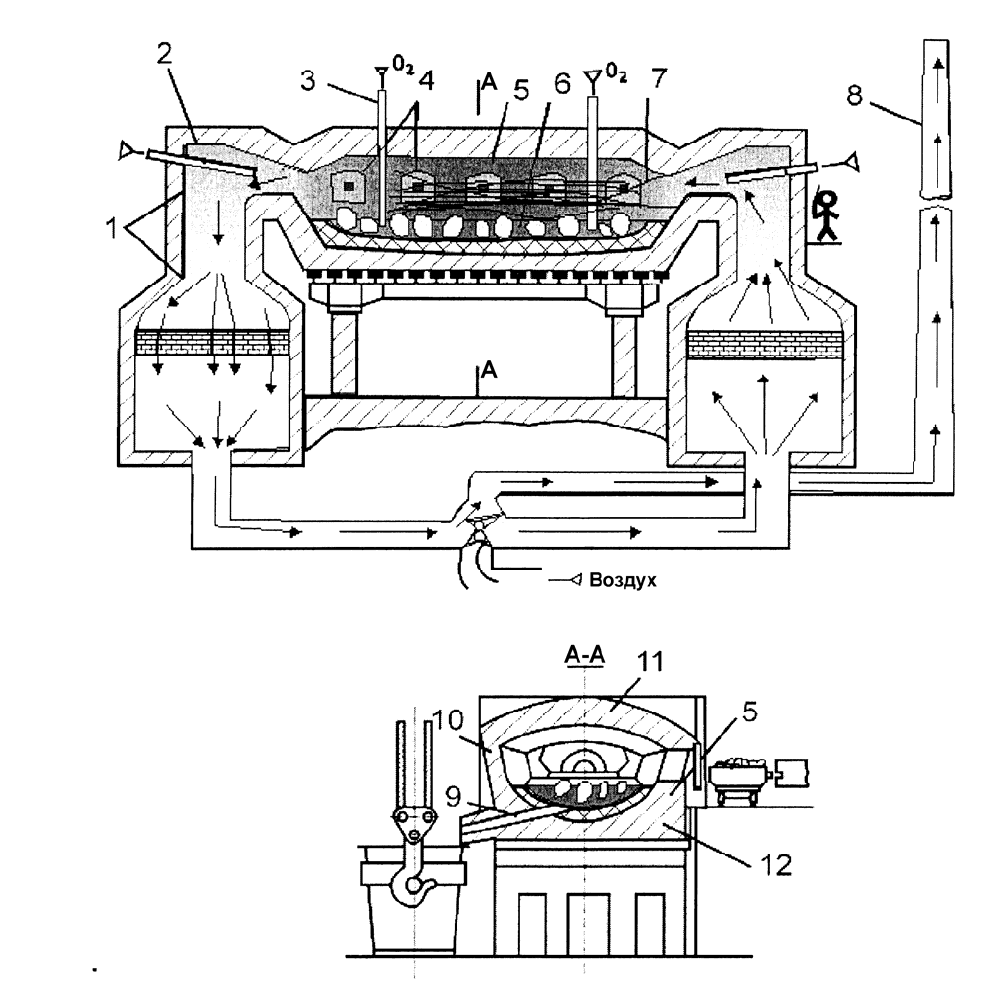
Рис.1.19. Схема устройства мартеновской (пламенной регенератив-
ной) печи: 1 - регенератор; 2 - зона смешения топлива с воздухом; 3 - ки-
слородная фурма; 4 - загрузочные окна; 5 - передняя стенка; 6 - шихта; 7 -
пламя; 8 - дымовая труба; 9 - лётка для выпуска стали; 10 - задняя стенка;
11 - свод печи; 12 - подина
Недостатком мартеновского процесса является его низкая произ-
водительность (до 150 т/ч). По этой причине в ряде
стран мира данный
способ снят с производства. В нашей стране способ имеет место в силу
исторически сложившихся причин.
Для интенсификации процесса плавки используют следующие
приёмы. В период прогрева шихты с целью повышения температуры
горения топлива в факел подаётся кислород. В период «кипения ме-
25
талла» кислород через специальные фурмы подаётся в ванну и про-
цесс выгорания кислорода протекает интенсивнее.
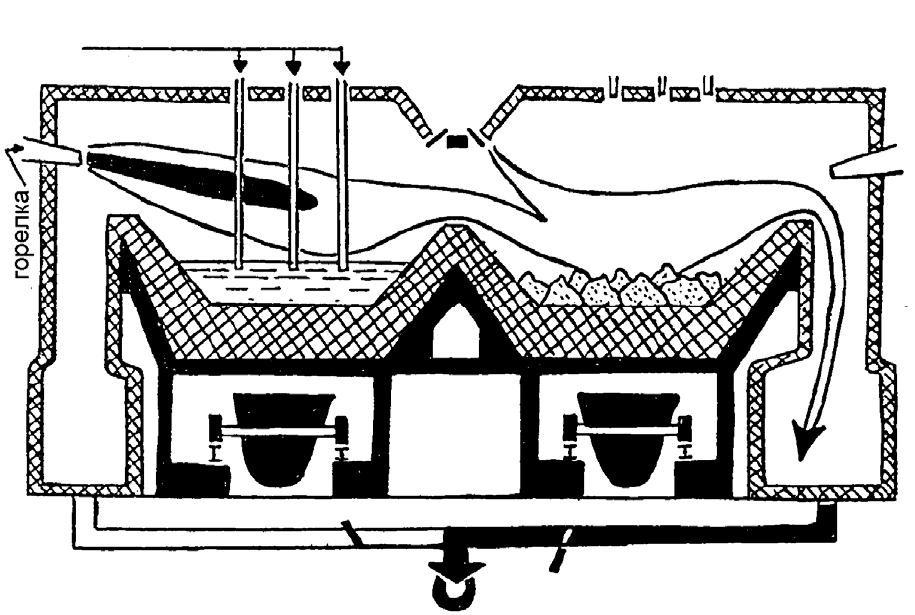
Советскими металлургами был разработан способ плавки стали в
двухванновых мартенах (рис.1.20). Две ванны располагаются под еди-
ным сводом. Процессы, протекающие в левой и правой ванне, идут
синхронно.
Когда в левой ванне происходит «кипение металла» кислородные
фурмы опущены вниз и химическая реакция 2С+О
2
→2CO↑+Q протека-
ет интенсивнее. В это время в правой ванне идет процесс прогрева
шихты, требующий большого количество теплоты. Кислород подается в
печное пространство, захватывая при этом выделившуюся в левой
ванне окись углерода. Химическая реакция 2СО+О
2
→2CO
2
+Q способ-
ствует росту температуры и тем самым экономии топлива.
Рис. 1.20. Принципиальная схема двухваннового мартена
1.3.4. Кислородно-конвертерный способ производства ста-
ли
Преимуществом кислородно-конверторного способа производства
стали, безусловно, является высокая производительность процесса.
Благодаря использованию основной футеровки стали, получен-
ные этим способом, содержат минимальное количество серы и фосфо-
ра.
26
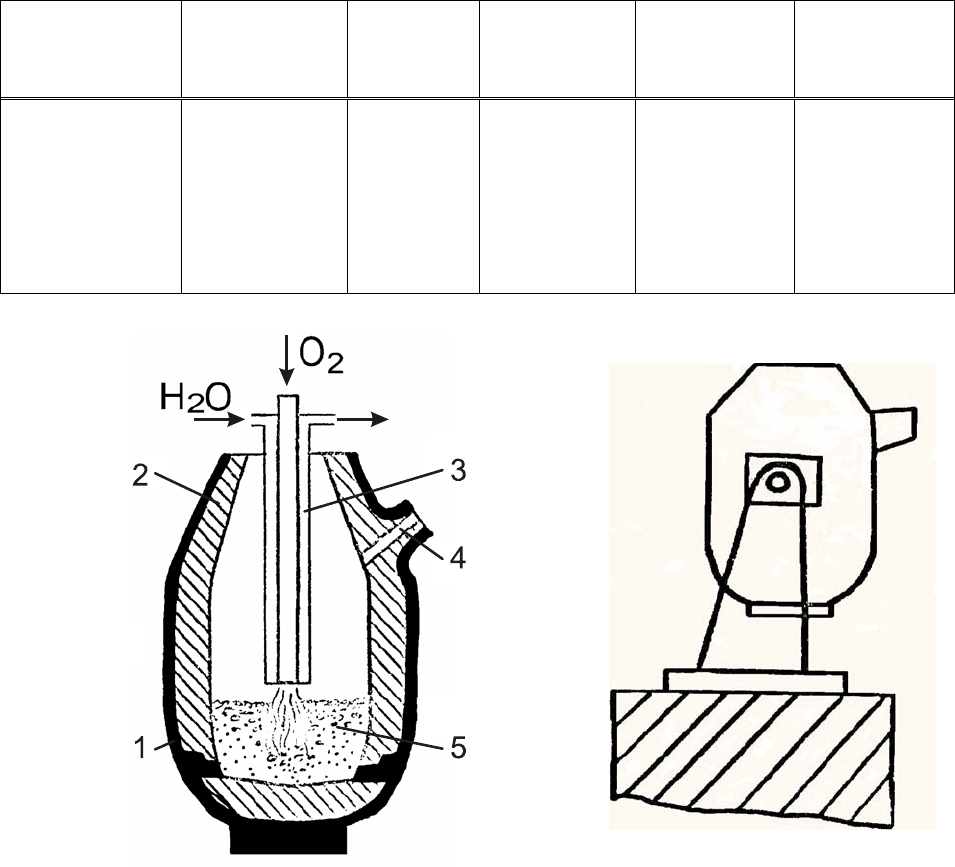
Кислородный конвертер (рис.1.21) представляет собой сосуд гру-
шевидной формы, сваренный из листовой стали и выложенный внутри
основным огнеупорным кирпичом.
Таблица 1.5
Техническая характеристика
кислородно-конвертерного процесса
Исходные
шихтовые
материалы
Источник
нагрева
Время
плавки,
мин
Емкость
печи, т
Произво-
дитель-
ность, т/ч
Произво-
димые
стали
Жидкий
чугун,
добавки:
- лом,
- руда,
флюс (СаО)
Тепло
химиче-
ских реак-
ций окис-
ления
30-45 130-400 До 500 т/ч
Углероди-
стые и
низколе-
гирован-
ные стали
Рис.1.21. Схема устройства кислородного конвертера: 1 - сталь-
ной кожух; 2 - футеровка (основная); 3 - водоохлаждаемая кислороди-
стая фурма; 4 - носок для слива стали; 5 - расплав
1.3.5. Производство стали в электропечах
В электропечах выплавляют специальные стали и сплавы высоко-
го качества. Электрометаллургия имеет ряд теплотехнических и произ-
27
водственно-технических преимуществ по сравнению с другими спосо-
бами производства стали.
При использовании электрического тока при нагреве и плавке ме-
талла тепловыделение происходит непосредственно в нагреваемом
металле (индукционный нагрев); тепловые потери минимальные. Точ-
ное регулирование температуры позволяет выплавлять стали, содер-
жащие большое число легирующих элементов. Процесс лучше, чем ос-
тальные,
поддаётся механизации и автоматизации.
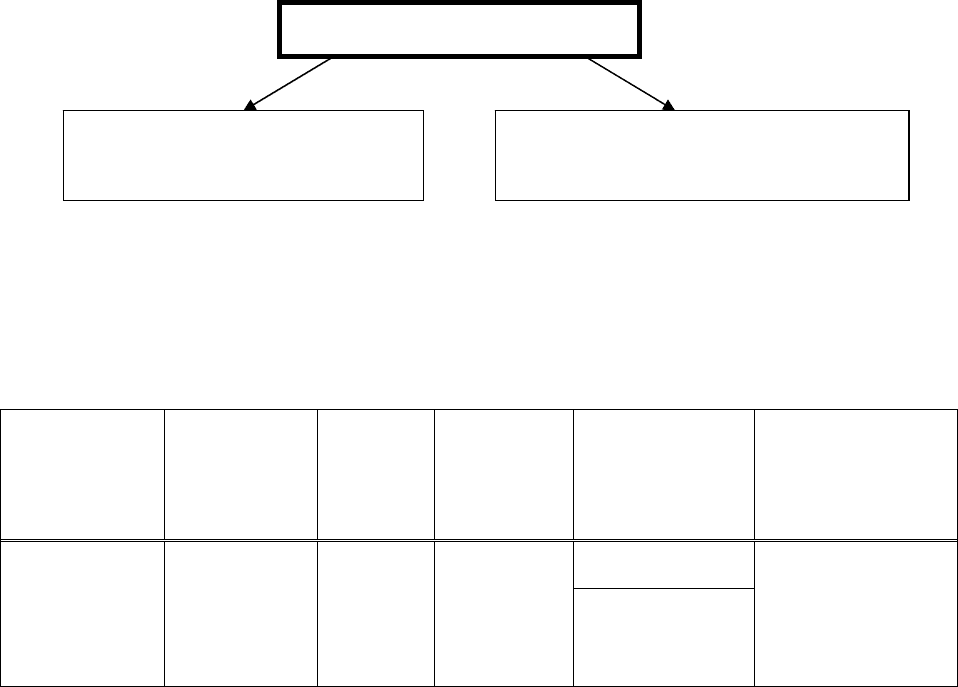
Рис.1.22. Разновидности плавки стали в электропечах
Таблица 1.6
Техническая характеристика процесса плавки стали
в дуговой печи
Исходные
шихто-
вые ма-
териалы
Источник
нагрева
Время
плав-
ки, ч
Емкость
печи, т
Произво-
дитель-
ность, т/ч
Произво-
димые
стали
70
Лом,
отходы
литья,
чугун
Электри-
ческая
дуга
3-7 До 400
Расход
энергии
600 КВт·ч/т
Высоколеги-
рованная
сталь
Плавка в электропечах
В дуговых плавильных
печах
В индукционных плавильных
печах
28
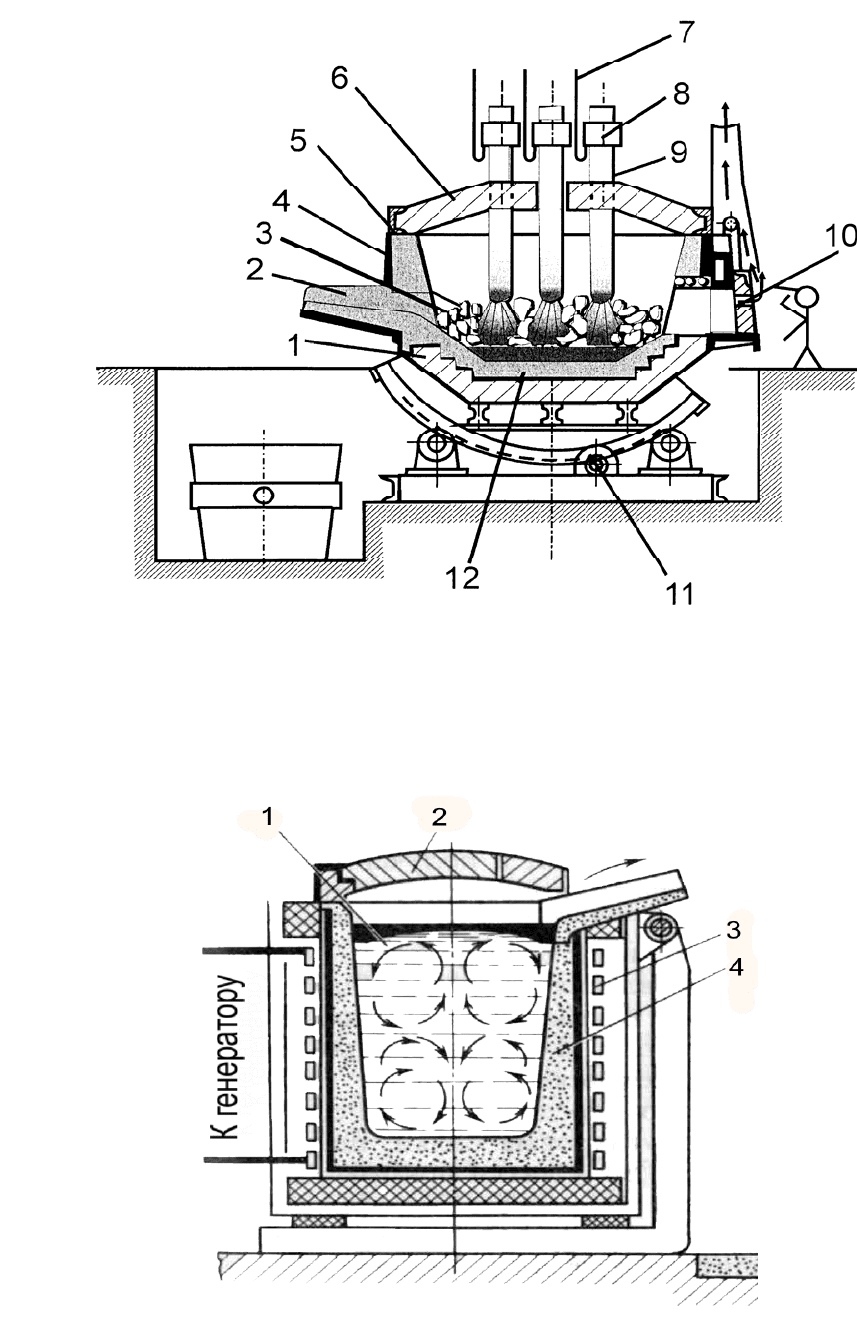
Рис. 1. 23. Схема дуговой плавильной печи: 1 - днище печи; 2 -
желоб; 3 - шихта; 4 - стальной кожух; 5 - боковая стенка; 6 - свод; 7 -
кабель; 8 - электрододержатель; 9 - электрод; 10 - контрольное окно;
11 - поворотный механизм; 12 - под печи
Рис.1.24. Схема индукционной тигельной печи: 1 - вихревые пото-
ки; 2 - свод печи; 3 - индуктор; 4 - тигель