Martin P.M. Handbook of Deposition Technologies for Films and Coatings, Third Edition: Science, Applications and Technology
Подождите немного. Документ загружается.


Non-Elemental Characterization of Films and Coatings 721
in properties may be position dependent for reasons such as: angle-of-incidence of the
depositing flux, plasma density variations, heating variations, presence of nearby virtual
leaks, etc.
After the samples have been removed from the fixturing they may be subjected to further
testing. Simple and easy tests may be used to determine functionality and relative comparison.
These simple tests include: (i) adhesion; (ii) residual stress; (iii) reflectivity; (iv) electrical
resistivity; (v) thickness; (vi) optical transmission of films on optically transparent substrates
for thickness or pinholes; (vii) some types of elemental composition; (viii) chemical etch rate;
and (ix) oblique lighting to see bumps on smooth surfaces. Often these simple tests can give
the first indication of problems in processing or functionality. In many cases one
characterization technique will give results that depend on several properties of the material.
For example: a chemical etch rate test will depend on film density, pinholes, surface area,
thickness, and chemical composition.
After the films have been exposed to the ambient, do they change with time? Changes may be
evident in color, adhesion, chemical composition of the surface, wetting angle, or bondability.
After the simple and easy tests, the films may be subjected to more complex and
comprehensive tests which generally take a much longer time and require special techniques
and configurations.
In many cases, the functionality of the system must be determined in context of the intended
use of the film. The best test is the operational life-test where the film is used as it would be in
service and samples are tested periodically to determine any degradation. Since this means a
long test period, it is often desirable to used accelerated life-tests where the degradation
mechanisms are accelerated by increasing the temperature (corrosion, diffusion processes),
chemical concentration (corrosion), cyclic rate (fatigue failures), etc. A comparison between
the accelerated tests and the operational tests gives an acceleration factor. A major concern in
accelerated life tests is to be sure the right degradation mechanisms are being accelerated.
Most often, both types of tests (operational and accelerated) are run, and in addition, control
samples (archival or shelf samples) are kept in pristine condition so that operational or
accelerated aged samples can be compared to the original materials. All of this assumes that
the samples were reproducible when fabricated.
Many characterization techniques require destruction of the sample. Examples are: many
adhesion tests, some compositional profiling techniques, mechanical properties testing. In
some cases, evaluations may be made by non-destructive evaluation (NDE) tests and the tested
sample can be used for further processing. Examples are: electrical resistivity (four-point
probe resistivity), adhesion (tensile pull to value, ‘Mattox bad breath test’), and composition
(x-ray fluorescence).

722 Chapter 15
Characterization may be at all levels of sophistication and expense. In this chapter, we discuss
some of the most common characterization techniques, but before a characterization strategy is
developed, the following questions should be asked.
Most important – is the processing and product reproducible?
How will the information be used?
How varible is the product from lot-to-lot, and from various positions in the deposition
system?
Are the statistics correct? Should a statistician be consulted?
In development work: are the experiments properly designed to give the information
needed to establish limits on the processing variables and the product properties?
What is important? Who determines what is important and the acceptable limits?
How quickly is the information (feedback) needed?
Who will do the characterization? Are the right questions asked, and is the necessary
background information provided?
Does the testing program include subsequent processing, operational, and
environmental considerations?
Is needless characterization being done, or can simpler and less expensive
characterization methods be used?
Can the characterization be done effectively in the necessary environment
(development, production, quality assurance) and by the required workers (Ph.D.’s,
hourly workers)?
How will the specifications for the characterization methods be written?
Specifications must be written for characterizations that must be done repeatability. Methods
of characterizing the sample should be carefully specified. Often professional organizations
have specifications and standards for determining specific properties, tests, procedures, or
processing [2]. These specifications and standards may be classed as: (i) industrial;
(ii) military; and (iii) international.
Some of the organizations that have specifications and standards are:
Mil. Specs – Military Specifications
ISO – International Standards Organization
ASTM – American Society for Testing and Materials

Non-Elemental Characterization of Films and Coatings 723
ANSI – American National Standards Institute
API – American Petroleum Institute
ASME – American Society of Mechanical Engineers
ASQC – American Society for Quality Control
AWS – American Welding Society
AVS – American Vacuum Society (recommended practices)
EIA – Electronic Industries Association
IEEE – Institute of Electrical and Electronic Engineers
IES – Illuminating Engineering Society
ISA – Instrument Society of America
NEMA – National Electrical Manufacturers Association
SAE – Society of Automotive Engineers
UL – Underwriters Laboratories
NBS – National Bureau of Standards
IPC – Institute for Interconnecting and Packaging Electronic Circuits
Others
There are several ways of retrieving the standards and specifications. One is the VSMF
microfilm system with a subject index and microfilmed standards and specifications.
ASTM (American Society for Testing and Materials) has a series of publications of their
standards.
In many cases, published standards and specifications have to be modified for a specific
application.
15.3 Film Formation
In order to understand how some of the unique film properties come about, we need to
understand how the film fabrication is performed. Other chapters in this volume treat the
subject of film fabrication methods. In addition, we need to understand how a film or coating is
formed with a specific fabrication process. For example: let us summarize how atomistically
deposited films are formed.

724 Chapter 15
The stages of atomistically deposited film formation are [3]: (i) surface preparation;
(ii) condensation and nucleation of the adatoms; (iii) interface formation; (iv) film growth and;
in some cases (v) post-deposition treatments. The characteristics of these stages may be very
dependent on processing parameters. For example: (i) substrate heating is normally a very
important process variable; (ii) angle-of-incidence of the depositing material flux may be
important in developing the film morphology; and (iii) concurrent energetic particle
bombardment during deposition may be used to modify all stages of film growth [4, 5].
Surface preparation may be defined as the treatment of a surface in order to obtain satisfactory
processing, function, or stability [6]. Surface preparation may be in the form of: (i) cleaning;
(ii) modification of surface chemistry; (iii) modification of the physical or morphological
properties of the surface; (iv) formation of nucleation sites or addition of nucleating agents
(sensitization); and (v) activation of the surface to make it more chemically reactive.
When adatoms impinge on a surface they may have a degree of mobility on the surface before
they nucleate and condense [5, 7, 8]. The nucleation density of adatoms on a substrate surface
(and mode of growth) determines the interfacial contact area and the development of
interfacial voids – generally a high nucleation density is desirable for good film adhesion. The
nucleation density depends on the kinetic energy and surface mobility of the adatoms,
chemical reaction, and diffusion of the adatoms with the surface, adsorbed surface species [9],
and the nucleation sites available [10].
The nucleation stage of film formation may be studied by: (i) Transmission Electron
Microscopy (TEM); (ii) Scanning Tunneling Microscopy (STM) [11]; (iii) electrical
conductivity and temperature coefficient of electrical conductivity (conductors on insulating
substrates); (iv) optical transmission as a function of mass deposited (film on transparent
substrate); (v) extinction of the XPS (x-ray photoelectron spectroscopy) signal from
the substrate as a function of deposited mass; or (vi) changes in the work function with
deposited mass.
Interface formation will begin during nucleation of the adatoms on the surface and may
proceed throughout the deposition process and even during post-deposition processing,
subsequent processing, and in-service usage, depending on conditions.
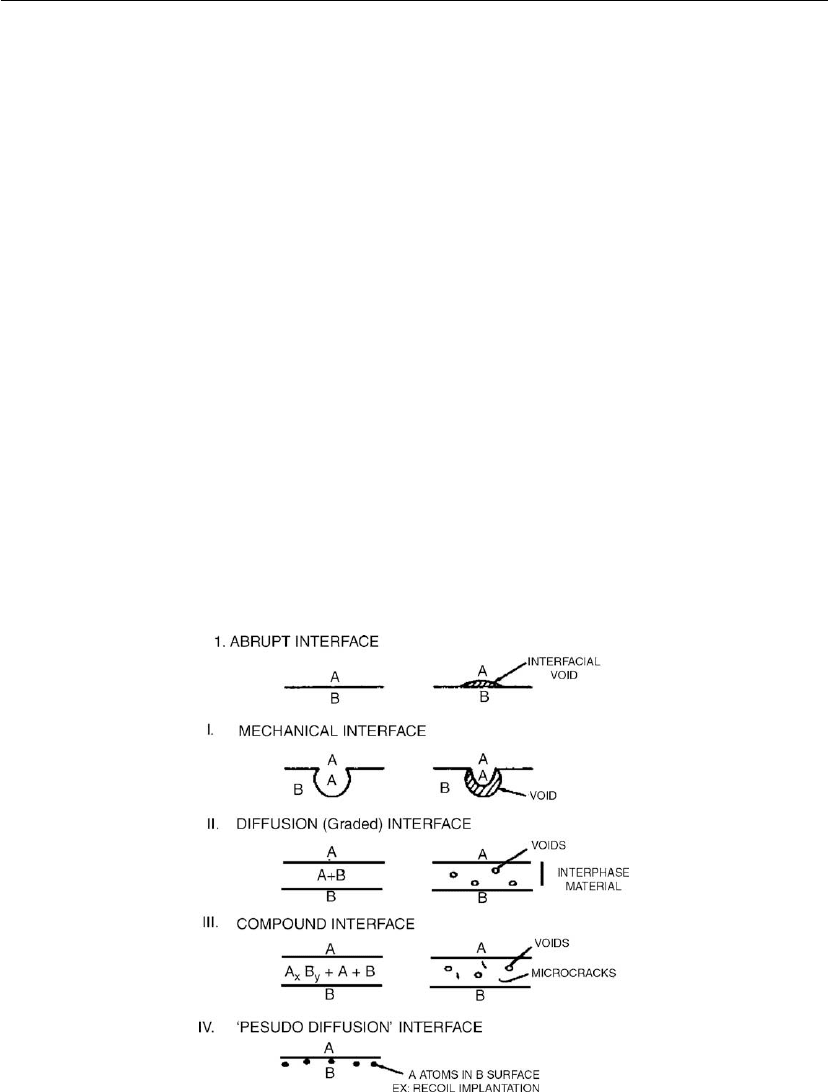
The interfacial types may be categorized as [3]: (i) abrupt; (ii) mechanical; (iii) diffusion;
(iv) compound; and (v) pseudodiffusion. The abrupt interface is formed when there is no
diffusion and thus the interface is a sharp transition from one material to another in the space
of a lattice parameter (e.g. Au on NaCl). In this case the gradient of materials properties is
large. Due to the lack of reaction and the method of film growth, interfacial voids may be
formed at the abrupt interface giving poor adhesion. The mechanical interface is an abrupt
interface with mechanical interlocking. This type of interface may provide good adhesion if
the surface roughness is ‘filled-in’ and interfacial voids are avoided.
Non-Elemental Characterization of Films and Coatings 725
The diffusion type interface is formed when there is interdiffusion of the film and substrate
materials. A problem with this type of interface may be the development of voids in the
interfacial (interphase) material if the diffusion rates of the materials are different (Kirkendall
voids) [12]. In the compound interface, diffusion is accompanied by reaction to form a
compound material. The interphase material formed may be brittle, have Kirkendall voids, and
develop microcracks due to the stresses developed in forming the compound material [13] – all
of which reduce the fracture strength of the interface region and hence lower the film adhesion
[14]. The pseudodiffusion type of interface may be formed under low-temperature deposition
conditions or when the materials are insoluble, by physically mixing the depositing materials
during multilayer film deposition, or by implantation or recoil implantation of atoms into the
substrate surface. Figure 15.1 schematically depicts the types of interfaces and problems that
can be associated with each type of interface.
Heating during deposition may enhance diffusion of chemical reactions of the depositing
atoms with the surface. Energetic particle bombardment may alter the interface formation by
affecting the nucleation processes (cleaning, changes in surface chemistry, nucleation sites),
by increasing the contact area, decreasing the interfacial voids, generating surface defects,
enhancing chemical reaction, and by providing a high thermal input into the surface region.
Generally interfaces and interphase materials are difficult to characterize because of their
small extent and the dependence of the materials properties on interfacial flaws and the
Figure 15.1: Types of interfaces and problems that can be associated with each type of interface.

726 Chapter 15
properties of the surrounding materials. Interfaces may be studied by TEM techniques.
Fracture-related studies may also be informative.
Film growth occurs by nucleation on a ‘like-material’ and the same considerations as for
nucleation on a foreign surface apply. In addition, larger-scale effects must be considered. In
particular, at low deposition temperatures, geometrical effects may lead to the development of
a columnar growth morphology [15] that often leads to undesirable film properties such as
microporosity, low film density, high chemical etch rates, contamination retention and others.
The addition of energetic particle bombardment during deposition can change the growth
morphology giving a more dense film [16–20].
For reactive film deposition processes, two general cases exist. In the first case, there is a
condensible species and a gaseous reactive species (e.g. Ti + N). In the second case, both
species are condensible and reactive under the proper conditions but may only form a mixture
under other conditions (e.g. Ti + C). In reactive film deposition processes, the rate and degree
of reaction is dependent on the chemical reactivity of the reactive species, the temperature,
the extent of the reaction, and the availability of the reactive species to the depositing
species which, in turn, may be very dependent on system geometry and relative surface
areas [21].
When a reactive species is present, concurrent energetic particle bombardment enhances
chemical reactions. The nature of this enhancement is poorly understood since heating,
physical collisions, molecular fragmentation, intermediate species, and the presence of
energetic electrons (secondary electrons) may each play a role in the chemistry of the reaction.
The existence of bombardment-enhanced chemical reactions is well established in etching
studies where the reaction products are volatile [22, 23] and bombardment effects are found in
reactive film deposition processes where the reaction products are non-volatile (reactive
deposition) [24].
In the condensation of atoms, a residual lattice strain developed which is usually evident as a
residual tensile stress in the film. Where there is concurrent bombardment during deposition,
this strain may be compressive in nature due to the atomic peening (stuffing) of atoms into the
lattice by recoil implantation. These growth stresses are very important to some film properties
such as adhesion and stability [14, 25, 26].
It should be realized that very few surfaces are chemically and physically homogeneous.
Inhomogeneity in the substrate surface leads to variations in film nucleation, growth, and
properties. Processing which leads to greater surface and growth homogeneity will lead to
greater film homogeneity.
Substrate morphology, surface chemistry, and physical properties may have a important affect
on film growth and thus on the subsequent film properties. Substrate specification and
characterization are important parts of process development and production reproducibility.

Non-Elemental Characterization of Films and Coatings 727
Specifications for the in-coming substrate material and the surface preparation must be
included as part of the process development.
Post-deposition processing may be used to change the film or interface properties. Such
processing includes: (i) burnishing or shot peening (soft metal films); (ii) rapid thermal
processing [27]; (iii) annealing; (iv) ion beam mixing [28].
15.4 Elemental and Structural Analysis
Some elemental and structural analysis techniques are covered in other chapters of this book
(others are not, see Ref. [29]) but since they are closely tied to the non-elemental
characterization techniques that are covered in this chapter, a few points about this type of
characterization from that point of view are included here.
Elemental and structural analysis is typically done by someone separate from the processing
activity. Often the analysts are very parochial, so careful consideration is required to determine
which analytical technique is best suited to the question/problem at hand. At the least, several
people and techniques and several sources of information may be required to make a decision.
It may be necessary to work with the analyst to develop a program which will answer the
questions that need to be addressed.
Each analytical person/technique must be given the background necessary obtain the needed
information. If the person using the scanning electron microscope looks for unusual features
and takes pictures of strange things on the surface, a very distorted view of the product will
emerge. If an Auger analysis of a sample that was carried in a week ago doesn’t have carbon
on the surface, then the Auger system is not working right. If hydrogen in the film is a concern,
then Auger analysis is not appropriate; Nuclear Reaction Analysis is needed. Many analytical
techniques are very dependent on the sample preparation. Generally, one must determine if the
findings of elemental and structural analysis are important or not. The product or process
engineer must work with the analyst to obtain meaningful results.
In compositional analysis there is a big difference in time and effort between detection with
relative values and absolute numbers. Usually, to get absolute values, it is necessary to obtain
or make standards for comparison and this may be very difficult. Often it is just as informative
to get relative values. It is also very important to have archival samples with which to compare
the analytical results.
Surface analysts take great pride in getting the highest resolution possible, but often variations
(e.g. pinholes) in a large area and high resolution of a small area (such as a SEM analysis) is
not appropriate, and other characterization techniques should be used.
Elemental and structural analysis is a great way to run up characterization costs. Typically the
turn-around time and feedback times are long. Pretty pictures of microstructures and absolute

728 Chapter 15
numbers from compositional analysis may not be necessary but they might look good in a
report or paper.
15.5 Some Proper ty Measurements
Many different property measurements may be made on a film or coating. In many cases, the
property measurements are highly specific. This part of the chapter will concentrate on a few
of the most common property measurements.
15.5.1 Adhesion
Good adhesion, as defined by the fabrication, testing, and service conditions, is a fundamental
requirement of any film-substrate system. Good adhesion is determined by a large number of
factors, many of which are difficult to control without careful processing. Process development
is often done in an empirical manner, aided by some basic considerations of the factors most
likely to give good adhesion and properties which are detrimental to good adhesion. From
these considerations one can decide what must be done to obtain good adhesion and the proper
procedures for testing the adhesion
The American Society for Testing and Materials defines adhesion as the ‘condition in which
two surfaces are held together either by valence forces or by mechanical anchoring or by both
together,’ (ASTM Definition D 907-70) [30]. In engineering applications, adhesion is the
physical strength of an interface between regions of a material system. Such interfaces are
found in grain boundaries, solids in contact (friction, wear), and in film-substrate systems.
Adhesion failure is the separation of the materials at or near the interface over a large area,
usually under stress. Adhesion failure is the end result of fracture and/or deformation of
material and may depend on the properties of the substrate material near the interface (nearby
material), the interphase material or the film material.
Adhesion strength is an irreversible macroscopic property of the system and is amenable to
specification and testing. ‘Good adhesion’ is when the interfacial region (or nearby material)
does not fail under service conditions nor at unacceptably low stress levels under fabrication
and test conditions [3].
The mechanical properties of the interfacial (interphase) material are crucial to good
adhesion. This interfacial material may have a composition, microstructure, and properties
which differ from either of the bulk materials. An interface may be sharp or diffuse, rough or
smooth.
The formation or presence of the interfacial region may affect the composition, stress, or
microstructure of the nearby material (film or substrate) which may be weakened by a number
of processes such as diffusion or flaw formation.

Non-Elemental Characterization of Films and Coatings 729
The stresses which may cause adhesion failure include: mechanical (tensile, shear,
compressive, shock, fatigue), chemical (corrosion, solution) and thermal/time (diffusion,
reaction). Internal (residual) film stresses may contribute to the failure [3].
The principal methods of attaining adhesion are by: surface energy reduction [31–33], high
fracture energy of the interfacial region [3, 14], or the use of bonding agents to provide a ‘new’
surface.
The deposition process and process variables may have an important bearing on the resultant
adhesion by changing the nucleation, growth and properties of the deposit. Energetic
processes, such as high temperature or high particle kinetic energy processes [34], promote the
formation of diffusion, compound, or pseudodiffusion type interfaces. High temperature
processing imposes constraints such as matching the coefficient of expansion of the deposited
material to the substrate materials so that thermally-induced residual stresses are not produced
during cool-down.
Post-deposition treatments may be used to increase adhesion. These treatments include:
heating, ion mixing (e.g. see Refs. [28, 36]) and the diffusion of reactive species to the
interface [36, 37]. Heating of the film-substrate couple allows stress relief in some systems
[38, 39]. Even time alone under ambient conditions can give changes in the adhesion. This
may occur by allowing stress relief (grain growth) and diffusion of species to the interface. For
example, plasma cleaning of glass surfaces prior to silver deposition has been shown to give a
time-dependent improvement in the adhesion of the silver films after deposition [40].Of
course some post-deposition treatments, such as may occur during subsequent processing, can
cause loss of adhesion.
The loss of adhesion under mechanical stress (tensile, compressive, shear) occurs by
deformation and fracture of material at or near the interface. The fracture mode (brittle or
ductile) depends on the properties of the material and the presence of flaws which may create
easy fracture paths and can act as stress concentrators to initiate and propagate the fracture.
Another important factor in fracture propagation is the presence of stress and stress gradients
in the material. These stresses may enhance fracture propagation (tensile stress) or retard
fracture propagation (compressive stress), to some degree. The stress may be intrinsic to the
system – arising from the deposition process, or may be extrinsic – arising from applied
stresses. In either case, the nature of the stresses which appear at the interface depend on the
properties of the materials involved.
Localized regions of high intrinsic stress may be found in films due to growth discontinuities
or defects such as pinholes [41] or nodules, or near features such as edges. These stressed
areas may lead to localized adhesion failure under applied stress.
The fracture path is determined by the properties of the film and substrate materials, the
presence and distribution of flaws, stress distribution, and the presence of features which may

730 Chapter 15
blunt or change the fracture propagation direction. Conceptually, the energy needed to
propagate the fracture and create the new surfaces can be measured and this fracture energy
would be a good measure of the adhesion of the system [42, 43]. Energy may be absorbed by:
(i) plastic deformation (slip, atom motion); (ii) elastic deformation (heat); (iii) generation of
free surfaces.
The fracture of a brittle material is often accompanied by acoustic emission which results from
the release of energy. This acoustic emission has both an energy and a frequency spectrum
[45]. In one method of the detection of adhesion failure by acoustic emission, the coated
surface is scratched by a rounded diamond point and the load on the point is increased while
monitoring the acoustic emission using a piezoelectric accelerometer. This mode of detection
is often more sensitive than the normally-used optical detection techniques
The fracture of an insulator interface is often accompanied by the emission of electrons,
photons and/or ions (fractoemission). This fractoemission is probably due to microdischarges
resulting from charge separation during fracture [45].
Adhesion is determined by the nature of the stresses that appear at the interface and the
fracture energy needed to propagate a fracture. Good adhesion is promoted by: high fracture
toughness of the materials, low concentration of flaws, non-planar defects, presence of fracture
blunting features, interfacial roughness that necessitates the change of direction of a
propagating fracture, low stresses and stress gradients, and the absence of operational
degradation mechanisms.
Poor adhesion may be attributable to: low degree of chemical bonding (as evidenced by a low
nucleation density), poor interfacial contact, low fracture toughness (brittle materials, flaws,
stresses), high residual film stresses, and operational degradation mechanisms. Poor adhesion
may be localized, giving local failure on stress (pinholes, nodules, spallation).
Loss of adhesion may also occur due to non-mechanical stresses such as: corrosion or solution
of interfacial material, generation of flaws, diffusion to or away from the interface of species
which can influence adhesion, precipitation of diffusing species (e.g. H, He) at the interface, or
static fatigue processes that propagate existing flaws in brittle materials. These degradation
processes are often time, temperature, and environment dependent.
An example of the loss of adhesion due to corrosion effects is the degradation of some Ti-Au
metallizations in an HCl environment [46]. This electrochemical degradation may be
eliminated by the addition of a thin intermediate layer of palladium between the titanium and
the gold.
An example of the loss of adhesion due to diffusion is the diffusion of chromium from the
interface of an oxide-Cr-Au metallization through the gold to the surface on heating to
>200
◦
C in air. At the surface, the chromium oxidizes and creates a non-bondable surface and