Mark J. Kirwan Paper and Paperboard Packaging Technology
Подождите немного. Документ загружается.

FIBRE DRUMS
207
7.6 Waste management
Fibre drums can either be reused, the component materials recovered and recycled,
or disposed of in energy-to-waste systems. Internationally agreed identification
code data and a recyling logo can be applied to drum sidewalls and bases which
indicate their composition (SEFFI, 2004). This information is used as a guide to
recycling. Fibre drum manufacturers can provide information and support on all
environmental and waste management issues. This can include advice with respect
to drum recycling companies and equipment to assist recycling.
7.7 Summary of the advantages of fibre drums
•
Bespoke designed pack, matching customers’ specific requirements
•
Cost effective compared with metal alternatives
•
Available globally in a wide range of diameters, heights and styles
•
The fibre is naturally renewable and both the fibre and the other components
are easily recoverable and recyclable
•
Fibre drums can incorporate linings and barriers, increasing their performance
and range of applications
•
Approved for the packing and transportation of hazardous solids
•
Used predominantly by the chemical, pharmaceutical and food industries.
7.8 Specifications and standards
A British Standard for fibreboard drums, BS 1596:1992, provides a minimum
specification, a series of definitions and the normal size/capacity range. BS 1133-7.4:
1989 Packaging Code describing paper and board wrappers and containers
including fibreboard drums is also a current standard.
European standard BS EN 12710:2000 covers the construction requirements of
fibre drums in the 15–250l range.
Hazardous products which are allowed to be packed in fibre drums are listed in
the UN Orange Book, with its proper title being, Recommendations on the Transport
of Dangerous Goods: Model Regulations.
Reference
Hanlon, J.F., Kelsey, R.J. & Forcino, H.E., Handbook of Package Engineering, Third edition, p. 201.
SEFFI, 2004, Identification codes for drum sidewall and base materials and components (Website).
Websites
SEFFI (European Fibre Drum Association), www.seffi.org.
Industrial Packaging Association at www.theipa.co.uk.
Fibrestar Drums, www.fibrestar.co.uk.
8 Multiwall paper sacks
The Environmental and Technical Association for the Paper Sack
Industry
8.1 Introduction
Multiwall paper sacks are concentric tubes of 2–6 layers (or plies) of paper with
a choice in the type of end closure. Many different designs of paper sack will be
described in this chapter. The designs differ mainly in respect of whether the sack
is to be filled through an open mouth or a valve, which in turn depends on the
product and the volume to be handled. Valve designs are closed automatically as
a consequence of their design and there are various methods, including sewing and
tying with wire, for closing the open mouth paper sack.
Other key features of the specification are the number of plies and the types of
paper and other materials used by way of paper coatings, impregnations, laminations
or whether separate liners are incorporated depending on the product, protection and
performance required.
Paper sacks were developed in the late 1800s and became a major type of
packaging from the 1920s. Their traditional uses from the early days were building
materials, chiefly cement, foods such as flour, dried milk, sugar and potatoes,
animal feed, chemicals and fertilisers. Today, it is claimed that over 2000 different
products are packed in paper sacks in the USA. Advantages for paper sacks
include easy bulk palletisation, stacking and handling and the fact that plain paper
sacks, as for instance are used for cement, are permeable to air allowing the products
to ‘breathe’.
Paper sacks have been used to pack up to 50 kg of products but this weight has
been reduced to ease handling and meet health and safety requirements. Furthermore
with a wide use of paper sacks in the retail sector today, where there are customer
convenience needs, the weights range from 25 down to 10 and 5 kg. Products
packed for the retail trade include cement and similar materials in DIY, together
with gardening products, pet food and pet litter. The retail trade also requires
a higher quality of printing and features such as carrying handles.
Over four billion paper sacks are used per annum (pa) in Europe and over three
billion pa in the USA. The typical end-use range is shown in Table 8.1.
8.2 Sack designs
There is a wide range of sack designs from which users may choose to meet
their requirements. When making the choice, account will need to be taken of the
Paper and Paperboard Packaging Technology
Edited by Mark J. Kirwan
Copyright © 2005 by Blackwell Publishing Ltd
MULTIWALL PAPER SACKS
209
properties of the product to be packaged, the requirement of the filling, closing
and distribution systems and the needs of the final user.
8.2.1 Types of sacks
The first basic division of paper sack types is open mouth and valved designs.
Each of these may be subdivided into pasted or sewn closure types and into further
subdivisions by the sack body being either gusseted or flat. Further minor variations
can also arise from the inclusion of certain other design features.
Not all the possible combinations of design features are practicable due to the
restrictions in manufacturing machinery or sack design geometry.
A schematic range of multiwall sack designs are shown in Figures 8.1 and 8.2.
Each design will now be discussed briefly outlining the important features, advantages
and limitations, etc.
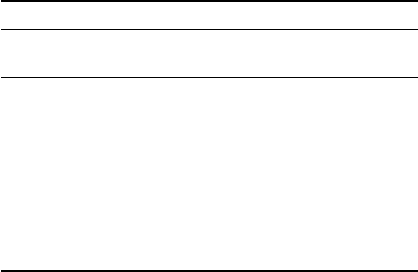
8.2.1.1 Open mouth sacks
There are four basic open-mouth sack designs depending on the type of closure
types, namely sewn, pasted, pinched and double-folded closures (Fig. 8.1).
Open mouth, sewn, flat sack
This is the simplest form of multiwall paper sack (Fig. 8.1a). It may be directly
compared with the traditional jute and cotton sacks that have been used for centuries
to pack granular and powdered products. The name ‘pillow sack’ is sometimes
used to describe this design, which has an inherent disadvantage in that, when filled,
corners tend to jut out. These can give rise to difficulties after palletising, by snagging
against objects to cause tearing and leakage.
There are certain considerations that may dictate the use of these sacks. For
instance, it is possible to include a layflat seamless polyethylene film tube as the
Table 8.1 End-uses of paper sacks (in Euro)
Source: Eurosac.
European end-uses for 2001
Product end-use Quantity used in 2001
(in million units)
%
Building materials 2204 50.1
Mineral products 158 3.6
Food products 704 16.0
Animal feed 496 11.3
Chemicals and fertilisers 448 10.2
Refuse sacks 88 2.0
Seeds 104 2.4
Miscellaneous 195 4.4
Total 4397 100.0
210
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
innermost ply. Such a sack may be heat-sealed within the line of the sewing to
give an hermetic closure. These layflat film tubes may also be made longer than the
paper plies by including a Z-fold section in the tube length. This enables it to be
pulled out, filled and closed as a separate operation prior to the closure of the
paper plies.
(a) (b) (c)
(d) (e)
(g)
(f)
Figure 8.1 A schematic range of open mouth multiwall sack designs: (a) sewn, flat; (b) sewn,
gusseted; (c) pasted, flat; (d) pinch closed, flat; (e) pinch closed, gusseted; (f) pasted, double-folded,
flat; and (g) pasted, double-folded, gusseted.
MULTIWALL PAPER SACKS
211
Open mouth, sewn, gusseted sack
By having gussets inserted at the sides of the sack, the user is ensured of a rectangular
block shape after filling (Fig. 8.1b). The choice of face width, gusset depth and
sack length will be governed by factors mainly associated with the volume of contents
and palletising requirements.
Because of the gusset folds, it is not possible to include an internal polyethylene
layflat film liner contiguous with the paper plies. In certain circumstances, it
is feasible to include an edge-folded layflat tube of polyethylene film, which is
inserted into one sidefold of each gusset. A Z-fold may also be included in this
construction, as with the open mouth, sewn, flat sack.
The most popular gusset sizes are 75mm, 100mm, 125 mm and 200mm. Larger
gussets than these are possible but the filled shape of the sack becomes less
rectangular.
Open mouth, pasted, flat sack
The pasted bottom closure (Fig. 8.1c) will automatically give filled sacks a rectangular
end, and a sewn closure at the top will allow them to be either butted or overlapped
when stacked onto pallets. A layflat polyethylene film liner can be incorporated
into this sack during manufacture, which may be made longer than the sack plies
by the inclusion of a Z-fold.
The open mouth, pasted, flat sack may be designed as a baler bag. Here the sack
is a preformed wrapper for packing single items, quantities of small containers, trays
of eggs, etc. Baler bags can be made with bottom widths up to approximately 350mm.
The top of a baler bag is generally folded down and sealed by either tape or adhesive.
Open mouth, pinch closed, flat sack
The pinch closed sack (Fig. 8.1d) is one with an envelope-type closure, as the
design uses an extended flap at each end, which is folded over and glued down.
This allows a fully sealed barrier sack to be made using a thermoplastic-coated
aluminium foil to paper laminate as the innermost ply. This may be sealed at the
side seam and at each closure to encapsulate the contents.
Pre-applied hotmelt adhesive may be employed on the open mouth flap of the
sack for the user to close by re-activating with hot air.
Performance figures for pinch closed sacks compared with the same size of
sewn sacks show the design makes a stronger sack, which effectively means that
they may be of lighter construction to give equal performance.
If a barrier ply is present next to the sack contents, it is generally important for
the sack closure to include an effective seal of the barrier ply. With pinch closed
sacks, a heat seal may be included above the fold line of the flap so that, after
closure, no stress is put on the heat seal by the contents. By using a layflat tube of
polyethylene film for the innermost ply, which is heat sealed at both closures, the
product can be very effectively encapsulated.
There is a variation to this design in which the open mouth flap is trimmed
away during the final stage of manufacture to allow the user to make a normal sewn
closure. A tear string may be incorporated into the closed flap, during manufacture,
as an easy-opening device.
212
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
Open mouth, pinch closed, gusseted sack
The inclusion of gussets overcomes the problem of sharp corners and the filled sack
can assume an almost perfect rectangular block shape (Fig. 8.1e). As with sewn
sacks, the gussets prevent the incorporation of a contiguous polyethylene film tube
but a side-folded layflat film tube inserted into one side of each gusset is possible.
The design variation, in which the top flap is trimmed off to allow closure by sewing,
is also available, as is the easy-opening tear string.
Open mouth, pasted, double folded, flat sack
A pasted bottom closure may be achieved on a flush-cut multiwall paper tube by
simply folding the bottom edge over twice and gluing (Fig. 8.1f). To ensure a strong
closure, and to resist any tendency for the bottom to unfold, the outer ply is slit on
the edges to form a flap which is adhered to the body of the sack above the folding.
These sacks are also known as ‘double fold’ and ‘roll bottom’ sacks. The user closure
is normally made by sewing. A layflat polyethylene film may be incorporated as the
innermost ply at the tubing stage of manufacture.
Open mouth, pasted, double folded, gusseted sack
The presence of gussets results in a rectangular shape after filling, and the packer/
filler closure is normally made by sewing (Fig. 8.1g). A contiguous layflat tube cannot
be incorporated into the construction but it is possible to include an edge-folded
layflat polyethylene film tube into one side of each gusset.
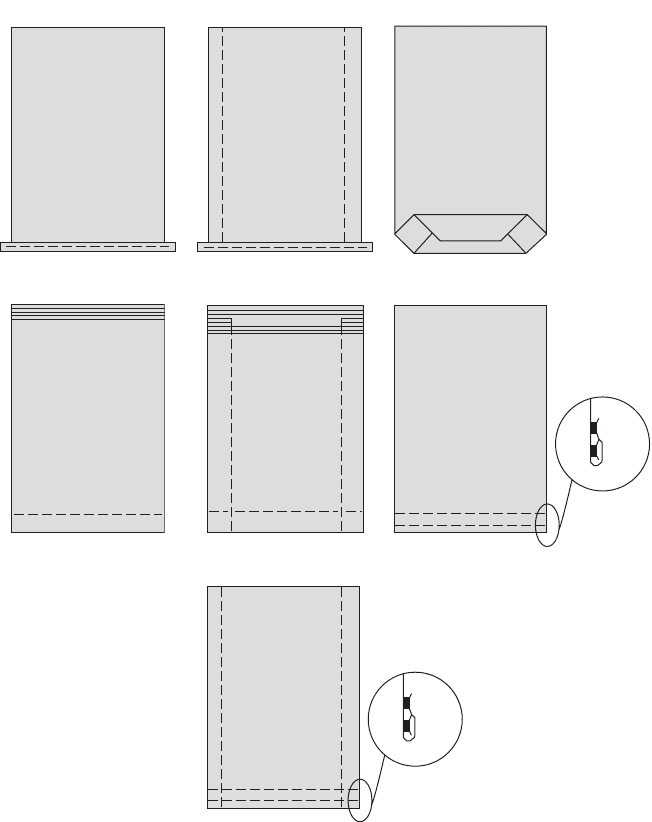
8.2.1.2 Valved sacks
A valved sack is closed at both ends during manufacture and includes an opening
for filling purposes in one corner. Valved sack designs may be divided in a similar
manner to open mouth sacks; first into sewn and pasted types and then into the
gusseted and flat varieties (Fig. 8.2). There is a further subdivision of the valved,
pasted, flat sacks into those made from either stepped-end or flush-cut multiwall
tubes.
Valved, sewn, flat sack
The valve of this sack can be inserted only by a complex manual operation during
manufacture and the filled sack has the disadvantage of protruding corners (Fig. 8.2a).
The valved, pasted, flat sack has superseded it almost totally.
Valved, sewn, gusseted sack
This design of sack also requires complex manual corner folding for the valve
insertion stage of manufacture (Fig. 8.2b). Although the presence of the gussets
overcomes the protruding corners problem, the demand for this type of sack is
negligible and it has largely been replaced by valved, pasted sack designs.
Valved, pasted, flush-cut, flat sack
In the manufacture of paper sacks, the paper is drawn from the reels and formed
into a flattened tube which is then separated into the required length needed for the
MULTIWALL PAPER SACKS
213
sacks. With flush-cut sacks, the preformed tube is cut into lengths with a guillotine
or chop knife (Fig. 8.2c).
The use of a flush-cut tube is the simplest way to achieve a folded and pasted
closure. Sacks made in this way are usually given an additional paper-capping strip
on each end to strengthen the closure and resist sifting. Alternatively, longitudinal
slits may be made in the ends, down to the diagonal fold, to form rectangular flaps
for pasting down.
Valved, pasted, stepped-end, flat sack
The multi-ply tubes for stepped-end sacks are made in similar manner to those for
flush-cut sacks, but the individual plies are perforated before the tube is formed
(Fig. 8.2d). The tube is separated into sack lengths by pulling apart the perforations.
By this means the ply ends may be stepped relative to each other, and by perforating
in a different pattern for each ply, it is possible to substantially increase the area
that is available for folding in and pasting. The stepping also allows the individual
ends of the plies to be pasted and incorporated directly into the closure. Stepped-end
(a) (b) (c)
(d) (e)
Figure 8.2 A schematic range of valved multiwall sack designs: (a) sewn, flat; (b) sewn, gusseted;
(c) pasted, flush-cut, flat; (d) pasted, stepped-end, flat; and (e) pasted and sewn, flat.
214
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
sacks do not generally require caps and may be made from multiwall tubes of two
to six plies.
Valved, pasted and sewn, flat sack
This design of sack enables a pasted valve to be used for filling and allows the
final customer easier access to contents through the sewing line (Fig. 8.2e). Carrying
handles may also be included with the sewing line.
8.2.2 Valve design
Valves used in paper sacks are held closed after filling, either by the pressure
of the contents of the sack or by the folding down of an external sleeve. These
are termed ‘internal’ and ‘external’ valves respectively and either design may be
incorporated into sewn or pasted types of sacks. There are many possible combin-
ations of the various valve design features, especially with pasted valves, and it is
not possible to illustrate all of these in this guide. (Users are advised to consult
paper sack suppliers for more specific information.)
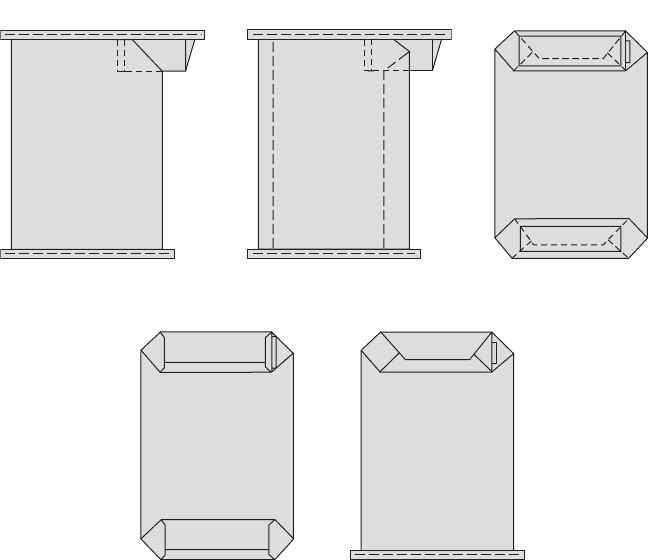
8.2.2.1 Valve designs for sewn sacks
Sewn sack valves are made by folding in one corner of the sack prior to sewing the
closure. An extended corner or ‘notch’ may be employed in the multi-ply tube to
allow a greater length of paper to be folded in to form the valve.
The simplest valve is made without the use of any additional paper, but generally
a folded paper patch is inserted and sewn in as the internal or external component.
Figure 8.3 shows the three basic sewn valves.
8.2.2.2 Valve designs for pasted sacks
The simplest type of filling valve is for one corner of a capped flush-cut pasted
sack to be left unglued. Such a design is weak and a strengthening patch of paper
is usually included under the corner fold.
(a) (b) (c)
Figure 8.3 Valve designs for sewn sacks: (a) plain sewn valve; (b) internal sewn valve; and
(c) exterior sewn valve.
MULTIWALL PAPER SACKS
215
An improved type of valve is achieved by the inclusion of a flattened tube of
paper or plastic film into one corner to form either an internal or an external valve.
In addition to the tubular component of the valve, it is possible to insert other
paper or plastic components to produce a whole variety of designs to improve the
efficiency of the valve or to tailor the valve design to the filling requirements.
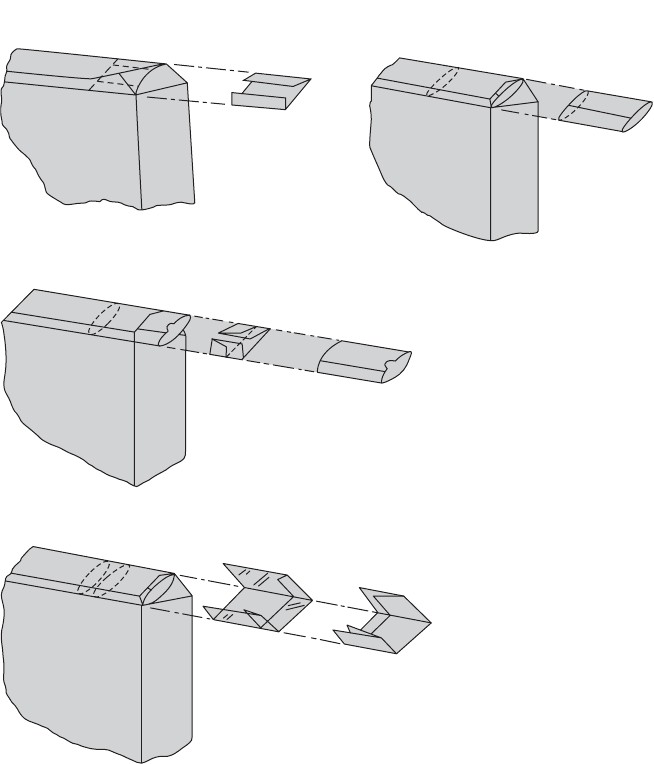
It is not possible to illustrate all the combinations of design features, but Figure 8.4
shows the six basic types of valve design used in pasted sacks.
(a) (b)
(c)
(d)
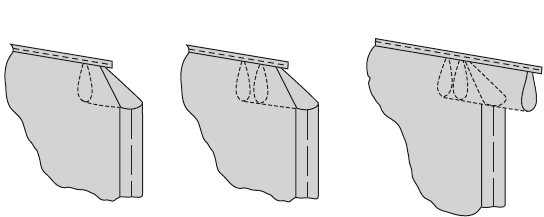
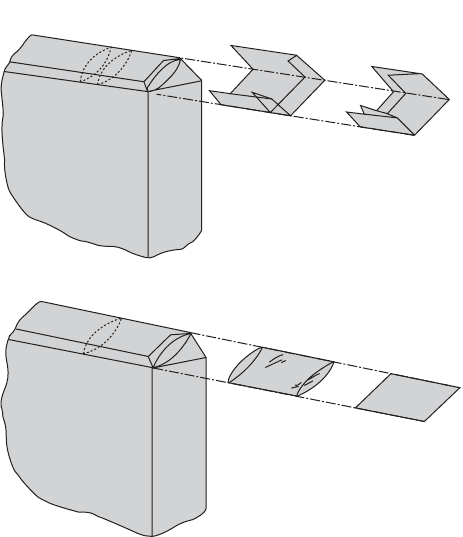
Figure 8.4 Valve designs for pasted sacks: (a) patch valve; (b) internal sleeve valve; (c) external
sleeve valve; (d) small valve in larger bottom; (e) polyethylene film valve; and (f) polyethylene tubular
sleeve valve.
216
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
Patch valve
A single ply of folded paper is positioned in the valve opening to give strength and
rigidity (Fig. 8.4a).
Internal sleeve valve
A tubular paper sleeve is positioned in the valve opening and protruding into the
sack (Fig. 8.4b).
External sleeve valve
This type comprises a tubular sleeve extending out of the valve opening, often
with an internal pocket formed by a folded paper patch (Fig. 8.4c). This sleeve can
be supplied with a thumb notch to facilitate easy opening.
Small valve in larger bottom
This is similar in formation to the external sleeve valve but includes a preformed
valve sleeve smaller than the bottom width (Fig. 8.4d).
Polyethylene film valve
This valve is comprised of two sheets, one paper and one polyethylene, generally
slightly offset from each other (Fig. 8.4e). They are inserted together, folded and
positioned in the sack aperture to form an internal valve.
(e)
(f)
Figure 8.4 (Continued).