Марисова О.И. Трикотажные рисунчатые переплетения
Подождите немного. Документ загружается.

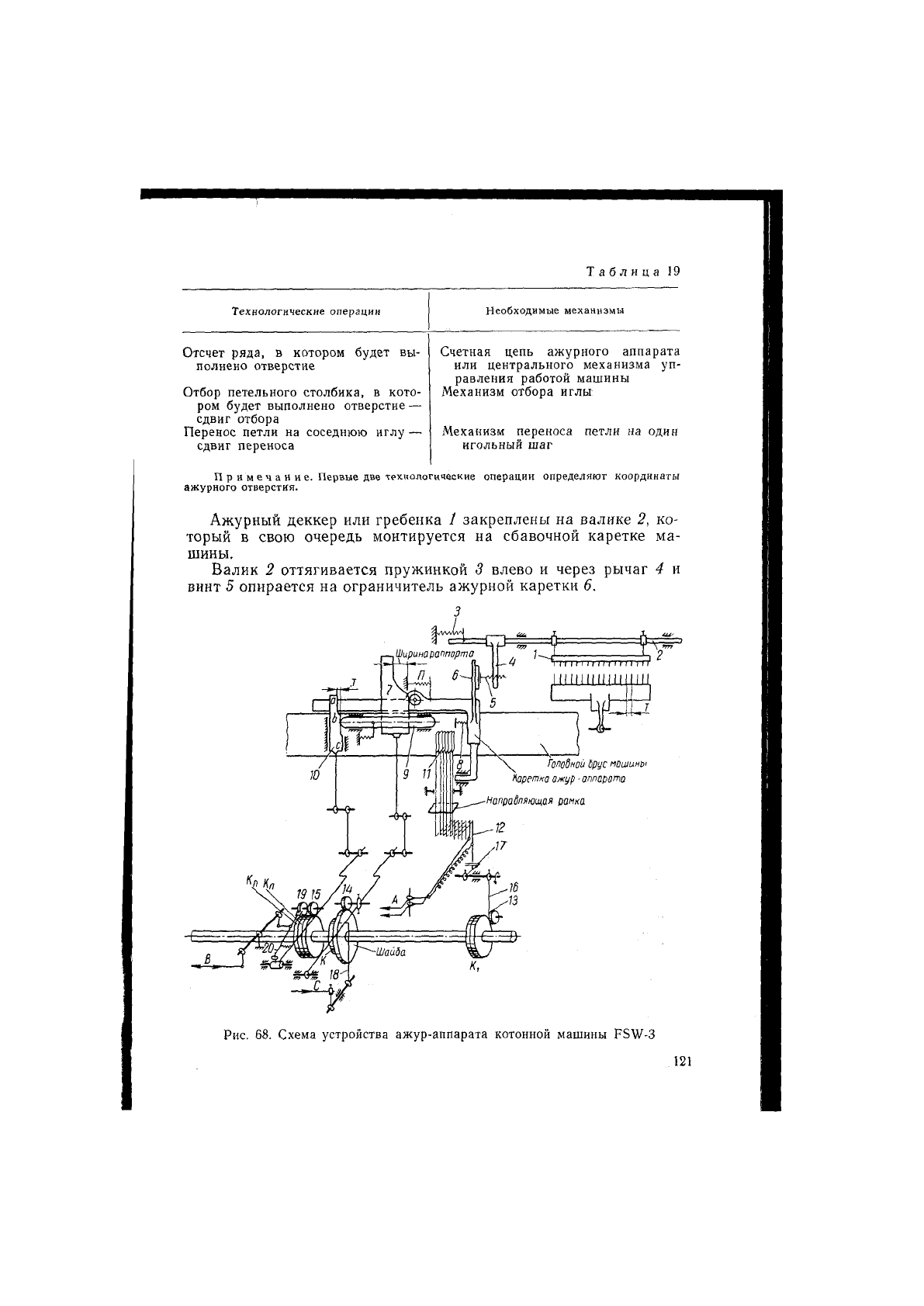
Таблица 19
Технологические операции
Необходимые механизмы
Отсчет ряда, в котором будет вы-
полнено отверстие
Отбор петельного столбика, в кото-
ром будет выполнено отверстие —
сдвиг отбора
Перенос петли на соседнюю иглу —
сдвиг переноса
Счетная цепь ажурного аппарата
или центрального механизма уп-
равления работой машины
Механизм отбора иглы
Механизм переноса петли на один
игольный шаг
Примечание. Первые две техкологические операции определяют координаты
ажурного отверстия.
Ажурный деккер или гребенка 1 закреплены на валике 2, ко-
торый в свою очередь монтируется на сбавочной каретке ма-
шины.
Валик 2 оттягивается пружинкой 3 влево и через рычаг 4 и
винт 5 опирается на ограничитель ажурной каретки 6.
Рис. 68. Схема устройства ажур-аппарата котонной машины FSW-3
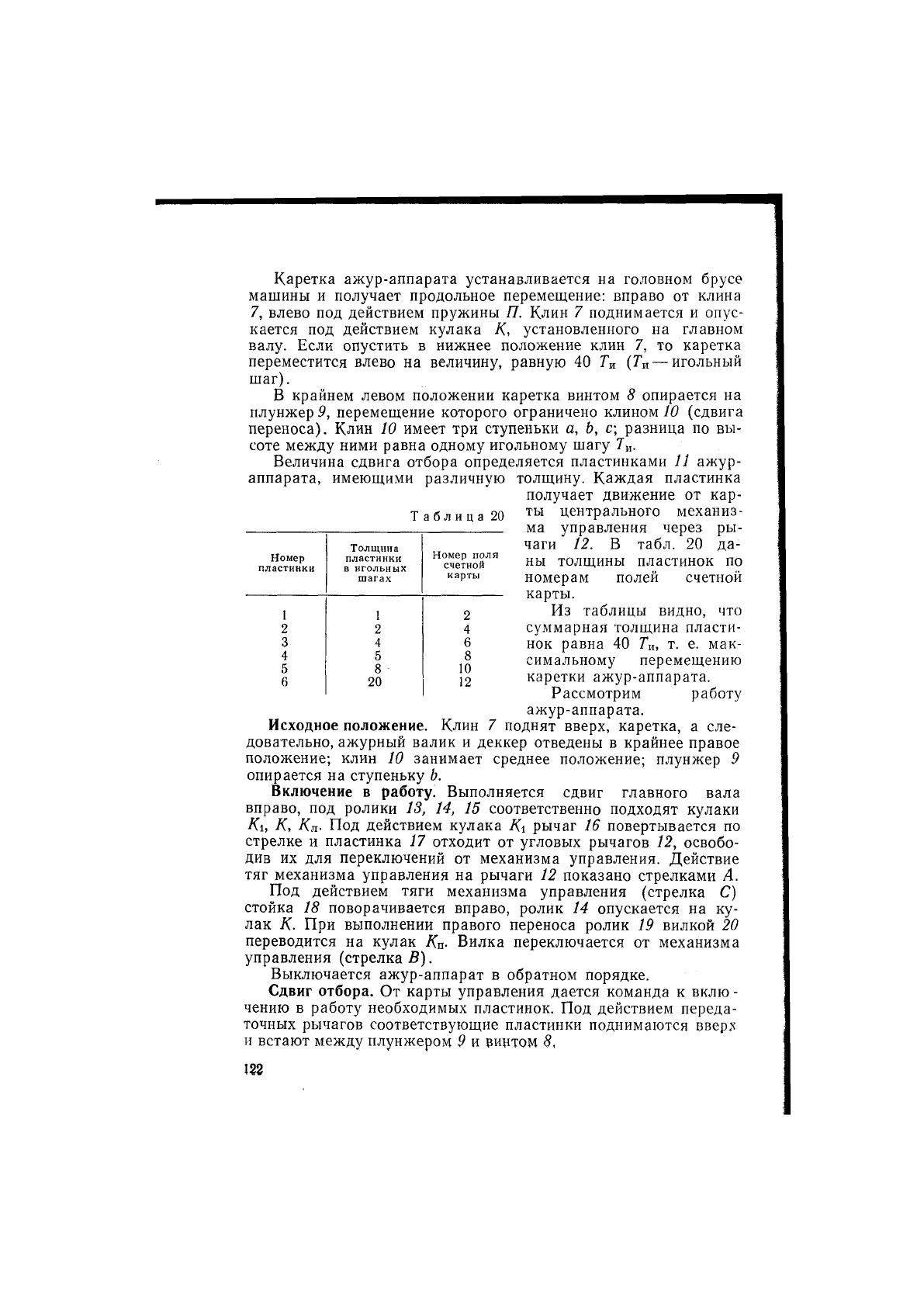
Таблица 20
Каретка ажур-аппарата устанавливается на головном брусе
машины и получает продольное перемещение: вправо от клина
7, влево под действием пружины Я. Клин 7 поднимается и опус-
кается под действием кулака К, установленного на главном
валу. Если опустить в нижнее положение клин 7, то каретка
переместится влево на величину, равную 40 Ги (Та — игольный
шаг).
В крайнем левом положении каретка винтом 8 опирается на
плунжер Р, перемещение которого ограничено клином/О (сдвига
переноса). Клин 10 имеет три ступеньки а, Ь, с; разница по вы-
соте между ними равна одному игольному шагу 7„.
Величина сдвига отбора определяется пластинками 11 ажур-
аппарата, имеющими различную толщину. Каждая пластинка
получает движение от кар-
ты центрального механиз-
ма управления через ры-
чаги 12. В табл. 20 да-
ны толщины пластинок по
номерам полей счетной
карты.
Из таблицы видно, что
суммарная толщина пласти-
нок равна 40 7"и, т. е. мак-
симальному перемещению
каретки ажур-аппарата.
Рассмотрим работу
ажур-аппарата.
Исходное положение. Клин 7 поднят вверх, каретка, а сле-
довательно, ажурный валик и деккер отведены в крайнее правое
положение; клин 10 занимает среднее положение; плунжер 9
опирается на ступеньку Ь.
Включение в работу. Выполняется сдвиг главного вала
вправо, под ролики 13, 14, 15 соответственно подходят кулаки
Ki, К, Кл- Под действием кулака Ki рычаг
16
повертывается по
стрелке и пластинка 17 отходит от угловых рычагов 12, освобо-
див их для переключений от механизма управления. Действие
тяг механизма управления на рычаги 12 показано стрелками А.
Под действием тяги механизма управления (стрелка С)
стойка 18 поворачивается вправо, ролик 14 опускается на ку-
лак К. При выполнении правого переноса ролик 19 вилкой 20
переводится на кулак Кп- Вилка переключается от механизма
управления (стрелка В).
Выключается ажур-аппарат в обратном порядке.
Сдвиг отбора. От карты управления дается команда к вклю -
чению в работу необходимых пластинок. Под действием переда-
точных рычагов соответствующие пластинки поднимаются вверх
и встают между плунжером 9 и винтом 8,
Номер
пластинки
Толщина
пластинки
в игольных
шагах
Номер поля
счетной
карты
1
1
2
2
2 4
3 4 6
4
5 8
5 8
10
6 20
12
Отбор пластинок определяется величиной сдвига. Макси-
мально возможная величина сдвига отбора равна 40 Т^.
Если сдвиг отбора обозначить через 5о, то
где ЪТп —суммарная толщина пластинок, включенных в работу.
Определим
номера пластинок для оо — 6Г„
Sr„ = 40r„-S„ = 40r„
-6Т„ = 34Г„.
При включении в работу пластинок 4, 5, 6 имеем
S 7„ = Г„ + 5Т„ + 8Г„ + 20Т„ = 34Г„.
Иными словами, величина So равна ширине выключенных
пластинок, т. е. пластинок 2 и 3, поэтому должны быть вклю-
чены все пластинки, кроме указанных.
После включения необходимых пластинок клин 7 начинает
опускаться, каретка под действием пружинки отодвигается
влево. Ее смещение в этом направлении ограничено величиной
ST'n и плунжером 9.
Сдвиг переноса. После того как деккер снимет петлю
с иглы, необходимо выполнить сдвиг переноса на один шаг Ги
вправо или влево. В зависимости от выбранного направления
переноса клин 10 поднимется вверх или опустится вниз. При
опускании клина под плунжер подойдет ступенька а, произой-
дет сдвиг всей системы (плунжер, каретка, валик, деккер) влево;
при подъеме клина под плунжер подойдет ступенька с и вся
система сдвинется вправо.
В первом случае движение клину 7 передается от кулака Кл,
во втором случае — от кулака
Кп.
РАСЧЕТ КАРТЫ УПРАВЛЕНИЯ
АЖУР-АППАРАТА
Расчет карты управления ажур-аппарата производят в сле-
дующей последовательности.
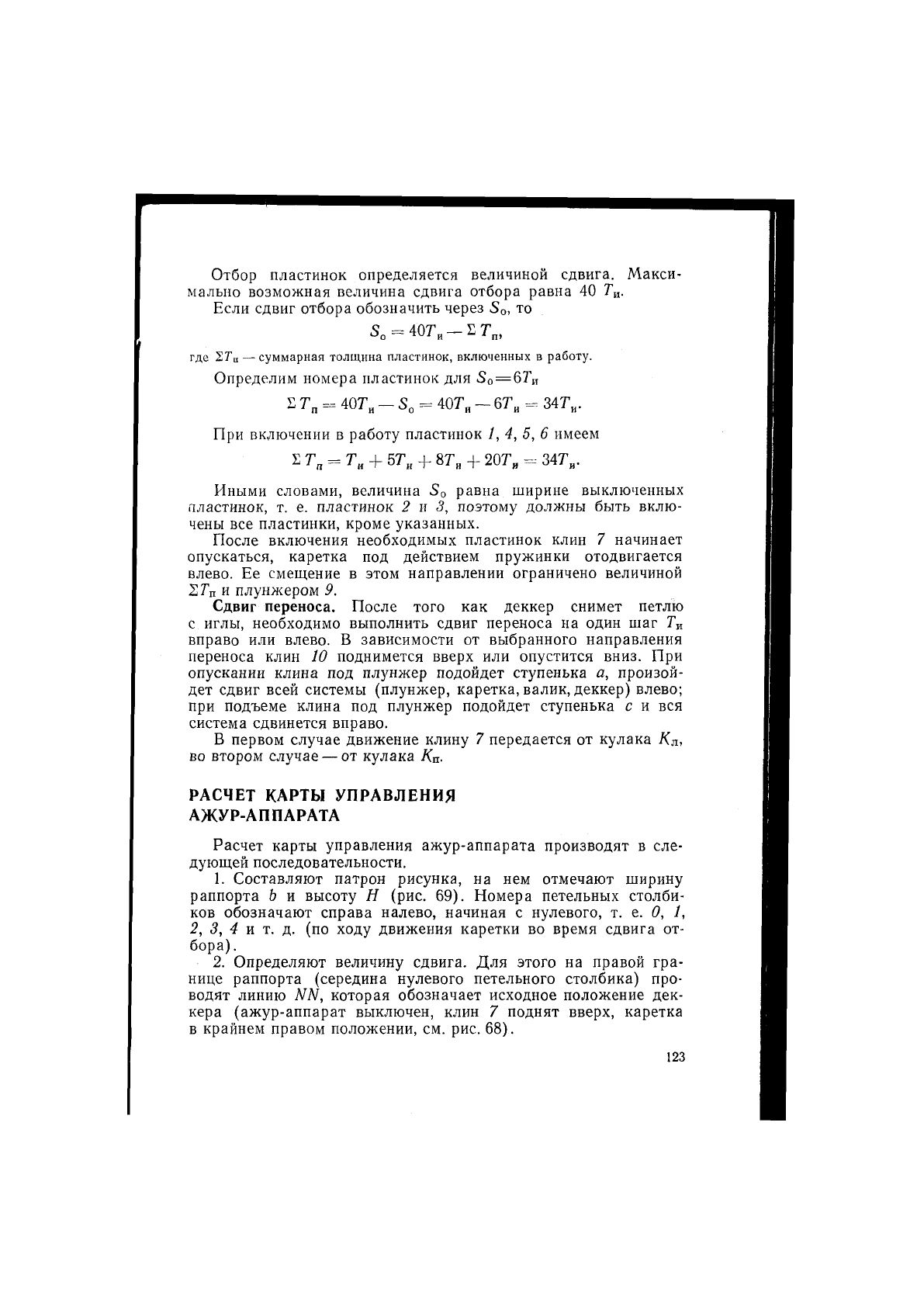
1. Составляют патрон рисунка, на нем отмечают ширину
раппорта b и высоту Я (рис. 69). Номера петельных столби-
ков обозначают справа налево, начиная с нулевого, т. е. О, 1,
2, 3, 4 и т. д. (по ходу движения каретки во время сдвига от-
бора) .
2. Определяют величину сдвига. Для этого на правой гра-
нице раппорта (середина нулевого петельного столбика) про-
водят линию NN, которая обозначает исходное положение дек-
кера (ажур-аппарат выключен, клин 7 поднят вверх, каретка
в крайнем правом положении, см. рис. 68).
Величина сдвига отбора So будет определяться как расстоя-
ние от линии NN до соответствующего ажурного отверстия, т. е.
будет равна порядковому номеру петельного столбика (см.
рис. 69), в котором данное ажурное отверстие образуется.
3. Определяют суммарную толщину пластинок, включаемых
в работу
4. Подбирают номера пластинок для включения в работу по
величине ЕТц.
5. Так как за каждой пластинкой закреплено определенное
поле управления, то по номерам отобранных пластинок уста-
навливают номер поля уп-
" равления (см. табл. 20).
6. Результаты расчета
сводят в таблицу. Так,
в табл. 21 приведены ре-
зультаты расчета для пат-
рона рисунка, изображен-
ного на рис. 69.
В том случае, когда рап-
порт рисунка повторяется
несколько раз по ширине
изделия, создавая ажурную
кайму, в работу одновре-
менно включают несколько
деккеров, которые устанав-
ливаются в ажурную гре-
бенку.
Число одновременно ра-
ботающих деккеров равно
числу раппортов рисунка, расположенных по щирине. Расстоя-
ние между деккерами равно ширине раппорта Ь.
При проектировании рисунков необходимо учитывать сле-
дующие условия:
а) максимальная ширина раппорта должна быть равна или
кратна максимальному сдвигу ажурной каретки; для машин
FSW-3 она будет
Кгкс = = 40Т^;
б) ширина раппорта должна целое число раз укладываться
в числе игл игольницы; при наличии остатка последний равно-
мерно распределяется по краям игольницы;
в) при работе рисунков ажурной гребенкой максимальная
величина сдвига отбора сокращается, так как сдвиг гре-
бенки ограничен деккерными плитками.
-1
5
L 1
Г-
5
г
Г
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
п
1
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
1]
h
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
_J
а W.
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
1 1
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
X
10
9
я 1;
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
J
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
><
7
X
в
X
5
X
V
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
X
3
X
г
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
0
л
1 13
3 11
J 10
^ 1
1 ? ^
- ?
ч
3
2
1
Q
X
1
тзггпю 9 в т S 5 13 г 1 0
8 N
Рис. 69. Патрон ажурного рисунка
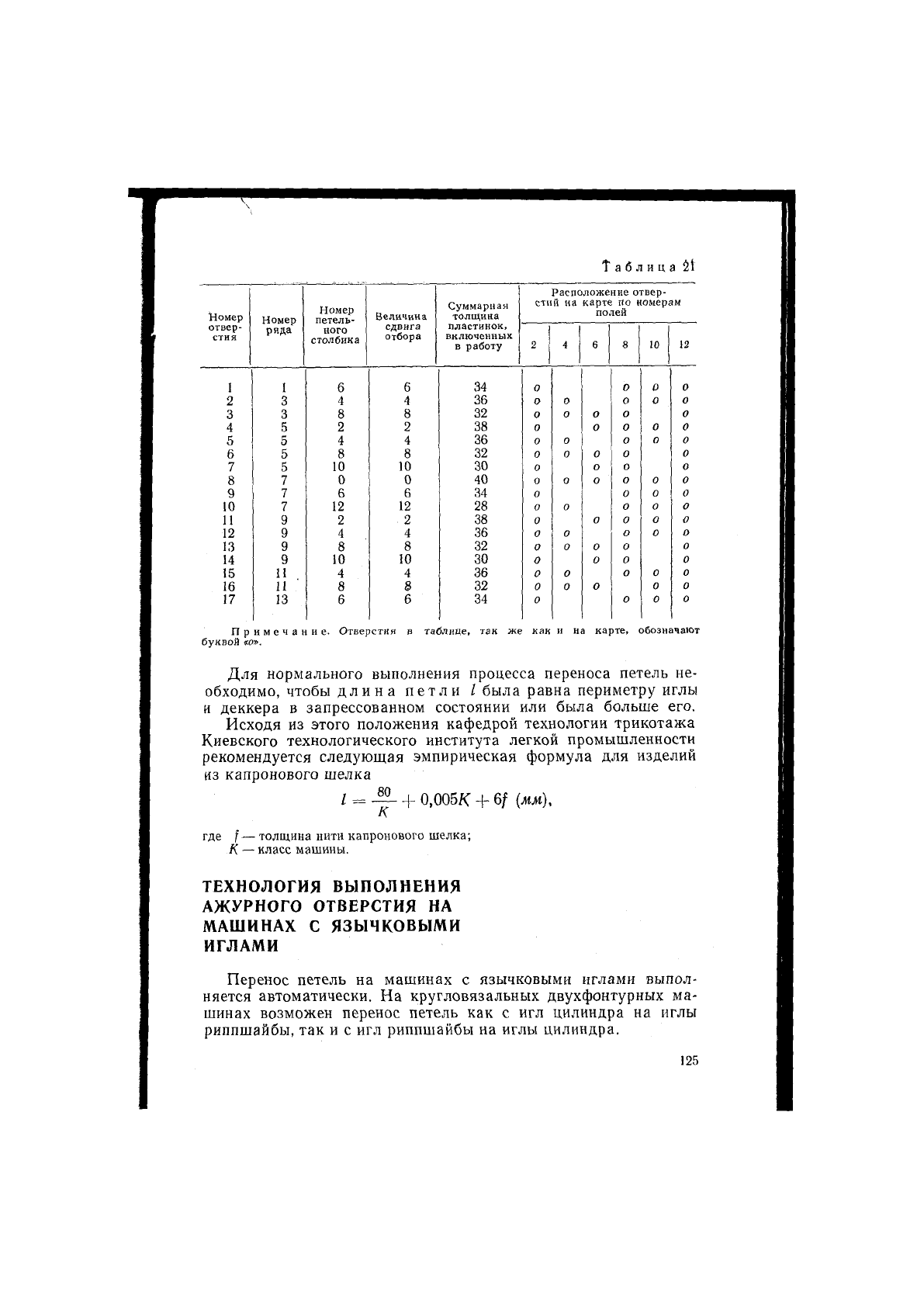
Таблица ^t
Номер
отвер-
стия
Номер
ряда
Номер
петель-
ного
столбика
Величина
сдвига
отбора
Суммарная
толщина
расположение отвер-
стий на карте по номерам
полей
Номер
отвер-
стия
Номер
ряда
Номер
петель-
ного
столбика
Величина
сдвига
отбора
пластинок,
включенных
в работу
2 4 6 8 10
12
I 1 6
6
34 0
0
0
0
2 3
4 4
36
0
0
0 0
0
3
3 8
8
32
0
0 0
0 0
4 5
2
2
38
0
0
0
0
0
5 5
4
4
36
0
0 0
0 0
6 5
8 8
32
0
0 0 0
0
7 5
10
10
30
0
0
0 0
8 7
0
0
40
0
0 0
0 0 0
9
7
6
6
34
0
0
0 0
10 7 12 12
28 0
0
0 0
0
И
9 2 2
38 0
0 0
0 0
12 9 4
4
36 0
0
о 0
0
13
9
8
8
32 0
0 0
0
0
14
9
10 10 30 0
0 0
0
15
И 4 4
36 0
0
0 0
0
16 И
8 8
32
0 0
0
0 0
17 13 6
6 34
0
0 0
0
Примечание. Отверстия в таблице, так же как и на карте, обозначают
буквой «о».
Для нормального выполнения процесса переноса петель не-
обходимо, чтобы длина петли / была равна периметру иглы
и деккера в запрессованном состоянии или была больше его.
Исходя из этого положения кафедрой технологии трикотажа
Киевского технологического института легкой промышленности
рекомендуется следующая эмпирическая формула для изделий
из капронового шелка
I =
80
К
0,005К + 6/ (мм).
где f— толщина нити капронового шелка;
К — класс машины.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ
АЖУРНОГО ОТВЕРСТИЯ НА
МАШИНАХ С ЯЗЫЧКОВЫМИ
ИГЛАМИ
Перенос петель на машинах с язычковыми иглами выпол-
няется автоматически. На кругловязальных двухфонтурных ма-
шинах возможен перенос петель как с игл цилиндра на иглы
риппшайбы, так и с игл риппшайбы на иглы цилиндра.
Существует несколько способов переноса петель, основанных
либо на применении игл со специальными расширителями пе-
тель, либо на принципе отгиба игл и приближения одной иглы
к другой.
СПОСОБ ПЕРЕНОСА ПЕТЕЛЬ
С ПРИМЕНЕНИЕМ ИГЛ
С РАСШИРИТЕЛЯМИ
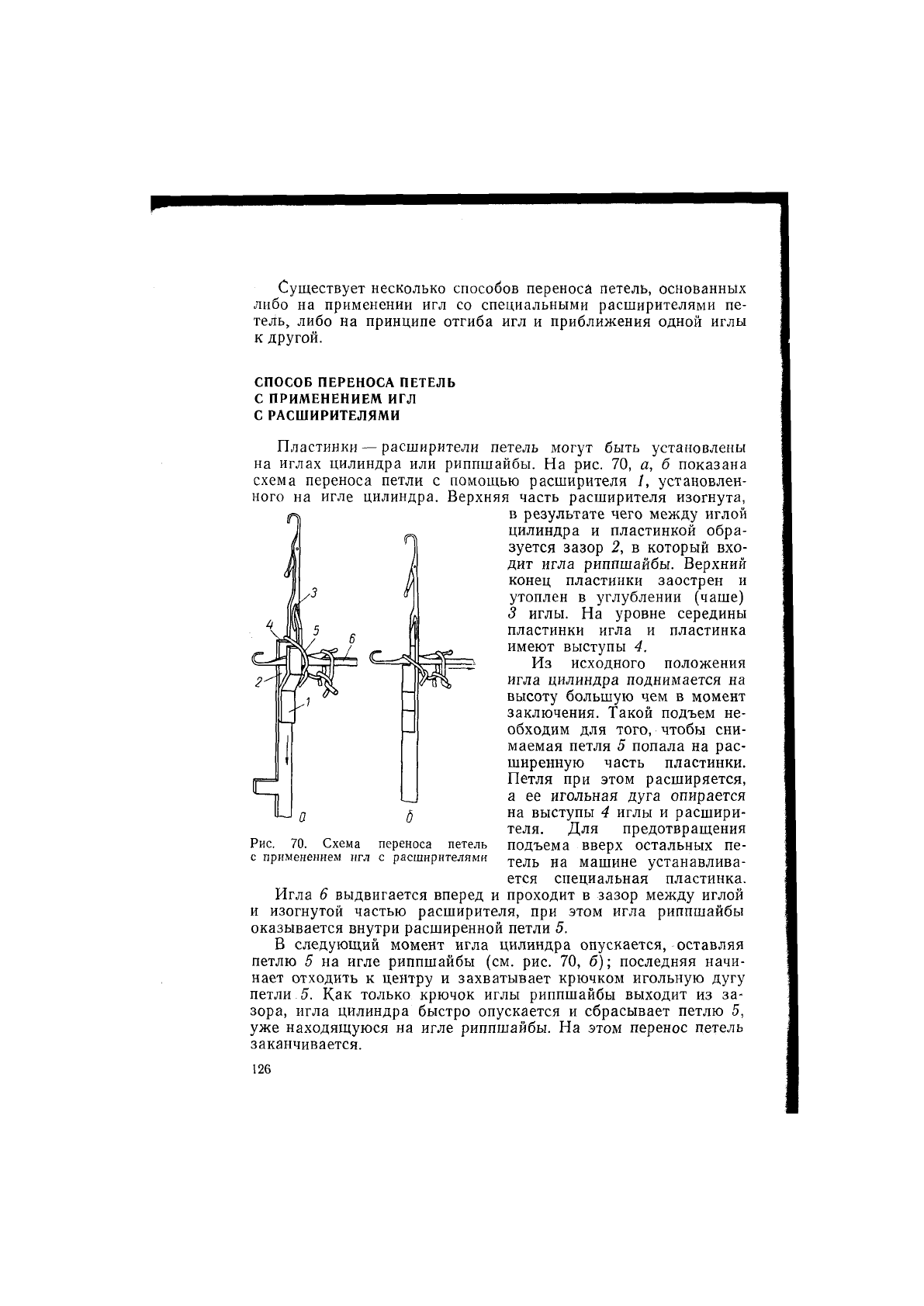
Пластинки — расширители петель могут быть установлены
на иглах цилиндра или риппшайбы. На рис. 70, а, б показана
схема переноса петли с помощью расширителя 1, установлен-
ного на игле цилиндра. Верхняя часть расширителя изогнута,
в результате чего между иглой
цилиндра и пластинкой обра-
зуется зазор 2, в который вхо-
дит игла риппшайбы. Верхний
конец пластинки заострен и
утоплен в углублении (чаше)
3 иглы. На уровне середины
пластинки игла и пластинка
имеют выступы 4.
Из исходного положения
игла цилиндра поднимается на
высоту большую чем в момент
заключения. Такой подъем не-
обходим для того, чтобы сни-
маемая петля 5 попала на рас-
ширенную часть пластинки.
Петля при этом расширяется,
а ее игольная дуга опирается
на выступы 4 иглы и расшири-
теля. Для предотвращения
подъема вверх остальных пе-
тель на машине устанавлива-
ется специальная пластинка.
Игла 6 выдвигается вперед и проходит в зазор между иглой
и изогнутой частью расширителя, при этом игла риппшайбы
оказывается внутри расширенной петли 5.
В следующий момент игла цилиндра опускается, оставляя
петлю 5 на игле риппшайбы (см. рис. 70, б); последняя начи-
нает отходить к центру и захватывает крючком игольную дугу
петли 5. Как только крючок иглы риппшайбы выходит из за-
зора, игла цилиндра быстро опускается и сбрасывает петлю 5,
уже находящуюся на игле риппшайбы. На этом перенос петель
заканчивается.
Рис. 70. Схема переноса петель
с применением игл с расширителями
СПОСОБ ПЕРЕНОСА ПЕТЕЛЬ
ОТГИБОМ ИГЛ
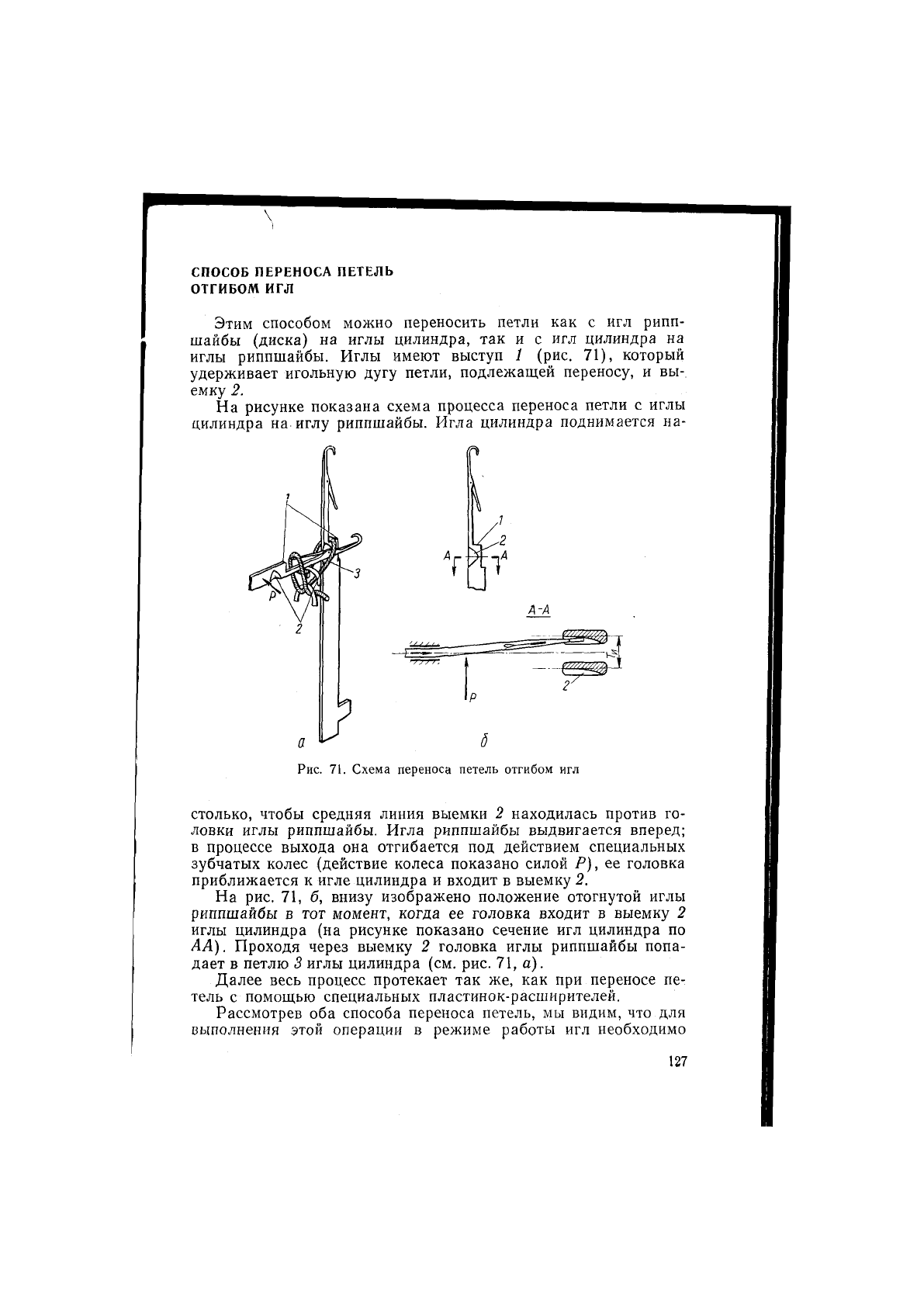
Этим способом можно переносить петли как с игл рипп-
шайбы (диска) на иглы цилиндра, так и с игл цилиндра на
иглы риппшайбы. Иглы имеют выступ 1 (рис. 71), который
удерживает игольную дугу петли, подлежащей переносу, и вы-
емку 2.
На рисунке показана схема процесса переноса петли с иглы
цилиндра на иглу риппшайбы. Игла цилиндра поднимается на-
A-h
а ^ б
Рис. 71. Схема переноса петель отгибом игл
столько, чтобы средняя линия выемки 2 находилась против го-
ловки иглы риппшайбы. Игла риппшайбы выдвигается вперед;
в процессе выхода она отгибается под действием специальных
зубчатых колес (действие колеса показано силой Р), ее головка
приближается к игле цилиндра и входит в выемку 2.
На рис. 71, б, внизу изображено положение отогнутой иглы
риппшайбы в
тот
момент, когда ее головка входит в выемку 2
иглы цилиндра (на рисунке показано сечение игл цилиндра по
АА). Проходя через выемку 2 головка иглы риппшайбы попа-
дает в петлю 3 иглы цилиндра (см. рис. 71, а).
Далее весь процесс протекает так же, как при переносе пе-
тель с помощью специальных пластинок-расширителей.
Рассмотрев оба способа переноса петель, мы видим, что для
выполнения этой операции в режиме работы игл необходимо
изменить траекторию движения игл и исключить подачу нити.
Для этого на машинах между вязальными системами устанав-
ливают специальный комплект клиньев — подъемный и опу-
скающий.
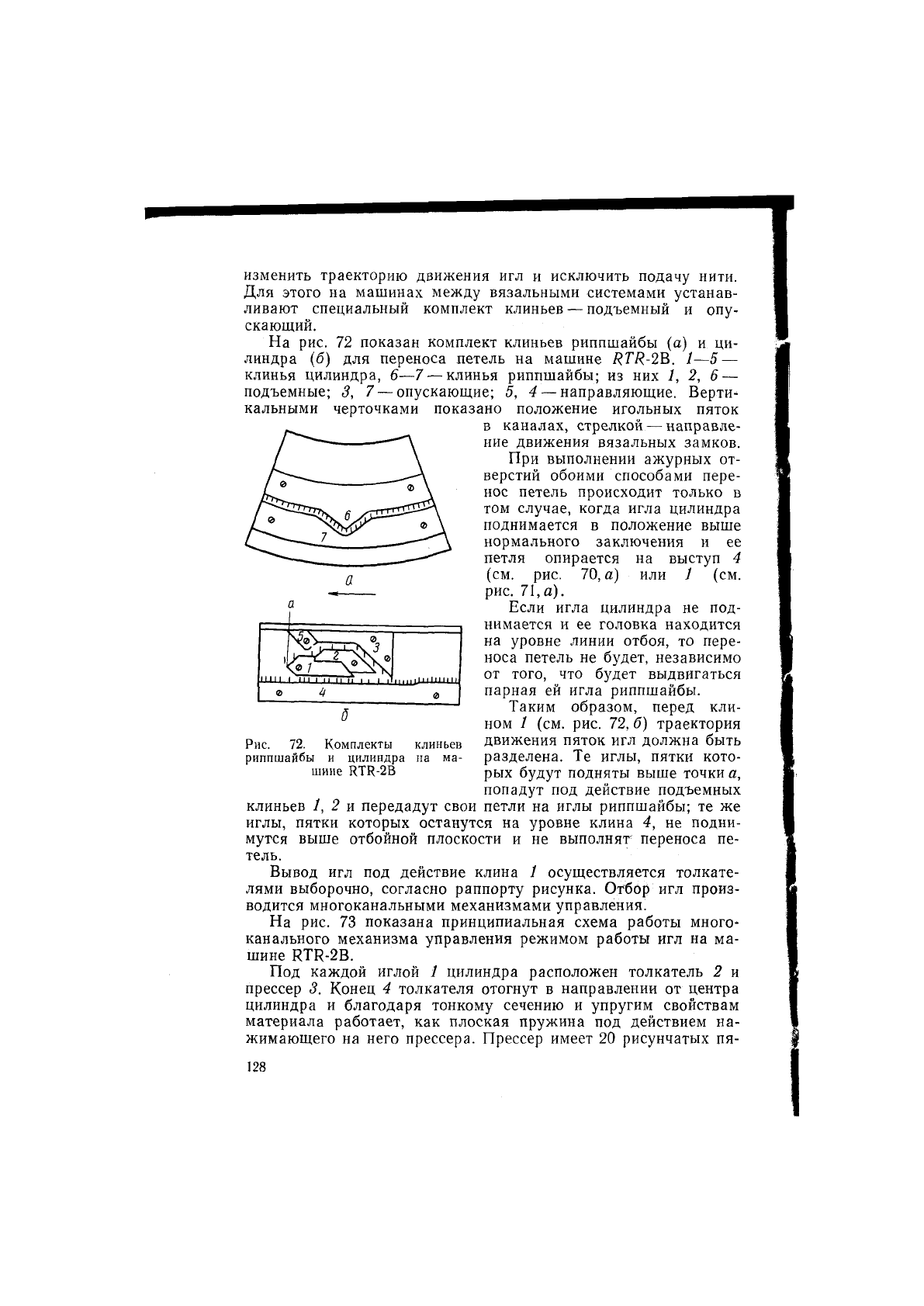
На рис. 72 показан комплект клиньев риппшайбы (а) и ци-
линдра (б) для переноса петель на машине RTR-2B. 1—5 —
клинья цилиндра, 6—7 —клинья риппшайбы; из них 1, 2, 6 —
подъемные; 3, 7 — опускающие; 5, 4 — направляющие. Верти-
кальными черточками показано положение игольных пяток
в каналах, стрелкой — направле-
ние движения вязальных замков.
При выполнении ажурных от-
верстий обоими способами пере-
нос петель происходит только в
том случае, когда игла цилиндра
поднимается в положение выше
нормального заключения и ее
петля опирается на выступ 4
(см. рис. 70, а) или 1 (см.
рис. 71,а).
Если игла цилиндра не под-
нимается и ее головка находится
на уровне линии отбоя, то пере-
носа петель не будет, независимо
от того, что будет выдвигаться
парная ей игла риппшайбы.
Таким образом, перед кли-
ном 1 (см. рис. 72, б) траектория
движения пяток игл должна быть
разделена. Те иглы, пятки кото-
рых будут подняты выше точки а,
попадут под действие подъемных
клиньев /, 2 и передадут свои петли на иглы риппшайбы; те же
иглы, пятки которых останутся на уровне клина 4, не подни-
мутся выше отбойной плоскости и не выполнят переноса пе-
тель.
Вывод игл под действие клина 1 осуществляется толкате-
лями выборочно, согласно раппорту рисунка. Отбор игл произ-
водится многоканальными механизмами управления.
На рис. 73 показана принципиальная схема работы много-
канального механизма управления режимом работы игл на ма-
шине RTR-2B.
Под каждой иглой 1 цилиндра расположен толкатель 2 и
прессер 3. Конец 4 толкателя отогнут в направлении от центра
цилиндра и благодаря тонкому сечению и упругим свойствам
материала работает, как плоская пружина под действием на-
жимающего на него прессера. Прессер имеет 20 рисунчатых пя-
Рис. 72. Комплекты клиньев
риппшайбы и цилиндра па ма-
шине RTR-2B
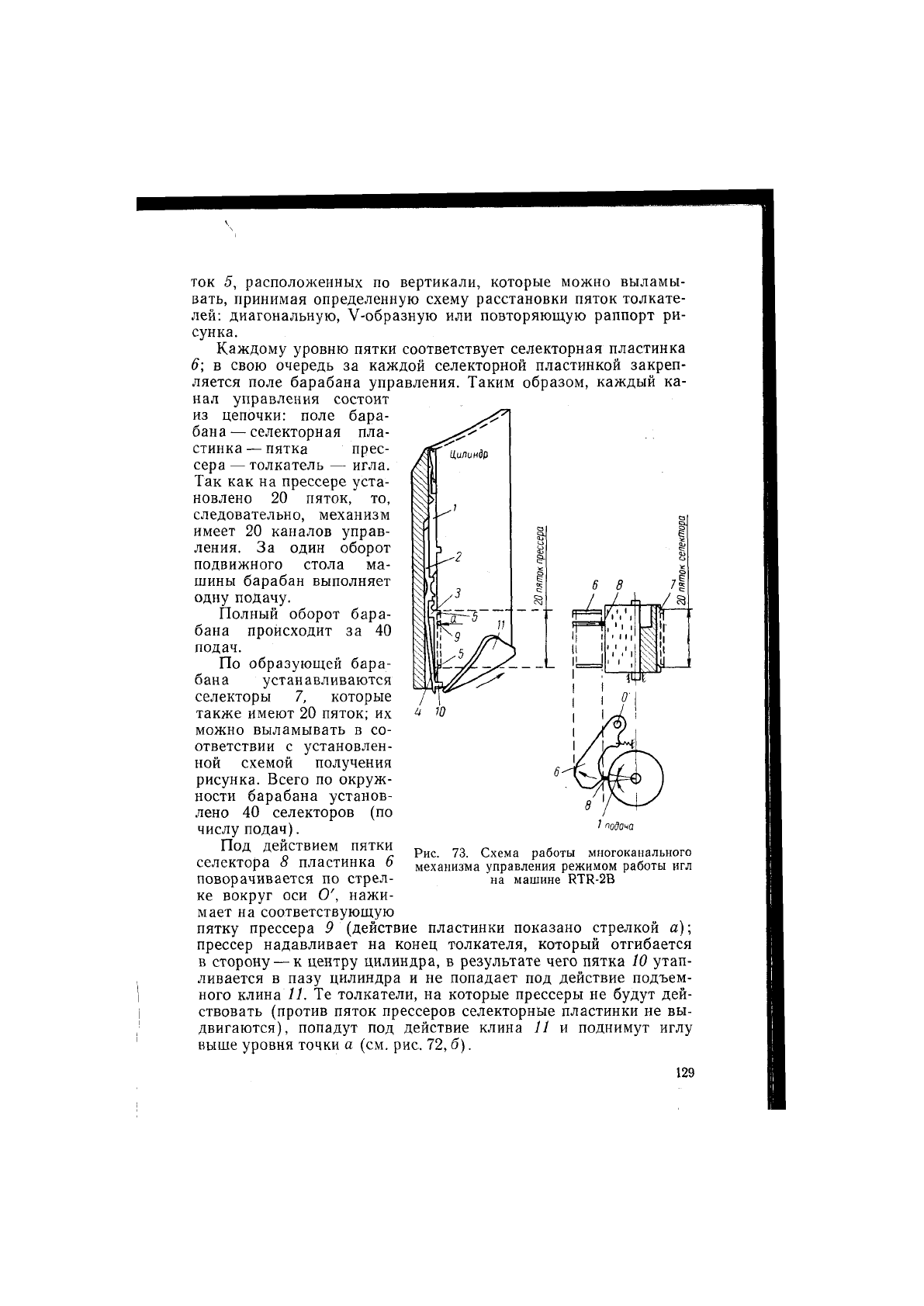
ток 5, расположенных по вертикали, которые можно выламы-
вать, принимая определенную схему расстановки пяток толкате-
лей: диагональную, V-образную или повторяющую раппорт ри-
сунка.
Каждому уровню пятки соответствует селекторная пластинка
6\ в свою очередь за каждой селекторной пластинкой закреп-
ляется поле барабана управления. Таким образом, каждый ка-
нал управления состоит
из цепочки: поле бара-
бана— селекторная пла-
стинка— пятка прес-
сера — толкатель — игла.
Так как на прессере уста-
новлено 20 пяток, то,
следовательно, механизм
имеет 20 каналов управ-
ления. За один оборот
подвижного стола ма-
шины барабан выполняет
одну подачу.
Полный оборот бара-
бана происходит за 40
подач.
По образующей бара-
бана устанавливаются
селекторы 7, которые
также имеют 20 пяток; их
можно выламывать в со-
ответствии с установлен-
ной схемой получения
рисунка. Всего по окруж-
ности барабана установ-
лено 40 селекторов (по
числу подач).
Под действием пятки
селектора 8 пластинка 6
поворачивается по стрел-
ке вокруг оси О', нажи-
мает на соответствующую
пятку прессера 9 (действие пластинки показано стрелкой а);
прессер надавливает на конец толкателя, который отгибается
в сторону —к центру цилиндра, в результате чего пятка 10 утап-
ливается в пазу цилиндра и не попадает под действие подъем-
ного клина Те толкатели, на которые прессеры не будут дей-
ствовать (против пяток прессеров селекторные пластинки не вы-
двигаются), попадут под действие клина 11 и поднимут иглу
выше уровня точки а (см. рис, 72, б).
в
iC
J -1
/R
1| 1
III!
%
i!
1
1
1
1 1
i
ir
Q-
1 подача
Рис. 73. Схема работы многоканального
механизма управления режимом работы игл
на машине RTR-2B
Итак, там, где образуются петли рисунка, толкатель не дол-
жен утапливаться, поэтому на соответствующем поле барабана
пятка селектора должна быть выломана.
Если рисунок должен вырабатываться только на одной сто-
роне цилиндра, то под остальными иглами прессеры не уста-
навливаются.
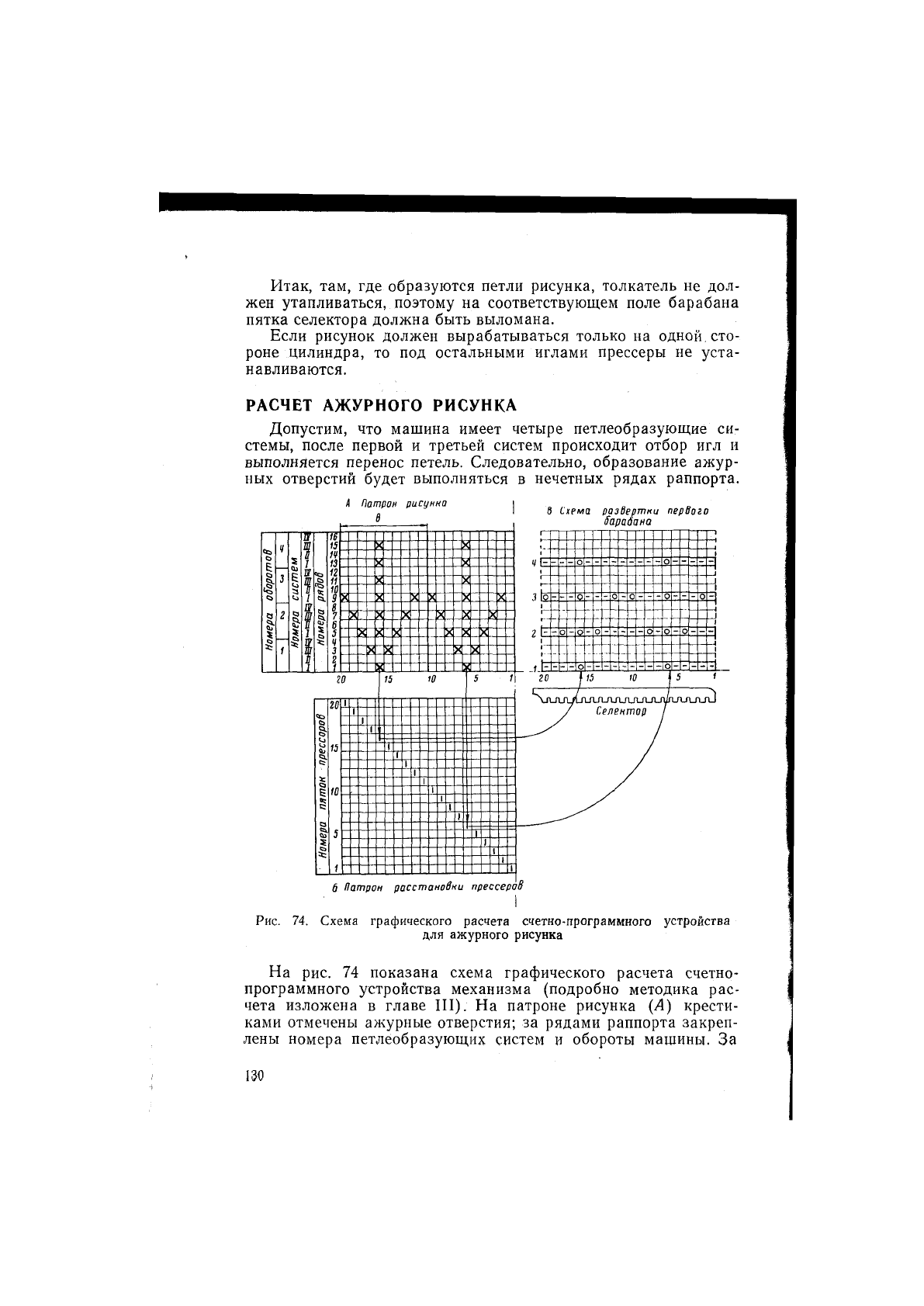
РАСЧЕТ АЖУРНОГО РИСУНКА
Допустим, что машина имеет четыре петлеобразующие си-
стемы, после первой и третьей систем происходит отбор игл и
выполняется перенос петель. Следовательно, образование ажур-
ных отверстий будет выполняться в нечетных рядах раппорта.
4 Патрон рисунка
> <
> <
> > <
8
8
8
8
8
>1
X
X
X
'0 15 >fl
5 1
1
1
1
1
(
1
1
1
1
1
1
1
1
1
i
1
1
1
8 Схема разВертпки первого
барабана
1
1
1
In
о
-
-
-- -
-
-- -
1
-
1
-
0
-
р
-
0
-
-
-
- -
0
-
р
-
Q
- —
-
-
j
-
-
-
1
-
-
- 1
-1
го f« W
5 1
6 Патрон расстановки прессеров
Рис. 74. Схема графического расчета счетно-программного устройства
для ажурного рисунка
На рис. 74 показана схема графического расчета счетно-
программного устройства механизма (подробно методика рас-
чета изложена в главе III). На патроне рисунка (Л) крести-
ками отмечены ажурные отверстия; за рядами раппорта закреп-
лены номера петлеобразующих систем и обороты машины. За