Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

30 L. Norberto López de Lacalle and A. Lamikiz
advantage; at the same time small ones are more highly recommended to ensure
precision and controllability of the drive train.
The calculation of screws is based on preventing two mechanical problems.
First, buckling due to shaft working under compression when the nut displaces
along the screw. Second, critical whirling speeds must be avoided, only in the case
when the shaft rotates and the nut moves along the screw. The other case is when
the screw is fixed and the motor rotates the nut; evidently the motor must be placed
onto the carriage. See Chap. 4 for further details about ball screw design and use.
The thermal growth of the screw is a key aspect to be considered and reduced.
During the normal function of ball screws, heat coming from the friction of balls
movement on the thread causes a significant longitudinal dilation of the screw.
Approximately 7–10% of the power is converted into heat. If the shaft has been
placed with pre-stress, some dilation is absorbed by this good practice. However
some microns always appear. To reduce dilation to a minimum, one solution in
machines for high precision is the forced fluid cooling of the screw, internal to the
hollowed out shaft, or even the forced cooling of the nut. This increases the price,
but maintains thermal growth within machine requirements.
Nevertheless, if the axis position is measured by a direct linear scale, thermal
growth becomes considerably less important, because CNC works to reach the
desired axis position until it matches with that measured by the linear scale. There-
fore, the thermal insulation of external measurement scales from machine heat
sources is essential.
1.8 The CNC Implementation
Usually the CNC and drive supplier can be selected by the user, who chooses the
brand and model of the CNC for a machine. This is the case of manufacturers of
small and medium machines, who try to be flexible regarding user wishes. This is
an important competitive factor for their businesses. However in the case of large
machine tool companies, the use of their own controls and the need to simplify the
production chain means this option is not suitable. Big machine manufacturers
usually sign an agreement with a CNC provider to develop specific CNCs for their
machines, being commercialised with the machine tool trademark.
Basic CNC functions are shown in Fig. 1.20, particularised for a three-axis ma-
chine. In more detail:
• The basic operating system: All current controls are based in microprocessor
architecture similar to a PC; therefore they need a basic operating system.
• The program translator: The part is programmed in ISO code (the so-called
G-code) or a special NC language. The former is useful to learn how to use ma-
chines; unfortunately it is too simple for the new machine capabilities. That is the
way CNC manufacturers have developed their own languages. The translator
always reads some blocks ahead to give time for performing all trajectory calcula-
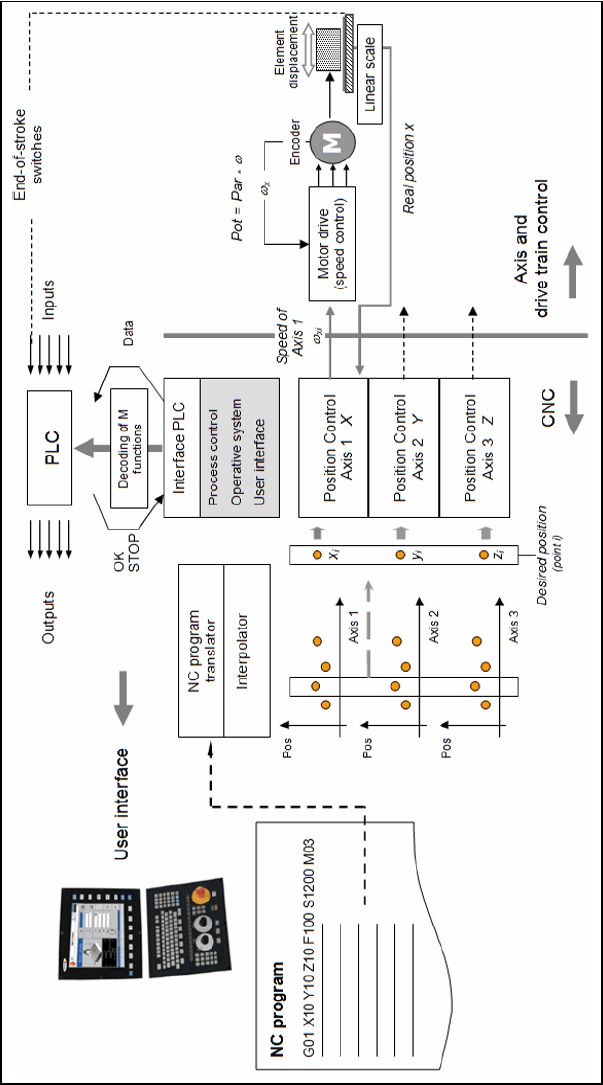
1 Machine Tools for Removal Processes: A General View 31
Fig. 1.20 The CNC integration
32 L. Norberto López de Lacalle and A. Lamikiz
tions before the tool reaches the next positions. The higher the machine feed is, the
further ahead the blocks must be processed.
• The interpolator. This is the most intelligent CNC function, when 3D, 5D (usu-
ally three translations and two tool orientations) or even multi-axis trajectories
must be converted into axis positions. The high precision required leads inter-
polator to make calculations at every few microns along toolpaths. Calculation
methods are spatial transformations using homogeneous matrices, tool radius
compensation and other geometrical corrections (see Chap. 5).
• Axes control. When the position to be reached is obtained by the interpolator the
speed of each axis motor is also obtained. The speed value is the input for the
motor drive. Through control techniques, PDI being the simplest, motion in each
axis is kept up to the real position reaches the target position. Therefore there
must be a position measurement device, an encoder or a linear scale shown in
Fig. 1.19, to know the real axis position at any given time.
• The user interface. This is today a decisive selling factor due to the high com-
plexity of machines and operations to be done. Users need on-line assistance
utilities to make programs free of errors for the new developed machines. Ma-
chines for special applications, like tool grinders or gear shapers or the new
multi-task machines (see Figs. 1.3 and 1.4), require programming utilities
which enable users to generate machining programs for complex parts.
• The Programmable Logic Controller (PLC) which is included in the same hard-
ware architecture today with the rest of the control cards, for enabling
a high speed communication with the basic NC modules. PLC controls the auxil-
iary machine functions (generally coded as M functions in ISO), running
a program implemented by the machine builder and taking into account the value
of digital inputs collected from simple sensors placed in the machine. The PLC
digital outputs are connected to switches or electrovalves to command the tool
magazines, the coolant circuit, the pallets transfer system and other auxiliary de-
vices. Another important surveillance function is related to the end-of-stroke
switches, placed at the ends of all guides to prevent moveable components from
leaving the slideways: when a microswitch detects a sliding component is on an
end-of-stroke the PLC immediately stops the axis feed motor.
Nowadays, control manufacturers produce two or three basic CNC platforms
which can include several options for different kinds of machines. Therefore the
machine tool manufacturer must adapt them to each specific machine model, fol-
lowing several steps:
1. The definition of machine axes in relation to CNC ones, giving also the positive
and negative senses and strokes of each axis.
2. Control parameters of each axis must be adjusted to the machine dynamics.
3. PLC programming for each machine model with its user options.
4. Customization of the user interface. General CNC control models are prepared
for the milling machines, lathes or universal grinders most commonly sold.
However, for specific applications special help utilities to prepare NC programs
are absolutely necessary.
1 Machine Tools for Removal Processes: A General View 33
5. Finally, tuning tests using idle movements and some machining tests are per-
formed. These tests allow the fine adjustment of CNC parameters to machine to
achieve the maximum precision and speed, as is explained in the next section.
To improve machining process reliability and facilitate the maintenance of ma-
chines, several sensors and monitoring techniques can be managed by the CNC.
Spindle consumption, collision detection, thermal growth of spindle and the bal-
ance of the main spindle are monitored by the CNC in high end machines.
1.9 Machine Verification
After machine construction, a thorough verification of machine precision and per-
formance must be made. For this purpose some tests have been defined. An important
result is the determination of the CNC compensation parameters for machine axes.
Nonetheless, tests can also be used for several purposes, thus as acceptance tests by
machine buyers, for comparisons between similar machines, for periodical machine
checking throughout machine life, etc. Three kinds of tests can be mentioned.
First, geometric tests for measuring straightness, parallelism or concentricity er-
rors. ISO 230:2006, ISO 10791:1998, ISO 13041:2004 and other standards defined
by the ISO Technical Committee 39/SC 2 (“Test conditions for metal cutting ma-
chine tools”) specify methods for assessing the accuracy and positioning repeat-
ability of numerically controlled machine tool axes by the direct measurement of
individual axis. In the standards, methods for linear and rotary axes are suggested.
The second group includes procedures for studying the interpolation control,
based on laser interferometers, the “Ball-Bar” device for the relative movement of
two Cartesian axes, or position sensors for measurement of machine repeatability.
When several rotation axes are simultaneously considered there are no standard
tests, excepting those for bi-rotary heads in machines with a horizontal or vertical
Z axis. However, standards do not include tests to check five-axis machines with
tilting tables (RRLLL configuration in Fig. 1.7) or other structures.
Another important datum to achieve the best machine-CNC adaptation is the
lag-error measurement using the internal utilities implemented in modern CNCs
for monitoring the behaviour of the axis drives with respect to the axis positions.
The last group includes “testparts” (see Chap. 6) to check the behaviour of
lathes and machining centres during process. Currently, milling tests are only
focused on three-axis milling centres. The most well-known is the NAS work-
piece (defined in ISO 10791-7:1998). But this test does not include complex
surfaces, which is why different testparts have been designed in the last years,
such as the so-called Mercedes or NCG parts (available at NC-Gesellschaft asso-
ciation [18]). However, none of them are yet included in the ISO standard nor-
mative. Furthermore, there is no specific part for testing five axes machining
centres, so customers have to define their own tests to check the machine they
are interested in buying, which is highly time consuming.
34 L. Norberto López de Lacalle and A. Lamikiz
1.10 Typical Machines for Several Applications and Sectors
At the design stage, a machine is considered for a particular industrial application,
but using rather non-specific requirements. As was explained in Sect. 1.2.1, the
workpiece type and size, operations to be performed, productivity and the preci-
sion to achieve will define the machine specifications. In the following section
some machines typical of important sectors are described; likewise other examples
will be described in depth over the next chapters.
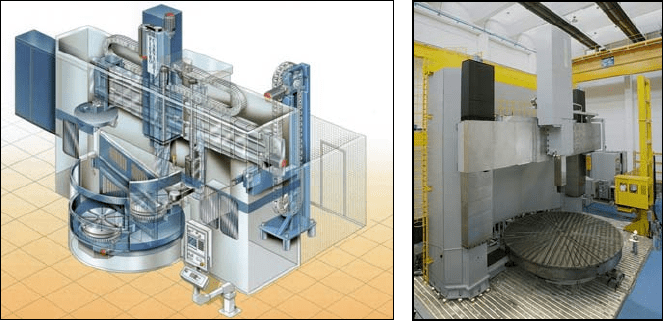
1.10.1 A Machine for Big Structural Turbine Parts
The vertical lathe is a typical machine for this application. The workpiece comes
from forging, being disks or cases. Machining operations are turning, boring and
milling. The maximum turning diameter can be up to 3
m and part weights of
30
tons are not uncommon. The plate rotation speed is in the range of 200
rpm
with a power of 50–100
kW. The ram stroke is long, more than 1,500
mm. In the
ram a turning tool or a milling headstock can be placed, in the latter case with
a power ranging from 20 to 50
kW. Two machines of this type by P. Carnaghi
®
are
shown in Fig. 1.21.
Another example of a big machine with two rams mounted on the same screw
is shown in Fig. 1.22, by Ibarmia
®
. This is a drilling and milling machine focused
on the drilling of circular rings for wind turbine support towers. Both rams are
independent although they can work in parallel.
Fig. 1.21 The Pietro Carnaghi
®
vertical lathes, models ATF14 and AP100

1 Machine Tools for Removal Processes: A General View 35
Fig. 1.22 The Ibarmia
®
drilling machine
1.10.2 A Horizontal Milling Centre for Automotive Components
In the highly competitive automotive sector, companies are encouraged to reduce
times and prices while maintaining sufficient quality. Therefore, machines must
provide high metal removal rates, fast feedrates, greater accuracy and stability,
increased overall productivity and finally, the flexibility to meet changing produc-
tion volumes.
Commonly produced parts are blocks and cylinder heads in iron or high silicon
casting, component cases, gears, crankshafts, rods, or small pieces for the trans-
mission and suspension systems. In Chap. 13 more examples are described.
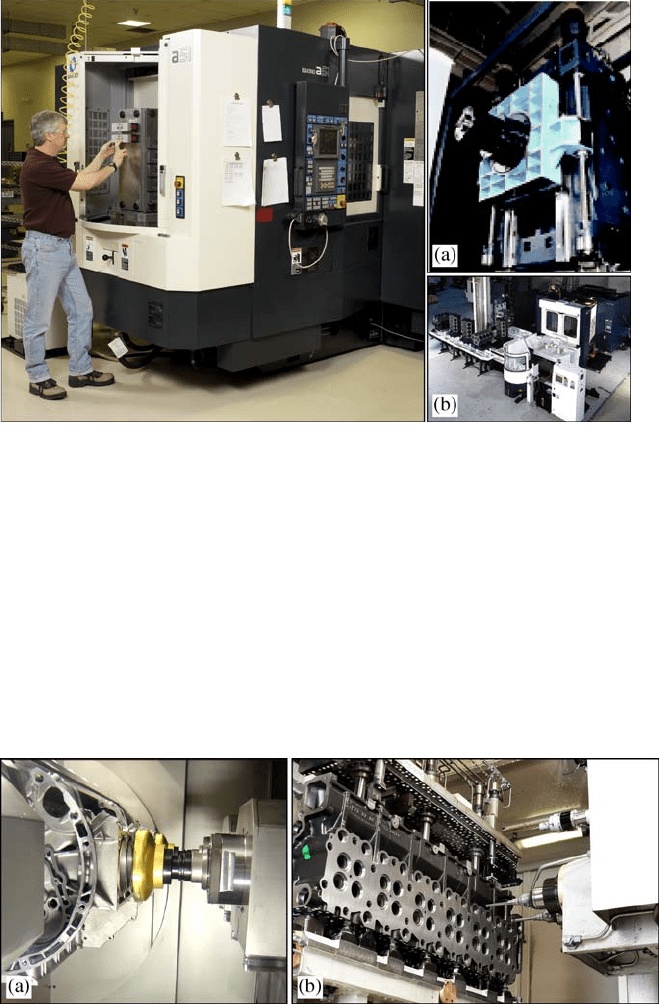
Automotive components are usually machined in horizontal three-axis machin-
ing centres, provided with a B axis for part rotation or in some cases with a simple
rotary indexing table (Fig. 1.23). Horizontal centres bring benefits to an applica-
tion which vertical ones are usually unable to, including faster power spindles and
more power spindles, larger tool magazines, a smaller footprint and chip disposal.
Parts are held and fixed on universal pallets, which can be transferred by auto-
mated systems. In some cases the inclusion of a swivel head or rotation table en-
ables the production of more complex shapes.
In these machines the tool change time “chip to chip” must be as low as possi-
ble; currently times of 2–4
seconds are usual. Very rapid idle movements between
operations or tool positioning are also required.
Spindles are in the range of 6–12,000
rpm powered with 60–90
kW motors to
be able to move large diameter multi-insert rotary tools. Versions with a geared
drive or a direct connection of main motor to spindle are possible, the torque being
higher in the geared versions (in the range of 600–1,100
Nm).
36 L. Norberto López de Lacalle and A. Lamikiz
Tool magazines are the largest in machine tools, with an optional storage of up
to more than 400 tools.
Some machines include as an option two twin spindles and tables or drums to
fix several parts in one setup; see Fig. 1.24. When this is done, the borderline
between individual machines and transfer machines (see Sect. 1.2.9) becomes
diffuse.
On the other hand, vertical centres are applied to wheel, steering, brakes or sus-
pension components, for small and medium production.
Fig. 1.24 a Twin spindle and drum part change system. b Double spindle for engine head ma-
chining, by Heller Maschinenfabrik
®
Fig. 1.23 Horizontal machining centre, model Makino
®
a51. a Detail of the spindle and column
of Makino’s A77. b Automated system for production of engine blocks
1 Machine Tools for Removal Processes: A General View 37
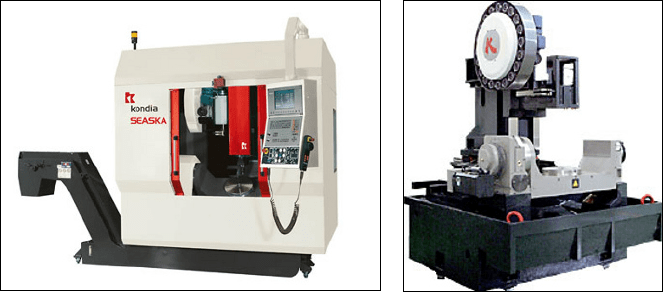
1.10.3 A Milling Centre for Moulds
In this case, a CNC milling machine with a 1
×
1
×
1
metres working zone is com-
mon, with three axes and a vertical spindle as the main solution, and five axes as
a widely used option. For small moulds the C-frame is typical, such as the model
shown in Fig. 1.25. For medium size moulds the gantry frame becomes more inter-
esting due to its improved stiffness, with a sliding table where the mould is placed
with bolts or fixtures.
For big moulds the gantry type with a travelling beam and with a two rotary
head allows machining complex shapes. However, for medium and small moulds
the two-axis rotary bed is stiffer and therefore more widely used
As to the main motion, an electro spindle with 20,000–25,000
rpm and 17–25
kW
is a typical picture but a direct drive by a flexible coupling is also very widely used.
This latter solution is cheaper, and more robust against collision and allows
12,000
rpm and even more. Currently, electrospindles are able to give enough torque
even at a low rotational speed allowing roughing to be performed in the high speed
milling centre starting from the hardened steel material.
Ball screws are the economical and high performance solution for drive trains,
allowing an acceleration of 0.8–1
g. In high end machines linear motors are used.
Machines are not usually provided with pallet transferring, because machining
on moulds is a long operation not requiring too many tools and, therefore, the
setup time is not critical.
Fig. 1.25 The five-axis milling machine Seaska, by Kondia
®
1.10.4 A Milling Machine for Big Dies and Moulds
As mentioned above, these machines are gantry-type, with a transversal travelling
beam and a long ram for the Z movement. The heavy die is fixed on the table,
38 L. Norberto López de Lacalle and A. Lamikiz
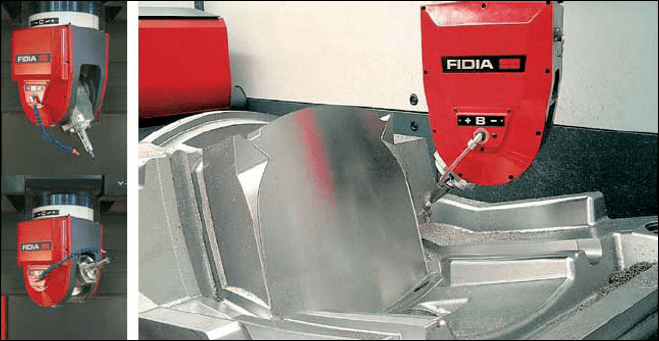
whereas all movements are done by the tool. Usually a two rotary head is used for
sculptured surface milling, as shown in Fig. 1.26. There, to obtain the maximum
possible accuracy, the B and C axes are both driven by brushless motors and the
transducers are mounted directly on the axes. In addition, the axis kinematics
chains have a crown gear-worm screw system with a variable pitch for the com-
pensation of the backlash.
New models of rotary heads based on torque motors for the orientation axes
have been launched in the last four years. This is going to be the main design solu-
tion in the near future, at least for medium and high level machines. Torque mo-
tors are ring-shaped and can be placed directly on the rotary joints, eliminating
gear transmissions.
Some machines for large dies can change the spindle head automatically, se-
lecting a head with a geared spindle for roughing and another with two axes and
a high speed spindle for finishing. Rapid-change connectors must be mounted at
both the ram end and base of the head for the electricity, oil and coolant supplies.
1.10.5 Conventional Machines for Auxiliary Operations
Today, manual machines are mainly used as auxiliary machines, for special opera-
tions. This group includes the universal milling machine, the press drill and the
engine lathe which are always present in workshops, with only slight modifica-
tions in relation to the inventions of the second half of the 19th century. An easy
and inexpensive option is the inclusion of measurement rules in each axis for the
digital display of axis positions, as in the case shown in Fig. 1.27.
Fig. 1.26 Rotary axis head in a milling machine, by Fidia
®
1 Machine Tools for Removal Processes: A General View 39
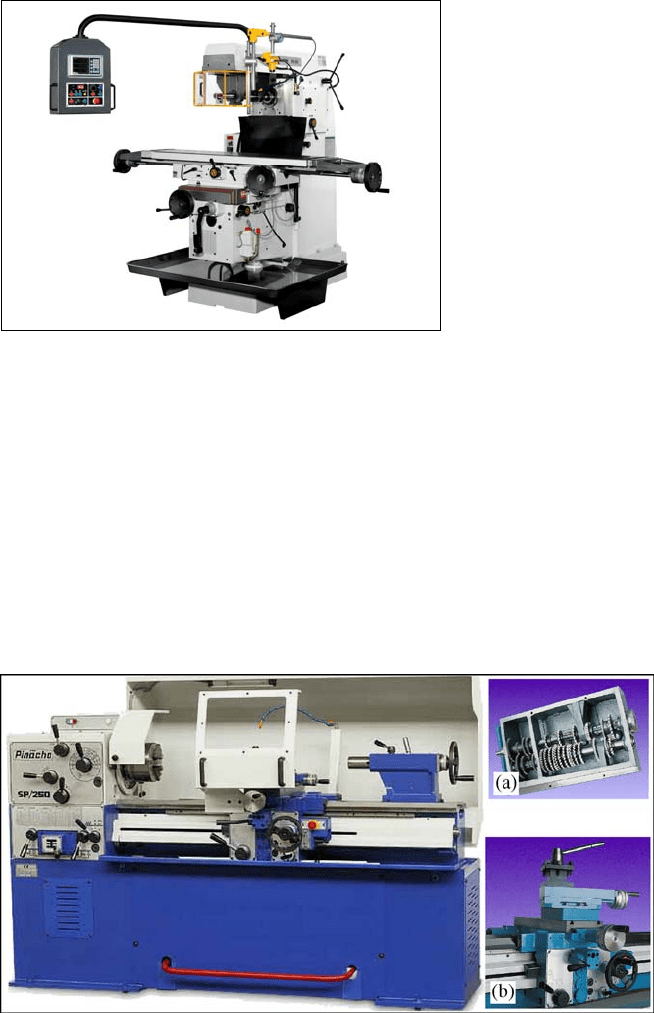
Fig. 1.27 Milling machine FU152 of Lagun
®
Basically all metal technicians have learnt their basic skills and the “art of
working metals” on these machines, since machining operations are more similar
in these machines than in the recently launched CNC machines. In Fig. 1.27
a current universal milling machine is shown, with automatic feedrates on 3 axes
(X, Y, Z) and continuous variation speeds for main spindle and feedrates. Options
for this model are a universal milling head, a universal milling head with quill
feed, a universal dividing head, a precision circular table and attachments for slot-
ting, rack milling and gear hobbing. In Fig. 1.28 an engine lathe and its feed gear-
box and turret is also shown. This model reaches 2,200
rpm with a 5.5
kW head-
stock motor.
Fig. 1.28 Engine lathe, model SP250 by Pinacho
®
. a Detail of the feed gearbox.
b Universal turret