Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

10 L. Norberto López de Lacalle and A. Lamikiz
• The second geometry aspect to be taken into account is the number and com-
plexity of the details. If the features are few and simple they do not contribute to
the complexity increase (i.e., the degrees of freedom, or DOF) of the machine to
be used. On the contrary, if they are numerous and/or very complex, the re-
quired machine-tool must be structurally much more complex. One example is
again the five-axis milling centres, where two orientation axes are added to the
basic three-axis Cartesian machine, making it possible to machine all faces of
complex spatial forms in one setup. Other examples are the so-called “turning
centres”. In this case, milling tools are integrated in a lathe to perform details
like key-slots, polygonal faces or inclined planes in the same setup, at the same
time adding additional DOF to the lathe such as the controlled rotation of the
C-axis and the Y-axis linear movement out from the plain XZ.
• Material removal rate. In some applications the design driver is precision, but
in others it is mainly to achieve a high productivity. The former lead to defining
“finishing machines”, in which the main motion does not require high torque
and power because the chip section will be small to keep cutting forces low.
However precision driveways, machine structures with both a high stiffness
and a damping and tight toolpath control are highly recommended. The latter
lead to the design of a strong “roughing machine” ready for heavy-duty work,
with a high torque and powerful main motor and with a robust spindle. Solu-
tions for precision and productivity are conflicting. Usually users require a ma-
chine suitable for several applications, requiring a “sufficiently accurate” and
“highly productive” machine, at the lowest price. This the basic pattern for
most of the current milling and turning machines.
• Precision. This is a commonly used word which really involves two different
concepts: accuracy and repeatability. Accuracy is the capability of being on
target with a specification, quantified by the bias or difference between the ob-
tained and desired result. However, repeatability is the ability to reach the
same value over and over again. Therefore a machine may be repeatedly inac-
curate in one extreme case, or imprecise yet very accurate at the other extreme.
A somewhat related concept is resolution, the smallest difference between two
following values that can be distinguished by measuring devices.
Accuracy and precision are the main objectives of machine tool construc-
tors. The guidelines and methodologies for machine design and assembly, the
machine elements manufacturing, the testing procedures and the use of auxil-
iary systems are inspired by this requirement [21,
24]. High precision is very
expensive; it requires identifying, controlling and reducing all error sources.
Hence, to achieve a determined grade or accuracy requires a careful study of
the following:
− The effects of assembly errors of the machine mobile components on tool
position. Good assembly practices, the tight adjustment of carriages to
guides and the measurement of errors after assembly are the basic tech-
niques to reduce them.
1 Machine Tools for Removal Processes: A General View 11
− The structure deformations under the action of cutting and inertial forces.
High stiffness is always desired.
− The dynamic behaviour of the system under the excitation of cutting forces,
because most of the machining operations produce highly variable forces.
High damping ratios of machine frame elements and joints enable vibration
reduction.
− Friction and backlash effects in the guideways and drive trains.
− Non-deformability with respect to heating from thermal sources. In machine
tools there are five heat sources: the main motor-spindle, the drive motors,
the process, material removed as chips and finally the temperature changes
of the workshop.
− The tool trajectory control. Errors in part shape and dimensions may occur if
sharp or very rapid direction changes in tool movement are programmed.
Smoothing functions are offered to reduce these errors by moderns CNCs.
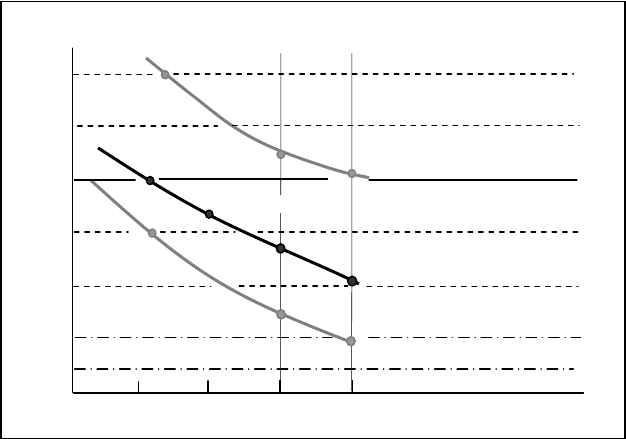
A very illustrative picture about precision in machining was given by McKeown
[16] after Taniguchi [22], lightly modified in [6]. As shown in Fig. 1.5, in the last
sixty years, a precision of 1
μm has been achieved for conventional machining,
while in ultraprecision a hundredth of a micron is achieved in some cases. Evi-
dently, these good numbers are located in the segment of high quality and expen-
sive machines; however they are a good indicator of the current technology level.
A comparison with the boring machine by J. Wilkinson in 1775 “which bores with
a thickness error of one shilling in a fifty-seven inch diameter” (i.e., 2,000
μm),
previously cited in Sect. 1.1.1, is illustrative.
Fig. 1.5 Evolution of machine tool accuracy, from [6]
Machine Tools & Equipment
Turning & Milling Machines
1940 1960 1980 2000
0.0001
(
1Aº
)
100
10
0.1
0.01
0.001
Atomic Lattice Separation
Ultra Precision
Machining
Precision Machining
Precision Grinding and
Turning Machines
High Precision and
Ultra Precision Machines
Free Abrasive Machining
Normal Machining
Lapping, Honing, Boring
and Grinding Machines
Ion Beam Machining
Molecular Manipulation
Grinding Machines
CNC Machines
1 μm
1 nm
n 1
Microns
12 L. Norberto López de Lacalle and A. Lamikiz
• Kinematic behaviour (i.e., speed and acceleration). This requirement regards
the need for fast machine “idle movements” between successive machining op-
erations and for tool change. Some machines usually make a few but long op-
erations on unique parts while others makes a lot of short operations on each
workpiece. An example of the first case is the big milling centre for stamping
die finishing. Examples of the second case are milling centres for automotive
iron cast parts. The latter cases are where rapid idle movements are much rec-
ommended.
Acceleration is not a direct user requirement; nevertheless it should always
be considered by the mechanical engineer when designing a spatial machine,
since all inertial forces are directly related to acceleration by Newton’s second
law. This is an important aspect in sculptured surface milling [13,
14] because
the tool is constantly changing trajectories on the complex surfaces; therefore
machine agility greatly depends on axes accelerations. The same can be said of
machines for automotive components, where the tool must move quickly be-
tween the multiple machining points.
• Batch size has an influence on the automation level of machine tools and the
use of auxiliary devices. Generally, a universal CNC machine is able to process
a wide range of different workpieces, only downloading another CNC program
and with few changes in part workholding devices (see example 1.10.6, later).
On the opposite, a transfer line (see example 1.10.9) offers a high production
rate for a specific part but needs a long time to adapt stations and transfer sys-
tems to new parts. The term “hard automation” makes a reference to install
special devices for the manipulation and machining of specific parts, whereas
“soft automation” refers to the use of CNC machines with universal fixtures
and automated tool change (in machine catalogues this is abbreviated to ATC)
and part change (APC).
• Price. This is an important factor that depends on machine size in linear propor-
tion and precision in exponential relation. Today the “life cost” concept in-
cludes all machine life stages, i.e., the initial investment, maintenance costs,
fixed costs and costs of the machine retrieval. Several software utilities for
a correct life cycle cost analysis (LCC) are available.
At present, the environmental impact of machine tools themselves is not
a key factor; however that of their machining process is taken into account in
several innovation projects.
In most cases, the aforementioned requirements lead to a definition of trad-
itional common-sense solutions, because all applications look similar to the pre-
vious. This similitude makes designing of a new machine for a “traditional” ap-
plication easy. However, as with other mechanism and machine problems, new
solutions are launched radically rethinking all the design steps from the start-
ing point, i.e., the consideration of user requirements. This fact has become evi-
dent in the development of multi-task machines, like those shown in Figs. 1.3
and 1.4, or that of the example in Sect. 1.10.10. See also Sect. 7.2.2, and
Sect. 12.5.2.
1 Machine Tools for Removal Processes: A General View 13
The first machines of this type (in the 1990s) were modified lathes, with an
additional spindle head and a new Y-axis controlled movement placed on the slant
bed. Nowadays, the structure of these machines is absolutely different from the
classic lathe. In some ways it can be said that a second generation of multi-task
machines has been born in the last four years, starting their design from the user
requirements, which must be collected from the machine company sales
departments.
1.3 The Basic Mechanism
Machine tools are spatial mechanisms with several degrees of freedom (called
axes) with sufficient workspace to accommodate or move the workpiece. The
function of this mechanism is moving either the tool or the workpiece, or both
simultaneously [19].
Three references systems can be defined: 1. an observer placed in the work-
piece (WRS, or workpiece reference system), 2. placed on the machine bed (MRS,
or machine reference system) and finally 3. placed at the tool tip (TRS, or tool
reference system). The three are very useful. Thus, the first is where all machining
operations are defined and programmed. The second is that used by an external
observer. Finally, the last is used by machine control to move the tool tip.
A conversion from the former into the latter must be always performed. In manual
machines it is the user who does that, interpreting the workpiece drawings, but in
CNC machines it is this control device which performs this function, known as the
interpolation function.
The machine reference (i.e., the reference with respect to the fixed element, the
ground) is useful for the machine tool manufacturer, since it defines which degrees
of freedom are related to tool movements and which to workpiece movements.
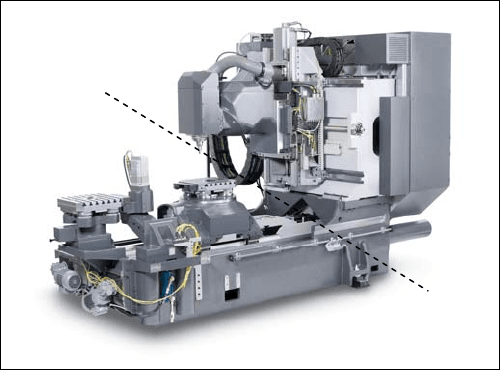
Figure 1.6 shows a DMG machine called Duoblock
®
due to the disposal of ma-
chine axes and consequently the machine two main substructures, two axes
affecting the workpiece and three acting on the tool.
The names of machine degrees of freedom are defined with respect to the main
motion that provides torque and the power to remove material. The nomenclature
and positive and negative directions of axes are defined in the ISO 84:2001 stand-
ard [10], being the Z-axis which matches the main motion axis.
The required movements lead to typical kinematics solutions and machine con-
figurations [4,
24]. Thus, for cylindrical parts the basis is 2 DOF mechanisms,
resulting in the lathe as the machine to be used. For a milling machine mainly
three-axis mechanisms are used. The three-axis movement is solved with a Carte-
sian configuration, with at least two of the axes mounted in serial. In some cases
all the movements are applied to the tool, others are divided among the tool and
workpiece, and on the odd occasion all are applied to the workpiece.
The five axes, like the machine shown in Fig. 1.6, is an optimal mechanical
solution for milling, since it allows the rotary tool, a cylinder with five degrees of
14 L. Norberto López de Lacalle and A. Lamikiz
freedom, to be moved in any orientation and position in the workspace. In this
way the milling tool can be placed in a specific orientation with respect to each
workpiece surface. This is really the best solution for milling, yet at the same time
the complexity of the mechanism and its control has increased.
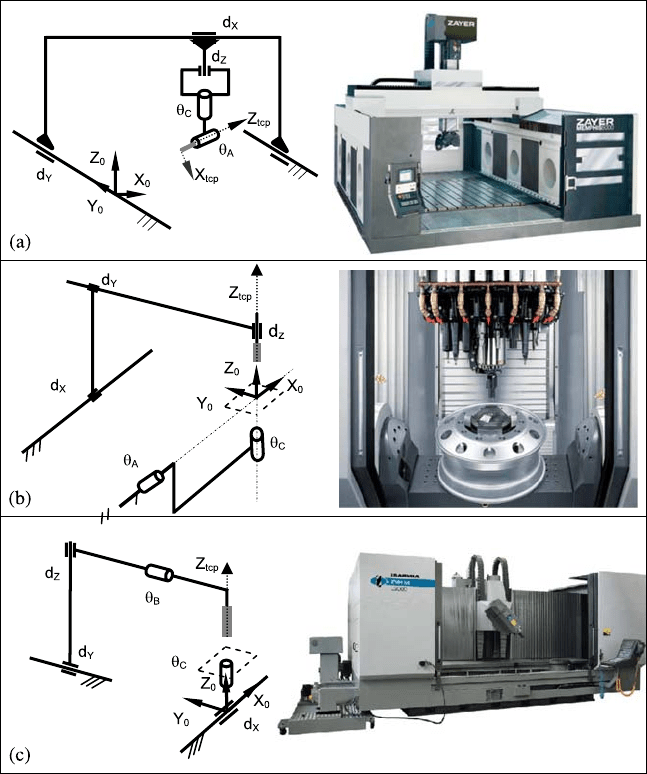
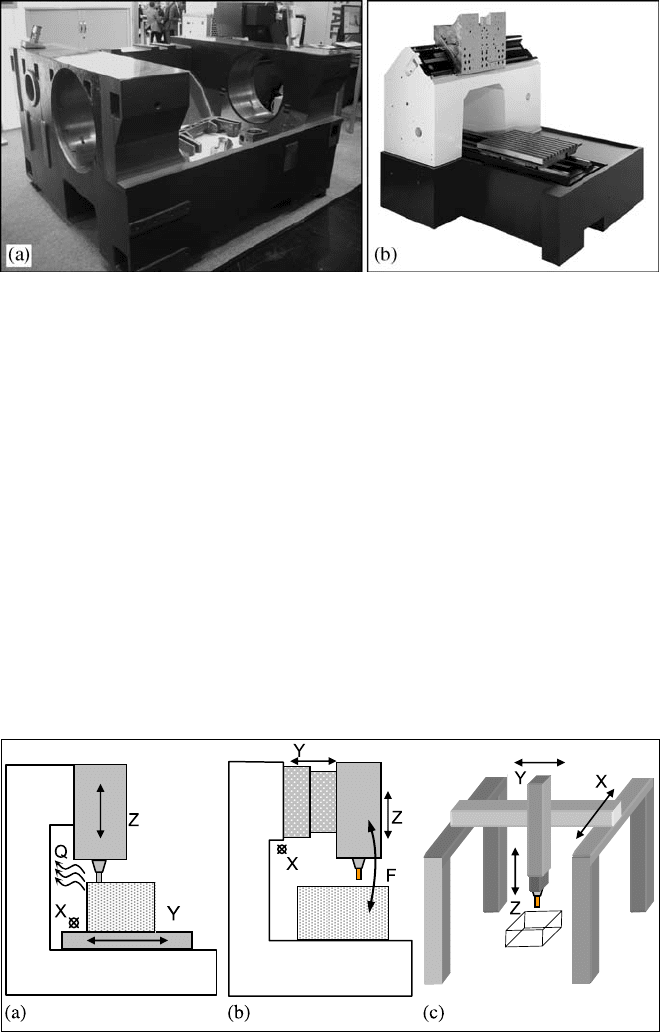
Three configurations are common in five axes milling centres; the kinematic
chain is going to be defined starting from the workpiece towards the tool tip,
where L means a linear axis and R a rotation axis. Thus, three types are defined in
Fig. 1.7.
• LLLRR: A two rotary axis head is fitted onto the end of a Cartesian mechanism.
One axis rotates (twists) the head while the other tilts it. On the other hand,
Cartesian motions may be produced either at the tool or machine table (see dia-
gram of Fig. 1.7a, where motion is of the tool). This configuration is used in
large gantry machine tools, usually for machining large moulds and dies.
• RRLLL: The workpiece is supported by a double rotation table. One rotation is
a cradle-like movement whereas the other is around an axis perpendicular to the
plate. This configuration is commonly used in small compact machines, or in
three-axis machines provided with accessory rotary tables. The three mean Car-
tesian axes can be solved by a travelling column configuration, but in other
cases the cradle base is provided with one linear degree of freedom.
• RLLLR: The workpiece is supported by a rotary turning table and at the same
time a swivelling head provides another rotational degree of freedom. These
five-axis machines are very suitable for tall workpieces or for cylindrical parts
with faced plates and holes around their perimeter.
Current machines tools are really simpler in design than fifty years ago. Then,
only mechanical devices were available for the automation of machine movements
Fig. 1.6 The DMG 60 U Duoblock
®
, a RLLLR machine
Two axes
Three axes
1 Machine Tools for Removal Processes: A General View 15
while now the servocontrol of machines axes is easy to implement and not too
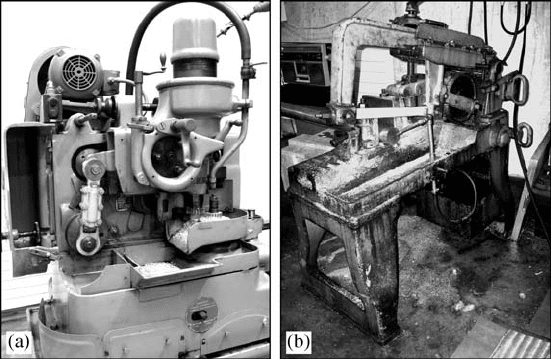
expensive. For example, the mechanism of the gear shaper shown in Fig. 1.8a
enabled all the process movements to be achieved from a single electrical motor:
• The shape-like movement of the gear cutter by means of a slider-crank
mechanism.
• The gear cutter backward movement at each vertical stroke by a reversing dog.
• The feed movement along the gear generation.
• The cycle control by using a flat cam.
Fig. 1.7 Three mechanisms for a five-axis milling machine. a LLLRR, model Memphis
of Zayer
®
. b RRLLL, model Chiron
®
Wheel. c RLLLR, the Ibarmia
®
ZVH55
16 L. Norberto López de Lacalle and A. Lamikiz
Fig. 1.8 Two machines where kinematics solved all the movements. a Gear shaper. b Hacksaw
In this case, to synchronise all movements a complete set of interchangeable
gears and a belt placed on interchangeable pulleys was used. Another example of
a full mechanical solution is the hacksaw of Fig. 1.8b, where the main sawing
movement and the feed are obtained from a single motor using a planar mechanism.
1.4 The Machine Structure
The structure of machine tools must hold all machine components and at the same
time withstand the forces coming from the process, maintaining enough stiffness
to keep the required precision. On the other hand, a high damping ratio and low
thermal distortion must be achieved. Two main types of elements are included in
the structure:
• The frame and bed. The main body of the structure constitutes the machine
frame. It can be built in one block or assembling several individual sub-frames
(see Fig. 1.9). One important component is the bed, where all others compo-
nents rest. It is the solid base of machine after construction, placed on the
ground of the workshop using some kind of isolated supports.
• The structural components. They are part of the mechanism, being linked with
relative movement between them. The interface of those elements with relative
movement must be very stiff and damped along the perpendicular direction to
slide while allowing a smooth motion along it.
Two structure design concepts are used, the open-loop and closed-loop
configurations. In the first case the process forces are conducted to the ground
through just one structural way, whereas in the closed case forces are derived by
1 Machine Tools for Removal Processes: A General View 17
several ways to the ground. Obviously, in the first case the structure is weaker,
therefore a higher error measured at the tool tip position is produced by machine
deformation due to the cutting forces; in the second case, stiffness measured at the
tool tip increases. On the other hand, and for the same machine size, the first type
usually offers more workspace and workzone accessibility for part handling than
the second.
The characteristic open-loop for milling machines is the C or G (knee) frames,
very common in small machines. The access to the workzone is easy, but this
structure is sensitive to thermal and mechanical charges (torsion and flexion) with
an asymmetrical response. The frame overhang produces Abbe errors on the
workpiece (see Sect. 6.2.3). In Fig. 1.10 two designs are presented. Thus, case (a)
is the “fixed column”, stiffer but affected by heat coming from the machining
process, and moving different masses depending on the workpiece weight as well.
The second is the “travelling column”, less stiff but moving the same mass all the
Fig. 1.9 Machine structures. a Bed in ductile iron by Alzmetall
®
. b Machine structure by
Röders
®
Fig. 1.10 Three machine frames. a Fixed column C-frame. b Transverse column C-frame.
c Gantry with a travelling beam, with all movements in the tool
18 L. Norberto López de Lacalle and A. Lamikiz
time; another advantage is that it allows the part to be set up in one zone while
milling runs in the other if the machine table is sufficiently long.
With respect to closed-loop frames, the bridge or gantry structure is used for
medium and large machines, which usually perform heavy-duty work or finishing
on big parts. In some cases the bridge is fixed and table moves, in others the
workpiece is fixed and all movements are by the bridge or a travelling beam
placed on the bridge (case c in Fig. 1.10).
Nowadays, there are also some new architectures using parallel kinematics,
where stiffness, kinematic and dynamic principles are somewhat different. In these
machines the use of isostatic structures prevents spatial distortion of machine
bodies. Chapter 10 is dedicated to this type of machine.
As for lathes, structures are open-loop for horizontal models and closed-loop
for the huge vertical ones (also called vertical boring mills). In lathes cutting
forces are translated into torsion to the bed through the carriage guideways. For
the last fifteen years horizontal CNC lathes have had slant beds in which the turret
moves along; this fact makes the part handling and chip evacuation easy; however,
at recent fairs some developments with a horizontal bed, traditional for engine
lathes, and turrets placed under the workpieces have been shown (e.g., the Mori
Seiki NT series; see Fig. 1.4b).
1.4.1 Machine Foundations
As for machine tool foundations, some of them are support-critical whereas others
are not. For small and medium lathes and machining centres, isolation pads or
blocks are usually enough to reduce vibration transmission to and from the ma-
chine tool. These supports have some simple height adjustment to make the
alignment.
When vibration isolation is desired in a support-critical installation, an inertial
block foundation system is often the best option. The machine is jointed to a con-
crete basement by anchor bolts, levelling screws or levelling wedges to adjust and
align the machine bodies. This is the case with big milling or boring machines
where the workpiece table rests on the ground and the column structure is a separ-
ate group resting on the ground as well. Another case is the long table milling ma-
chines with travelling column, where good alignment is required.
1.4.2 Structural Components Materials
Both the bed and structural components must be stiff, lightweight and easy to
manufacture. Taking this into account, four materials groups are mainly used in
machine structures:
1 Machine Tools for Removal Processes: A General View 19
• Grey cast iron is the most common material due to its stability, easy casting,
high damping ratio, self lubricity and economy in machining. Ductile cast iron
can be an option to increase the stiffness of some components. Cast steel is
used in headstocks.
• Welded frames are used in large machines due to the usual casting problems of
large components or when a very short production time is required. The main
disadvantage is the lack of damping. Some solutions use fillings, like sand or
polymers, to improve damping and attenuate vibrations. Other problems are de-
rived from the residual stresses and distortions typical of welding and the non-
homogeneous behaviour of the weld seams.
• Polymer concrete, also known as “mineral casting”, has been the subject of
several research projects in recent years. Now it is used in some lathe or milling
machine beds. The positive feature is its high damping, but its main drawback
is the low thermal conductivity. In some cases this material can reinforce the
cast iron, for example in the lathe series Quest by Hardinge
®
Inc. (Harcrete™
material). Another brand is Polycrete™ by Cleveland Polymer
®
, a material for-
mulated by combining quartz aggregate, a high bonding-strength epoxy resin
system and selective additives.
• Granite is used by some manufacturers of special lathes, grinders and other
high accurate finishing machines, for example for glass turning and polishing.
1.4.3 Structural Analysis
The analysis present three stages, resistance analysis of the structure withstanding
static forces, analysis of natural frequencies and modes, and finally dynamic
analysis of the machine with respect to the cutting process.
Structural behaviour under static or inertial loads is currently carried out with
the Finite element method (see Sect. 2.3.2). Although cutting forces are variable,
both in modulus and direction, the maximum values can be considered inputs for
the 3D model. The structure equivalent tensions and deformations are mapped as
a result of the analysis (Fig. 1.11), which can be used to redesign the structural
components. Currently, even the simplest software packages are able to perform
a good calculus. In FEM, the most difficult aspect to define is related to contacts
between structural components along the DOF, where stiffness, damping, backlash
and other construction details are difficult to estimate.
Typical machine stiffness values, measured like the displacement of the spindle
nose with regard to the machine bed due to force action, are as follows. For a vertical
machining centre, stiffness values of approx. 62
N/μm in X, 33
N/μm in Y and
67
N/μm in Z are calculated in [7]. In another case, a travelling column milling ma-
chine [20], the experimental stiffness is 16
N/μm in the X-axis, 40
N/μm in the Y-axis
and 93.7
N/μm in the Z axis. Other values for 3-axis machines range between
15–25
N/μm in the axes X and Y and 70–100
N/μm in the Z axis, Z always being the
stiffest in milling machines. With respect to grinders, external cylindrical ones are in