Лахтин Ю.М., Леонтьева В.П. Материаловедение
Подождите немного. Документ загружается.

ются соли,
обладают
малой
стойкостью, при плохом рас-
кислении
ванны возможно обез-
)тлероживание, детали необ-
ходимо очищать от налипших
солей.
Наиболее распространены
электрические печи-ванны, с
внешним
и внутренним нагре-
вом тигля. Внешний нагрев
осуществляется спиральными
(ленточными) элементами на-
грева (рис. 143), внутренний -
электродами (рис. 144). На-
ибольшее применение нашли
электродные печи-ванны с элек-
тромагнитной циркуляцией со-
ли.
Принцип
работы этих ванн
основан на том, что расплавлен-
ная
соль
обладает
высоким
электросопротивлением, вслед-
ствие
чего
электроэнергия пре-
вращается в тепловую.
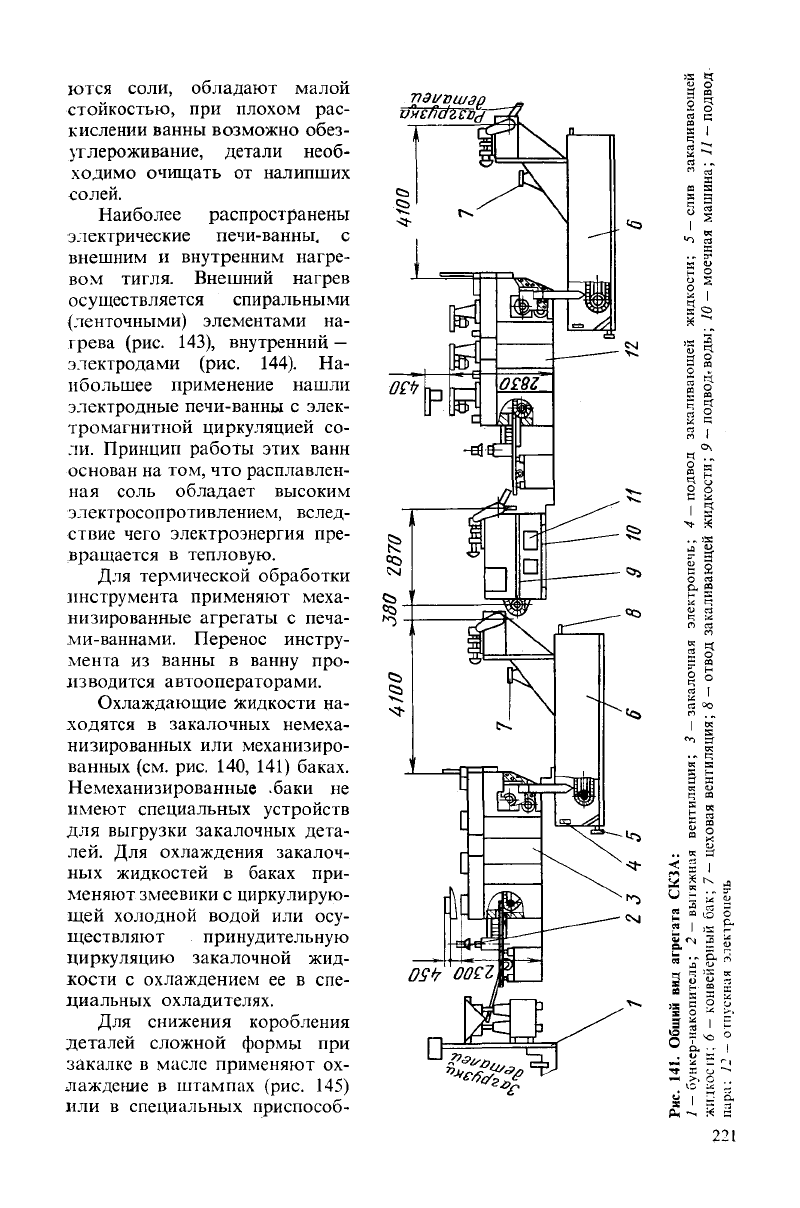
Для термической обработки
инструмента применяют
меха-
низированные
агрегаты
с печа-
ми-ваннами.
Перенос инстру-
мента из ванны в ванну про-
изводится автооператорами.
Охлаждающие жидкости на-
ходятся в закалочных немеха-
низированных или механизиро-
ванных (см. рис. 140, 141) баках.
Немеханизированные .баки не
имеют специальных устройств
для выгрузки закалочных
дета-
лей. Для охлаждения закалоч-
ных жидкостей в баках при-
меняют змеевики с циркулирую-
щей холодной водой или осу-
ществляют принудительную
циркуляцию закалочной жид-
кости с охлаждением ее в спе-
циальных
охладителях.
Для снижения коробления
деталей сложной формы при
закалке в масле применяют ох-
лаждение в штампах (рис. 145)
или
в специальных приспособ-
ш\
-ч-
0£9Z
-*fl-E
И
кид
)3
й>
3
о
S
ПИ1
га
ЬЙ
а
п
О
О
с
1
1
о
is"
п
§
1
CQ
СГ
О
С
1
О\
^-Г
СТ]
р
сид
2
i
1
Л^^
<
и
ага
pei
U
вид
1
3
J. Об
у
га
к
1
со
1
л
л
тел
с
о
&
>.
1
><
ё
в.
<и
1)
СО
ко;
1
^С:
О
1ПО1
й>
ri
к
^
UJ.
о
1
*~
1
7;
о,
221
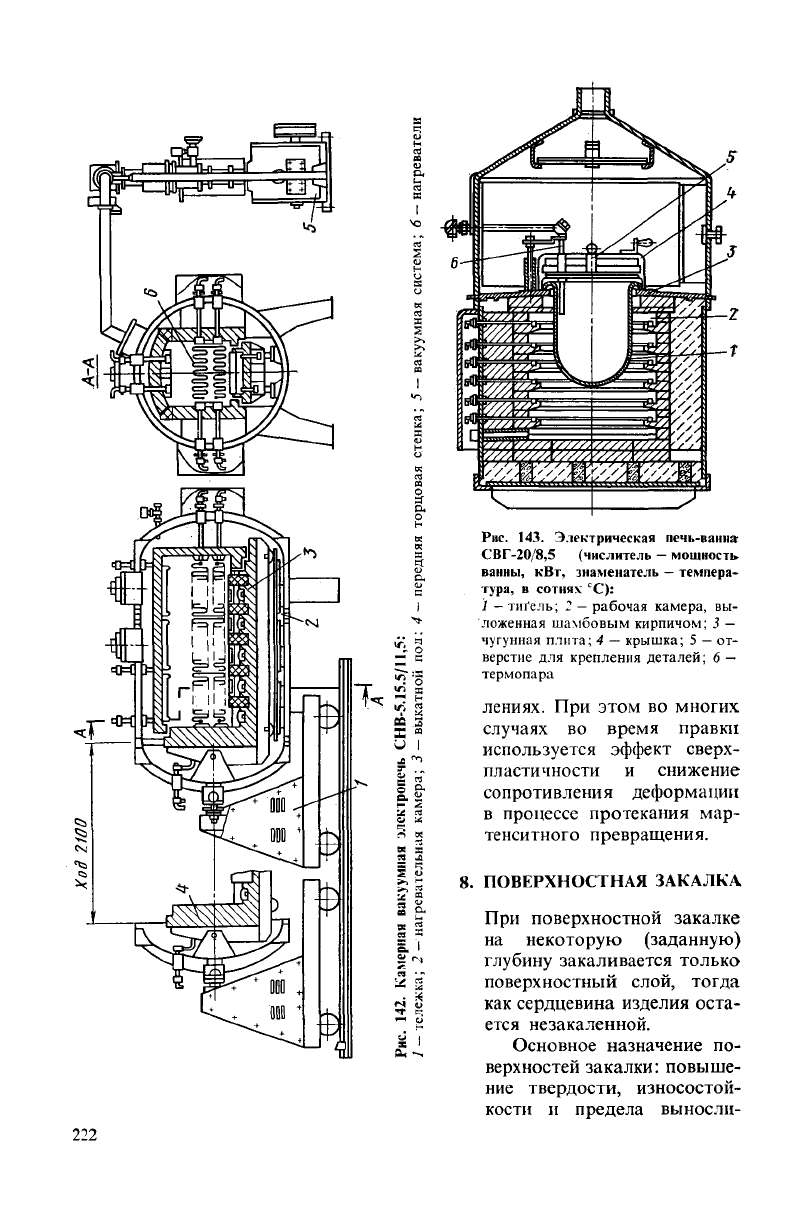
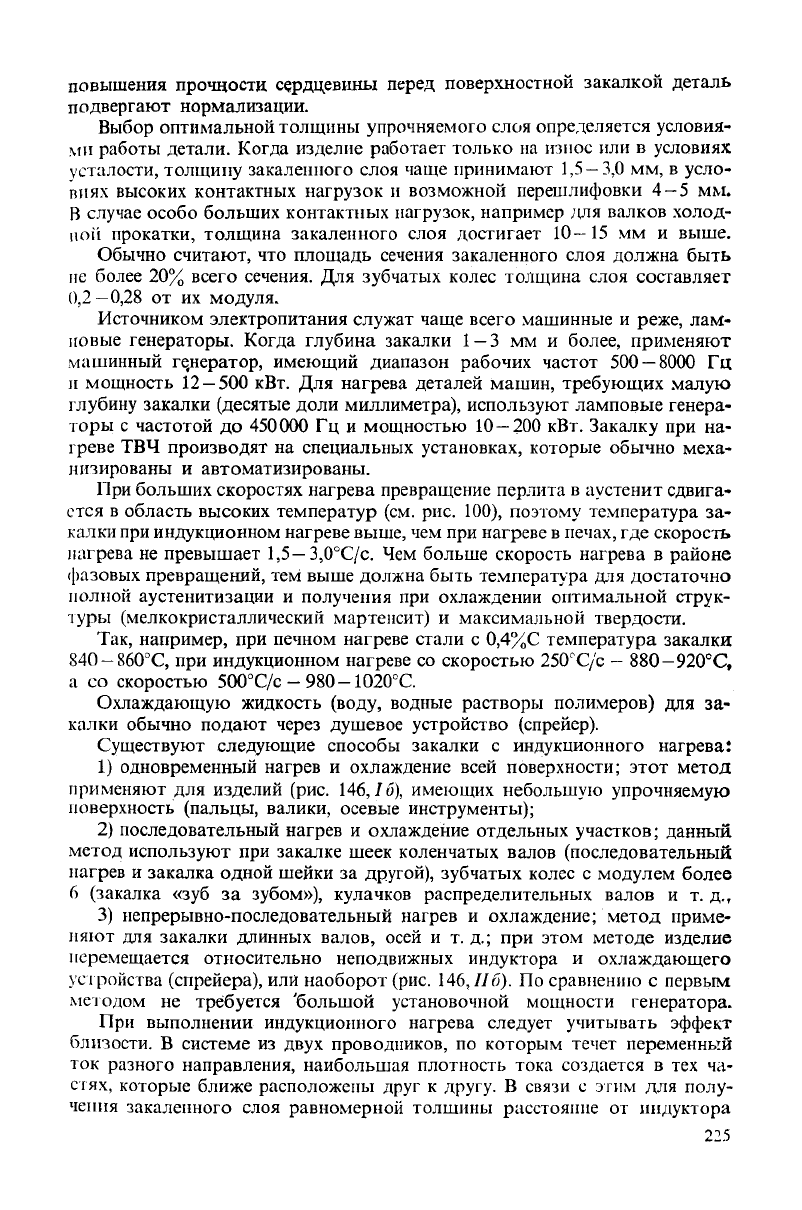
Рис.
143. Электрическая печь-ванна
СВГ-20/8,5
(числитель — мощность-
ванны, кВт, знаменатель — темпера-
тура, в сотняк
С
С):
) — тигель; 2 — рабочая камера, вы-
ложенная шамбовым кирпичом; 3 —
чугунная плита; 4 — крышка; 5 — от-
верстие для крепления деталей; б —
термопара
лениях. При этом во многих
случаях
во время правки
используется эффект
сверх-
пластичности и снижение
сопротивления деформации
в
процессе протекания мар-
тенситного превращения.
8. ПОВЕРХНОСТНАЯ ЗАКАЛКА
При
поверхностной закалке
на
некоторую (заданную)
глубину
закаливается только
поверхностный слой,
тогда
как
сердцевина изделия оста-
ется незакаленной.
Основное назначение по-
верхностей закалки: повыше-
ние
твердости, износостой-
кости и предела выносли-
222
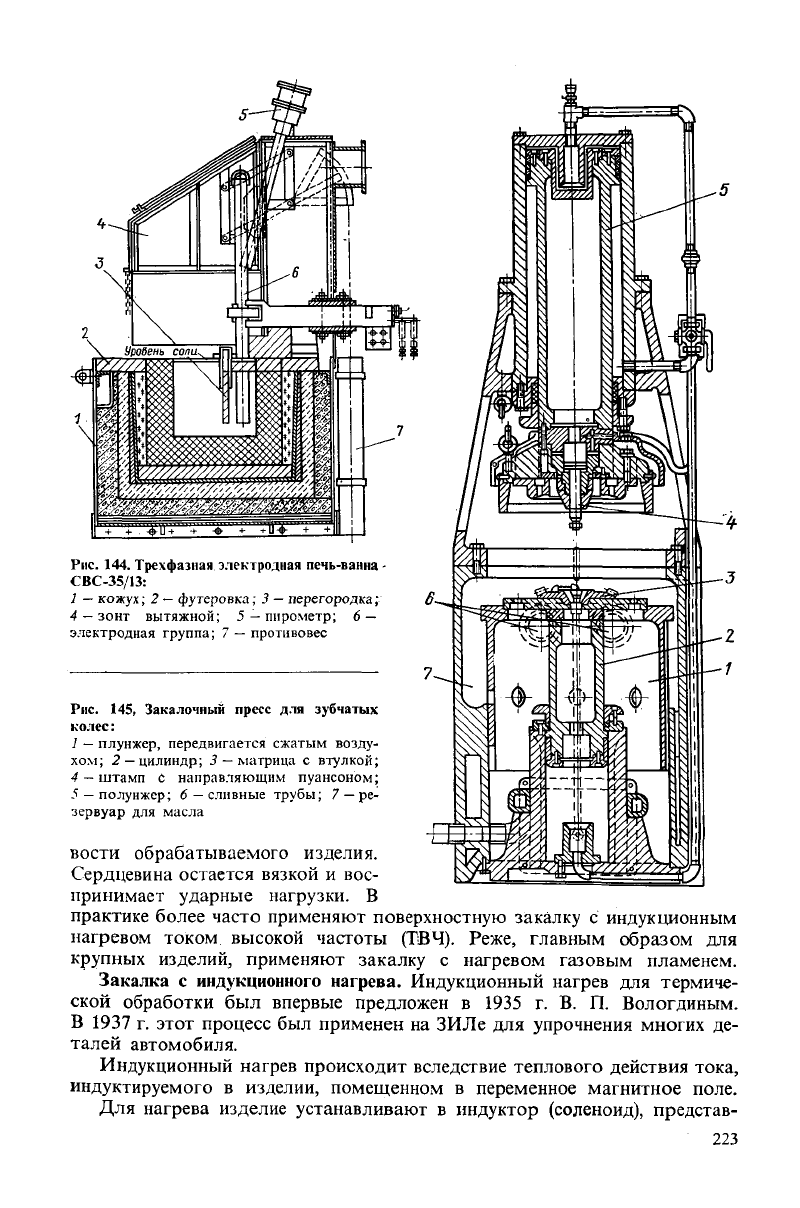
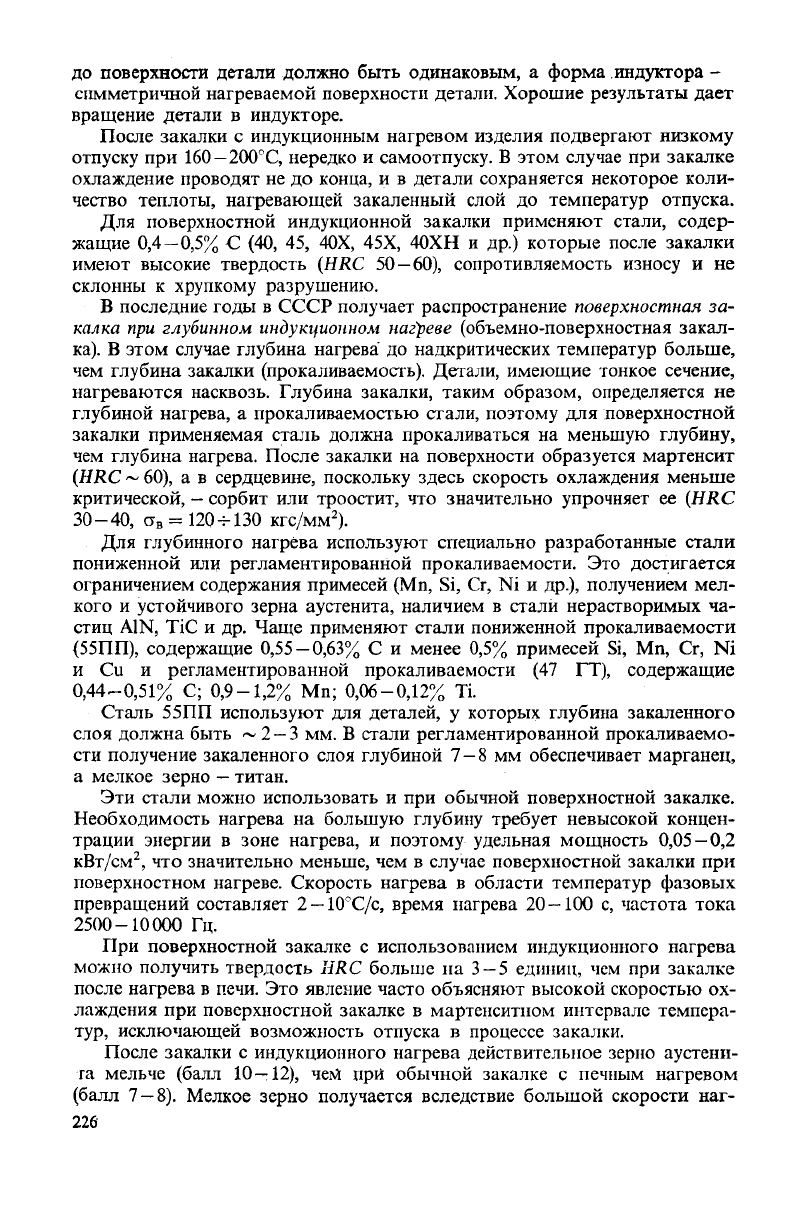
Рис.
144. Трехфазная электродная печь-ванна -
СВС-35/13:
1
—
кожух;
2 - футеровка; 1 - перегородка;
4 — зонт вытяжной; 5 — пирометр; 6 —
электродная группа; 7 — противовес
Рис.
145, Закалочный пресс для
зубчатых
колес:
1
— плунжер, передвигается сжатым
возду-
хом; 2 —цилиндр; 3 — матрица с втулкой;
4 — штамп с направляющим пуансоном;
5 — полунжер; 6 — сливные
трубы;
7 — ре-
зервуар
для масла
вости обрабатываемого изделия.
Сердцевина остается вязкой и вос-
принимает ударные нагрузки. В
практике более часто применяют поверхностную закалку с индукционным
нагревом током высокой частоты (ТВЧ). Реже, главным образом для
крупных изделий, применяют закалку с нагревом газовым пламенем.
Закалка
с индукционного нагрева. Индукционный нагрев для термиче-
ской
обработки был впервые предложен в 1935 г. В. П. Вологдиным.
В 1937 г. этот процесс был применен на ЗИЛе для упрочнения многих де-
талей автомобиля.
Индукционный
нагрев происходит вследствие теплового действия тока,
индуктируемого в изделии, помещенном в переменное магнитное поле.
Для нагрева изделие устанавливают в индуктор (соленоид), представ-
223
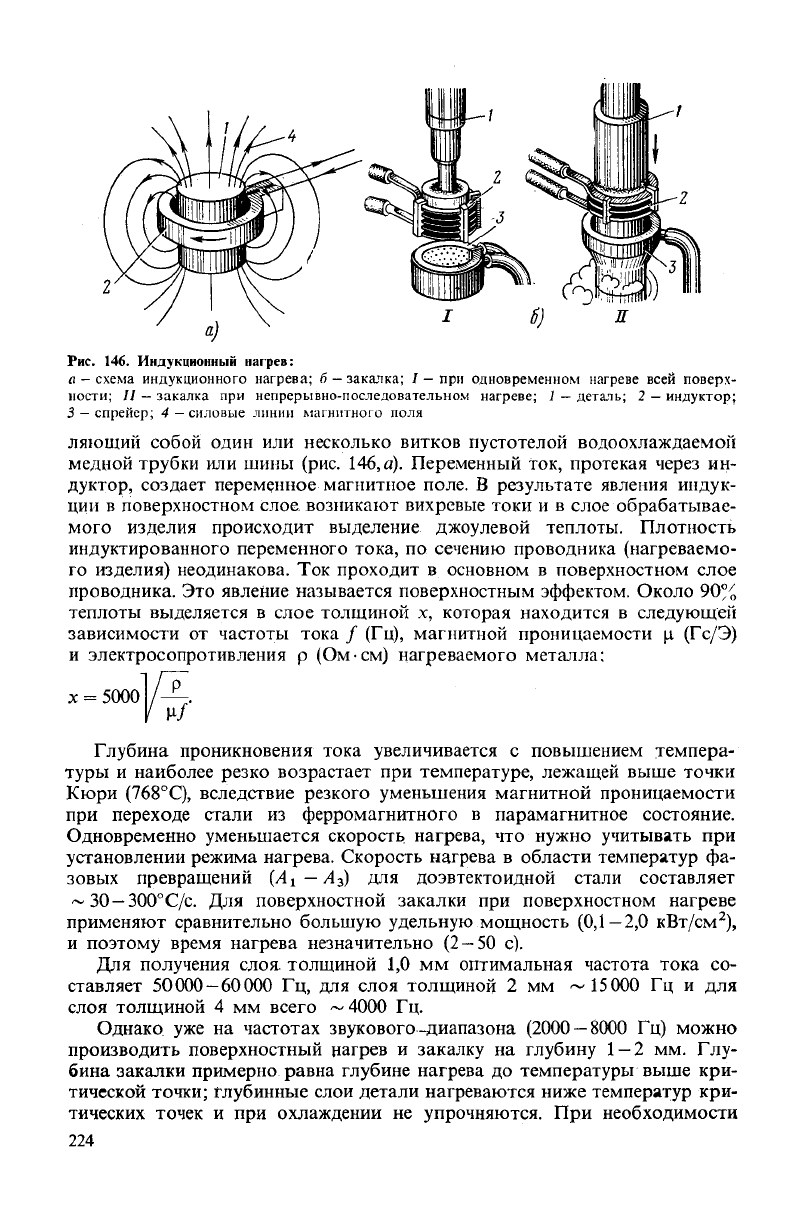
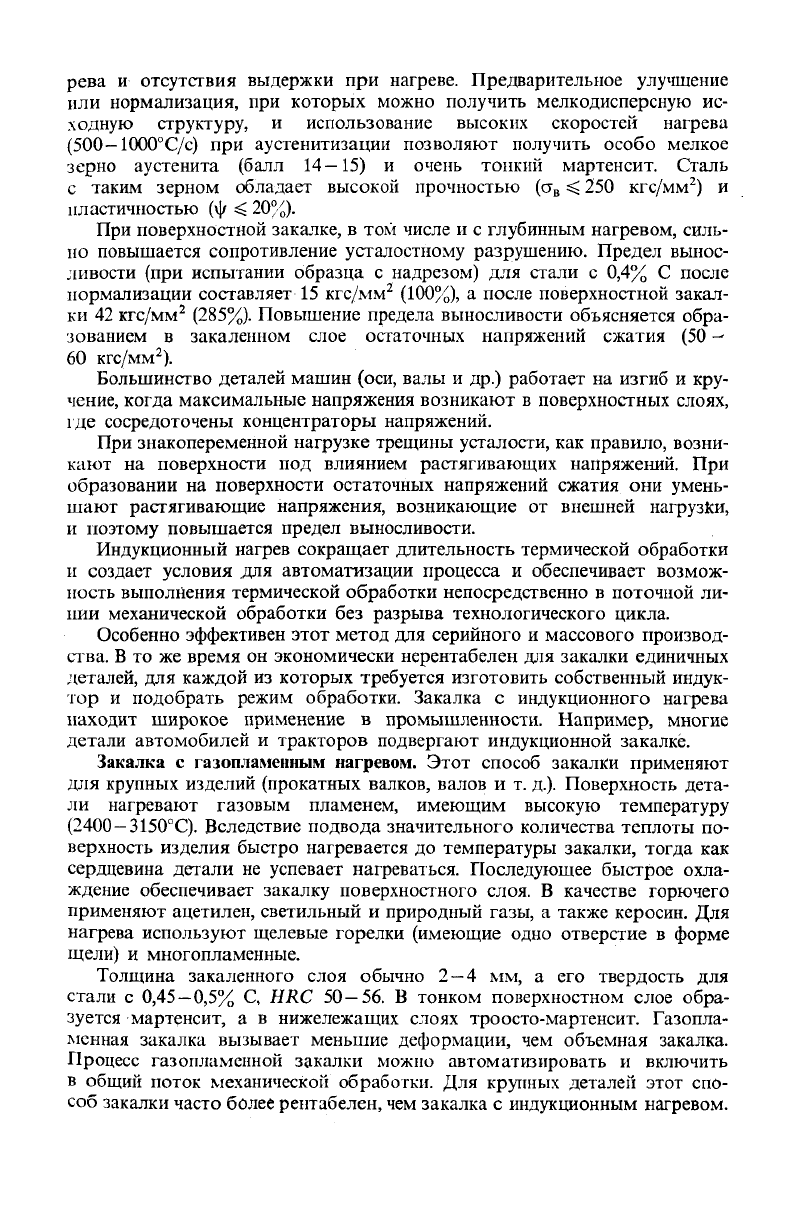
Рис.
146. Индукционный нагрев:
а —
схема
индукционного нагрева; б — закалка; / — при одновременном нагреве всей поверх-
ности;
// — закалка при непрерывно-последовательном нагреве; ] — деталь; 2 — индуктор;
3
— спрейер; 4
—
силовые линии магнитного поля
ляющий собой один или несколько витков пустотелой водоохлаждаемой
медной трубки или шины (рис. 146, а). Переменный ток, протекая через ин-
дуктор, создает переменное магнитное поле. В
результате
явления индук-
ции
в поверхностном слое, возникают вихревые токи и в слое обрабатывае-
мого изделия происходит выделение джоулевой теплоты. Плотность
индуктированного переменного тока, по сечению проводника (нагреваемо-
го изделия) неодинакова. Ток проходит в основном в поверхностном слое
проводника. Это явление называется поверхностным эффектом. Около 90%
теплоты выделяется в слое толщиной х, которая находится в следующей
зависимости от частоты тока / (Гц), магнитной проницаемости \х (Гс/Э)
и
электросопротивления р (Ом-см) нагреваемого металла:
х =
5000
Глубина проникновения тока увеличивается с повышением темпера-
туры
и наиболее резко возрастает при температуре, лежащей выше точки
Кюри
(768°С),
вследствие резкого уменьшения магнитной проницаемости
при
переходе
стали из ферромагнитного в парамагнитное состояние.
Одновременно уменьшается скорость нагрева, что нужно учитывать при
установлении режима нагрева. Скорость нагрева в области температур фа-
зовых превращений (A
t
— Л
3
) для доэвтектоидной стали составляет
~30
—300°С/с.
Для поверхностной закалки при поверхностном нагреве
применяют сравнительно большую
удельную
мощность
(0,1—2,0
кВт/см
2
),
и
поэтому время нагрева незначительно (2
—
50 с).
Для получения слоя, толщиной 1,0 мм оптимальная частота тока со-
ставляет
50000
—
60000
Гц, для слоя толщиной 2 мм ~
15000
Гц и для
слоя толщиной 4 мм всего ~
4000
Гц.
Однако уже на
частотах
звукового-диапазона
(2000
—
8000
Гц) можно
производить поверхностный нагрев и закалку на
глубину
1-2 мм. Глу-
бина закалки примерно равна глубине нагрева до температуры выше кри-
тической точки; глубинные слои детали нагреваются ниже температур кри-
тических точек и при охлаждении не упрочняются. При необходимости
224
повышения
прочности сердцевины перед поверхностной закалкой деталь
подвергают нормализации.
Выбор оптимальной толщины упрочняемого слоя определяется условия-
ми
работы детали. Когда изделие работает только на износ или в условиях
усталости, толщину закаленного слоя чаще принимают
1,5-3,0
мм, в усло-
виях высоких контактных нагрузок и возможной перешлифовки 4
—
5 мм.
В
случае
особо больших контактных нагрузок, например для валков холод-
ной
прокатки, толщина закаленного слоя достигает 10—15 мм и выше.
Обычно считают, что площадь сечения закаленного слоя должна быть
не
более 20% всего сечения. Для
зубчатых
колес толщина слоя составляет
0,2-0,28
от их модуля.
Источником
электропитания
служат
чаще всего машинные и реже, лам-
повые генераторы. Когда глубина закалки 1-3 мм и более, применяют
машинный
ге,нератор, имеющий диапазон рабочих частот 500
—
8000
Гц
и
мощность 12
—
500 кВт. Для нагрева деталей машин, требующих малую
глубину закалки (десятые доли миллиметра), используют ламповые генера-
торы с частотой до
450000
Гц и мощностью
10—200
кВт. Закалку при на-
греве ТВЧ производят на специальных установках, которые обычно
меха-
низированы
и автоматизированы.
При
больших скоростях нагрева превращение перлита в аустенит сдвига-
ется в область высоких температур (см. рис. 100), поэтому температура за-
калки
при индукционном нагреве выше, чем при нагреве в печах, где скорость
нагрева не превышает 1,5
—3,0°С/с.
Чем больше скорость нагрева в районе
фазовых превращений, тем выше должна быть температура для достаточно
полной
аустенитизации и получения при охлаждении оптимальной струк-
туры (мелкокристаллический мартенсит) и максимальной твердости.
Так,
например, при печном нагреве стали с 0,4%С температура закалки
84О-86О°С,
при индукционном нагреве со скоростью
250°С/с
- 880-920
С
С,
а со скоростью
500°С/с
-
980-1020°С.
Охлаждающую жидкость (воду, водные растворы полимеров) для за-
калки
обычно подают через душевое устройство (спрейер).
Существуют следующие способы закалки с индукционного нагрева:
1) одновременный нагрев и охлаждение всей поверхности; этот метод
применяют для изделий (рис. 146,16), имеющих небольшую упрочняемую
поверхность (пальцы, валики, осевые инструменты);
2) последовательный нагрев и охлаждение отдельных участков; данный
метод используют при закалке шеек коленчатых валов (последовательный
нагрев и закалка одной шейки за другой),
зубчатых
колес с модулем более
6 (закалка
«зуб
за зубом»), кулачков распределительных валов и т. д.,
3) непрерывно-последовательный нагрев и охлаждение; метод приме-
няют для закалки длинных валов, осей и т. д.; при этом методе изделие
перемещается относительно неподвижных индуктора и охлаждающего
устройства (спрейера), или наоборот (рис. 146,116). По сравнению с первым
методом не требуется 'большой установочной мощности генератора.
При
выполнении индукционного нагрева
следует
учитывать эффект
близости. В системе из
двух
проводников, по которым течет переменный
ток
разного направления, наибольшая плотность тока создается в тех ча-
стях, которые ближе расположены
друг
к
другу.
В связи с этим для полу-
чения
закаленного слоя равномерной толшины расстояние от индуктора
225
до поверхности детали должно быть одинаковым, а форма индуктора -
симметричной
нагреваемой поверхности детали. Хорошие результаты
дает
вращение детали в индукторе.
После
закалки с индукционным нагревом изделия подвергают низкому
отпуску при
160—200°С,
нередко и самоотпуску. В этом
случае
при закалке
охлаждение проводят не до конца, и в детали сохраняется некоторое коли-
чество теплоты, нагревающей закаленный слой до температур отпуска.
Для поверхностной индукционной закалки применяют стали, содер-
жащие
0,4—0,5%
С (40, 45, 40Х, 45Х, 40ХН и др.) которые после закалки
имеют высокие твердость (HRC 50
—
60), сопротивляемость износу и не
склонны
к хрупкому разрушению.
В последние годы в
СССР
получает распространение
поверхностная
за-
калка при
глубинном
индукционном
нагреве
(объемно-поверхностная закал-
ка).
В этом
случае
глубина нагрева до надкритических температур больше,
чем глубина закалки (прокаливаемость). Детали, имеющие тонкое сечение,
нагреваются насквозь. Глубина закалки, таким образом, определяется не
глубиной нагрева, а прокаливаемостью стали, поэтому для поверхностной
закалки
применяемая сталь должна прокаливаться на меньшую глубину,
чем глубина нагрева. После закалки на поверхности образуется мартенсит
(HRC ~ 60), а в сердцевине, поскольку здесь скорость охлаждения меньше
критической,
— сорбит или троостит, что значительно упрочняет ее (HRC
30-40,
ст
в
=
120н-130
кгс/мм
2
).
Для глубинного нагрева используют специально разработанные стали
пониженной
или регламентированной прокаливаемое™. Это достигается
ограничением содержания примесей (Mn, Si, Cr, Ni и др.), получением мел-
кого и устойчивого зерна аустенита, наличием в стали нерастворимых ча-
стиц
A1N, TiC и др. Чаще применяют стали пониженной прокаливаемости
(55ПП),
содержащие 0,55
—
0,63% С и менее 0,5% примесей Si, Mn, Cr, Ni
и
Си и регламентированной прокаливаемости (47 ГТ), содержащие
0,44-0,51% С;
0,9-1,2%
Мп;
0,06-0,12%
Ti.
Сталь 55ПП используют для деталей, у которых глубина закаленного
слоя
должна быть ~ 2
—
3 мм. В стали регламентированной прокаливаемо-
сти получение закаленного слоя глубиной 7
—
8 мм обеспечивает марганец,
а мелкое зерно — титан.
Эти
стали можно использовать и при обычной поверхностной закалке.
Необходимость нагрева на большую глубину
требует
невысокой
концен-
трации
энергии в зоне нагрева, и поэтому удельная мощность
0,05-0,2
кВт/см
2
, что значительно меньше, чем в
случае
поверхностной закалки при
поверхностном нагреве. Скорость нагрева в области температур фазовых
превращений
составляет 2
—10°С/с,
время нагрева 20
—
100 с, частота тока
2500-10000
Гц.
При
поверхностной закалке с использованием индукционного нагрева
можно
получить твердость HRC больше на 3
—
5 единиц, чем при закалке
после нагрева в печи. Это явление часто объясняют высокой скоростью ох-
лаждения при поверхностной закалке в мартенситном интервале темпера-
тур, исключающей возможность отпуска в процессе закалки.
После
закалки с индукционного нагрева действительное зерно аустени-
та мельче (балл 10—12), чем при обычной закалке с печным нагревом
(балл 7
—
8). Мелкое зерно получается вследствие большой скорости наг-
226
рева и отсутствия выдержки при нагреве. Предварительное улучшение
или
нормализация, при которых можно получить мелкодисперсную ис-
ходную
структуру,
и использование высоких скоростей нагрева
(500—
1000°С/с)
при аустенитизации позволяют получить особо мелкое
зерно
аустенита (балл
14-15)
и очень тонкий мартенсит. Сталь
с
таким зерном
обладает
высокой прочностью (ст
в
< 250 кгс/мм
2
) и
пластичностью (i|/ < 20%).
При
поверхностной закалке, в том числе и с глубинным нагревом, силь-
но
повышается сопротивление усталостному разрушению. Предел вынос-
ливости (при испытании образца с надрезом) для стали с 0,4% С после
нормализации
составляет 15 кгс/мм
2
(100%), а после поверхностной закал-
ки
42 кгс/мм
2
(285%). Повышение предела выносливости объясняется обра-
зованием
в закаленном слое остаточных напряжений сжатия (50 -
60 кгс/мм
2
).
Большинство
деталей машин (оси, валы и др.) работает на изгиб и кру-
чение,
когда максимальные напряжения возникают в поверхностных слоях,
где сосредоточены концентраторы напряжений.
При
знакопеременной нагрузке трещины усталости, как правило, возни-
кают на поверхности под влиянием растягивающих напряжений. При
образовании
на поверхности остаточных напряжений сжатия они умень-
шают растягивающие напряжения, возникающие от внешней нагрузки,
и
поэтому повышается предел выносливости.
Индукционный
нагрев сокращает длительность термической обработки
и
создает условия для автоматизации процесса и обеспечивает возмож-
ность
выполнения термической обработки непосредственно в поточной ли-
нии
механической обработки без разрыва технологического цикла.
Особенно
эффективен этот метод для серийного и массового производ-
ства. В то же время он экономически нерентабелен для закалки единичных
деталей, для каждой из которых
требуется
изготовить собственный индук-
тор и подобрать режим обработки. Закалка с индукционного нагрева
находит широкое применение в промышленности. Например, многие
детали автомобилей и тракторов подвергают индукционной закалке.
Закалка
с газопламенным нагревом. Этот способ закалки применяют
для крупных изделий (прокатных валков, валов и т. д.). Поверхность
дета-
ли
нагревают газовым пламенем, имеющим высокую
температуру
(2400-3150°С).
Вследствие подвода значительного количества теплоты по-
верхность изделия быстро нагревается до температуры закалки,
тогда
как
сердцевина детали не
успевает
нагреваться. Последующее быстрое
охла-
ждение обеспечивает закалку поверхностного слоя. В качестве горючего
применяют
ацетилен, светильный и природный газы, а также керосин. Для
нагрева используют щелевые горелки (имеющие одно отверстие в форме
щели) и многопламенные.
Толщина
закаленного слоя обычно 2 — 4 мм, а его твердость для
стали с
0,45—0,5%
С, HRC
50—56.
В тонком поверхностном слое обра-
зуется мартенсит, а в нижележащих слоях троосто-мартенсит. Газопла-
менная
закалка вызывает меньшие деформации, чем объемная закалка.
Процесс
газопламенной закалки можно автоматизировать и включить
в
общий поток механической обработки. Для крупных деталей этот спо-
соб закалки часто более рентабелен, чем закалка с индукционным нагревом.
Глава XI
ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА
СТАЛИ
1. ОБЩАЯ ХАРАКТЕРИСТИКА ПРОЦЕССОВ
ХИМИКО-
ТЕРМИЧЕСКОЙ
ОБРАБОТКИ СТАЛИ
Химико-термической обработкой называют поверхностное насыщение ста-
ли соответствующим элементом (например, углеродом, азотом, алюми-
нием,
хромом и др.) путем его диффузии в атомарном состоянии из внеш-
ней
среды при высокой температуре.
Процесс
химико-термической обработки включает три элементарные
стадии: 1) выделение диффундирующего элемента в атомарном состоянии
благодаря реакциям, протекающим во внешней среде; 2) контактирование
атомов диффундирующего элемента с поверхностью стального изделия
и
проникновение (растворение) их в решетку железа (абсорбция); 3) диффу-
зия
атомов насыщающего элемента в
глубь
металла.
Скорость диффузии атомов насыщающего элемента в решетку железа
неодинакова. При насыщении углеродом или азотом, образующим с желе-
зом твердые растворы внедрения, диффузия протекает быстрее, чем при
насыщении
металлами, образующими твердые растворы замещения.
Если энергия активации Q для
углерода
и азота в у-железе составляет
31-32 ккал/(г
•
атом), то энергия активации для элементов, образующих
с железом твердые растворы замещения (Cr, Mo, W, A1 и др.), превышает
60 ккал/(г-атом), поэтому при диффузионном насыщении металлами про-
цесс
ведут
при более высоких температурах и длительно и, несмотря на
это,
получают меньшую толщину слоя, чем при насыщении азотом, и осо-
бенно углеродом.
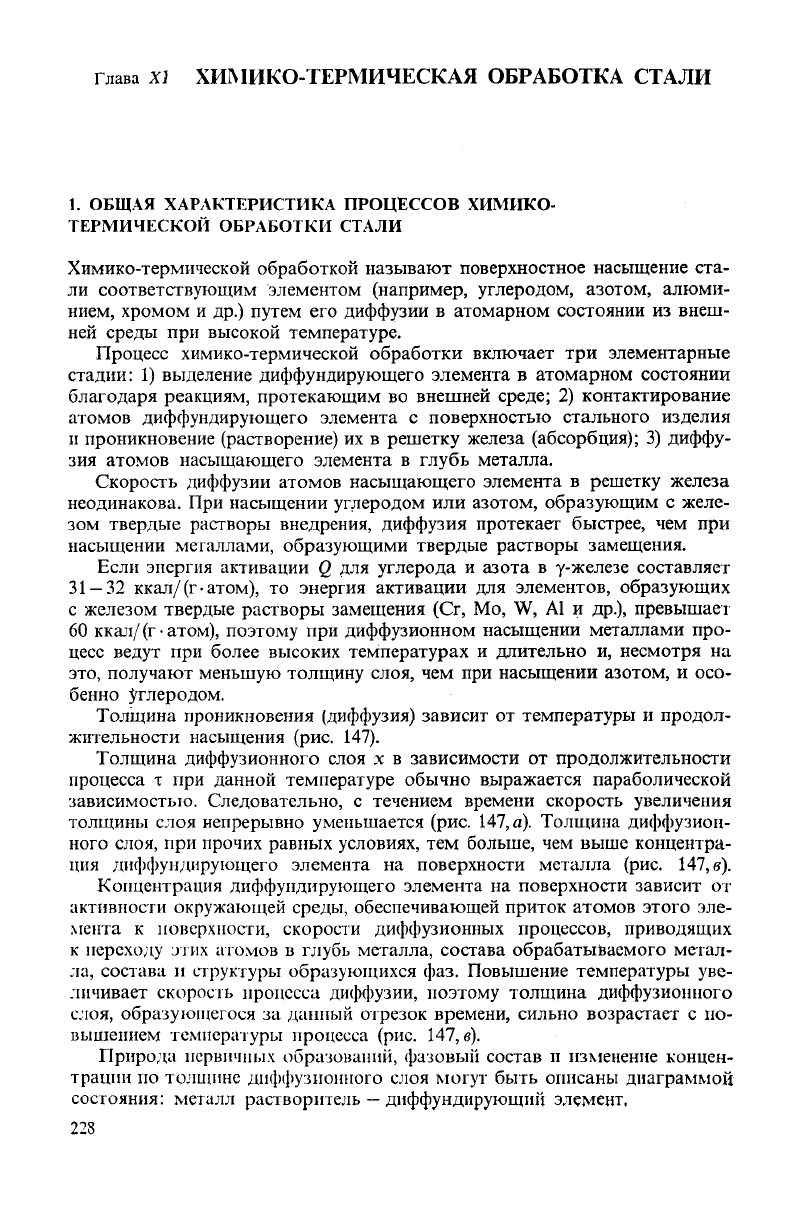
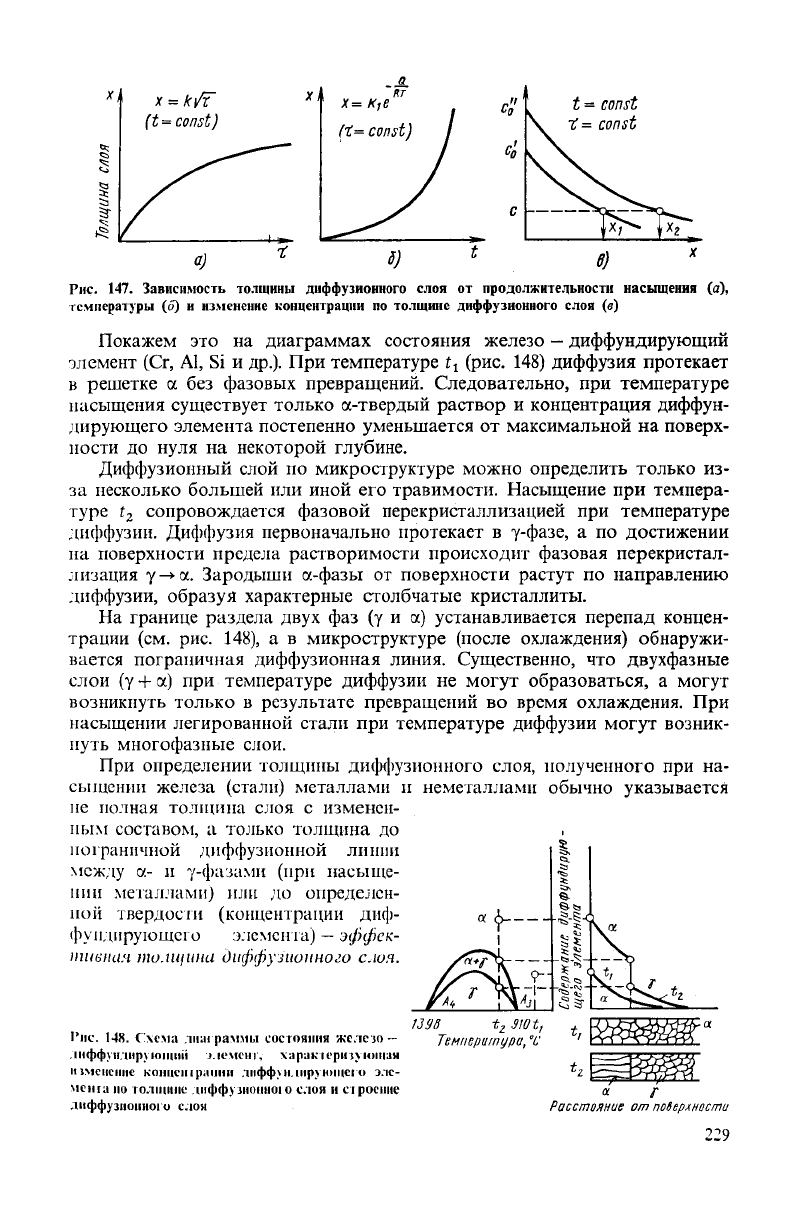
Толщина проникновения (диффузия) зависит от температуры и продол-
жительности насыщения (рис. 147).
Толщина диффузионного слоя х в зависимости от продолжительности
процесса т при данной температуре обычно выражается параболической
зависимостью. Следовательно, с течением времени скорость увеличения
толщины слоя непрерывно уменьшается (рис. 147, а). Толщина диффузион-
ного слоя, при прочих равных условиях, тем больше, чем выше концентра-
ция
диффундирующего элемента на поверхности металла (рис. 147, в).
Концентрация
диффундирующего элемента на поверхности зависит от
активности окружающей среды, обеспечивающей приток атомов этого эле-
мента к поверхности, скорости диффузионных процессов, приводящих
к
переходу лих атомов в
глубь
металла, состава обрабатываемого метал-
ла, состава и структуры образующихся фаз. Повышение температуры уве-
личивает скорость процесса диффузии, поэтому толщина диффузионного
слоя,
образующегося за данный отрезок времени, сильно возрастает с по-
вышением температуры процесса (рис. 147, в).
Природа первичных образований, фазовый состав и изменение
концен-
трации по толщине диффузионного слоя
могут
быть описаны диаграммой
состояния:
металл растворитель — диффундирующий элемент,
223
х =
(t =
const)
С'о'
-
const
const
a)
T
5)
z
в) *
Рис. 147.
Зависимость
толщины
диффузионного
слоя
от
продолжительности
насыщения
(а),
температуры
(б) и
изменение
концентрации
по
толщине
диффузионного
слоя
(в)
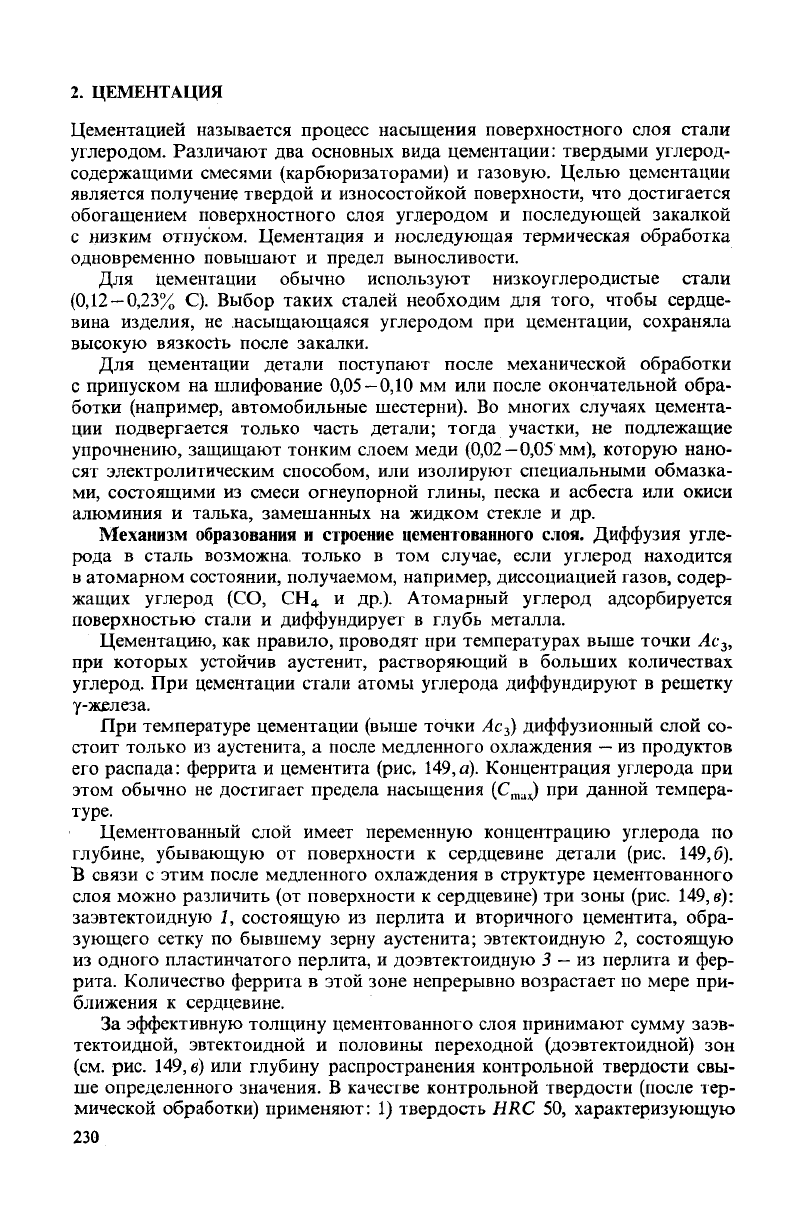
Покажем это на диаграммах состояния железо - диффундирующий
элемент (Cr, Al, Si и др.). При температуре t
1
(рис. 148) диффузия протекает
в
решетке а без фазовых превращений. Следовательно, при температуре
насыщения
существует
только а-твердый раствор и концентрация диффун-
дирующего элемента постепенно уменьшается от максимальной на поверх-
ности до нуля на некоторой глубине.
Диффузионный
слой по микроструктуре можно определить только из-
за несколько большей или иной его травимости. Насыщение при темпера-
туре
t
2
сопровождается фазовой перекристаллизацией при температуре
диффузии. Диффузия первоначально протекает в у-фазе, а по достижении
на
поверхности предела растворимости происходит фазовая перекристал-
лизация
у->а. Зародыши а-фазы от поверхности
растут
по направлению
диффузии, образуя характерные столбчатые кристаллиты.
На
границе раздела
двух
фаз (у и ос) устанавливается перепад концен-
трации (см. рис. 148), а в микроструктуре (после охлаждения) обнаружи-
вается пограничная диффузионная линия. Существенно, что двухфазные
слои (у + ос) при температуре диффузии не
могут
образоваться, а
могут
возникнуть только в результате превращений во время охлаждения. При
насыщении
легированной стали при температуре диффузии
могут
возник-
нуть многофазные слои.
При
определении толщины диффузионного слоя, полученного при на-
сыщении
железа (стали) металлами и неметаллами обычно указывается
не
полная толщина слоя с изменен-
ным
составом, а только толщина до ,
пограничной диффузионной линии
между
а- и у-фазами (при насыще-
нии
металлами) или до определен-
ной
твердости (концентрации диф- « Л
фундирующею элемента) —
эффек-
тивная
толщина
диффузионного
слоя.
'1L
I'IIC.
148. Схема диаграммы состояния железо —
диффундирующий
J.ICMCHI
, характеризующая
изменение
копненiранни лнфф>нлируннцего эле-
мент
но толщине лиффутонною слоя и строение
диффузионного
слоя
139В
t
z
310
t,
Темперитура,
%'
t..
. -V-<L r
Расстояние
от
поверхности
229
2.
ЦЕМЕНТАЦИЯ
Цементацией
называется процесс насыщения поверхностного слоя стали
углеродом. Различают два основных вида цементации: твердыми углерод-
содержащими смесями (карбюризаторами) и газовую. Целью цементации
является
получение твердой и износостойкой поверхности, что достигается
обогащением поверхностного слоя углеродом и последующей закалкой
с
низким отпуском. Цементация и последующая термическая обработка
одновременно
повышают и предел выносливости.
Для цементации обычно используют низкоуглеродистые стали
(0,12 — 0,23% С). Выбор таких сталей необходим для того, чтобы сердце-
вина
изделия, не насыщающаяся углеродом при цементации, сохраняла
высокую вязкость после закалки.
Для цементации детали поступают после механической обработки
с
припуском на шлифование 0,05 — 0,10 мм или после окончательной обра-
ботки
(например, автомобильные шестерни). Во многих случаях цемента-
ции
подвергается только часть детали; тогда участки, не подлежащие
упрочнению,
защищают тонким слоем меди (0,02
—0,05
мм), которую
нано-
сят электролитическим способом, или изолируют специальными обмазка-
ми,
состоящими из смеси огнеупорной глины, песка и асбеста или окиси
алюминия
и талька, замешанных на жидком стекле и др.
Механизм
образования
и
строение
цементованного
слоя.
Диффузия
угле-
рода в сталь возможна, только в том случае, если
углерод
находится
в
атомарном состоянии, получаемом, например, диссоциацией газов, содер-
жащих
углерод
(СО, СН
4
и др.). Атомарный
углерод
адсорбируется
поверхностью стали и диффундирует в
глубь
металла.
Цементацию,
как правило, проводят при температурах выше точки Ас
3
,
при
которых устойчив аустенит, растворяющий в больших количествах
углерод. При цементации стали атомы
углерода
диффундируют в решетку
у-железа.
При
температуре цементации (выше точки Ас
ъ
) диффузионный слой со-
стоит только из аустенита, а после медленного охлаждения — из продуктов
его распада: феррита и цементита (рис, 149,а). Концентрация
углерода
при
этом
обычно не достигает предела насыщения (С
тад
) при данной темпера-
туре.
Цементованный
слой имеет переменную концентрацию
углерода
по
глубине, убывающую от поверхности к сердцевине детали (рис. 149,6).
В связи с этим после медленного охлаждения в структуре цементованного
слоя
можно различить (от поверхности к сердцевине) три зоны (рис. 149, в):
заэвтектоидную 1, состоящую из перлита и вторичного цементита, обра-
зующего сетку по бывшему зерну аустенита; эвтектоидную 2, состоящую
из
одного пластинчатого перлита, и доэвтектоидную 3 — из перлита и фер-
рита. Количество феррита в этой зоне непрерывно возрастает по мере при-
ближения
к сердцевине.
За
эффективную толщину цементованного слоя принимают сумму заэв-
тектоидной,
эвтектоидной и половины переходной (доэвтектоидной) зон
(см.
рис. 149, в) или глубину распространения контрольной твердости свы-
ше определенного значения. В качестве контрольной твердости (после тер-
мической
обработки) применяют: 1) твердость HRC 50, характеризующую
230