Лахтин Ю.М., Леонтьева В.П. Материаловедение
Подождите немного. Документ загружается.

ТЕХНОЛОГИЯ
ТЕРМИЧЕСКОЙ
МШ
ОБРАБОТКИ СТАЛИ
Упрочнению термической обработкой подвергаются до 8 — 10% общей вы-
плавки
стали в стране, т. е. не менее 10 млн. т. в год. В машиностроении
объем термического передела составляет до 40% стали, потребляемой этой
отраслью. Номенклатура упрочняемых деталей велика — от деталей при-
боров,
разнообразных деталей машин до крупных элементов металлурги-
ческого, транспортного, энергетического оборудования.
Основными
видами термической обработки, различно изменяющими
структуру
и свойства стали и назначаемыми в зависимости от требований,
предъявляемых к полуфабрикатам (отливкам, поковкам, прокату и т. д.)
и
готовым изделиям, являются отжиг, нормализация, закалка и отпуск.
1. ОТЖИГ I РОДА
Этот вид отжига в зависимости от температурных условий выполнения
устраняет химическую или физическую неоднородность, созданную пред-
шествующими обработками. Характерная особенность этого отжига со-
стоит в том, что устранение неоднородности происходит независимо от
того, протекают ли в сплавах при этой обработке фазовые превращения
или
нет, поэтому отжиг I рода можно производить при
температурах
вы-
ше или ниже температур фазовых превращений.
Гомогенизация
(диффузионный отжиг). Диффузионный отжиг применяют
для слитков легированной стали с целью уменьшения дендритной или вну-
трикристаллитной
ликвации, которая повышает склонность стали, обра-
батываемой давлением, к хрупкому разрушению, к анизотропии свойств
и
возникновению таких дефектов, как шиферность (слоистый излом) и фло-
кены
(тонкие внутренние трещины, наблюдаемые в изломе в виде
белых
овальных пятен).
Дендритная ликвация понижает пластичность и вязкость легированной
стали, поэтому не только слитки, по и крупные отливки нередко подвер-
гают
гомогенизации. Нагрев при диффузионном отжиге должен быть вы-
соким
(1100—1200
С), так как только в этом
случае
более полно протекают
диффузионные
процессы, необходимые для выравнивания в отдельных
объемах состава стали.
Общая
продолжительность диффузионного отжига (нагрев, выдержка
и
медленное охлаждение) больших садок металла достигает 50 -100 ч
и
более. В зависимости от состава стали и массы садки продолжитель-
ность
выдержки составляет
8—20
ч.
Для удаления поверхностных дефектов слитки после отжига иногда
подвергают нагреву при
670-680°
в течение 1-16 ч, что снижает твер-
191
дость. Фасонные отливки после гомогенизации подвергают полному отжи-
гу
или
нормализации
(см. стр. 197) для
измельчения зерна
и
улучшения
свойств.
Рекристаллизационпый отжиг.
Под
рекристаллизационным отжигом
по-
нимают нагрев холоднодеформированной стали выше температуры рекри-
сталлизации, выдержку
при
этой температуре
с
последующим
охлажде-
нием.
Этот
вид
отжига применяют перед
или
после холодной обработки
давлением
и как
промежуточную операцию
для
снятия наклепа
между
операциями
холодного деформирования.
Температура отжига
для
достижения рекристаллизации
по
всему объе-
му
и
сокращения времени процесса превышает
температуру
порога рекри-
сталлизации.
Для
углеродистых
сталей
с
0,08-0,2%
С,
чаще подвергаемых
холодной деформации (прокатке, штамповке, волочению), температура
от-
жига 680 —700
с
С. Отжиг калиброванных прутков (холодная протяжка)
из
высокоуглеродистой легированной стали (хромистой, хромокремнистой
и
др.)
проводят
при
730°С.
Продолжительность нагрева составляет
от 0,5
до
1,5 ч.
При
отжиге стали, кроме рекристаллизации феррита может протекать
процесс коагуляции
и
сфероидизации цементита,
в
результате
которого
по-
вышается пластичность стали
и
облегчается обработка давлением.
Отжиг
для
снятия остаточных
напряжений.
Этот
вид
отжига применяют
для отливок, сварных изделий, деталей после обработки резанием
и д. р.,
в
которых
в
процессе предшествующих технологических операций из-за
не-
равномерного охлаждения, неоднородной пластической деформации
и т. п.
возникли
остаточные напряжения.
Остаточные напряжения
могут
вызвать изменение размеров, коробле-
ние
и
поводку изделия
в
процессе
его
обработки (например, резанием),
экс-
плуатации
или
хранении.
При
резании
за
счет
удаления части металла
про-
исходит нарушение равновесия "остаточных напряжений, влекущих
за
собой
деформацию изделия. Изменение размеров
в
процессе хранения связано
с перераспределением остаточных напряжений
при их
релаксации. Отжиг
стальных изделий
для
снятия напряжений проводится
при
температуре
160
—700°С
с
последующим медленным охлаждением. Например, многие
детали прецизионных станков (ходовые винты, высоконапряженные
зуб-
чатые колеса, червяки
и д. р.)
нередко проходят отжиг (отпуск) после
ос-
новной
механической обработки
при
570
—600°С
в
течение
2-3 ч и
после
окончательной механической обработки
для
снятия шлифовочных напря-
жений
при
160—180°С
2
—
2,5 ч.
Отжиг
для
снятия сварных напряжений
проводится
при
650
—700°С.
Остаточные напряжения снимаются
и при
проведении
других
видов
от-
жига, например рекристаллизационного,
с
фазовой перекристаллизацией,
а также
при
отпуске (особенно высоком) закаленной стали.
2. ОТЖИГ
II
РОДА
(ФАЗОВАЯ
ПЕРЕКРИСТАЛЛИЗАЦИЯ)
Отжиг
II
рода заключается
в
нагреве стали
до
температур выше точек
Ас
3
или
У4С
1;
выдержке
и
последующем,
как
правило медленном, охлаждении,
в
результате
которого фазовые превращения приводят
к
достижению прак-
тически равновесного структурного (фазового) состояния.
192
Следовательно, после отжига углеродистой стали получаются струк-
туры, указанные на диаграмме состояния железо — цементит (см. рис. 79);
феррит il перлит в доэвтектоидных сталях; перлит в эвтектоидной стали;
перлит и вторичный цементит в заэвтектоидных сталях. После отжига
сталь обладает низкой твердостью и прочностью при высокой пластично-
сти. Фазовая перекристаллизация, происходящая при отжиге, измельчает
зерно и устраняет видманшттетову и
другие
неблагоприятные структуры
стали..
Отжиг в промышленности в большинстве случаев является подготови-
тельной термической обработкой. Отжигу подвергают отливки, поковки,
прокат. Понижая прочность и твердость, отжиг
улучшает
обработку реза-
нием
средне- и высокоуглеродистой стали. Измельчая зерно, снимая вну-
тренние напряжения и уменьшая структурную неоднородность, он способ-
ствует
повышению пластичности и вязкости по сравнению с соответствую-
щими
характеристиками, полученными после литья, ковки и прокатки.
Отжиг в некоторых случаях, например для многих крупных отливок,
является окончательной термической обработкой, так как после него в из-
делиях практически
отсутствуют
остаточные напряжения и их деформация
оказывается минимальной.
Различают следующие виды отжига: полный, изотермический и не-
полный.
Полный
отжиг. Этот вид отжига заключается в нагреве доэвтектоидной
стали.на ЗО-5О°С выше температуры, соответствующей точке Ас
ъ
, вы-
держке при этой температуре для полного прогрева и завершения фазовых
превращений в объеме металла и последующем медленном охлаждении
(рис.
125, я). При этом отжиге происходит полная фазовая перекристалли-
зация
стали.
При
нагреве до температуры выше точки Ас
3
на 30
—
50°С
образуется
аустенит, характеризующийся мелким зерном, и поэтому при охлаждении
возникает мелкозернистая структура, обеспечивающая высокую вязкость
и
пластичность, а также возможность достижения высоких свойств после
окончательной термической обработки (рис. 125).
Чрезмерное повышение температуры нагрева выше точки Ас
3
вызывает
рост зерна аустенита, что
ухудшает
свойства стали. Время нагрева и про-
должительность выдержки при заданной температуре зависят от типа на-
гревательной печи, способа укладки изделий в печь, высоты садки, типа
полуфабриката, (лист, сортовой прокат и т. д.).
На
металлургических заводах скорость нагрева не ограничивают и она
зависит от мощности печи. Часто она составляет около
100°С/ч,
а продол-
жительность выдержки — 0,5— 1 Q (где Q — масса садки в т). Металл
загру-
жают в печь непосредственно после выгрузки предыдущей садки при тем-
пературе
печи-450-500°С.
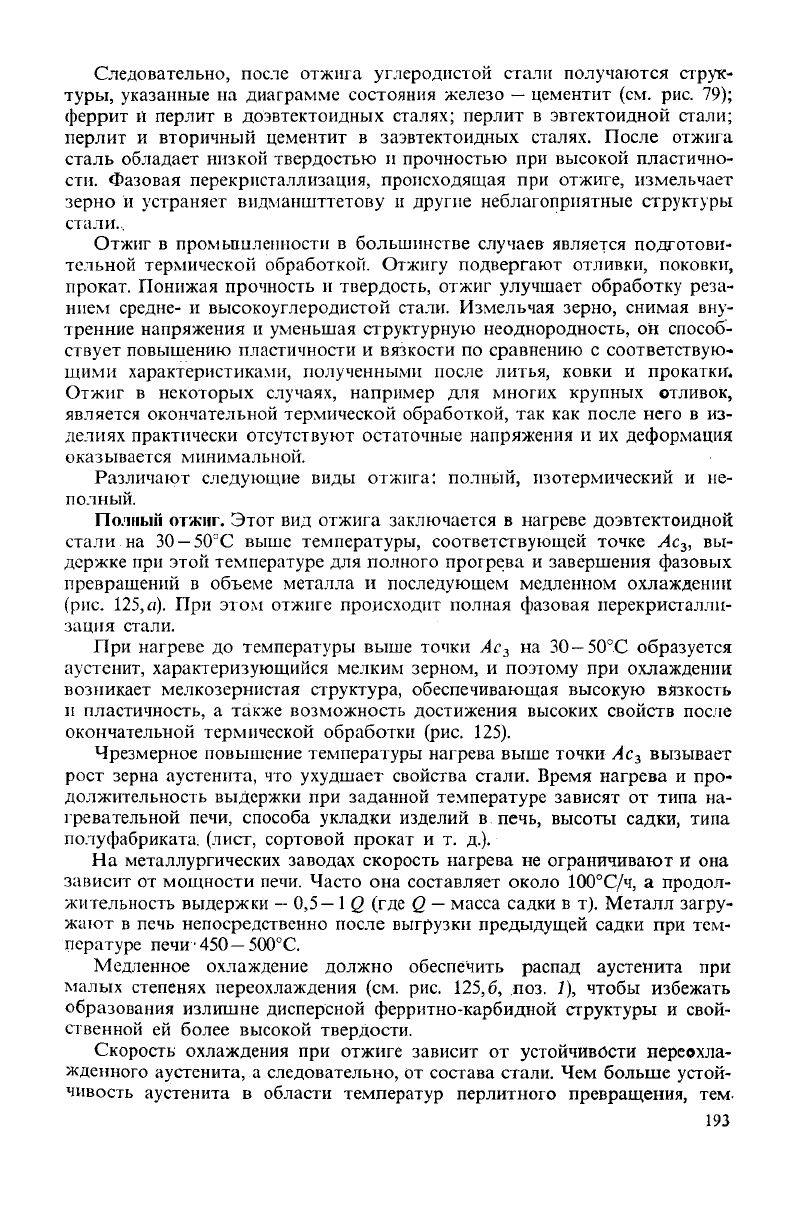
Медленное охлаждение должно обеспечить распад аустенита при
малых степенях переохлаждения (см. рис.
125,6,
поз. 1), чтобы избежать
образования излишне дисперсной ферритно-карбидной структуры и свой-
ственной ей более высокой твердости.
Скорость охлаждения при отжиге зависит от устойчивости переохла-
жденного аустенита, а следовательно, от состава стали. Чем больше устой-
чивость аустенита в области температур перлитного превращения, тем.
193
<P*FejC—A
SOD
Рис.
125.
Схема
полного
отжига
доэвтектоиднон
стали:
о —
схема
отжига;
б — термокинетическая
диаграмма
превращения
переохлажденного
аустенита
с указанием скорости
охлаждения
при
отжиге
(1) и нормализации (2)
медленнее должно быть охлаждение. В связи с этим легированные стали,
обладающие высокой устойчивостью переохлажденного аустенита, охлаж-
даются значительно медленнее (10-100°С/ч), чем углеродистые
(250 — 200°С/ч). Скорость охлаждения при отжиге можно регулировать,
проводя охлаждение печи с закрытой или открытой дверцей, с полностью
или
частично выключенным обогревом.
Полному
отжигу обычно подвергают сортовой прокат, поковки и фа-
сонные
отливки.
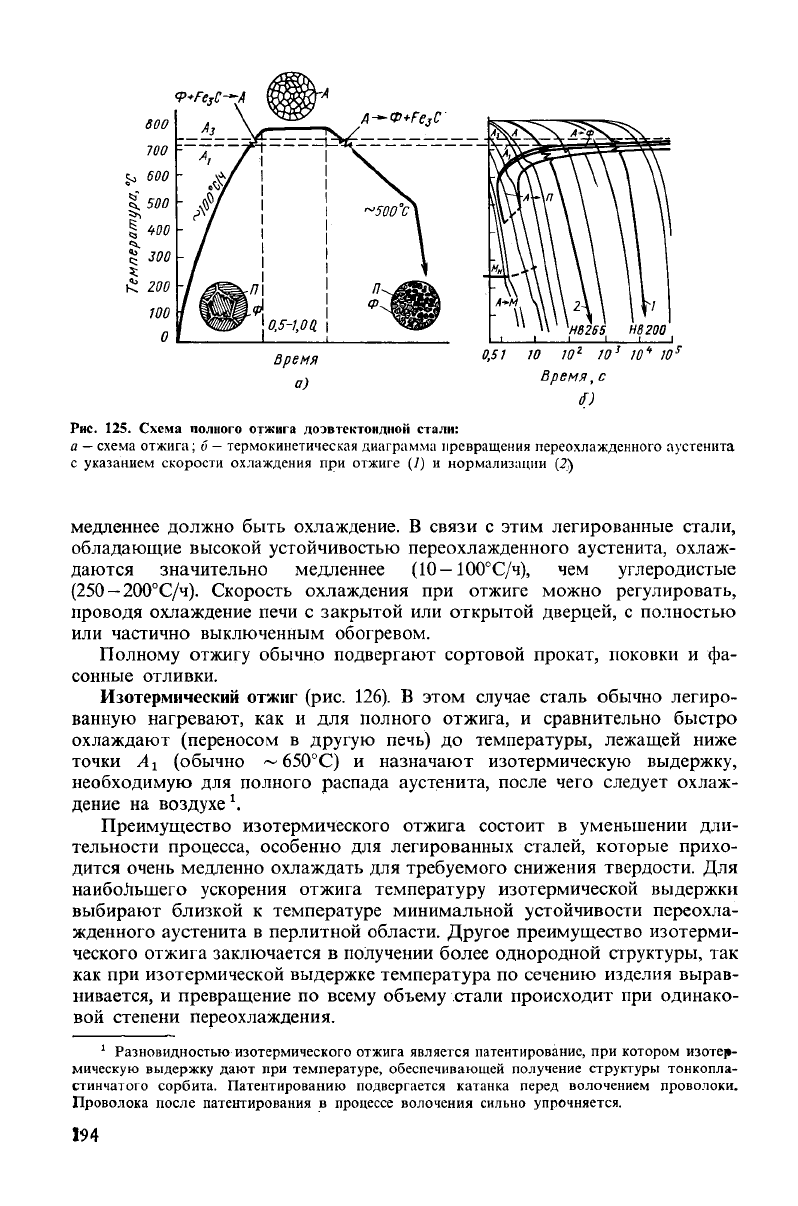
Изотермический
отжиг
(рис. 126). В этом случае сталь обычно легиро-
ванную нагревают, как и для полного отжига, и сравнительно быстро
охлаждают (переносом в
другую
печь) до температуры, лежащей ниже
точки
А! (обычно ~
650°С)
и назначают изотермическую выдержку,
необходимую для полного распада аустенита, после чего следует охлаж-
дение на воздухе *.
Преимущество изотермического отжига состоит в уменьшении дли-
тельности процесса, особенно для легированных сталей, которые прихо-
дится очень медленно охлаждать для требуемого снижения твердости. Для
наибольшего ускорения отжига температуру изотермической выдержки
выбирают близкой к температуре минимальной устойчивости переохла-
жденного аустенита в перлитной области. Другое преимущество изотерми-
ческого отжига заключается в получении более однородной структуры, так
как
при изотермической выдержке температура по сечению изделия вырав-
нивается,
и превращение по всему объему стали происходит при одинако-
вой
степени переохлаждения.
1
Разновидностью изотермического
отжига
является патентирование, при котором изотер-
мическую
выдержку
дают
при
температуре,
обеспечивающей получение
структуры
тонкопла-
стинчатого сорбита. Патентированию
подвергается
катанка
перед
волочением проволоки.
Проволока после патентирования в процессе волочения сильно упрочняется.
194
J0-50°C
<t>*(Fe,M)
3
C
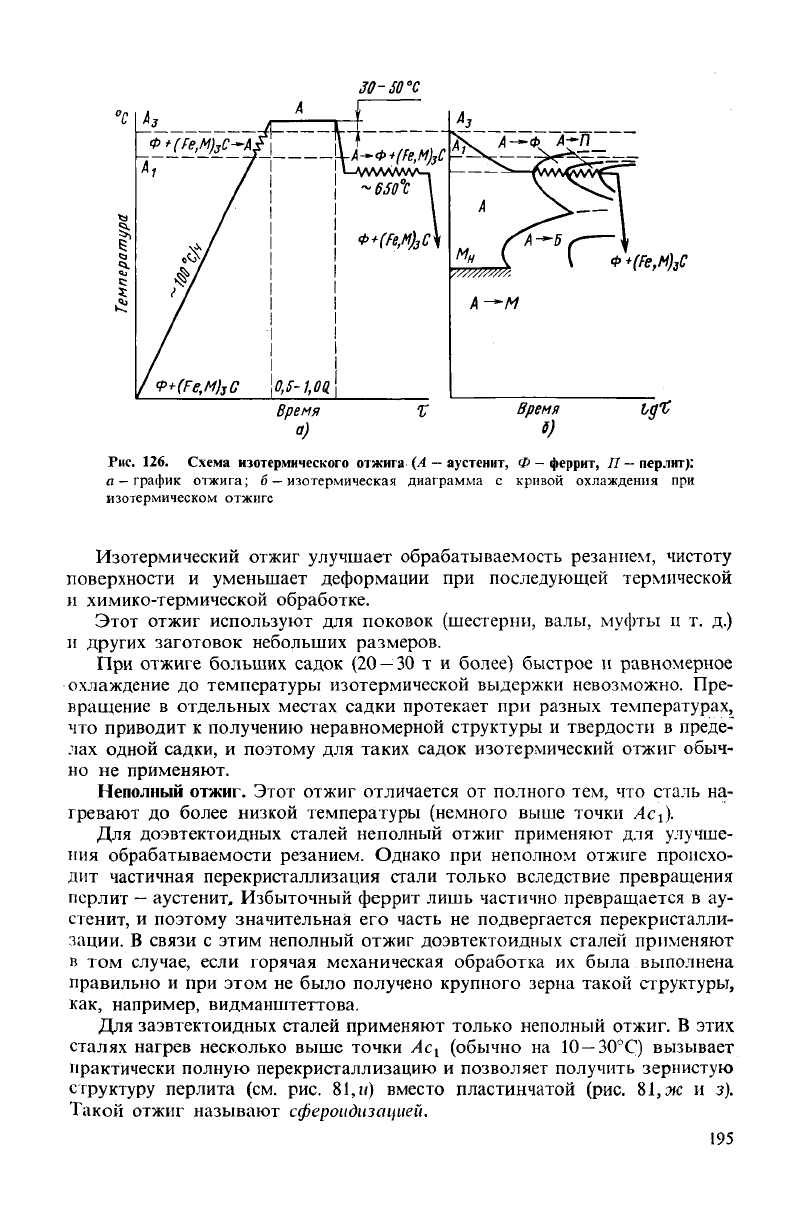
Рис.
126. Схема изотермического отжига (А — аустенит, Ф — феррит, П — перлит):
а — график
отжига;
б
— изотермическая диаграмма
с
кривой охлаждения
при
изотермическом
отжиге
Изотермический
отжиг
улучшает
обрабатываемость резанием, чистоту
поверхности
и
уменьшает деформации
при
последующей термической
и
химико-термической обработке.
Этот отжиг используют
для
поковок (шестерни, валы, муфты
и т. д.)
и
других
заготовок небольших размеров.
При
отжиге больших садок
(20
—
30 т и
более) быстрое
и
равномерное
охлаждение
до
температуры изотермической выдержки невозможно.
Пре-
вращение
в
отдельных местах садки протекает
при
разных температурах,
что приводит
к
получению неравномерной структуры
и
твердости
в
преде-
лах одной садки,
и
поэтому
для
таких садок изотермический отжиг обыч-
но
не
применяют.
Неполный отжиг.
Этот отжиг отличается
от
полного
тем, что
сталь
на-
гревают
до
более низкой температуры (немного выше точки
AcJ.
Для доэвтектоидных сталей неполный отжиг применяют
для
улучше-
ния
обрабатываемости резанием. Однако
при
неполном отжиге происхо-
дит частичная перекристаллизация стали только вследствие превращения
перлит
—
аустенит. Избыточный феррит лишь частично превращается
в ау-
стенит,
и
поэтому значительная
его
часть
не
подвергается перекристалли-
зации.
В
связи
с
этим неполный отжиг доэвтектоидных сталей применяют
в
том
случае, если горячая механическая обработка
их
была выполнена
правильно
и при
этом
не
было получено крупного зерна такой структуры,
как,
например, видманштеттова.
Для заэвтектоидных сталей применяют только неполный отжиг.
В
этих
сталях нагрев несколько выше точки
Ас
у
(обычно
на 10
—
30°С)
вызывает
практически
полную перекристаллизацию
и
позволяет получить зернистую
структуру
перлита
(см. рис.
81,
н)
вместо пластинчатой
(рис.
81,
ж и з).
Такой
отжиг называют
сфероидизацией.
195
Частицы
цементита, не растворившегося при нагреве, и микрообъемы
с
повышенной концентрацией
углерода
в аустените, из-за недостаточно
полной
его гомогенизации,
служат
центрами кристаллизации для цементи-
та, выделяющегося при последующем охлаждении ниже точки A
Y
и
прини-
мающего в этом
случае
зернистую форму. В результате нагрева значи-
тельно выше точки Ас
1
и растворения большей части цементита и более
полной
гомогенизации аустенита последующее выделение его ниже точки
Ас
1
происходит в пластинчатой форме. Если избыточный цементит нахо-
дился в виде сетки (см. рис. 81, з), что является дефектом, то перед этим от-
жигом предварительно нужно провести нормализацию с нагревом выше
A
cm
Для растворения сетки из вторичного цементита с последующим
охла-
ждением на
воздухе
или в воздушной
струе
для предупреждения
выделения этого цементита по границам аустенита. Нормализацию неред-
ко
проводят с прокатного (ковочного) нагрева.
Стали,
близкие к эвтектоидному составу, имеют узкий интервал темпе-
ратур нагрева (750
—760°С)
для отжига на зернистый цементит, для заэв-
тектоидных углеродистых сталей интервал расширяется до 770 — 79(ГС. Ле-
гированные
заэвтектоидные стали для получения зернистых карбидов
можно
нагревать до более высоких температур и в более широком интер-
вале
(770-820°С).
Охлаждение при сфероидизации медленное. Оно должно обеспечить
распад аустенита на ферритно-карбидную
структуру,
сфероидизацию
и
коагуляцию образовавшихся карбидов, при охлаждении до 620
—680°С.
Чаще
применяют изотермический отжиг, требующий меньше времени.
В этом
случае
сталь медленно
охлаждают
(30— 50
=
С/ч) до 620
—680°С.
Вы-
держка при постоянной температуре, необходимая для распада переохлаж-
денного аустенита и коагуляции карбидов, составляет 1 — 3 ч в зависимости
от массы отжигаемого металла. Последующее охлаждение производят
на
воздухе.
Сталь с зернистым перлитом имеет более низкую твердость, предел
прочности
и соответственно более высокие значения относительно удлине-
ния
и сужения. Например, эвтектоидная сталь с пластинчатым перлитом
имеет твердость НВ 228, а с зернистым перлитом — НВ 163; соответствен-
но
предел прочности 82 и 63 кгс/мм
2
и относительное удлинение 15 и 20%.
После
отжига на зернистый перлит эвтектоидные и заэвтектоидные стали
обладают наилучшей обрабатываемостью резанием, т. е. возможно приме-
нение
больших скоростей резания и достигается высокая чистота поверх-
ности.
Отжигу на зернистый перлит подвергают также тонкие листы и прутки
из
низко-
и среднеуглеродистой стали перед холодной штамповкой или во-
лочением для повышения пластичности.
Вследствие ускоренного охлаждения после прокатки или другой горя-
чей обработки легированные стали получают неравномерную
структуру:
сорбит, троостит, бейнит или мартенсит и, как следствие этого, высокую
твердость. Для снижения твердости на металлургических заводах сортовой
прокат
подвергают высокому отпуску при 650
—680°С
(несколько ниже
точки
Ау). При нагреве до указанных температур происходят процессы
распада мартенсита, коагуляции карбидов и в итоге снижение твердости
(см.
стр. 184).
196
Отжиг нормализациоииый (нормализация). Нормализация заключается
в
нагреве доэвтектоидной стали до температуры, превышающей точку Ас
3
на
50°С,
а эвтектоидной стали выше А
ст
также на
50°С,
непродолжитель-
ной
выдержке для прогрева садки и завершения фазовых превращений
н
охлаждении на
воздухе
(см. рис.
125,6,
поз. 2). Нормализация вызывает
полную фазовую перекристаллизацию стали и устраняет крупнозернистую
структур)', полученную при литье или прокатке, ковке или штамповке.
Ускоренное охлаждение на
воздухе
(см. рис.
125,6,
поз. 2) приводит
к
распаду аустенита при более низких температурах, что повышает дис-
персность ферритно-цементитной структуры и увеличивает количество пер-
лита или, точнее, квазиэвтектоида типа сорбита или троостита
1
. Это по-
вышает на 10-15% прочность и твердость нормализованной средне-
н
высокоуглеродистой стали по сравнению с отожженной.
Нормализация
горячекатаной стали повышает ее сопротивление
хруп-
кому разрушению, что характеризуется снижением порога хладноломкости
и
повышением работы развития трещины.
Назначение
нормализации различно в зависимости от состава стали.
Для низкоуглеродистых сталей нормализацию применяют вместо отжига.
При
повышении твердости нормализация обеспечивает большую произво-
дительность при обработке резанием и получение более чистой поверхно-
сти.
Для отливок из среднеуглеродистой стали нормализацию или норма-
лизацию
с высоким отпуском применяют вместо закалки и высокого
отпуска. Механические свойства
будут
в этом
случае
несколько ниже, но
изделия подвергнутся меньшей деформации по сравнению с получаемой
при
закалке, и вероятность появления трещин практически исключается.
Нормализацию
с последующим высоким отпуском
(60О-65О°С)
часто
используют для исправления структуры легированных сталей вместо
полного
отжига, так как производительность и трудоемкость этих
двух
операций
выше, чем одного отжига.
3. ЗАКАЛКА
Закалка
— термическая обработка, заключается в нагревании стали до тем-
пературы выше критической (Ас
3
для доэвтектоидной и Ас± — для заэвтек-
тоидной
сталей) или температуры растворения избыточных фаз, выдержке
и
последующем охлаждении со скоростью, превышающей критическую
(рис.
127). Закалка не является окончательной операцией термической обра-
ботки.
Чтобы уменьшить хрупкость и напряжения, вызванные закалкой,
и
получить требуемые механические свойства, сталь после закалки обяза-
тельно подвергают отпуску.
Инструментальную сталь в основном подвергают закалке и отпуску
для повышения твердости, износостойкости и прочности, а конструкцион-
ную сталь — для повышения прочности, твердости, получения достаточно
высокой
пластичности и вязкости, а для ряда деталей также и высокой
износостойкости.
Выбор температуры закалки. Доэвтектоидные стали нагревают до тем-
пературы на 30
—50°С
выше точки Ас
3
(рис. 128). В этом
случае
сталь с ис-
1
Для некоторых высоколегированных сталей охлаждение на
воздухе
по существу является
закалкой.
197
5)
In
г
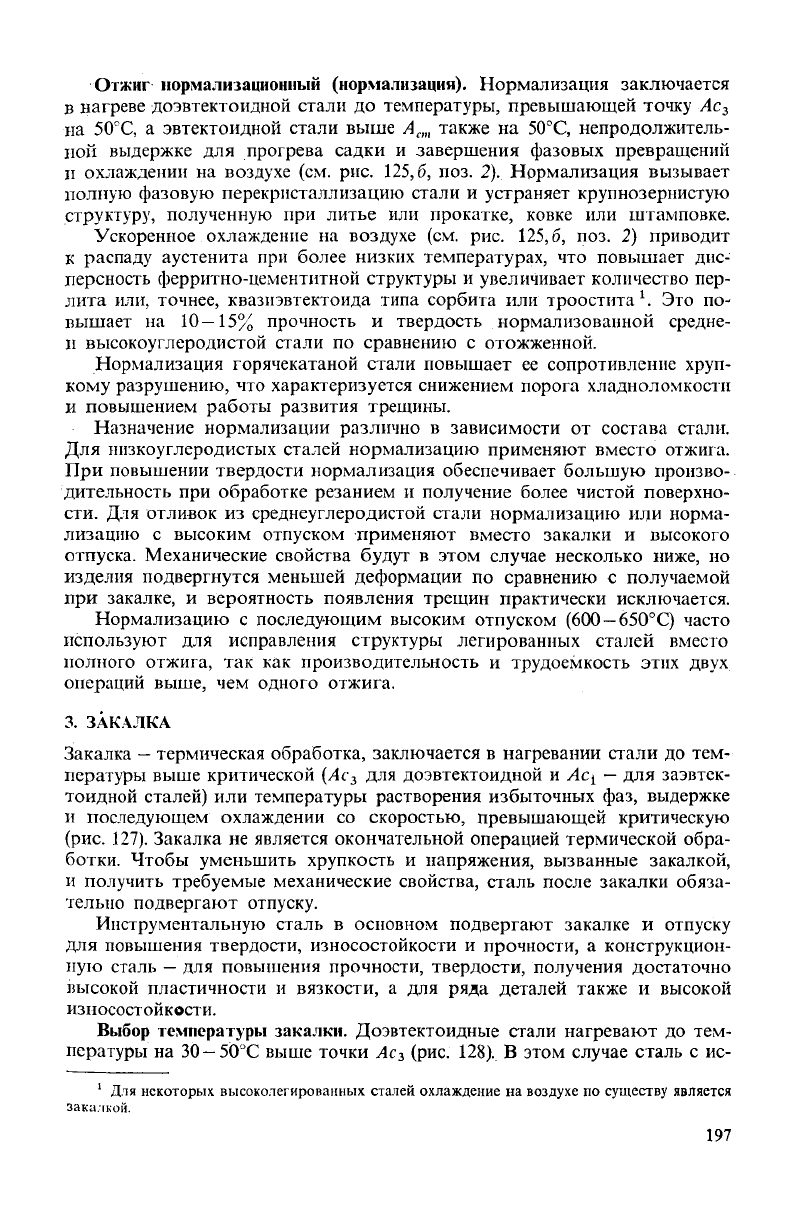
Рис.
127. Схема закалки доэвтектоидной стали:
я
— график закалки; б — термокинетическая диаграмма с указанием скорости охлаждения-
при
закалке
ходной структурой перлит — феррит при нагреве приобретает аустенитную
структуру,
которая при последующем охлаждении со скоростью выше кри-
тической превращается в мартенсит. Закалку от температур, соответствую-
щих межкритическому интервалу (Ас
1
— Ас
3
), не применяют. При
всех
тем-
пературах
нагрева в межкритическом интервале температур вследствие
получения после закалки
структуры
мартенсита и сохранившегося при на-
греве
феррита твердость и прочность стали имеют более низкие значения
по
сравнению со значениями, полученными при закалке от температур вы-
ше Ас
3
.
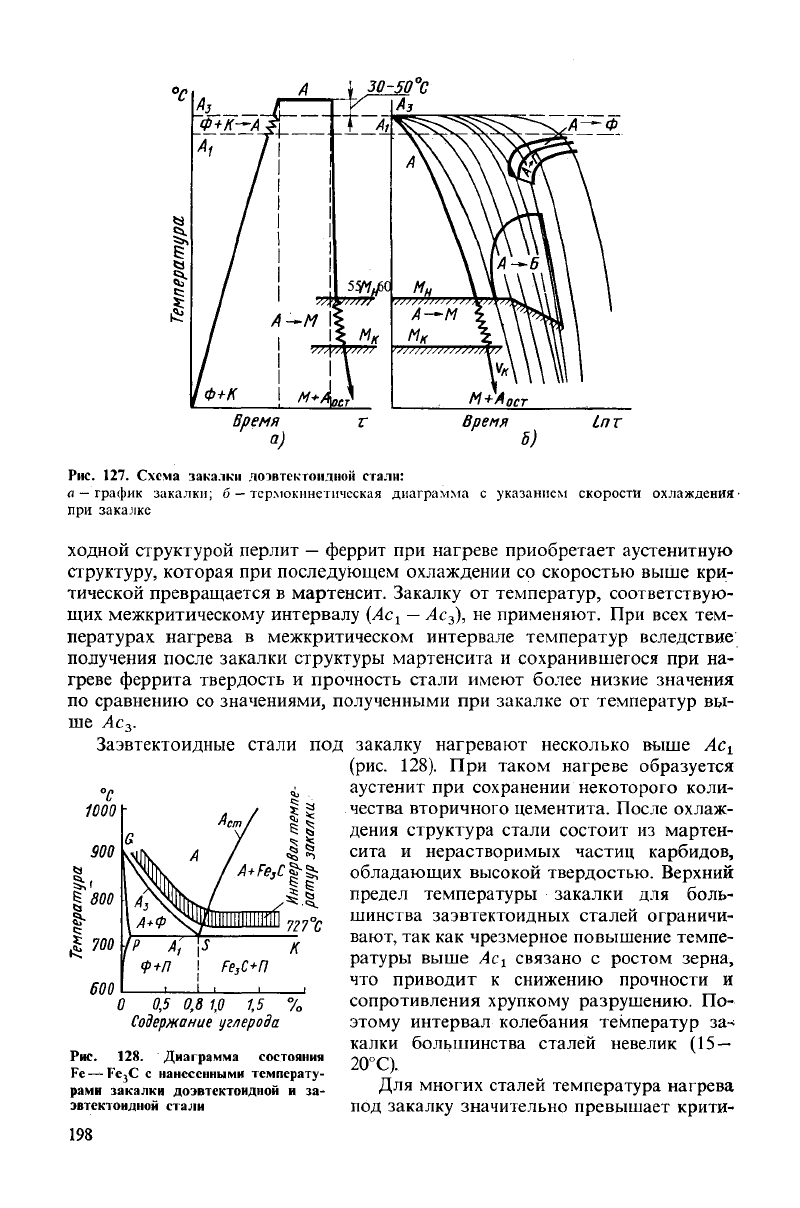
Заэвтектоидные стали под закалку нагревают несколько выше Ac
t
(рис.
128). При таком нагреве образуется
аустенит при сохранении некоторого коли-
чества вторичного цементита. После
охлаж-
дения
структура
стали состоит из мартен-
сита и нерастворимых частиц карбидов,
обладающих высокой твердостью. Верхний
предел температуры закалки для боль-
шинства заэвтектоидных сталей ограничи-
вают, так как чрезмерное повышение темпе-
ратуры
выше Ac-i связано с ростом зерна,
что приводит к снижению прочности и
сопротивления
хрупкому
разрушению. По-
этому интервал колебания температур за*
калки
большинства сталей невелик (15 —
20°С).
Для многих сталей температура нагрева
под закалку значительно превышает крити-
0
0,5 0,8 1,0 1,5
Содержание
углерода
727
С
/о
Рис.
128. Диаграмма состояния
Fe
—
Fe
3
C
с нанесенными температу-
рами
закалки доэвтектондной и за-
эвтектоидной стали
198
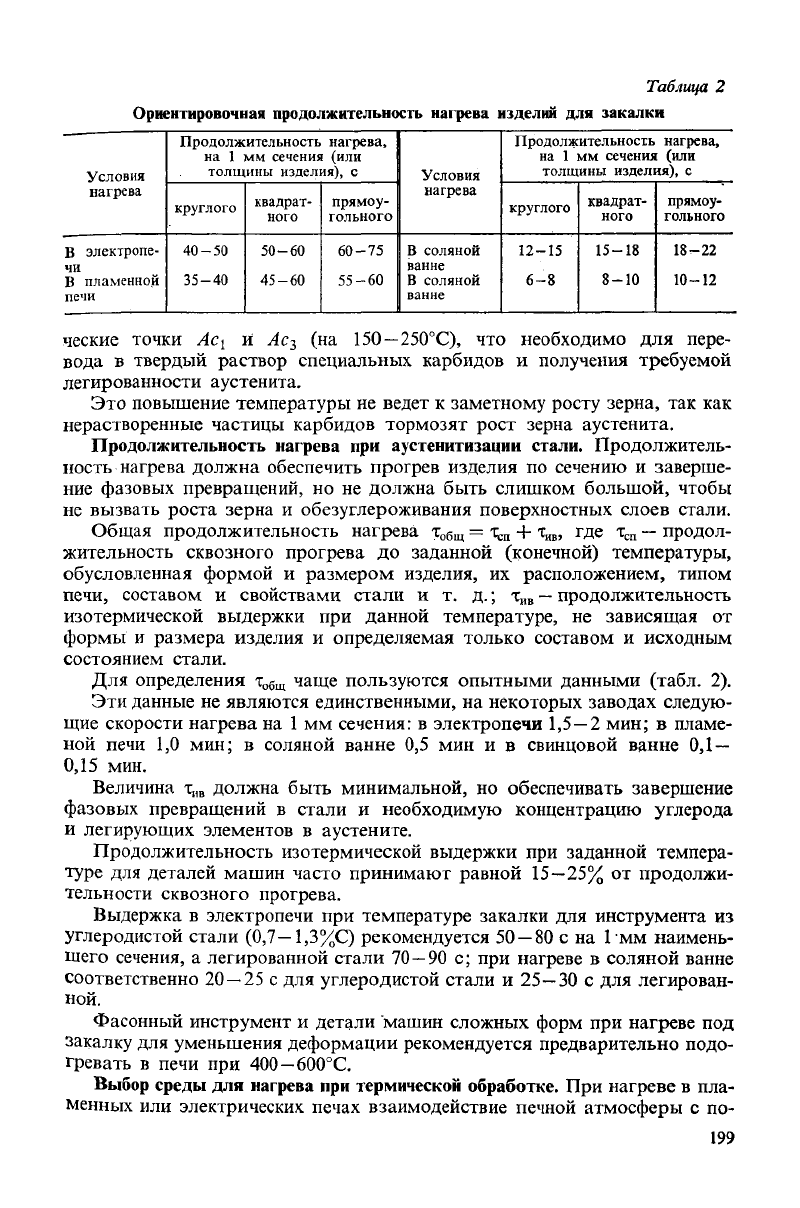
Таблица
2
Ориентировочная продолжительность нагрева изделий для закалки
Условия
нагрева
В
электропе-
чи
В
пламенной
печи
Продолжительность нагрева,
на
1 мм
сечения
(или
толщины изделия),
с
круглого
40-50
35-40
квадрат-
ного
50-60
45-60
прямоу-
гольного
60-75
55-60
Условия
нагрева
В
соляной
ванне
В
соляной
ванне
Продолжительность нагрева,
на
1 мм
сечения
(или
толщины изделия),
с
круглого
12-15
6-8
квадрат-
ного
15-18
8-10
прямоу-
гольного
18-22
10-12
ческие точки Ac
t
и Ас?, (на 150 —
250°С),
что необходимо для пере-
вода в твердый раствор специальных карбидов и получения требуемой
легированности аустенита.
Это повышение температуры не
ведет
к заметному росту зерна, так как
нерастворенные частицы карбидов тормозят рост зерна аустенита.
Продолжительность нагрева при аустенитизации стали. Продолжитель-
ность нагрева должна обеспечить прогрев изделия по сечению и заверше-
ние
фазовых превращений, но не должна быть слишком большой, чтобы
не
вызвать роста зерна и обезуглероживания поверхностных слоев стали.
Общая продолжительность нагрева
х
общ
= T^, + х
т
, где т
сп
— продол-
жительность сквозного прогрева до заданной (конечной) температуры,
обусловленная формой и размером изделия, их расположением, типом
печи,
составом и свойствами стали и т. д.; т
ив
— продолжительность
изотермической выдержки при данной температуре, не зависящая от
формы
и размера изделия и определяемая только составом и исходным
состоянием стали.
Для определения
т
общ
чаще пользуются опытными данными (табл. 2).
Эти данные не являются единственными, на некоторых заводах
следую-
щие скорости нагрева на 1 мм сечения: в электропечи 1,5—2 мин; в пламе-
ной
печи 1,0 мин; в соляной ванне 0,5 мин и в свинцовой ванне 0,1 —
0,15 мин.
Величина т„
в
должна быть минимальной, но обеспечивать завершение
фазовых превращений в стали и необходимую концентрацию
углерода
и
легирующих элементов в аустените.
Продолжительность изотермической выдержки при заданной темпера-
туре
для деталей машин часто принимают равной
15—25%
от продолжи-
тельности сквозного прогрева.
Выдержка в электропечи при температуре закалки для инструмента из
углеродистой стали
(0,7—1,3%С)
рекомендуется 50 — 80 с на Гмм наимень-
шего сечения, а легированной стали 70 — 90 с; при нагреве в соляной ванне
соответственно 20 — 25 с для углеродистой стали и
25—30
с для легирован-
ной.
Фасонный
инструмент и детали "машин сложных форм при нагреве под
закалку для уменьшения деформации рекомендуется предварительно подо-
гревать в печи при
400-600°С.
Выбор среды для нагрева при термической обработке. При нагреве в пла-
менных или электрических печах взаимодействие печной атмосферы с по-
199
верхностью нагреваемого изделия приводит к окислению и обезуглерожи-
ванию стали.
Окисление создает невозвратимые потери металла,
ухудшает
состояние
поверхностных слоев и
требует
последующей очистки от окалины. Окисле-
ние
происходит в результате взаимодействия стали с кислородом (2Fe +
+
О
2
-»2FeO), парами воды (Fe + Н
2
О -> FeO + Н,) и двуокисью
углерода
(Fe
+ СО
2
-> FeO + CO).
В начальной стадии нагрева окисление происходит вследствие ука-
занных химических реакций, развивающихся на поверхности. После обра-
зования
пленки окисла процесс окисления протекает в результате диффу-
зии
атомов кислорода через слой окалины к металлу н встречной
диффузии атомоэ (ионов) металла через окалины по направлению
к
поверхности.
При
нагреве до 500
—
55О"С окисление незначительно, но при дальней-
шем увеличении температуры сильно возрастают скорость и интенсив-
ность окисления, причем особенно значительно, если образующая окалина
имеет пористость (что свойственно закиси железа).
Обезуглероживание протекает при высоких температурах в результате
взаимодействия стали с водородом (аустенит + 2Н
2
-> Fe
r
+ СН
4
) и кисло-
родом (аустенит + 0,5О
2
-> Fe
Y
+ СО).
Оно
снижает твердость, износостойкость н сопротивление усталости.
Для предохранения изделий от окисления и обезуглероживания в ра-
бочее пространство печи вводят защитную газовую среду (контролируе-
мые атмосферы). В качестве таких сред применяются следующие атмо-
сферы :
1) эндотермическая (условное обозначение КГ-ВО), получаемая ча-
стичным сжиганием метана СН
4
(природного газа) при коэффициенте из-
бытка
воздуха
а = 0,25 в присутствии катализатора и содержащая 21% СО,
40% Н
2
, 2% СН
4
, 37% N
2
; состав эндотермической атмосферы можно
регу-
лировать таким образом, чтобы исключить окисление и обезуглерожива-
ние
стали с любым содержанием
углерода;
* при нагреве в водородосодер-
жащих атмосферах возможно наводороживание стали, что приводит
к
снижению ее пластичности и росту склонности к замедленному разруше-
нию,
поэтому в последнее время широко начинают применять отно-
сительно маловодородную атмосферу (20% СО, 20% Н
2
и 60% N
2
);
такая атмосфера применяется на
ВАЗе
и на
ЗИЛе;
2) экзотермическая (богатая), получаемая частичным сжиганием при-
родного газа при а = 0,6 без очистки и осушки (ПС-0;6) или с очисткой
и
осушкой (ПСО-06); атмосфера ПСО-06 содержит 10% СО;
15-16%
Н
2
;
0,05-1,5%
СН
4
;
68-72%
N
2
; а ПС-06, кроме того, до 6% СО
2
и 2,3% Н
2
О;
атмосфера ПСО-06 может быть использована при нагреве для отжига,
нормализации и закалки легированных конструкционных и инструмен-
тальных сталей;
3) экзотермическая (бедная), получаемая почти полным сжиганием при-
родного газа при а = 0,9 без очистки и осушки (ПС-09) и с очисткой и осуш-
1
Реакции, идущие с поглощением теплоты, называют эндотермическими. В связи с этим
появилось название атмосферы, получаемой в генераторах с подогревом.
200