Курсовой проект - Рототабельное планирование второго порядка с разработкой математических моделей и оптимизацией двухфакторного процесса с двумя выходными параметрами
Подождите немного. Документ загружается.

ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Белгородский Государственный Технологический университет
им. В.Г.Шухова
Кафедра технологии машиностроения
КУРСОВАЯ РАБОТА
по дисциплине: «Планирование и организация эксперимента»
на тему: «Рототабельное планирование второго порядка с
разработкой математических моделей и оптимизацией
двухфакторного процесса с двумя выходными параметрами»
Вариант №3
ВЫПОЛНИЛ:
студент 4
го
курса
группы СТМ-31
Гусак С.
ПРОВЕРИЛ:
доц., к.т.н.
Бойко А.Ф.
Белгород, 2008
Постановка задачи эксперимента
Исследовалась зависимость производительности процесса и износа электрода-
инструмента при электроэрозионной прошивки отверстий Ø0.5 мм, от энергии
импульсов тока и частоты следования импульсов.
Прошивка отверстий производится на электроэрозионном станке модели
СЭП.МЕП-1-005. В качестве электрода-инструмента использовались трубчатые
латунные электроды, через которые под давлением до 20 МПа прокачивалась рабочая
жидкость – деионизованная вода. В качестве источника технологического тока
использовался транзисторный генератор импульсов, с помощью которого
устанавливались требуемое значения входных переменных параметров процесса –
факторов: энергии импульсов тока (Э) и частоты импульсов (f). Выходными параметрами
процесса являлись: производительность процесса, Q – линейная скорость прошивки
отверстий в мм/мин и относительный линейный износ электрода-инструмента γ в %.
Скорость прошивки измерялась с помощью секундомера и отчетных устройств
перемещения прошивочной головки станка. Относительный линейный износ электрода-
инструмента определялся путем измерения глубины полученного отверстия и величины
укорочения электрода после каждого опыта с помощью указанных отсчетных устройств.
Уровни факторов Q, f и интервалы их варьирования выбраны по результатам
предварительных поисковых экспериментов. Остальные факторы: давление прокачки
воды, настройка следящего привода подачи, скважность импульсов тока, оставались в
эксперименте неизменными.
Исходные данные эксперимента
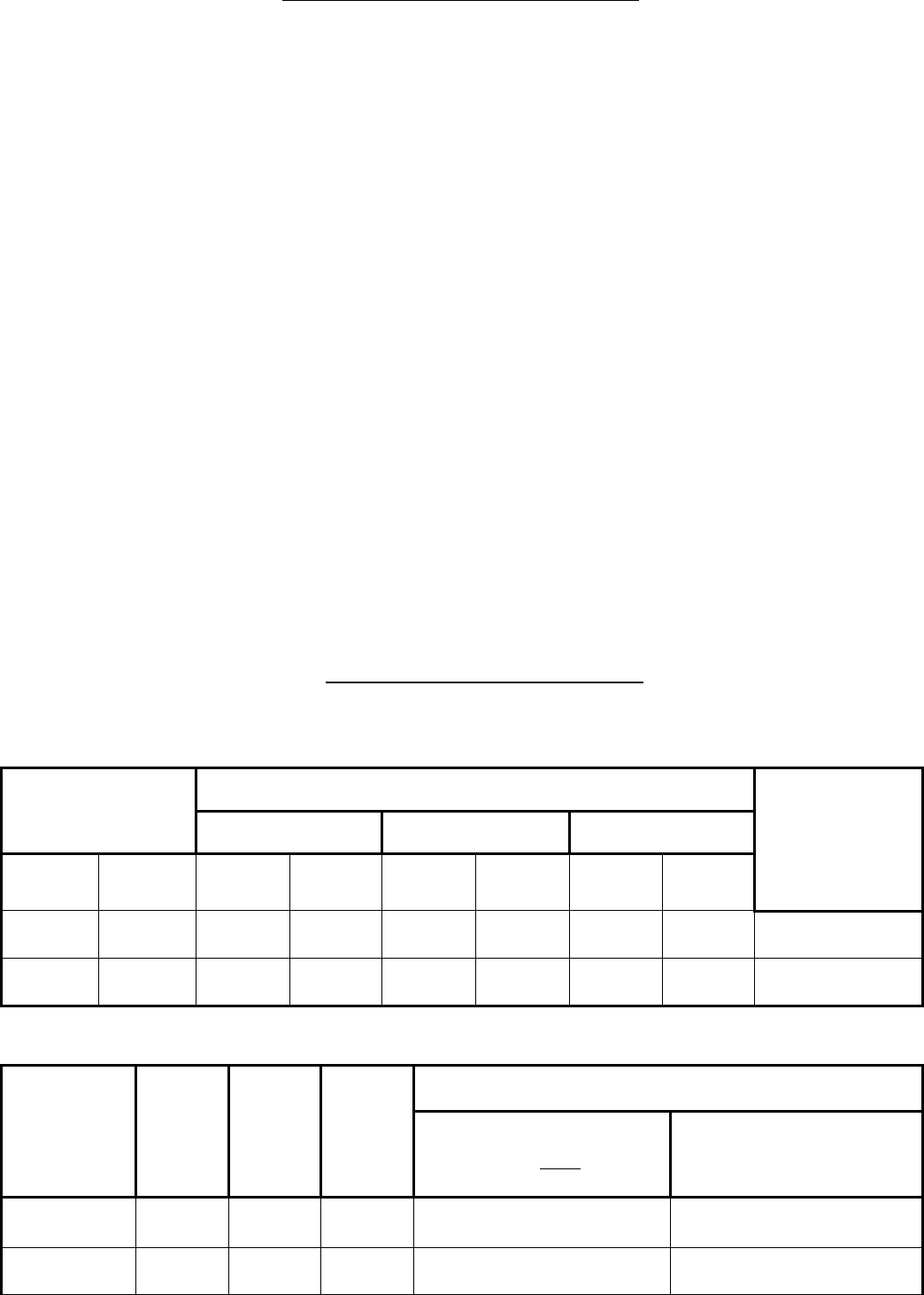
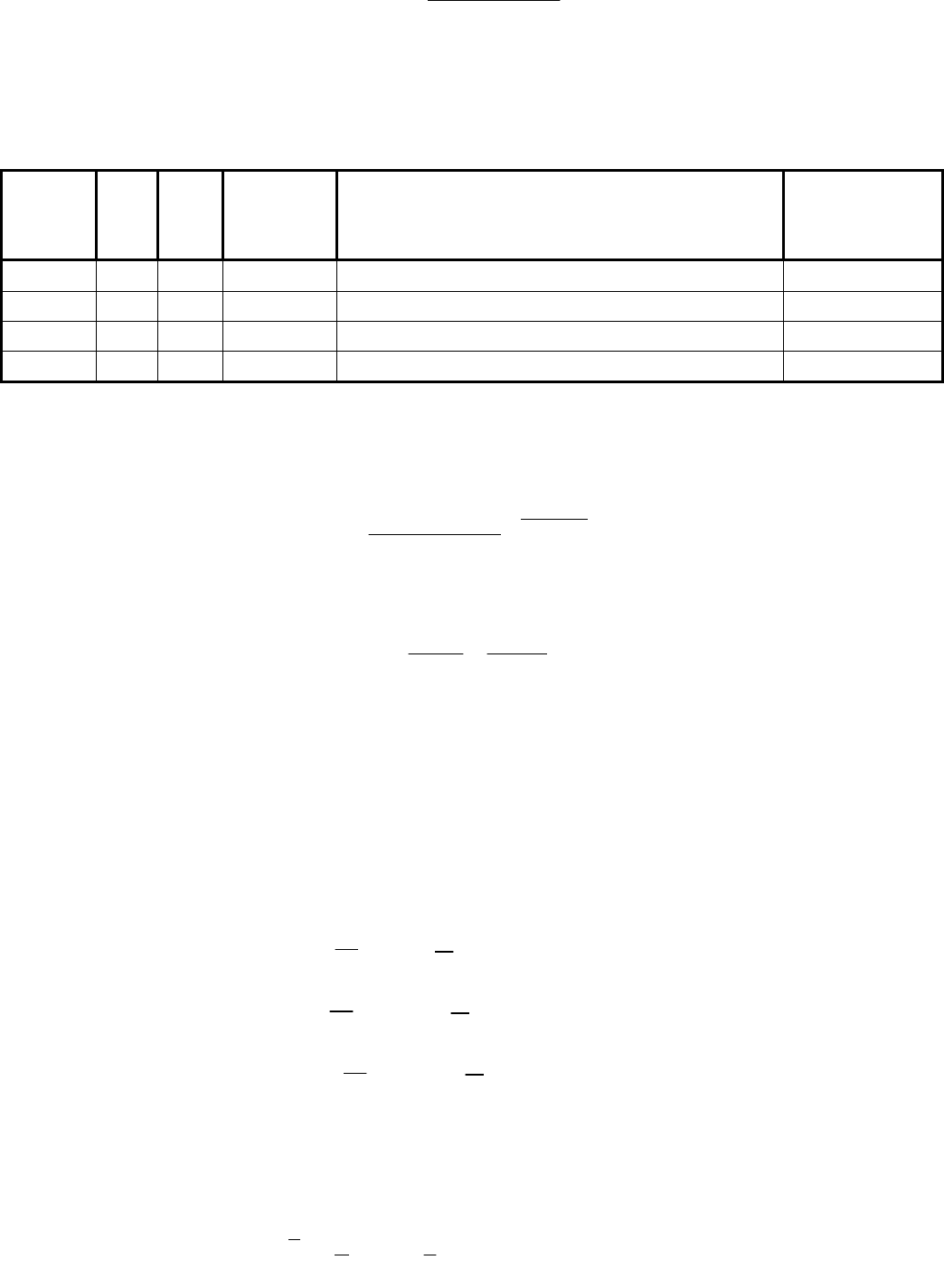
Таблица 1. Факторы, уровни и интервалы варьирования факторов.
Обозначение
факторов
Уровни факторов
Интервалы
варьирования
факторов
верхний основной нижний
Нату-
ральное
Кодиро-
ванное
Нату-
ральное
Кодиро-
ванное
Нату-
ральное
Кодиро-
ванное
Нату-
ральное
Кодиро-
ванное
Э, МДж x
1
15 +1 10 0 5 -1 5
F, кГц x
2
85 +1 63 0 41 -1 22
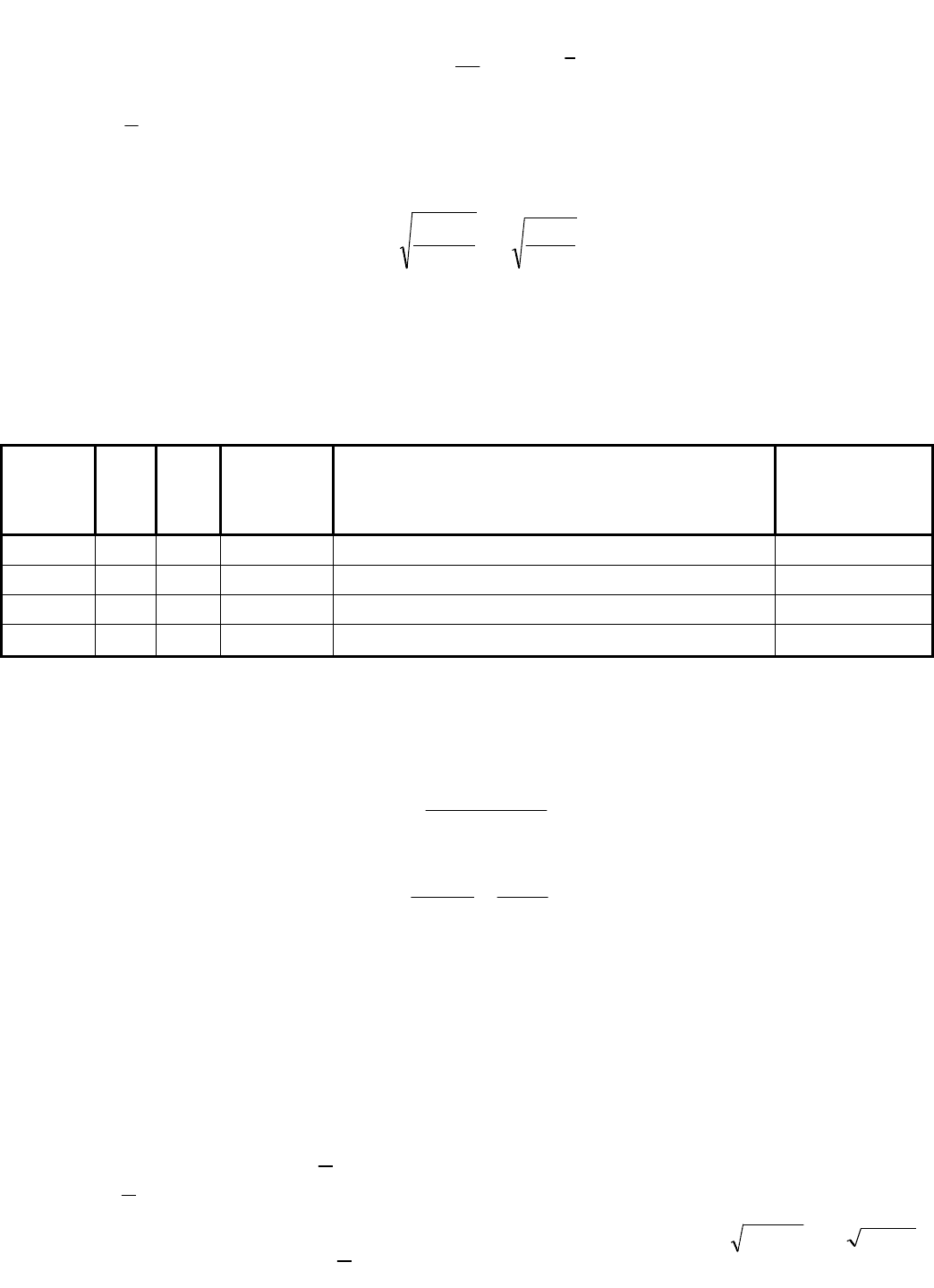
Таблица 2. Матрица плана первого порядка типа 2
2
и результаты его опытов
№ опыта x
0
x
1
x
2
Верхний параметр
Производительность
, y
Q
мин
мм
Износ электрода,
y
γ
(%)
1 + + + 29 55.5
2 + - + 38 39.5
2
3 + + - 56 39
4 + - - 88 24
Таблица 3. Результаты опытов в центре плана
№ опыта x
0
x
1
x
2
y
Q
y
γ
1 + 0 0 26 31
2 + 0 0 23 28
3 + 0 0 27 32
4 + 0 0 24 29.5
5 + 0 0 26 30.5
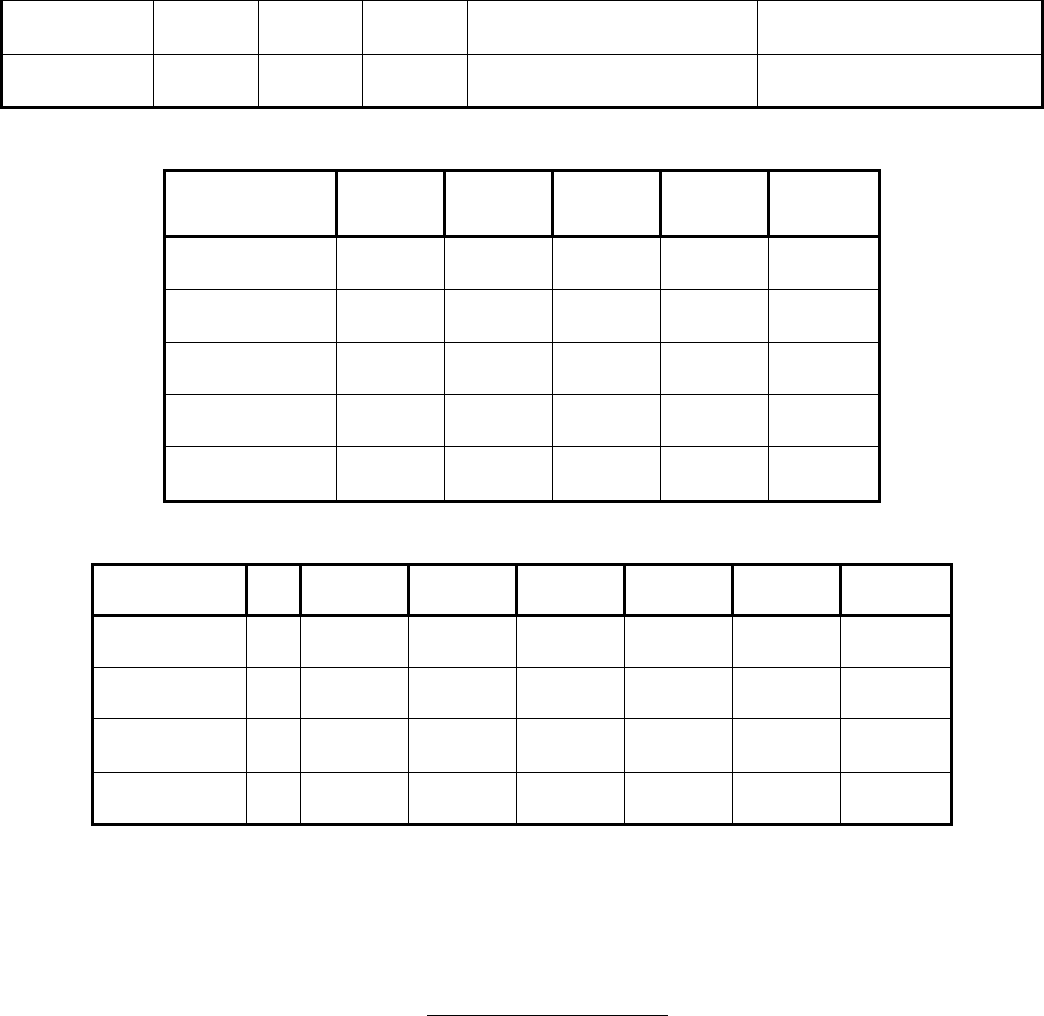
Таблица 4. Результаты опытов в “звездных” точках плана
№ опыта x
0
x
1
x
2
x
1
2
x
2
2
y
Q
y
γ
1 + +1,41 0 2 0 36 41
2 + -1,41 0 2 0 65 19
3 + 0 +1,41 0 2 29 61.5
4 + 0 -1,41 0 2 81 37
Для графоаналитических исследований поверхности отклика принять ограниченный
параметр по износу электрода-инструмента 33%
Принять достоверность статистической оценки результатов эксперимента 95%
Задачи эксперимента
1. Обработать результаты эксперимента первого порядка типа 2
2
для обоих
выходных параметров γ и Q, в том числе:
а) вычислить коэффициенты линейного уравнения регрессии вида
y=b
0
+b
1
x
1
+b
2
x
2;
б) определить значимость коэффициентов;
в) проверить адекватность математической модели.
2. Обработка результатов опытов центрального композиционного рототабельного
униформ-планирования второго порядка для обоих выходных параметров, в том числе:
а) составить полный план эксперимента и уравнение регрессии в общем
виде;
б) вычислить коэффициенты квадратичной математической модели;
в) определить значимость коэффициентов уравнения регрессии и уточнить
исходную модель;
3
г) проверить адекватность математической модели;
д) раскодировать уравнение регрессии.
3. Используя графоаналитический метод двумерных совмещенных сечений
поверхностей отклика, найти наибольшее и наименьшее значения производительности
процесса электроэрозионной прошивке отверстий и соответствующие им режимы
обработки, при которых износ электрода-инструмента составляет 33%.
4. Используя компьютерную программу MathCAD и полученные квадратичные
математические модели построить трехмерные графики зависимости Q=F
1
(Э,f),
γ=F
2
(Э,f). На графиках выделить факторное пространство. По виду графиков сделать
выводы в том числе:
а) наличие экстремумов функции в факторном пространстве и за его
пределами;
б) выделить точки наибольших и наименьших значений выходных
параметров в факторном пространстве.
1. Обработка результатов эксперимента первого порядка.
4
В соответствии с заданием на первом этапе исследования был поставлен полный
факторный эксперимент типа 2
2
. Уровни факторов и интервалы их варьирования даны в
таблице 1. Матрица плана эксперимента и результаты измерения выходных параметров
y
γ
и y
Q
в соответствии с условиями задачи приведены в таблице 2. В математической
модели выбираем линейное уравнение регрессии вида
y=b
0
+b
1
x
1
+b
2
x
2
.
Определим коэффициенты уравнения регрессии для параметра y
Q
:
b
0
=
N
j
j
y
N
1
1
=
4
1
(29+38+56+88)=52.75
b
1
=
N
j
j
yx
N
1
1
1
=
4
1
(29-38+56-88)=-10.25
b
2
=
N
j
j
yx
N
1
2
1
=
4
1
(29+38-56-88)=-19.25
После подстановки значений коэффициентов, уравнение регрессии y
Q
приобретает
вид:
y
Q
=52.75-10.25x
1
-19.25x
2
Для определения значимости коэффициентов используем результаты пяти
параллельных опытов в центре плана (см. таблицу 3 исходных данных) при этом
необходимые расчеты производим по следующей последовательности:
1) Определяем среднее арифметическое значение параметра y
Q
:
n
u
u
QQ
y
n
y
1
0
1
=
5
1
(26+23+27+24+26)=25.2
где n
0
=5 – число параллельных опытов в центре плана,
u
Q
y
- значение выходных
параметров в u-том параллельном опыте,
2) Определим дисперсию σ
Q
y
2
выходного параметра y
Q
:
σ
Q
y
2
=
2
1
0
0
1
1
n
u
Q
u
Q
yy
n
=
=
7.22.25262.25242.25272.25232.2526
15
1
22222
3) Определим среднеквадратичную ошибку в определении коэффициентов
уравнения регрессии для y
Q
:
σ{b
i
}=
N
y
Q
}{
2
=±
4
7.2
=0.822
4) Определяем доверительный интервал коэффициентов уравнения регрессии
для y
Q
:
284.2822.078.2}{
ii
btb
где t – табличное значение критерия Стьюдента при 5%-ном уровне значимости и числе
степеней свободы, с которым определялась дисперсия выходного параметра y
Q
: f=n
0
-
1=5--1=4
5) Так как коэффициенты b
2
, b
1
, b
0
по абсолютной величине больше
доверительного интервала
i
b
=2.284 , то все они являются статистическими
значимыми.
Для проверки адекватности математической модели y
Q
=52.75-10.25x
1
-19.25x
2
находим дисперсию адекватности:
5
f
yy
N
j
Qj
Qj
ад
2
1
2
)(
,
где y
Qj
– экспериментальное значение параметра y
Q
в j – том опыте; ŷ
Qj
– значение
параметра y
Q
в j – том опыте, вычисленное в по полученному уравнению регрессии:
134' kNf
, где k’=3 – число значимых коэффициентов уравнения регрессии.
Для расчета дисперсии адекватности составим вспомогательную таблицу 6.
Таблица 6.
№
опыт
а
x
1
x
2
Эксп.
y
Qj
Расчет
ŷ
Q
=57.75+7.25x
1
-8.75x
2
(y
Qj
- ŷ
Qj
)
1 + + 29 ŷ
Q1
=52.75-10.25*(+1)-19.25*(+1)=23.25 33.063
2 - + 38 ŷ
Q2
=52.75-10.25*(-1)-19.25*(+1)=43.75 33.063
3 + - 56 ŷ
Q3
=52.75-10.25*(+1)-19.25*(-1)=61.75 33.063
4 - - 88 ŷ
Q4
=52.75-10.25*(-1)-19.25*(-1)=82.25 33.063
N
j 1
(y
Qj
- ŷ
Qj
)
2
=132.25
Тогда
f
yy
N
j
Qj
Qj
ад
2
1
2
)(
=
25.132
1
25.132
Проверку гипотезы адекватности модели проводим по F критерию Фишера. Для
этого найдем расчетное значение критерия:
7.2
25.132
2
2
y
F
ad
p
48.981
При 5% - ном уровне значимости и числах степеней свободы для числителя,
имеющего большую дисперсию,
134' kNf
и для знаменателя с меньшей
дисперсией -
4151
02
nf
, табличное значение критерия F
т
=7,71. Так как F
р
> F
т
, то
полученная в виде линейного полинома, неадекватна и не может быть с достаточной
точностью предоставлять исследуемую зависимость.
Аналогичные расчеты произведем для параметра y
γ
.
В соответствии с данными табл. 5 определяем коэффициенты уравнения регрессии
для параметра y
γ
:
b
0
=
N
j
j
y
N
1
1
=
4
1
(55.5+39.5+39+24)=39.5
b
1
=
N
j
j
yx
N
1
1
1
=
4
1
(55.5-39.5+39-24)=7.75
b
2
=
N
j
j
yx
N
1
2
1
=
4
1
(55.5+39.5-39-24)=8
Откуда уравнение регрессии для y
γ
будет иметь вид:
y
γ
=39.5+7.75x
1
+8 x
2
.
По n
0
=5 параллельным опытам в центре плана (табл. 3) определяем
среднеарифметическое значение параметра:
0
1
5
11
n
u
u
y
n
y
(31+28+32+29.5+30.5)=30.2
6
Определяем дисперсию
у
2
параметра y
γ
:
у
2
=
0
1
0
)(
1
n
u
u
yy
n
=
22222
2.305.302.305.292.30322.30282.3031
4
1
=2.325
Определяем среднеквадратичную ошибку в определении коэффициентов уравнения
регрессии для y
γ
:
σ{b
i
}=+
762.0
4
325.2
2
N
у
Определяем доверительный интервал коэффициентов уравнения регрессии для y
γ
:
119.2762.078.2
ii
bb
Все коэффициенты b
0
, b
1
, b
2
больше доверительного интервала, следовательно, их
можно признать статистически значимыми.
Для расчета дисперсии адекватности для y
γ
составим вспомогательную таблицу 7
Таблица 7
№
опыт
а
x
1
x
2
Эксп.
y
γj
Расчет
ŷ
γj
=
39.5+7.75x
1
+8 x
2
(y
γj
- ŷ
γj
)
2
1 + + 55.5 ŷ
γj
=
39.5+7.75*(+1)+8*(+1)=55.5 0.063
2 - + 39.5 ŷ
γj
=
39.5+7.75*(-1)+8 *(+1)=39.75 0.063
3 + - 39 ŷ
γj
=
39.5+7.75*(+1)+8 *(-1)=39.25 0.063
4 - - 24 ŷ
γj
=
39.5+7.758*(-1)+8 *(-1)=23.75 0.063
N
j 1
(y
γj
- ŷ
γj
)
2
=0.252
Следовательно дисперсия адекватности σ
2
будет рана:
'
1
2
2
kN
yy
N
j
j
j
ad
=0.25.
Соответственно расчетное значение критерия Фишера
093.0
075.2
25.0
2
2
y
F
ад
р
При 5%-ном уровне значимости и числах степеней свободы для большей дисперсии
(числитель) и меньшей дисперсии (знаменатель), табличное значение F
т
>224,58. Taк кaк
F
p
<<F
т
, то полученная модель адекватна. Для проверки точности модели в других точках
факторного пространства используем центр плана: x
1
=x
2
=0. Расчетное значение
выходного параметра в центре плана:
ŷ
γ0
=39.5+7.75*0+8*0=39.5=b
0
Экспериментальное значение параметра y
γ
в центре плана равно
среднеарифметическому значению параметра по результатам пяти параллельных
опытов в центре плана y
γ0
=
y
=30.2 Тогда разность между b
0
и значением y
γ
в центре
плана: b
0
-
y
=39.5-30.2=9.3.
Полученную разность сравниваем с ошибкой опыта
у
=+
у
2
= =
325.2
=0.762. Так как разность b
0
-
y
=9.3>
у
=0.762, то полученная модель не высокой
точности. Таким образом, для параметра y
γ
получили адекватную по F-критерию
7
математическую модель, но не высокой точности в точках факторного пространства
близких к центру плана.
2. Обработка результатов опытов центрального композиционного
рототабельного униформ-планирования второго порядка
Для получения адекватных моделей высокой точности во всех факторного
пространства функции отклика y
Q
и y
γ
, аппроксимируем полиномами второго порядка
вида:
2
222
2
111211222110
xbxbxxbxbxbby
8
С этой целью поставили эксперимент по программе центрального композиционного
рототабельного плана второго порядка. Величина «звездного» плеча для числа факторов
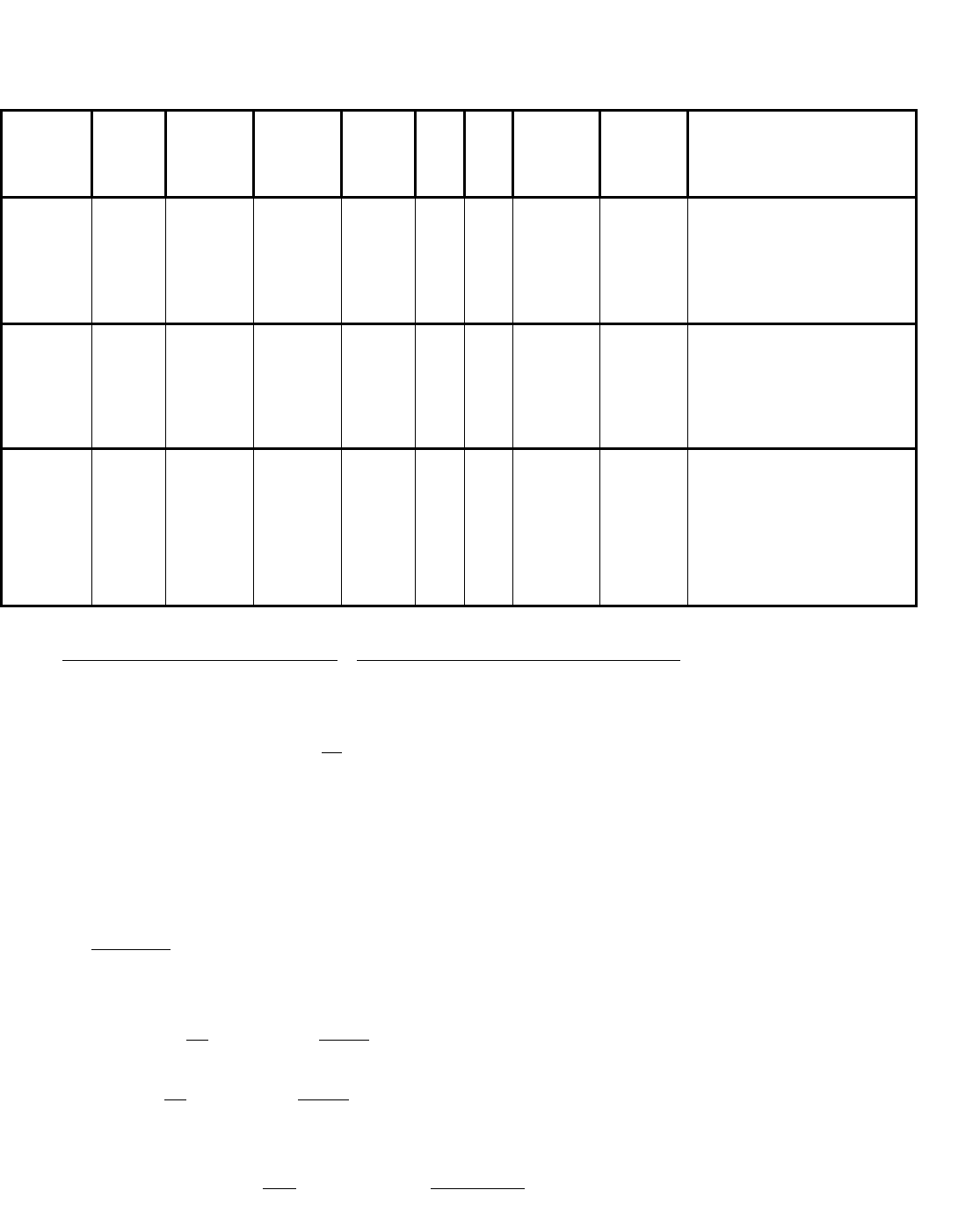
к=2 равна α=1,414. Реализованные 4 опыта ПФЭ типа 2
2
были выполнены четырьмя
опытами в «звездных» точках
4222 kn
(cм. таблицу 4) и пятью опытами в центре
плана (таблица 3). Тогда матрица рототабельного униформ-планирования будет иметь
следующий вид:
Таблица 8
№
опыт
а
x
0
x
1
x
2
x
1
x
2
2
1
х
2
2
х
y
Q
y
γ
Cодержание плана
1
2
3
4
+
+
+
+
+
-
+
-
+
+
-
-
+
-
-
+
+
+
+
+
+
+
+
+
29
38
56
88
55.5
39.5
39
24
ядро плана – ПФЭ 2
2
5
6
7
8
+
+
+
+
+1,414
-1,414
0
0
0
0
+1,414
-1,414
0
0
0
0
2
2
0
0
0
0
2
2
36
65
29
81
41
19
61.5
37
опыты в «звездных»
точках с плечом
α=1,414
9
10
11
12
13
+
+
+
+
+
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
26
23
27
24
26
31
28
32
29.5
30.5
опыты в нулевой
точке (в центре
плана)
2.1 Вычисления для параметра y
Q
– производительность процесса
Определяем коэффициенты квадратичного полинома b
0
, b
1
,b
2
,b
11
,b
22
:
Свободный член уравнения регрессии:
N
j
N
j
Qjij
k
j
Qj
yxcyk
N
A
b
1 1
2
1
2
0
2)2(2
Здесь А, λ, с – константы, табличные значения которых для к=2 и «ядра» плана в
виде ПФЭ 2
2
имеют значения А=0,492; λ=0,8125; с=1,625; N=13 – общее число опытов; y
Qj
–
экспериментальное значение параметра y
Q
по всем 13 опытам;
2
ij
x
- значение элементов
столбцов
2
1
x
и
2
2
x
. После подстановки числовых значений имеем:
184.25)]81*229*28856382965*236*288563829(*625.1*
*8125.0*2)26242723268129653688563829(48125.0*2[
13
0492
2
0
b
Коэффициенты при линейных членах:
13
1
11
251.10)65*41.136*41.188563829(
13
625.1
N
j
Qjj
yx
N
c
b
13
1
22
816.18)81*41.129*41.188563829(
13
625.1
N
j
Qjj
yx
N
c
b
Коэффициенты при парных взаимодействиях:
13
1
2
21
2
12
75.5)88563829(
8125.013
625.1
N
j
Qjjj
yxx
N
c
b
9
Коэффициенты при квадратичных членах:
13
1
13
1
13
1
2
2
1
22
1
2
11
2)1()2(
N
j
N
j
N
j
QjQjij
k
i
Qjj
ycyxcyxkkc
N
A
b
642.12)}2624272326812965
3688563829(*625.1*8125.0*2)81*229*28856382965*236*28856
3829(*)8125.01(*625.1)65*236*288563829(*]28125.0*)22[(*625.1{
13
492.0
22
13
1
13
1
13
1
2
2
2
22
2
2
22
2)1()2(
N
j
N
j
N
j
QjQjij
k
i
Qjj
ycyxcyxkkc
N
A
b
891.14)}2624272326812965
3688563829(*625.1*8125.0*2)65*236*28856382981*229*28856
3829(*)8125.01(*625.1)81*229*288563829(*]28125.0*)22[(*625.1{
13
492.0
22
Дисперсия
Q
у
2
выходного параметра y
Q
была определена по результатам 5
опытов (№9…13) в центре плана и составила
Q
у
2
=2.7. Определяем дисперсию
коэффициентов уравнения регрессии для параметра y
Q
:
Дисперсия свободного члена:
54.07.2
13
)22(*8125.0*492.0*2)2(2
2
2
0
2
Q
y
N
kA
b
Дисперсия коэффициентов при линейных членах:
337.07.2
13
625.1
22
Qi
y
N
c
b
Дисперсия членов при парных взаимодействиях:
675.0
138125.0
7.2
*625.1
22
2
2
Qil
y
N
c
b
Дисперсия коэффициентов при квадратичных членах:
388.07.2*
*
13
128125.0*12*625.1*492.0)1(1
2
2
2
2
Qii
y
N
kkAc
b
Среднеквадратичные ошибки в определении коэффициентов уравнения регрессии
для
Q
y
2
:
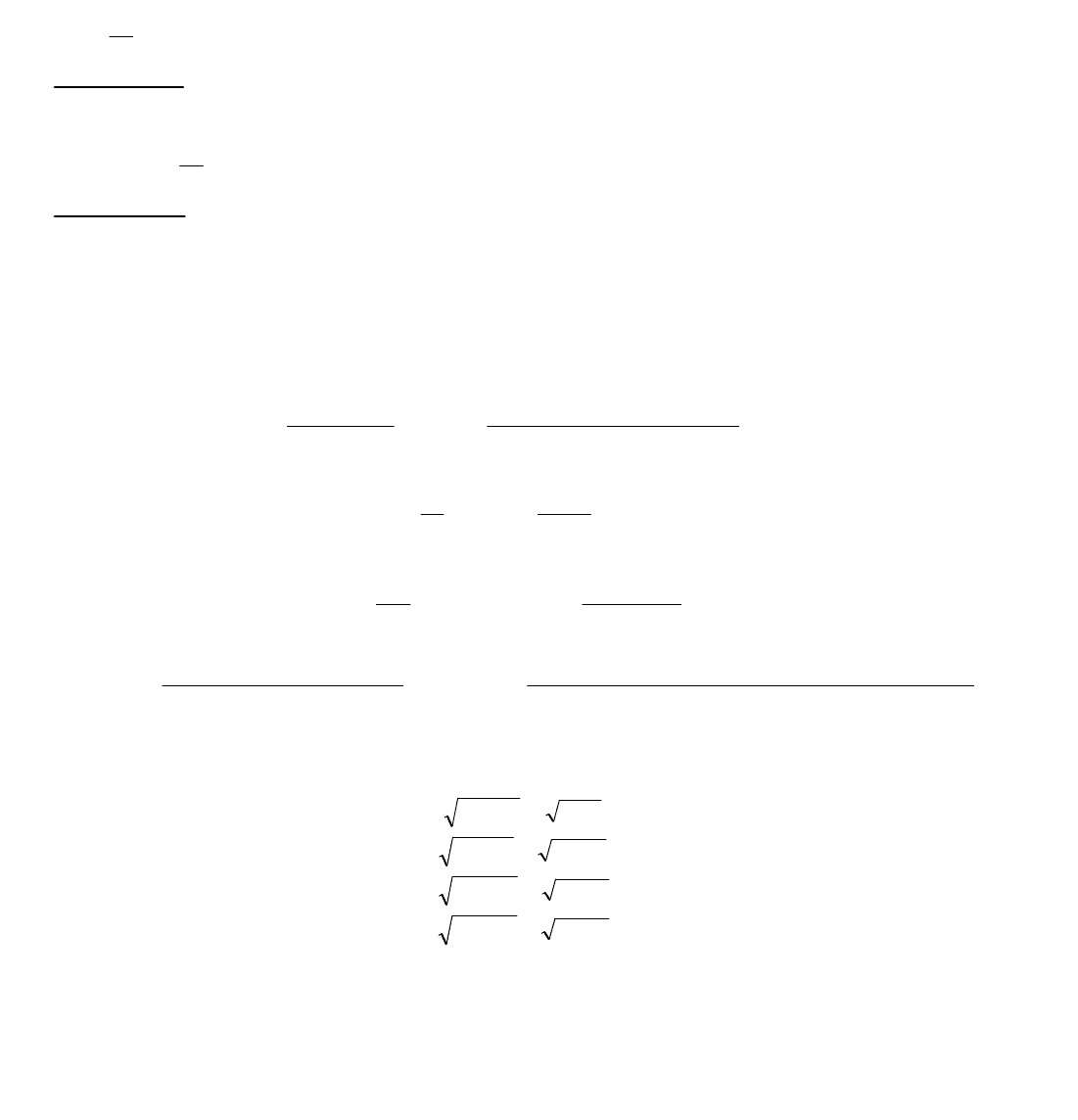
735.054.0
0
2
0
bb
581.0377.0
2
ii
bb
822.0675.0
2
ilil
bb
623.0388.0
2
iiii
bb
Определяем доверительные интервалы для коэффициентов:
042.2735.078.2
00
btb
615.1581.078.2
ii
btb
284.2822.078.2
ilil
btb
731.1623.078.2
iiii
btb
где t=2.78 – табличное значение t – критерия Стьюдента при 5%-ном уровне
значимости и числе степеней свободы f=n
0
-1=5-1=4.
Так как все коэффициенты уравнения регрессии по абсолютной величине больше
своих доверительных интервалов
10