Курсовая работа - Технологический процесс ремонта рабочих лопаток осевого компрессора MS 3002
Подождите немного. Документ загружается.

1. Контроль (внешнего вида, маркировка).
1. Распаковать и положить детали на стеллаж. Определить по номеру чертежа,
маркированному на деталях, геометрическим размерам к какому агрегату и к
какой ступени относится данная партия деталей.
2. Произвести контроль внешнего вида лопаток. Отметить фломастером на
лопатках обнаруженные дефекты и сравнить их с ремонтными допусками.
Отобрать лопатки, повреждения которых не превышают ремонтные допуски
(контроль внешнего вида). Лопатки с дефектами, превышающими ремонтные
допуски забраковать.
3. Определить визуально наличие на лопатках покрытия. При наличии покрытия
отметить это в карте ремонта (см. переход 6).
4. Оформить карту приёмки лопаток в ремонт (для каждой партии,
см. приложение 1). Карту приёмки в ремонт сдать в отдел качества, копию – в
производственный отдел.
5. Маркировать лопатки ударным способом на торце хвостовика. Указать
порядковый номер лопатки и индекс партии.
6. Оформить карту ремонта для каждой лопатки (см. приложение 2). Карта
ремонта сопровождает деталь в процессе ремонта на каждом рабочем месте,
оператор должен сделать отметку о выполнении операции и при
необходимости внести свои замечания (заполнить карту ремонта).
Примечание: На обратной стороне карты ремонта приведена последовательность
технологических операций ремонта (см. приложение 3).
7. Транспортировать партию лопаток на участок очистки.
Приложение 1
Изм. Лист № докум. Подпис
ь
Дата
Лист
ЦРБ
БРЯНСК
КАРТА ПРИЁМКИ В РЕМОНТ
ЛОПАТКА
РАБОЧАЯ ОК
МАТЕРИАЛ –
Кол – во деталей на агрегате
№ чертежа
№ тех процесса
АГРЕГАТ
ТИП М НАРАБОТКА, час.
№ Сведения о предыдущих ремонтах
КС
РАБОТА № ДАТА:
КОНТРОЛЁР: ПОДПИСЬ:
Приложение 2
ЦРБ
БРЯНСК
КАРТА
РЕМОНТА
ТУРБИНА ТИП № ТЕХПРОЦЕСС №
МАТЕРИАЛ ЧЕРТЁЖ №
НАИМЕНОВАНИЕ з/ч ДАТА НАЧАЛА РЕМОНТА
ДЕТАЛЬ № ПАРТИЯ № КОЛ. ДЕТ. В ПАРТИИ ДАТА ОКОНЧАНИЯ РЕМОНТА
НОМЕР РАБОТЫ
№
опер. Дата Оператор Примечание
№
опер. Дата Оператор Примечание
№
опер. Дата Оператор Примечание
Приложение 3
ЛОПАТКА РАБОЧАЯ ОК MS – 3002
010 Контроль (внешнего вида, маркировка)
020 Очистка (удаление нагара)
025 Снятие покрытия
030 Контроль (внешнего вида, пенетрантами, магнитопорошковый,
размерный)
040 Слесарная (выработка дефектов)
042 Очистка
045 Контроль (пенетрантами, магнитопорошковый)
050 Очистка (подготовка к сварке)
060 Сварка
065 Очистка
070 Термообработка (отжиг в среде аргона)
080 Слесарная (удаление излишнего сварочного материала)
090 Очистка (подготовка к контролю)
100 Контроль (внешнего вида, пенетрантами, магнитопорошковый,
размерный)
103 Очистка
105 Термообработка (оксицирование)
107 Очистка
110 Нанесение покрытия («Элкот С4», 1 слой)
113 Наклёпывание
115 Контроль («Элкот С4», 1 слой)
117 Нанесение покрытия («Элкот С4», 2 слой)
120 Контроль («Элкот С4», 2 слой)
130 Дробеструйная
140 Контроль (внешнего вида)
150 Упаковывание
2. Очистка (удаление нагара).
Работать в чистых х/б перчатках.
1. Очистить лопатки в парах трихлорэтилена. Лопатки располагать вертикально
пером вниз.
2. Очистить хвостовик лопатки с помощью вращающейся проволочной щётки.
Очистка должна обеспечивать чистую блестящую поверхность. Не прижимать
сильно хвостовик к щётке, чтобы не вызвать ухудшение поверхностей
хвостовика.
3. Установить на хвостовик лопатки защитное приспособление.
4. Очистить перо лопатки обдувкой абразивными зёрнами. Кромки лопаток
обдувать под углом 30…60
0
к направлению струи.
Примечание: Если лопатки имеют покрытие, нет необходимости удалить его
обдувкой абразивными зёрнами. На данной операции необходимо удалить лишь
турбинные отложения.
5. Снять защитное приспособление с хвостовика лопатки.
6. Заполнить карту ремонта.
7. Транспортировать партию лопаток на участок снятия покрытия (при наличии
покрытия) или на участок контроля (при отсутствии покрытия).
Изм. Лист № докум. Подпис
ь
Дата
Лист
3. Снятие покрытия.
Технические требования.
1) Работать в чистых х/б перчатках.
2) Данную операцию выполнять только для лопаток с покрытием.
1. Уложить лопатки в контейнер для травления вертикально пером вверх.
Примечание: Защита хвостовика лопатки не требуется.
2. Погрузить контейнер с лопатками в бак с раствором для снятия покрытия
(5…15 гр. порошка на 1литр воды).
Примечание: При погружении деталей раствор начнет шипеть и искриться
(газироваться) вследствие химической реакции раствора с покрытием.
3. Извлечь контейнер с лопатками из бака с раствором (по прекращению
газирования и шипения в баке).
4. Тщательно промыть лопатки проточной водой и зачистить их пластиковой
щеткой.
5. Просушить лопатки в сушильной печи.
6. Выгрузить лопатки из печи.
7. Заполнить карту ремонта.
8. Транспортировать партию лопаток на участок очистки.
4. Очистка.
Изм. Лист № докум. Подпис
ь
Дата
Лист
Технические требования.
1) Работать в чистых х/б перчатках.
2) Данную операцию выполнять только для лопаток после снятия с них покрытия
(после операции 025).
1. Установить на хвостик лопатки защитное приспособление.
2. Очистить перо лопатки обдувкой абразивными зернами. Кромки лопаток
обдувать под углом 30…60 к направлению струи.
3. Снять защитное приспособление с хвостика лопатки.
4. При необходимости очистить хвостик лопатки при помощи вращающейся
защитной щетки. Очистка должна обеспечивать чистую блестящую
поверхность.
Заполнить карту ремонта.
Транспортировать партию лопаток на участок контроля.
5. Контрольная.
Изм. Лист № докум. Подпис
ь
Дата
Лист
Работать в чистых х/б перчатках.
1. Заполнить исходные данные в карте контроля на каждую лопатку (см.
приложение 4).
2. Произвести контроль внешнего вида лопаток.
3. Произвести контроль лопаток пенетрантами.
4. Произвести контроль лопаток магнитопорошковым способом в продольном и
поперечном направлении с двух сторон пера лопатки.
5. Произвести контроль геометрических размеров пера лопатки. Контролировать
высоту лопатки, и если она меньше номинальной, отметить это в карте
контроля для информации на участке сварки.
6. Отметить в карте контроля и на деталях все обнаруженные дефекты.
Указать размеры и характер повреждений в карте контроля.
7. По результатам контроля отобрать лопатки, повреждения которых не
превышают ремонтные допуски.
Лопатки с повреждениями превышающие ремонтные допуски – забраковать.
8. Снять копию с карт контроля лопаток подлежащих ремонту.
9. Заполнить карту ремонта.
10. Транспортировать партию лопаток на участок слесарной обработки.
Изм. Лист № докум. Подпис
ь
Дата
Лист
Приложение 4
ЦРБ
Брянск
Карта
контроля
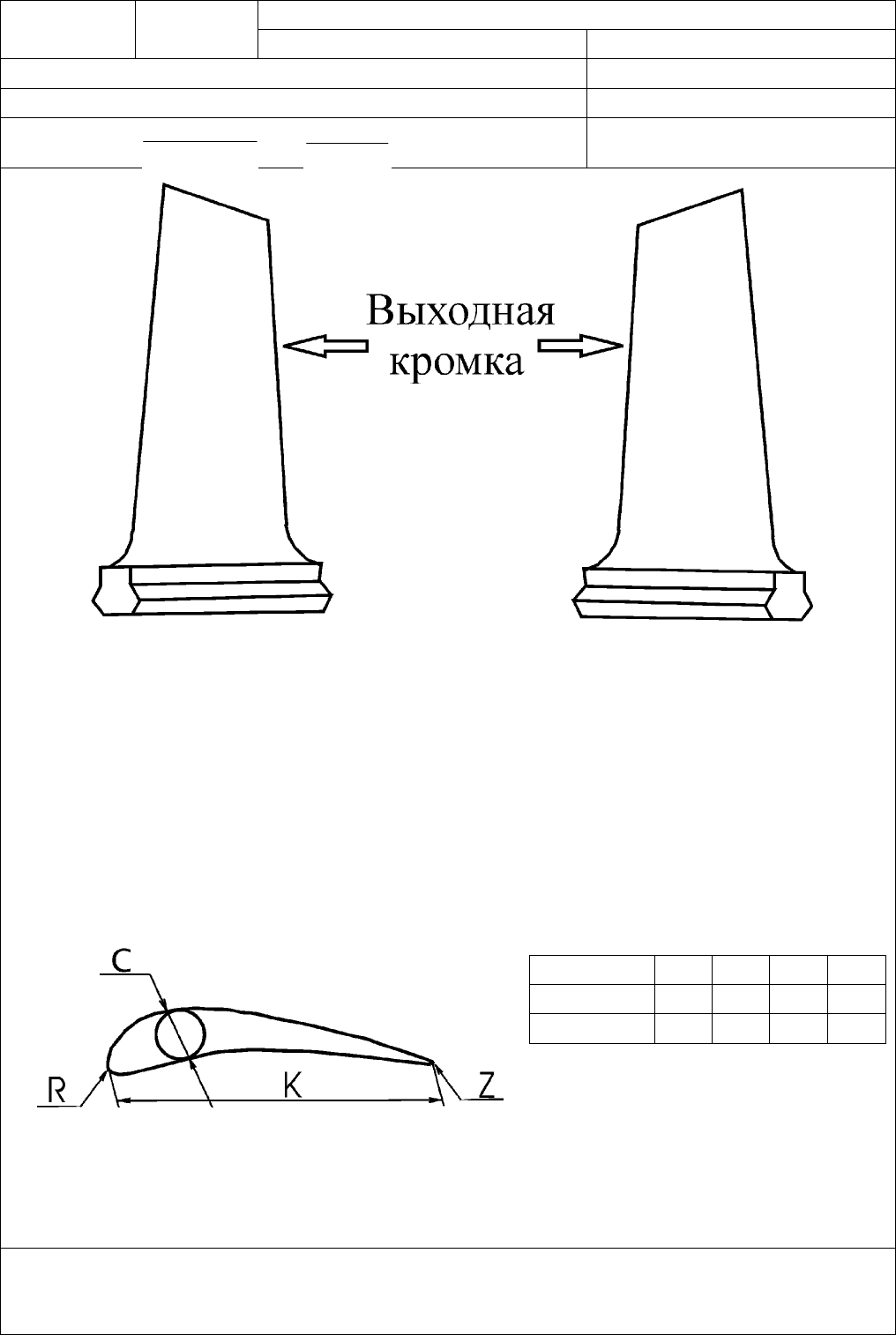
Лопатка рабочая I ступени MS 3002
Деталь № Партия №
Чертёж № Работа №
Технология № Операция №
Контролёр
... ОИФ
подпись
Дата:
Примечание:
Сечение K R Z C
М – М
N – N
6. Слесарная (выработка дефектов).
Работать в чистых х/б перчатках.
1. Осмотреть лопатку. Определить повреждения подлежащие ремонту и
способ ремонта.
Примечание: Месторасположение дефектов обозначено фломастером на
поверхности лопатки и указано в копии карты контроля.
2. Дефекты в пределах допуска на сварку разделать как показано на
КЭ 20. 302. 00006 (см. рис. 1) сечение А – А. Кромку разделки не
закруглять.
3. Дефекты находящиеся за пределами допуска на сварку, но допустимые к
устранению слесарной обработкой зашлифовать как показано на
КЭ 30. 302. 00006 (см. рис. 1), сечение В – В и С – С.
4. Удалить все имеющиеся трещины.
Примечание: При наличии трещин, выходящих за пределы ремонтных допусков,
лопатку забраковать.
5. Произвести рихтовку лёгкими ударами молотка деформированных участков
лопатки. После рихтовки осмотреть лопатку на предмет выявления трещин,
в случае их появления – устранить согласно переходов 2, 3, 4.
6. Лопатки, прошедшие контроль пенетрантами (операция 045) и имеющие не
выбранные дефекты, обработать согласно переходов 2, 3, 4.
Примечание: Флуоресцирующий пенетрант, проникший в трещину, сохраняет
свои свойства в течении нескольких часов (2…3 ч). Если выборка трещины
производится сразу же после контроля, слесарь может в лучах ультрофиолетовой
лампы обнаружить трещины.
7. Заполнить карту ремонта.
8. Транспортировать партию лопаток на участок очистки.
Изм. Лист № докум. Подпис
ь
Дата
Лист