Куликов Д.Д. САПР ТП. Конспект лекций
Подождите немного. Документ загружается.


Оптимальным будет вариант, при котором произведение n·s максимально.
Указанные зависимости являются нелинейными, однако могут быть сведены к
линейным, путем их логарифмирования. После преобразований неравенства
могут быть приведены к виду:
ax
1
+bx
2
+cx
3
k; ~~~~~~~~~~~~~~~~~~~~~~~~~ (**)
где а=1, b=y, c=x, x
1
=ln n, x
2
=ln s, x
3
=ln t.
. Целевая тоже может быть приведена к виду х
1
+х
2
max.
При наличии системы линейных неравенств и целевой функции указанного
вида задача оптимизации может быть решена методами линейного
программирования. В этом случае строится многоугольник, ограничивающий
возможную область допустимых решений. В этом многоугольнике одна из
вершин является вершиной, в которой произведение n·s является
максимальным. Эти параметры n и s и определяют оптимальные по
производительности режимы резания. Более подробно оптимизации режимов
резания методами линейного программирования рассмотрена в разделе
"Оптимизация режимов резания".
Однако рассмотренный метод оптимизации обладает следующими
недостатками:
процесс оптимизации идет относительно долго;
оптимальные значения n и s приходиться корректировать применительно
к дискретным значениям n и s, имеющихся у заданной модели станка.
Для ликвидации указанных недостатков могут быть применены поисковые
методы оптимизации. Например, методы направленного поиска. Пусть имеется
таблица возможных у данной модули станка комбинаций n и s.
n S n·s
~ ~ ~
В этой таблице строки заполнены в порядке убывания произведения n·s.
Строки с одинаковыми значениями произведения n·s расположены в порядке
убывания s. Из этой таблицы выбирается первая пара~ n·s и проверяется по
ограничениям (*). Если ограничения не выдержаны, то берется следующая пара

и так до тех пор, пока не найдется пара, удовлетворяющая всем ограничениям
модели резания. Эта пара и будет давать оптимальные режимы резания.
В последние годы было доказано, что неравенства (*) существенно
нелинейны и привести их к линейному виду не удается. Кроме того, если
использовать в качестве критерия оптимизации приведенную себестоимость
обработки, то методы линейного программирования тоже не удается
использовать. Критерий максимальной производительности не учитывал то
обстоятельство, что чем интенсивнее режимы резания, тем меньше стойкость
инструмента и следовательно больше переточек. Каждая прерточка связана со
снятием инструмента с последующей установкой и наладкой на размер. Все это
снижает производительность процесса и увеличивает себестоимость перехода.
Фактический период стойкости (T
ф
) сильно зависит от нормативной скорости
резания V
н
:
Т
ф
= ( Vн / Vф )
1 / m
,
где Vф - фактическая скорость резания. Например: для токарного резца
коэффициент m~0,125 и, следовательно, даже небольшое увеличение Vф по
сравнению с нормативным, резко снижает фактическую стойкость резца.
В этом случае оптимизация режимов резания может производиться
следующим образом. Для заданной нормативной скорости резания
определяются максимальная подача, удовлетворяющая ограничениям (*), при
этом берутся те дискретные значения s, которые имеются у выбранной модели
станка. Для найденного значения s
опт
начинают менять V таким образом, чтобы
уменьшить стоимость C
п
перехода. Точка достижения минимального значения
C
п
соответствует оптимальным значениям n и s.
В случае одновременного выполнения двух и более переходов с
использованием единого резцедержателя (блочные переходы) для каждого
перехода отыскиваются свои оптимальные значения n и s. Далее определяется ?
лимитирующий? s и V, т.е. подачи и частоты вращения, имеющие минимальное
значение, и для всех переходов назначаются режимы, равные лимитирующим.
Повторный просчет проводится с учетом суммарных усилий по всем
переходам. Оптимизация режимов проводится при этом по формуле:
~~~~~~~~~~~~~ m
Cп = Cп
к
,
где Сп
к
- стоимость к-ого одновременно выполняемого перехода, m -
количество одновременно выполняемых переходов. Сложность расчетов
многоинструментальных переходов заключается еще и в том, что смена
инструмента в блоке может производиться разными способами:
индивидуальная (для каждого изношенного инструмента), групповая (для всего
блока при износе лишь одного инструмента). Смена инструмента может
производиться для всей инструментальной наладки в конце рабочей смены. Эти
обстоятельства должны быть учтены при расчете стойкости инструментов,
входящих в инструментальную наладку, и они осложняют расчет режимов
резания. В этих случаях целесообразно использовать режим диалога.
Вывод:
1.Расчет режимов резания выполняется на основе нормативных данных,
адаптированных к условиям конкретного предприятия.
2.Оптимизация режимов резания проводится в лишь ограниченных случаях при
большой годовой программе выпуска поисковыми методами, позволяющими
достаточно быстро выполнить необходимые расчеты.
Назначение режущего инструмента
4.9.Назначение режущего инструмента
~~~ Задача назначения режущего инструмента (РИ) является важной
задачей при проектировании перехода. Сложность назначения РИ
вызвана, во-первых, большим разнообразием конфигурацией
инструмента и его типоразмеров, а во-вторых, не полной
формализацией задачи его назначения. Исходя из общей методики
поиска технологического оснащения назначение режущего
инструмента происходит в три этапа:
1. Выбор вида рещущего инструмента.
2. Выбор типоразмера инструмента.
3. Определение возможности использования пройденного
типоразмера инструмента для заданной ситуации.
~~ Первый этап назначения режущего инструмента

На первом этапе выполняется выбор вида РИ. Принятие решения
осуществляется на основе соответствия:
Г
р,1
= ( G
р,1
, V
1
, R
1
) ,
где
~~~ G
р,1
- график соответствия, G
р,1
= {< v
1,i
, r
1,j
>};X
XXX V
1
-
множество входных элементов, V
1
= { v
1,i
} ,X i=1, n
1
;
XXX R
1
- множество решений, R
1
= { r
1,j
}
,X j=1, m
1
.
Исходными данными для выбора режущего инструмента
являются:
технологические характеристики - группа
оборудования и код перехода;
характеристики заготовки - группа материала и
характеристики обрабатываемого элемента;
экономические характеристики - размер партии.
~~~ В качестве кода для группы оборудования могут быть
использованы, например, кодовые обозначения по классификатору
ЕСКД. При кодировании наименования перехода целесообразно
использовать ГОСТ 3.1702-79. Для записи группы материала
применяется технологический классификатор [13]
*
. На выбор
инструмента влияют форма и размеры обрабатываемого элемента,
причем каждый вид инструмента рассчитан на определенный диапазон
размеров элемента. Поэтому в алгоритме ~ выбора вида РИ участвуют
предельные размеры основного обрабатываемого элемента для
каждого вида инструмента. Так как ~ у каждого конструктивного
элемента заготовки свой перечень основных размеров , то ~
необходимо выбрать те параметры, которые в первую очередь влияют
на выбор вида инструмента. Следовательно в алгоритме необходимо
использовать обозначение размера или код такого обозначения, по
которому можно узнать, какой размер используется при выборе вида
инструмента.~ При автоматизированном определении вида
инструмента этот код используется для выделения основного размера
из описания элемента для последующего анализа: находится ли
значение основного размера в заданных пределах.

Выходной элемент может содержать следующие~ параметры:
XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX r
1,j
= {nv
, kv
, sv, anv, mv };
где
XXX nv - номер вида РИ;
XXX kv - код вида РИ;
XXX sv - приоритет для вида РИ;
XXX anv
- адрес набора данных с типоразмерами РИ;
~~~ mv - полное наименование вида РИ.
~~~ Вид инструмента кодируется либо по классификатору ЕСКД,
либо по классификаторам самого предприятия.
Адрес набора данных с типоразмерами РИ используется в
дальнейшем для вызова набора с типоразмерами и последующего
поиска типоразмера РИ. При выборе вида инструмента может быть
найдено несколько видов инструмента, которые могут быть
использованы для обработки заданного элемента. Поэтому в выходных
параметрах надо зафиксировать номер, который будет означать
приоритет выбора инструмента. Чем больше номер, тем выше
приоритет. Если в таблице выбрать строки ~ для каждого вида
инструмента в пределах одной группы оборудования и перехода
располагать в порядке убывания приоритета, то для найденной
совокупности записей первая запись будет по умолчанию обладать
наибольшим приоритетом. Пример формирования набора данных для
выбора вида инструмента приведен в разделе 4.9.4.
~~~ Принятие решения интерпретируется как получение образа
входного множества {v
1
} относительно~ соответствия Г
и,1
:
MR
1
= Г
и,1
({v
1
}).
~~~ Множество MR
1
может содержать несколько решений:~ MR
1
=
{r
1,k
}, k = 1,...,n
k
. Из этого множества выбирают вид режущего
инструмента ~ с наибольшим приоритетом:
MR
1
&right; r
1, p
, ~ при max(sv
1, p
).

~~~ Таким образом , на первом этапе находятся код и наименование
вида РИ, а также адрес набора данных с типоразмерами РИ.
~~~ ~~ Второй этап назначения режущего инструмента
На первом этапе определен адрес anv
p
набора данных, в котором
необходимо найти нужный (экземпляр) типоразмер инструмента.
Принятие решений на этом этапе можно выразить следующим
образом:
Г
р,2
= < G
р,2
, V
2
, R
2
>;
V
2
= { v
2,i
},~ i=1, n
2
;
R
2
= { r
2
,
j
},~ j=1, m
2
;
MR
2
=Г
и,2
( { v
р,i
} );
MR
2
= { r
2,k
};~ i=1, n
k
;
r
2,k
= < p
1
, ... ,р
t
, mt, st >;
где
~~~ n
k
- количество найденных типоразмеров РИ;
~~~ r
2,k
- k -ый найденный типоразмер РИ;
~~~ p
1
, ... ,р
t
- параметры найденного типоразмера;
~~~ mt - наименование найденного типоразмера;
~~~ st - приоритет найденного типоразмера.
~~~ Если найдено несколько типоразмеров ( n
k
> 0 ), то выбираеся
типоразмер с наибольшим приоритетом.
MR
2
&right; r
2, k
, ~ при max(st
2, k
).
~~~ Наименование mt найденного типоразмера~ заносится в
технологическую карту.
~~~~ Если поиск типоразмера закончился неудачно ( n
k
= 0 ) , то~
выбирается следующий из найденых ранее видов РИ для
последующего поиска типоразмеров, либо составляется задание на
проектирование и изготовление специального инструмента.
~~~ Способы принятия решений при выборе типоразмера
аналогичны выше изложенным и более подробно изложены в разделе
4.9.2.
~ ~ ~ Третий этап назначения режущего инструмента
На третьем этапе выбранный инструмент надо проверить на
возможность использования в конкретных условиях. Иначе говоря,
необходимо проверить найденное РИ по тем параметрам, ~ которые не
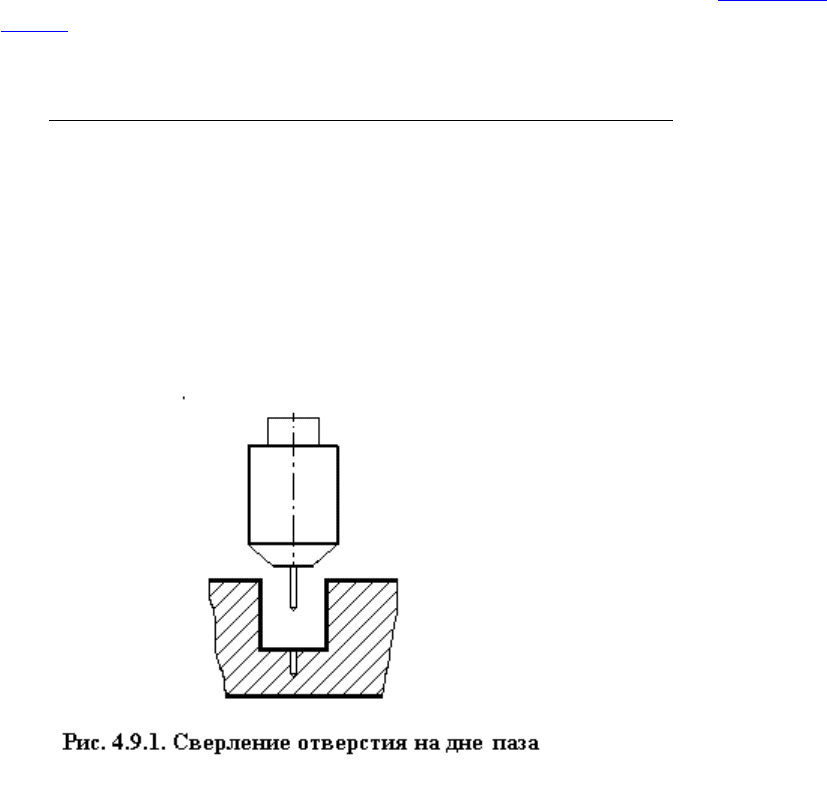
участвовали при поиске типоразмера. Например был выбрано сверло
для сверления короткого отверстия на дне паза (рис. 4.9.1).
~~ Как видно из рисунка, в данном случае вместо короткого сверла
необходимо выбрать сверло из сверл длинной серии. Необходим
возврат к ранее найденым видам сверл и повторение поиска
типоразмера сверла.
~~~ При положительных результатах проверки третий этап обычно
завершается записью наименования инструмента в параметрическую
модель заданного перехода. В некоторых случаях,~ в параметрическую
модель перехода могут быть записаны и параметры инструмента,
необходимые, например, для расчета режимов резания.
~~~ Как видно из сказанного, назначение РИ требует создания~ и
сопровождения развитой базы данных ( знаний ) и библиотеки с
эскизами инструмента. Создание такой базы является весьма
трудоемким процессом, однако чем полнее база, тем быстрее
выполняется назначение РИ и~ выше качество принимаемых реше ний.
Назначение измерительных средств
4.10. Назначение измерительных средств
~~~ Под термином "средства измерения или измерительные
средства" будем понимать средства измерения (СИ) линейных,
угловых и других размеров, включая механические, оптические и
электронные приборы и системы, а также универсальный,
стандартный и специальный измерительный инструмент.
~~~ Технологические (операционные) размеры проставляются
воперационном эскизе и (или) при записи содержания перехода в
технологической карте. Эти размеры определяют обычно~ на основе
расчета размерных цепей,как было показано в разделе проектирования
операций. Рассчитанная номинальная величина технологического
размера часто получается нестандартной и обычно отсутствует в
предпочтительном ряде чисел Ra40 и не относится к дополнительным
линейным размерам по СТ СЭВ 514-77. Это обстоятельство уменьшает
вероятность нахождения стандартного инструмента и осложняет поиск
средств измерений.
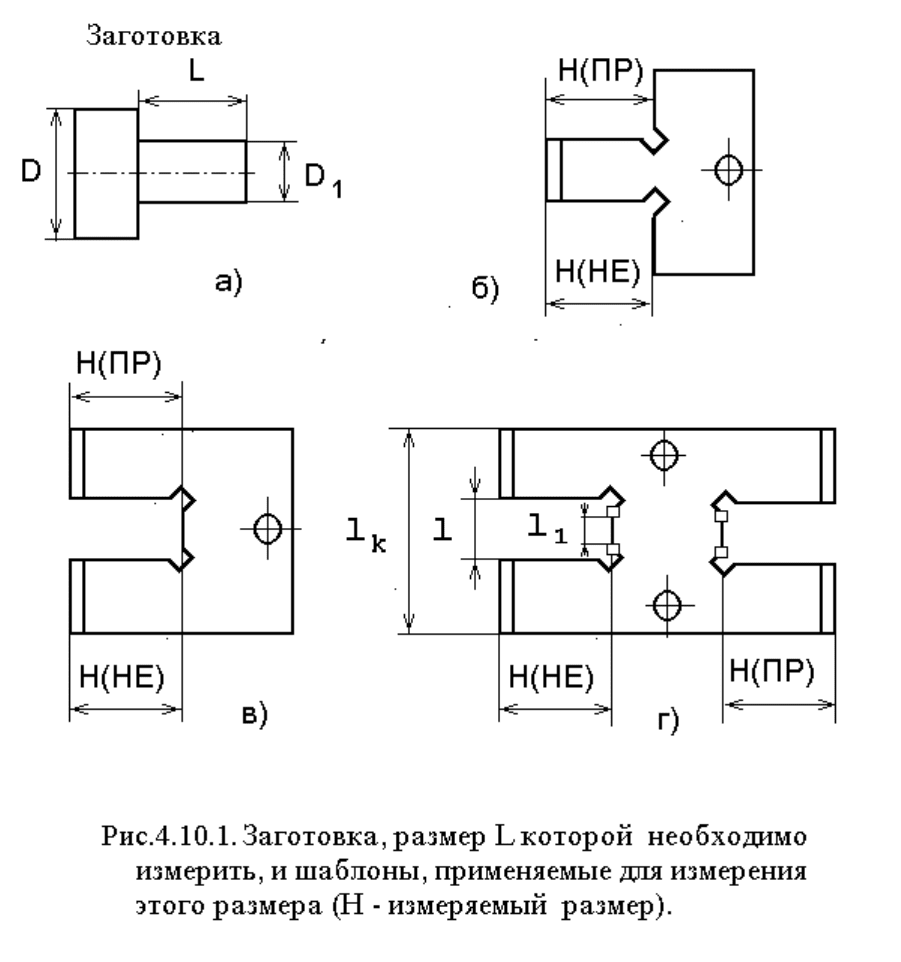
~~~ Рассмотрим пример. Пусть необходимо выбрать измерительные
средства для линейного размера L=13.9±0.08 детали, показанной на
рис.4.10.1а. Размер партии равен 30 тыс. штук. При такой партии
используются специальный измерительный инструмент (предельный
инструмент),~ как средство измерения обладающее наибольшей
производительностью контроля. В данном случае такими средствами
являются шаблоны для контроля длин ( рис. 4.10.1б,в,г).
~~~ В отличие от режущего инструмента наиболее важной
информацией, необходимой~ для выбора средств измерения, являются
характеристики измеряемого операционного размера. В качестве
главных характеристик~ выбраны класс, подкласс и вид размера,
выраженные~ как четырехзначный код размера. Методика кодирования

приведена в разделе 4.10.1. Для рассматриваемого размера код размера
- 0131. Код означает, что данный размер является операционным
( первая цифра - 0), линейным (вторая цифра - 1), левый край ( третья
цифра - 3) проставлен как показано ниже
правый край ( четвертая цифра - 3) проставлен как показано ниже
~~~ Первый этап назначения средств измерения
Исходя из общей методики поиска технологического оснащения
на первом этапе выполняется выбор~ вида средств измерения.
Принятие решения осуществляется на основе соответствия:
Г
и,1
= ( G
и,1
, V
1
, R
1
) ,
где
~~~ G
и,1
- график соответствия, G
и,1
= {< v
1,i
, r
1,j
>};~
~~~ V
1
-
множество входных элементов, V
1
= { v
1,i
} ,~ i=1, n
1
;
~~~ R
1
? множество решений, R
1
= { r
1,j
}
,~ j=1, m
1
.
Входной элемент содержит параметры:
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ v
1,i
= ( kr, nr, tr, p );
где
~~~ kr - код размера;
~~~ nr - номинальная величина размера;