Куликов Д.Д. САПР ТП. Конспект лекций
Подождите немного. Документ загружается.


4.6. Общие принципы проектирования переходов
Методика проектирования перехода зависит:
от принятого уровня автоматизации проектирования ТП;
способа расчета операционных размеров;
от того, нужно ли проектировать управляющую программу для
операции, в которой этот переход выполняется;
от способа принятия решений.
Общий алгоритм ~проектирования перехода, записанный на псевдокоде с
минимальной степенью детализации выглядит~ следующим образом:
АЛГ~ <Обозначение 1 варианта алгоритма>
<Вариант 1- Проектирование перехода>
НАЧАЛО
<Начальные действия>
ЦИКЛ~ .Т.
~~~ <Выбор допустимых способов выполнения перехода>
~~~ <Определение припусков>
~~~ <Назначение типоразмеров режущего инструмента>
~~~ <Назначение вспомогательного инструмента>
~~~ <Назначение измерительного инструмента>
~~~ <Выбор допустимых вариантов структуры перехода>
~~~ <Расчет основного времени выполнения перехода>
~~~ <Формирование модели перехода>
~~~ <Расчет стоимости перехода>
~~~ <Сравнительный анализ полученного варианта перехода>
~~~ ЕСЛИ <закончить генерацию вариантов>
~~~~~~~~~~~~~~~~ ТО ВЫХОД ИЗ ЦИКЛА
~~~ КЕ
КЦ
ЕСЛИ <нужно оформить задание на проектирование специального
инструмента>
~~~~~~~~~~ ТО <Составление задания на проектирование специального
инструмента>
КЕ
<Завершающие действия>
КОНЕЦ
~~~ Данный алгоритм фиксирует последовательную схему проектирования
перехода, основанную на последовательной генерации варианта перехода и
сравнении полученного варианта с прешествующим. В результате анализа
полученного варианта определяется,~ что делать с этим вариантом: сохранить
этот вариант или нет. Далее определяется: продолжить генерацию нового
варианта или перейти к ~ следующему этапу по составлению задания на
проектирования специального инструмента.
Другой вариант алгоритма проектирования переходов основан на
генерации вариантов на каждом этапе проектирования. Этот вариант приведен
в разделе "Алгоритмы проектирования перехода"~.
~~~~~ При двухпроходной схеме проектирования на первом проходе
выполняется простановка операционных размеров (ОР) для всех операций с
последующим расчетом их номинальных значений и точности. Проектирование
перехода также в этом случае выполняется за два прохода: на первом проходе
выполняется лишь расчет припусков, а на втором проходе выполняется полное
проектирование перехода. Для двух проходного проектирования перехода
необходимо использовать другие схемы алгоритмов (см. раздел "Алгоритмы
проектирования перехода").
~~~~~~~ 4.6.1. Первый уровень автоматизации
~~~~~~ На этом уровне проектирование перехода обычно выполняется путем
заполнения на экране дисплея бланка технологической карты. Припуски на
обработанные поверхности определяются либо вручную по справочникам, либо
с помощью~ табличного процессора , который запускается и выполняется
автономно.
~~~~~ Структура перехода обычно не определяется. Назначение инструмента
выполняется вручную или с помощью информационно-поисковой системы
технологического назначения (ИПС ТН).
~~~~~ Расчет режимов резания выполняется не всегда. Если необходимо
выполнить расчет режимов резания, то такой расчет выполняется либо вручную
с помощью соответствующих справочников, либо с помощью табличного
процессора, который запускается и выполняется автономно.
Текст перехода формируется на зкране дисплея.
4.6.2. Второй уровень автоматизации
~~~~~~ На этом уровне проектирование перехода обычно выполняется путем
формирования параметрической модели перехода. Поисковые задачи ( выбор
припусков и инструмента)~ выполняются с помощью~ табличного процессора ,
который запускается в среде проектирования. Небходимо отметить, что если
используются унифицированные переходы, то поисковое предписание может
содержатся внутри модели перехода, что дает возможность выполнить
автоматический поиск с последующей оценкой полученных вариантов в
режиме диалога.
~~~ Операционные размеры, необходимые для назначения измерительного
инструмента, а таже собственные размеры обработанной на переходе
поверхности выбираются из параметрической модели выходной заготовки.
~~~ Выборка размеров может выполнятся в режиме диалога при выводе
параметрической модели выходной заготовки на экран дисплея.
~~~ Расчет режимов резания выполняется не всегда. Если необходимо
выполнить расчет режимов резания, то такой расчет выполняется с помощью
табличного процессора.
~~~ Текст перехода формируется на зкране дисплея с помощью набора
классификаторов и записывается в модель перехода.
~~~ Результаты определения собственных размеров обрабатываемой
поверхности фиксируются в параметрической входной заготовки.
~~~~Завершающие действия заключаются в занесении модели перехода в
параметрическую модель технологического процесса. Для удобства
проектировщика обычно имеется процедура для просмотра перехода в том
виде, в котором он будет зафиксирован в технологической карте. ~
Расчет припусков
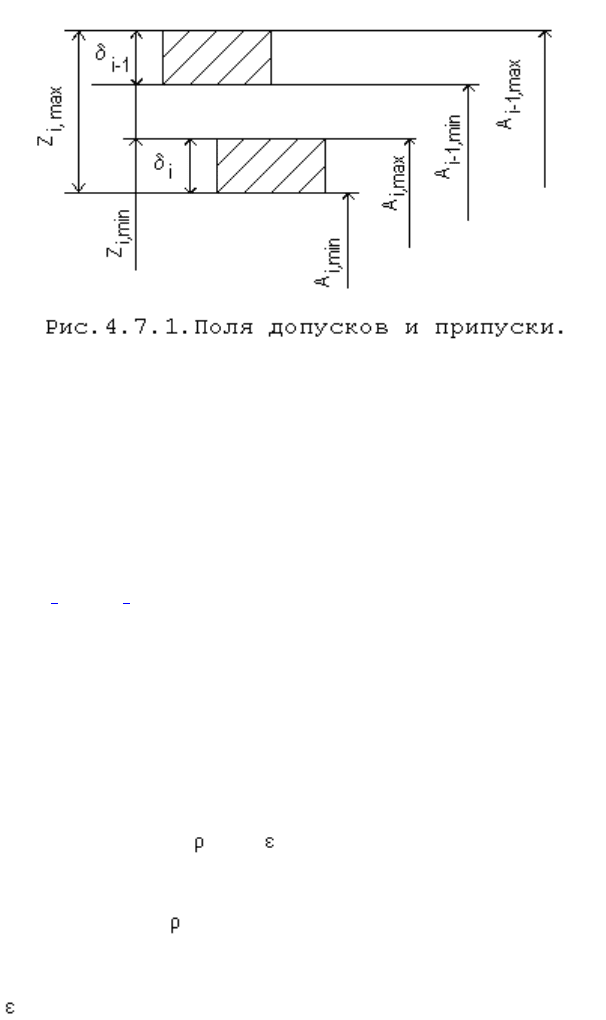
4.7. Расчет припусков
Для определения слоя снимаемого материала производится расчет
минимального припуска . Будем придерживаться методики расчета, при
которой минимальный припуск определяется по формуле
Z
i, min
=A
i-1, min
- A
i, max
~ для наружных ступеней;
Z
i, min
=A
i, min
- A
i-1, max
~ для внутренних ступеней;
где A
i-1, max
и A
i-1, min
- максимальный и минимальный размер на
выполняемом переходе для обрабатываемой поверхности, а A
i, max
и A
i, min
для
обработанной поверхности (см. рис.4.7.1):.
Использование этих формул согласуется с теорией размерных цепей и
удобно для расчета операционных размеров.
Как известно, в настоящее время существуют 2 метода определения
припусков: расчетно-аналитический и опытно-статистический (табличный)
( см. [13]
*
и [14]
*
).
. Расчетно-аналитический метод является более точным и дает большую
экономию металла по сравнению с опытно-статистическим. Поэтому сначала
рассмотрим это метод. Как известно, в расчетно-аналитическом методе Z
i, min
рассчитывается по формуле:
Z
i, min
=Rz
~ i-1
+T
i-1
+(
i-1
k1
+
у,i
k1
)
k
где Rz
i-1
, T
i-1
и
i-1
- соответственно высота неровностей профиля, глубина
дефектного слоя и суммарное значение пространственных отклонений для
элементарной поверхности на предшествующем переходе;
~~~~~~
y,i
- погрешность установки заготовки на выполняемом переходе.
Для плоских поверхностей k=1, k1=1, а для поверхностей вращения k=0.5,
k1=2.
Исходя из приведенных формул исходными данными при расчете
припусков являются:
характеристики качества поверхности, полученной на предшествующем
переходе;
погрешности формы поверхности;
способ установки заготовки.
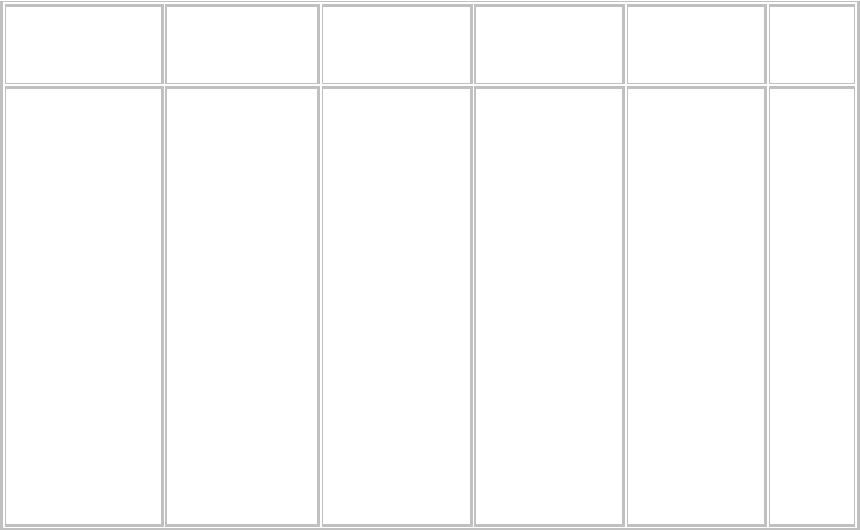
Для нахождения T могут быть использованы таблицы, подобные таблице
4.7.1.
Таблица 4.7.1
Глубина дефектного слоя поверхности заготовки поля механической обработки
Код
заготовки
Код
операции
Код
перехода
Код
элемента
JT,
квалитет
T,
мкм
3110
3110
3110
3110
3110
3200
3200
3200
1463
1463
1463
1687
1687
1463
1463
1687
30
30
30
42
42
30
30
42
01
01
01
01
01
01
01
01
14
12
10
8
6
11
10
6
1
20
6
0
3
0
2
0
5
2
0
1
5
1
5
В этой таблице:
~~~~~~~ JT - обозначение квалитета;
~~~~~~~ T - толщина дефектного слоя;
~~~~~~~ 3100 - горячекатаный прокат;
~~~~~~~ 3200 - калиброванный прокат;
~~~~~~~ 1463 - токарно-винторезная операция;
~~~~~~~ 1687 - круглошлифовальная операция;
~~~~~~~ 30 - переход "точить";
~~~~~~~ 42 - переход "шлифовать";
~~~~~~~ 01 - наружная цилиндрическая поверхность.
Величина шероховатости может быть получена исходя из точности
обработки, т.к. между величиной поля допуска и минимальной шероховатостью
существует определенная зависимость. Если рассматривается первая операция,
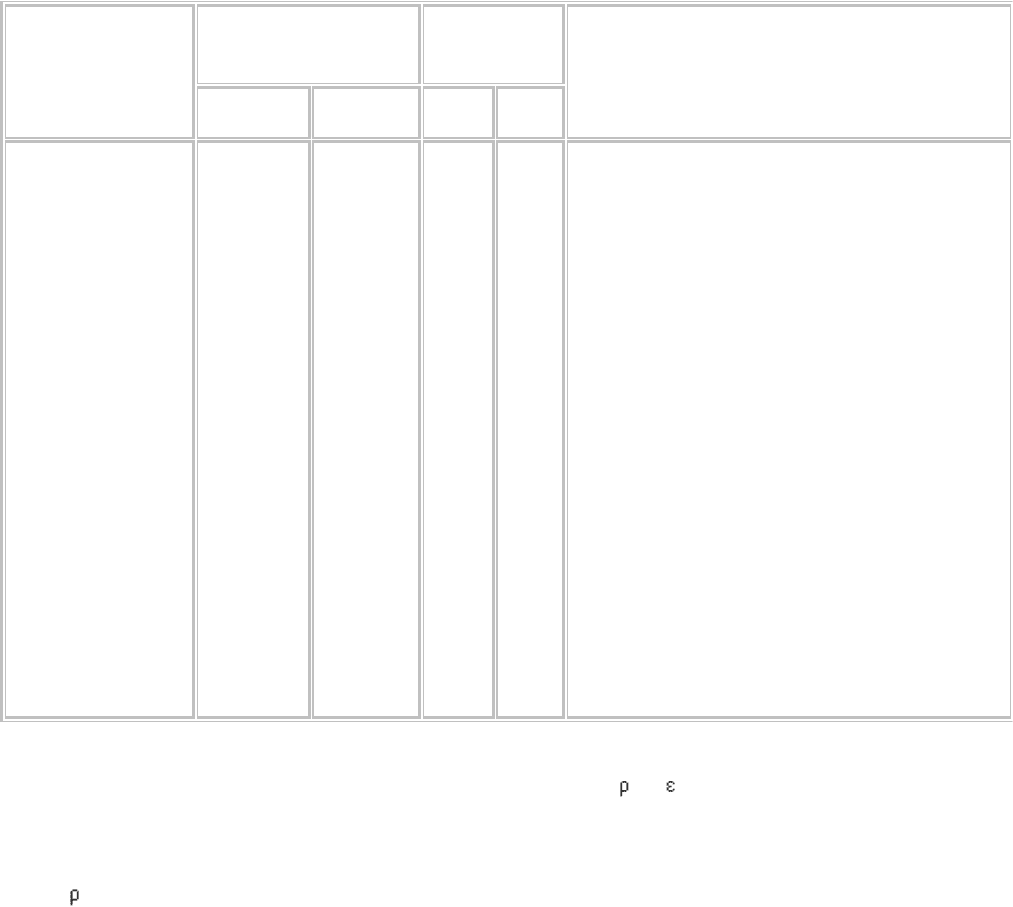
то необходимые характеристики заготовки приведены в таблице 4.7.2:
Таблица 4.7.2
Качество наружной поверхности заготовок
Код
заготовки
Размер
заготовки
Rz,
мкм
Примечание
мин мах мин мах
3210
3220
3110
3110
3110
3110
3120
3120
3120
3120
0
0
0
25
75
150
0
0
0
0
250
250
25
75
150
250
75
75
75
75
6
0
1
0
1
50
1
50
2
00
3
00
1
00
1
00
1
50
2
50
6
0
2
0
1
50
2
50
3
00
4
00
1
00
1
50
2
00
3
00
Калиброванный прокат холоднотянутый
Калиброванный прокат шлифованный
Горячекатаный прокат обычной точности
- " -
- " -
- " -
Горячекатаный прокат повышенной точности
- " -
Наиболее сложной задачей является определение и .Для заготовок
пространственные отклонения определяют по формуле:
заг
=Δ
k
* L/2;
где Δ - удельная кривизна;
~~~~~ L - длина обработки.
Удельная кривизна заготовки определяется исходя из вида заготовки,
наличия термообработки и размеров, например, для горячекатаного проката
диаметром~ 30 после правки на прессах l
k
= 0.12 мкм.

Остаточная кривизна по формуле:
ост
=k
у
*
заг
Где k
у
- коэффициент уточнения.
Например, для горячекатаного прутка после чернового обтачивания k
у
=0.06, а после чистового 0.04.
Погрешность установки зависит от способа установки, точности обработки
базы и направления определения погрешности установки. Например, при
установке в цанговые оправки на цилиндрическую поверхность диаметром 50
мм, выполненной по 8 квалитету, погрешность установки равна 10-35 мкм в
радиальном и 20 мкм в осевом направлении. Следовательно, могут быть
составлены соответствующие таблицы.
Несмотря на перспективность применения расчетно-аналитического
метода его использование встречает ряд трудностей.
Сложность формирования базы для определения припусков расчетно-
аналитическим методом ~ заключается в том, что данные, приведенные в
справочниках, являются неполными и не очень точными, т.к. наблюдается
разброс в рекомендуемых значениях по разным источникам. Кроме того, часть
параметров системы СПИД определить достаточно трудно. Например, сложно
определять суммарное значение пространственных отклонений для
элементарной поверхности на предшествующем переходе. Эмпирические
формулы составлены не для всех случаев и не являются достаточно точными. В
эти формулы входит податливость системы СПИД. Податливость станка
зависит от модели станка и степени его изношенности. Учесть эти факторы
практически невозможно.
Поэтому при автоматизированном проектировании ТП большее
применение получил опытно-статистический (табличный) метод. Этот метод
более прост и не содержит трудноопределяемых факторов. Для этого метода
имеется ряд государственных стандартов. Пример выбоки из таблицы для
припусков на литые заготовки из серого чугуна приведен ниже.
Таблица 4.7.3.
Припуски на литые заготовки из серого чугуна (ГОСТ 1855-55),
мм
Наибольший
габаритный
размер, мм
Положение
поверхности
при отливке
Номинальный размер, мм
до 50 св. 50 до120 св. 120 до 260
До 120
Верх 2,5±0,2 2,5±0,3
-
Низ, бок 2,0±0,2 2,0±0,3
Верх 2,5±0,3 3,0±0,4 3,0±0,6
св. 120
до 260
Низ, бок 2,0±0,3 2,5±0,4 2,5±0,6
Пример припусков на механическую обработку приведен в табл. 4.7.4 ( см.
[13]
*
табл. 53 ). Для ввода таблицы в базу данных (знаний) необходимо
выполнить ее преобразование, как показано в разделе~ "База данных для
припусков". ~.
Таблица 4.7.3.
Минимальные припуски на обработку плоскостей, мм
Метод
обработки
Наибольший размер обрабатываемой
поверхности,. мм
до
50
св.
50
до
120
св.
120
до
260
св.
260
до
500
св.
500
до
800
св.
800
до
1250
св.
1250
до
2000
Черновая и однократная
лезвийным инструментом
Способ изготовления
отливок:
в песчаной форме:
I класс точности
0,9 1,1 1,5 2,2 3,1 4,5 7,0
II класс точности 1,0 1,2 1,6 2,3 3,2 4,6 7,1
в кокиле 0,7 0,8 1,0 1,6 2,2 3,1 4,6
в оболочковой форме 0,5 0,6 0,8 1,4 2,0 2,9 -
по выплавляемым
моделям
0,3 0,4 0,5 0,8 - - -
Получистовая лезвийным инструментом после
черновой
0,25 0,25 0,3 0,3 0,35 0,40 0,50
Чистовая лезвийным инструментом после
получистовой
0,16 0,16 0,16 0,16 0,16 0,16 0,20
Предварительное и однократное щлифование
после чистовой обработки лезвийным
инструментом
0,05 0,05 0,05 0,05 0,05 0,05 0,08
Чистовое шлифование после предварительного 0,03 0,03 0,03 0,03 0,03 0,03 0,05
Преобразование таблицы для ее ввода в базу данных (знаний) показано в
разделе~ "База данных для припусков".
Расчет на первом уровне автоматизации проектирования осущетсвляется в
режиме диалога, при этом используется ИПС технологического назначения или
табличный процессор.
На втором уровне автоматизации кроме режима диалога может выполнятся
и автоматизированный поиск. Для этого поисковое предписание встраивается в
унифицированный переход, что позволяет автоматически рассчитывать
припуск. Если некоторых переменных не удалось обнаружить, то выполняется
запрос на их ввод.
Расчет режимов резания
4.8. Расчет режимов резания.
Расчет режимов резания является важной задачей на уровне
проектирования перехода. Этот расчет заключается в определении частоты
вращения шпинделя (V), подачи (S) и глубины резания (t) на каждом рабочем
ходу для заданного перехода. Режимы должны быть выбраны таким образом,
чтобы обеспечить требуемую точность размеров и качество поверхности при
наименьшей стоимости обработки.
Входными параметрами для этой задачи являются:
вид операции и перехода;
форма, размеры (и их точность) обрабатываемой и обработанной
поверхностей;
характеристики используемого на переходе режущего и
вспомогательного инструмента;
характеристики модели оборудования и приспособления, применяемых
на проектируемой операции.
Расчет режимов резания выполняется не всегда. В первую очередь режимы
резания нужны в том случае, когда проектируется операция для станка с
программным управлением и для него будет разрабатываться управляющая
программа. Если будет рассчитываться стоимость перехода, то время обработки
на переходе определяется исходя из режимов резания. Это дает возможность
определить технически обоснованные нормы времени на операцию. Таблицы,
необходимые для расчета режимов резания, вводятся в базу данных. Расчет
режимов резания выполняется либо в автономном режиме, что характерно для
первого уровня автоматизации, либо в автоматическом режиме (второй и
третий уровень автоматизации). В автономном режиме используется либо

специально разработанная система расчета режимов резания, либо табличный
процессор.
Результаты расчета либо сразу заносятся в бланк технологической карты,
выведенный на дисплей (первый уровень автоматизации проектирования), либо
в параметрическую модель перехода (второй и третий уровень автоматизации).
На первых этапах развития САПР ТП был разработан ряд систем для
расчета оптимальных режимов резания. Возникает вопрос: можно ли вместо
нормативных использовать оптимальные режимы резания ?
Известно, что оптимизация режимов резания позволяет использовать более
производительные режимы по сравнению с нормативными. Применение
оптимальных режимов резания позволяет на 5-7%, а в некоторых случаях и
больше, повысить производительность труда. В условиях единичного и
мелкосерийного производства, как раз характерного для приборостроения,
работы по оптимизации режимов резания обычно не проводятся.
Экономический эффект, полученный от оптимизации режимов резания при
обработке малых партий деталей невелик и чаще всего не может
компенсировать затраты на оптимизацию. Поэтому опытный рабочий обычно
сам эмпирически подбирает режимы резания, позволяющие добиться
максимальной производительности труда, при заданном качестве продукции. В
тоже время оптимизация режимов резания, выполненная в САПР ТП, позволяет
рабочему уменьшить период настройки станка на оптимальную
производительность, что особенно важно при обработке малых партий деталей
на дорогостоящем металлорежущем оборудовании с ЧПУ.
Рассмотрим кратко принципы оптимизации режимов резания. Для
определения режимов резания необходимо иметь математическую модель
процесса обработки, т.е. иметь систему уравнений, в которой связываются V, S
и t с параметрами системы СПИД. Впервые такая модель была предложена
проф. Г.К. Горанским. Модель представляет собой систему неравенств. Каждое
неравенство выражает некоторое ограничение области допустимых режимов
резания. Например, ограничения по допустимой скорости резания, по
допустимой шероховатости поверхности и так далее.
Общий вид этих ограничений имеет вид:
где P
i
- параметры системы СПИД.
В качестве целевой функции Г. К. Горанским была предложено
произведение n·s, т.е. функция, определяющая производительность обработки.