Кудрявин Л.А., Шалов И.И. Основы технологии трикотажного производства
Подождите немного. Документ загружается.

5. ФУНКЦИОНАЛЬНЫЕ ГРУППЫ
ВЯЗАНИЯ
Изучая разнообразные вязальные машины и автоматы, разли-
чающиеся по назначению, нетрудно определить общие прин-
ципы работы механизмов, выполняющих одноименные функ-
ции.
Поэтому целесообразно рассматривать рабочие процессы
и особенности конструкции механизмов вязальных машин и ав-
томатов, разделяя их по функциональным признакам.
В качестве типичных органов и механизмов, участвующих
в выполнении рабочих процессов и входящих в состав вязаль-
ной машины, можно выделить следующие основные органы и
механизмы (устройства):
иглы, платины и механизмы их перемещения для выполне-
ния процесса петлеобразования;
устройства нитеподачи, осуществляющие питание процесса;
механизмы оттяжки и накатки трикотажа;
приводы машин и автоматические наблюдатели.
В качестве нетипичных механизмов (устройств) для выпол-
нения рабочих процессов можно выделить:
механизм отбора игл;
механизм сдвига игольниц;
механизм смены нитей и др.;
устройства для программирования автоматизированной вы-
работки штучных изделий.
Помимо указанных нетипичных устройств на некоторых
вязальных машинах имеются вспомогательные устройства для
выполнения рабочего процесса, например автоматически дей-
ствующие устройства для смазки узлов и механизмов вязаль-
ной машины, устройства для отсасывания или нагнетания
воздуха, устройства для удаления пуха и др. Эти вспомога-
тельные устройства конкретных вязальных машин не рассмат-
риваются в настоящем учебном пособии.
5.1. ОСНОВНЫЕ ПЕТЛЕОБРАЗУЮЩИЕ
ОРГАНЫ ВЯЗАЛЬНЫХ МАШИН
Иглы вязальных машин —это основные органы, участвующие
в процессе петлеобразования. Различают четыре группы игл:
1) крючковые; 2) язычковые; 3) составные (из двух частей);
4) вспомогательные.
Иглы трех первых групп принимают непосредственное
участие в образовании петель, а иглы четвертой группы только
взаимодействуют с основными иглами в процессе образования
петель, выполняя вспомогательную роль. К иглам четвертой
группы относятся ушковины, прокладывающие нить на основ-
ные иглы, иглы бортовой гребенки для захвата нити первого
петельного ряда и переноса ее на основные иглы, иглы (де-
керы) для переноса петель, иглы-штифты для образования
плюшевых петель и др.
К иглам вязальных машин предъявляются высокие требо-
вания качества, вытекающие из условий выполнения техноло-
гического процесса вязания. При небольших размерах (длина
от 10 до 50 мм, толщина от 0,5 до 1 мм) и сложном контуре
иглы должны обладать однородностью формы, высокой точ-
ностью размеров и чистотой обработки рабочих поверхностей.
Конструктивные размеры игл должны быть тесно увязаны
с параметрами петельной структуры вырабатываемого трико-
тажа. Для вязания трикотажа из тонких нитей используются
машины высоких классов с большой частотой расположения
игл. Как известно, связь между толщиной иглы и толщиной
нити определяется минимальным зазором между петлеобра-
зующими органами — ниточным промежутком. Для большин-
ства вязальных машин, используемых в промышленности, тол-
щина крючка иглы составляет от 0,2/" до 0,3^ (где t — иголь-
ный шаг).
С уменьшением толщины стержня иглы для машин высоких
классов уменьшается размер головки иглы, так как из тонкой
нити нужно получить малую по величине петлю. Уменьшение
размера иглы приводит к увеличению относительного отклоне-
ния в ее размерах. Например, отклонение 0,1 мм в рабочей
длине иглы 50 мм составляет 0,2%, тогда как для иглы дли-
ной 20 мм это отклонение возрастает до 1 %, т. е. относитель-
ное отклонение в размерах увеличивается пропорционально
уменьшению размеров игл. Если перенести эти рассуждения
на петли трикотажа, то получим, что при разнице в длине
соседних игл 0,1 мм высота соседних петель для вязальной ма-
шины 10 кл. будет отличаться на (0,1/1,5) 100 = 6,6 %, тогда как
для машины 30 кл. эта разница составит (0,1/0,6)100=16,7%.
При таком большом отклонении рабочей длины иглы петель-
П(
ный столбик в трикотаже будет резко отличаться от соседний
и трикотаж приобретет дефект — продольную полосатость. '
Таким образом, требования к точности размеров и одно-
родности формы игл вытекают из особенностей использова-
ния их на вязальных машинах и проявления отклонений в де-
фектах трикотажа.
Чистота обработки рабочих поверхностей игл, особенно со-
прикасающихся с петлями или нитями, существенно влияет на
процесс петлеобразования и возникновение некоторых дефек-
тов трикотажа. От чистоты обработки поверхностей игл зави-
сят силы трения и сопротивления петель при перемещении их
по иглам при петлеобразовании. Успешность выполнения опе-
раций петлеобразования без обрывов нитей определяется чи-
стотой обработки игл.
Жесткость игл при изгибе и упругость их при восстановле-
нии после деформирования под действием натянутых нитей и
петель играют существенную роль в выполнении технологиче-
ского процесса петлеобразования. Упругое отгибание иглы под
воздействием сил натяжения нити и петель благоприятно воз-
действует на ход петлеобразования, снижает обрывность нитей
и уменьшает возникновение ряда дефектов трикотажа. Отги-
бание игл предусматривается процессом петлеобразования, по-
этому возникает требование к однородности состояния игл,
полному восстановлению деформации изгиба всеми иглами, что
важно для достижения высокого качества петельной структуры
трикотажа.
Надежность работы игл — это требование технологического
процесса вязания. Средний срок службы игл на вязальных
машинах различных типов приблизительно составляет 2500 ч.
Вынужденная замена иглы на работающей машине почти
всегда связана с возникновением дефекта в трикотаже. При-
чин возникновения поломки или неисправности игл много, они
могут быть разделены по нескольким признакам. Среди них
естественный износ наиболее распространен,-' особенно при пе-
реработке синтетических нитей. Это объясняется не только
механическим трением, но и разрядами статического элек-
тричества, накапливаемого синтетическими нитями при
трении.
Недостаточная квалификация персонала, выполняющего
наладку вязальных машин, их текущее обслуживание при
установленном режиме работы,— вторая причина, приводящая
к преждевременной замене игл в машине.
Невысокое качество перерабатываемых нитей также может
приводить к поломке игл и увеличению числа дефектов в три-
котаже.
С учетом повышающейся производительности вязальных
машин, связанной с увеличением интенсивности работы игл
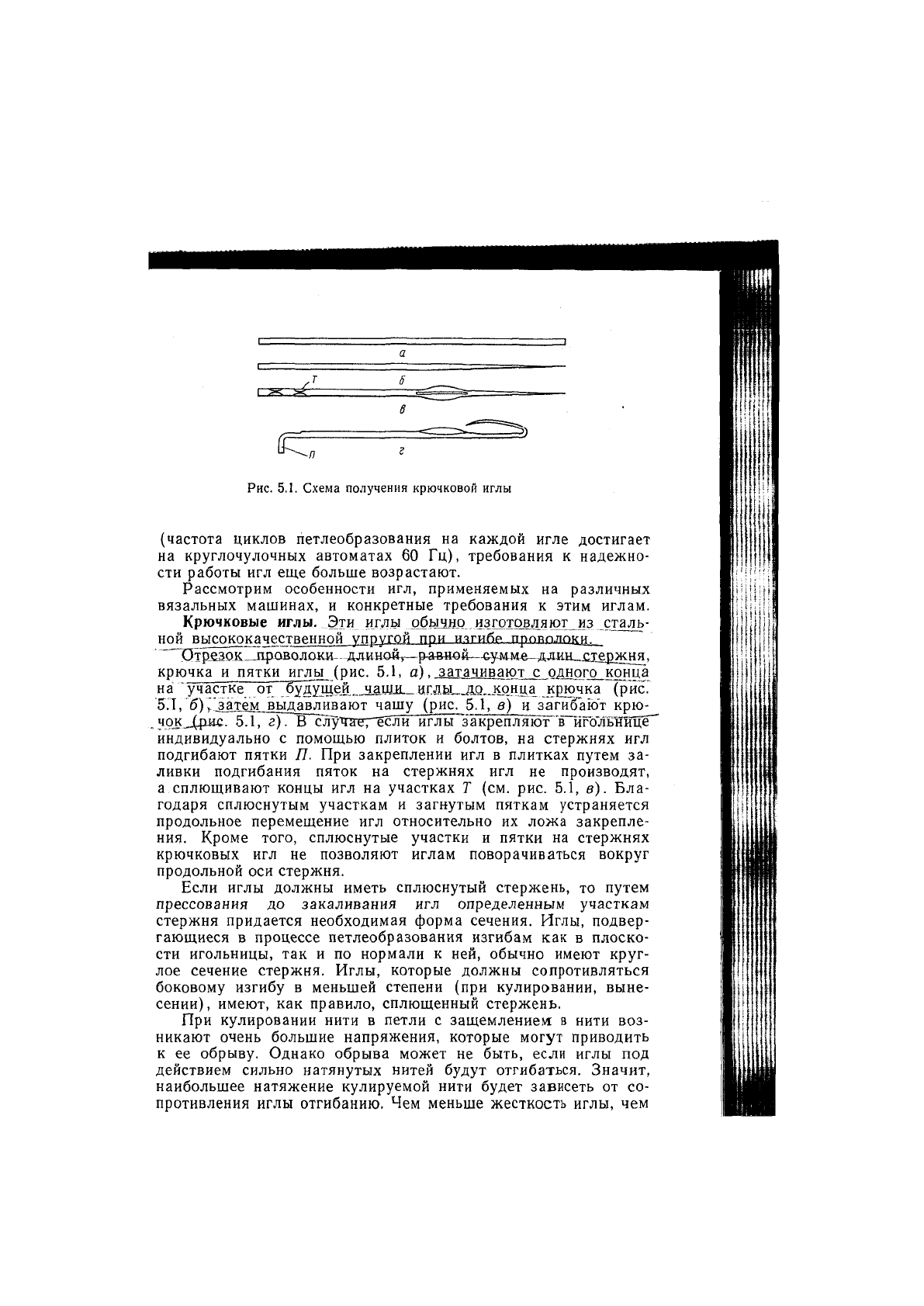
Рис. 5.1. Схема получения крючковой иглы
(частота циклов петлеобразования на каждой игле достигает
на круглочулочных автоматах 60 Гц), требования к надежно-
сти работы игл еще больше возрастают.
Рассмотрим особенности игл, применяемых на различных
вязальных машинах, и конкретные требования к этим иглам.
Крючковые иглы. Эти иглы обь1чдо изготовляют из сталь-
ной высококачественной упругой при иягибр прпвплокч^
крючка и пятки игл^ (рис. 5.1, а), затачивают с одного конца
на "участке от будней...(рис.
5.1, б) ,'1затём выдавливают чашу (рис. 5.1, в) и загиб~ают крю-
. чок5.1 ,^гУ7^~'с^'«гаег"ёШПГи[глы~з^
индивидуально с помощью плиток и болтов, на стержнях игл
подгибают пятки П. При закреплении игл в плитках путем за-
ливки подгибания пяток на стержнях игл не производят,
а сплющивают концы игл на участках Т (см. рис. 5.1, в). Бла-
годаря сплюснутым участкам и загнутым пяткам устраняется
продольное перемещение игл относительно их ложа закрепле-
ния. Кроме того, сплюснутые участки и пятки на стержнях
крючковых игл не позволяют иглам поворачиваться вокруг
продольной оси стержня.
Если иглы должны иметь сплюснутый стержень, то путем
прессования до закаливания игл определенным участкам
стержня придается необходимая форма сечения. Иглы, подвер-
гающиеся в процессе петлеобразования изгибам как в плоско-
сти игольницы, так и по нормали к ней, обычно имеют круг-
лое сечение стержня. Иглы, которые должны сопротивляться
боковому изгибу в меньшей степени (при кулировании, выне-
сении), имеют, как правило, сплющенный стержень.
При кулировании нити в петли с защемлением в нити воз-
никают очень большие напряжения, которые могут приводить
к ее обрыву. Однако обрыва может не быть, если иглы под
действием сильно натянутых нитей будут отгибаться. Значит,
наибольшее натяжение кулируемой нити будет зависеть от со-
противления иглы отгибанию. Чем меньше жесткость иглы, чем
длиннее участок иглы от точки ее выхода из гнезда до точки
кулирования, тем меньше наибольшее натяжение кулируемой
нити.
На котонных автоматах, предназначенных для выработки
штучных изделий (носков, чулок, верхних изделий), длина
нити в петле и глубина кулирования автоматически изменя-
ются не только на разных участках изделия (например, борте,
участках подъема и пятки), но и в одном ряду вязания на уси-
ленных участках (пятке, следе). При выполнении операции
распределения все платины выдвигаются платинным брусом
одинаково с расчетом на распределение самых больших петель.
Распределение на участках с малыми петлями обеспечивается
путем отгибания игл. То же самое происходит и при выпол-
нении операций соединения и формирования. Головки игл
прокачиваются к прессу для обеспечения соединения и форми-
рования больших петель, при этом на участке малых петель
обрыв их устраняется отгибанием игл. Таким образом, гиб-
костью стержней игл на котонных автоматах определяются
требования к прочности перерабатываемых нитей, а также рав-
номерность петельной структуры на всех участках изделия
с различными по длине петлями.
На основовязальных машинах прокладывание нити на
крючки игл осушествляется с очень большой скоростью. На-
тяжение нитей основы колеблется иногда в значительных пре-
делах. Более натянутые нити больше отгибают иглы, тем са-
мым уменьшается обрывность нитей в процессе вязания.
Отсюда следует, что крючковые иглы, обладающие большой
гибкостью, имеют значительные преимущества, позволяющие
достигать высоких скоростей вязания и вырабатывать изделия
высокого качества. Однако крючковым иглам присущи и боль-
шие недостатки. В процессе петлеобразования перемещение
старых петель на крючки игл обеспечивается прессованием,
т. е. прогибанием крючков: острие крючжа погружается в чашу
иглы столько раз, сколько петель образует игла. При этом
стержень иглы отгибается иногда на значительную величину
(около 3, мм на машинах-вертелках 26 кл.). Многократный из-
гиб крючков и стержней игл вызывает отламывание крючков
и расшатывание стержней в гнездах заливки игл. Первое ве-
дет к сбросу петель, т. е. браку полотна, второе —к продоль-
ной полосатости трикотажа. Поэтому необходимо, чтобы про-
волока, из которой изготавливают крючковые иглы, имела вы-
сокое качество, а сплав для заливки игл обладал большой
упругостью. При выдавливании чаши, особенно на иглах для
котонных автоматов, с боковых сторон стержня иглы образуются
заплечики, за которые зацепляются новые петли при вынесе-
нии; на этих же участках увеличивается толщина иглы, а сле-
довательно, уменьшается промежуток между иглами. Кроме
K--r\
о-
Г'
Х-Л
Ш-
¥
с
а 5 S г д
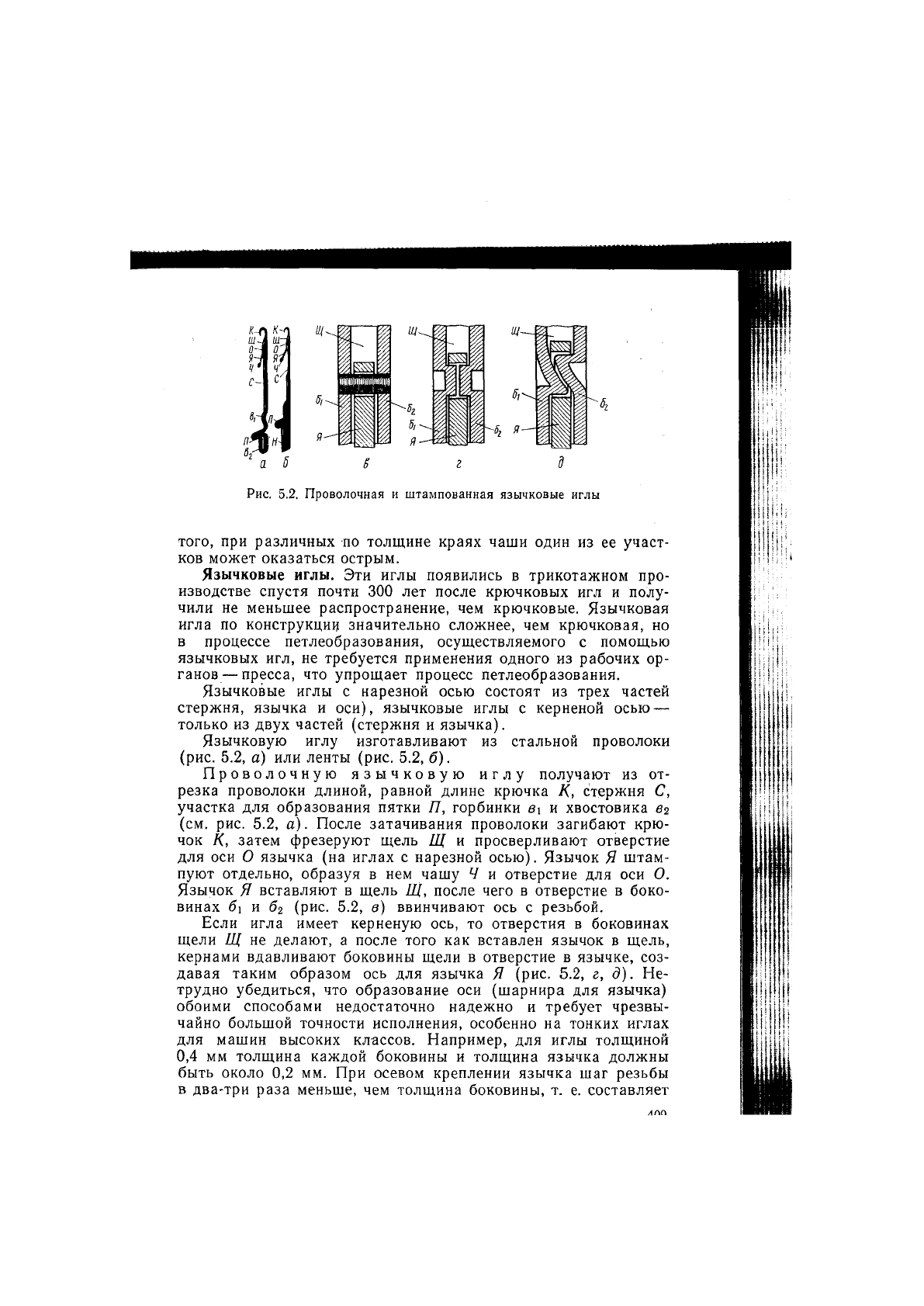
Рис. 5.2. Проволочная и штампованная язычковые иглы
ТОГО, при различных по толщине краях чаши один из ее участ-
ков может оказаться острым.
Язычковые иглы. Эти иглы появились в трикотажном про-
изводстве спустя почти 300 лет после крючковых игл и полу-
чили не меньшее распространение, чем крючковые. Язычковая
игла по конструкции значительно сложнее, чем крючковая, но
в процессе петлеобразования, осуществляемого с помощью
язычковых игл, не требуется применения одного из рабочих ор-
ганов—пресса, что упрощает процесс петлеобразования.
Язычковые иглы с нарезной осью состоят из трех частей
стержня, язычка и оси), язычковые иглы с керненой осью —
только из двух частей (стержня и язычка).
Язычковую иглу изготавливают из стальной проволоки
(рис. 5.2, а) или ленты (рис. 5.2, б).
Проволочную язычковую иглу получают из от-
резка проволоки длиной, равной длине крючка К, стержня С,
участка для образования пятки Я, горбинки в\ и хвостовика вч
(см. рис. 5.2, а). После затачивания проволоки загибают крю-
чок К, затем фрезеруют щель Щ и просверливают отверстие
для оси о язычка (на иглах с нарезной осью). Язычок Я штам-
пуют отдельно, образуя в нем чашу Ч и отверстие для оси О.
Язычок Я вставляют в щель Щ, после чего в отверстие в боко-
винах 6i и бг (рис. 5.2, в) ввинчивают ось с резьбой.
Если игла имеет керненую ось, то отверстия в боковинах
щели Щ не делают, а после того как вставлен язычок в щель,
кернами вдавливают боковины щели в отверстие в язычке, соз-
давая таким образом ось для язычка Я (рис. 5.2, г, д). Не-
трудно убедиться, что образование оси (шарнира для язычка)
обоими способами недостаточно надежно и требует чрезвы-
чайно большой точности исполнения, особенно на тонких иглах
для машин высоких классов. Например, для иглы толщиной
0,4 мм толщина каждой боковины и толщина язычка должны
быть около 0,2 мм. При осевом креплении язычка шаг резьбы
в два-три раза меньше, чем толщина боковины, т. е. составляет
0,05—0,033 мм. При креплении язычка кернением боковина вы-
давливается на половину толщины язычка, т. е. на 0,1 мм
каждая.
В процессе петлеобразования игла обычно имеет продоль-
ное перемещение, а язычок вращается относительно оси, то за-
крывая, то открывая крючок иглы. При закрывании язычок
может ударять по нити, движущейся поперек иглы. Различ-
ные утолщения нити (узлы, соринки, наплывы и т. п.) вызовут
изгиб язычка в направлении движущейся нити, отчего язычок
своей чащей не покроет крючок иглы, а закроется в стороне
от крючка или попадет под него (завал язычка). Это вызо-
вет нарущение процесса петлеобразования и приведет к выра-
ботке бракованного трикотажа.
Чем шире язычок на участке чаши иглы, больше жесткость
язычка, тем меньше возможность для возникновения завалов
язычка. Завалы могут возникать и по другим причинам. При
узкой и мелкой чаше язычка в момент нанесения старая петля
увеличивается вследствие перетягивания нити из предшествую-
щей ей сброшенной старой петли. Значит, нить старой петли,
движущаяся вдоль язычка, перемещается еще и в поперечном
направлении. При встрече утолщений на нити с язычком по-
следний может соскользнуть с крючка и попасть под крючок.
На вязальных машинах для выработки штучных изделий ча-
сто применяют открыватели язычков в виде волосяных щеток,
мимо которых движутся головки игл. Щетки воздействуют на
закрывающиеся язычки игл в поперечном направлении, что
может привести к изгибу язычка и возникновению завала (при
жестком и коротком волосе).
На кругловязальных машинах с вращающимися игольными
цилиндрами закрывающиеся язычки получают боковое ускоре-
ние вследствие увеличения тангенциальной скорости язычка
у чаши. Это тоже способствует возникновению завалов язычков.
При открывании, а также при закрывании язычков игл на
вращающихся игольных цилиндрах язычок всегда немного по-
ворачивается в сторону, противоположную вращению иголь-
ного цилиндра. Вследствие этого язычок прижимается к одной
из боковин щели и постепенно затачивается о боковину, что
вызывает перерезание элементарных волокон перерабатывае-
мых нитей и появление пушистых петельных столбиков.
В момент прессования язычок на участке чаши имеет вы-
сокую скорость (около 10-—15 м/с). Ударяясь о крючок иглы
многократно, язычок расклепывает чашу, отчего края чаши
становятся острыми и зубчатыми, что приводит к обрыву эле-
ментарных волокон перерабатываемых нитей и снижению
прочности нити в петлях. Это в свою очередь вызывает обрыв
нити в петле и роспуск петельной структуры изделия, особенно
чулок из химических нитей.
На проволочных иглах пятка Я (см. рис. 5.2, а) образуется
изгибанием проволоки. В этом случае пятку иглы при ударе
ее о клин рассматривают не как целое тело, а как раму, за-
крепленную концами на стержне иглы.
Штампованную язычковую иглу изготовляют из
стальной ленты. Головку штампованной иглы делают так же,
как и головку проволочной. Так как ширина стальной ленты
равна ширине иглы с учетом пятки П (см. рис. 5.2,6), опорная
поверхность пятки и расширенной части стержня иглы должна
быть увеличена. Это увеличение ведет к снижению износа и
поломке пяток, а также к уменьшению износа ребер пазов
игольницы. Так как пятка П штампованной иглы монолитная,
расчет ее на прочность при изломе от ударных нагрузок иголь-
ных клиньев выполняют, как расчет консольной балки.
Штампованные иглы имеют более точное очертание
стержня, чем проволочные, у них более прочные не только
пятки, но и крючки игл, так как лента прокатана в продоль-
ном направлении.
К рассмотренным недостаткам язычковых игл следует от-
нести и тот, что в процессе петлеобразования при заключении
в момент схода старой петли с открытого язычка язычок мо-
жет закрываться вследствие преврашения потенциальной энер-
гии изгибаемого петлей язычка в кинетическую. Это вызывает
необходимость иметь на машине предохранитель, не позволяю-
щий закрываться язычку после заключения. Такое приспособ-
ление на кулирных машинах обычно загораживает иглы и за-
трудняет нитеподачу, а на основовязальных машинах оно (его
роль выполняет проволока или пластина) периодически полу-
чает изгибающие нагрузки от прокачивания нитей основы впе-
ред и в результате вибрации иногда попадает под крючки
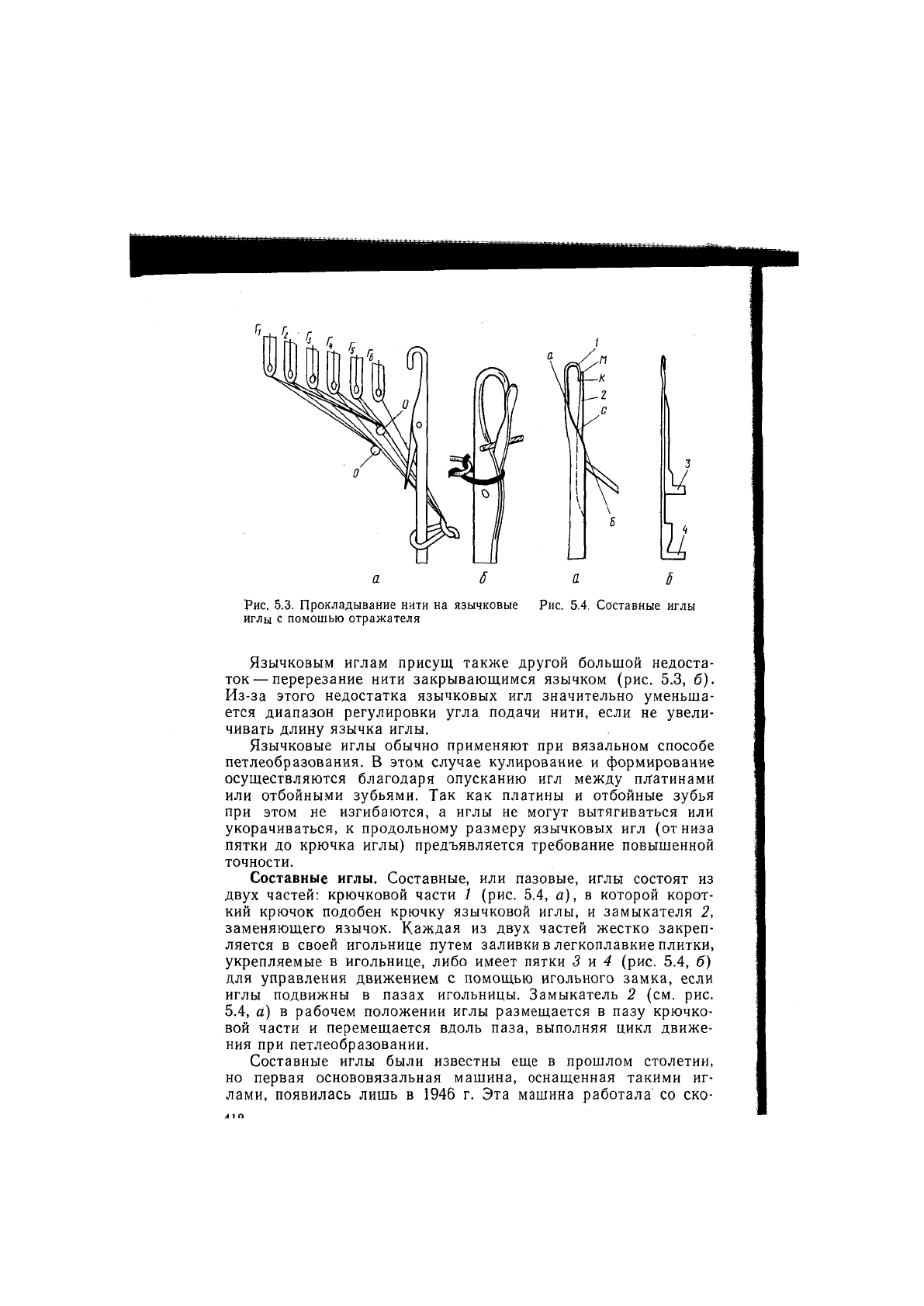
опускающихся игл и ломает их. Данные приспособления (от-
ражатели) противодействуют установке на машине большого
числа гребенок, прокладывающих нити на иглы. В этом легко
убедиться, рассматривая рис. 5.3. Гребенки Гi—Гб (рис. 5.3, а)
после прокачивания вперед должны получить продольные
сдвиги для прокладывания нитей на иглы. Нити же передних
гребенок ложатся на отражатель О, поэтому нити одной гре-
бенки трудно сдвинуть в одном направлении, а нити другой —
в обратном направлении. В этом случае необходимо применять
механизм для отвода отражателя от игл и приближения его
к иглам. Однако удаление отражателя от игл может привести
к попаданию нитей передних гребенок ниже концов язычков и
сбросу новых петель вместе со старыми. По этой причине на
многогребеночных рашель-машинах только три задние гре-
бенки (Г4—Гб) прокладывают свои .нити на иглы, передние же
гребенки кладки не производят и их нити ввязываются в виде
утка.
J
к
Рис. 5.3. Прокладывание нити на язычковые
иглы с помощью отражателя
а S
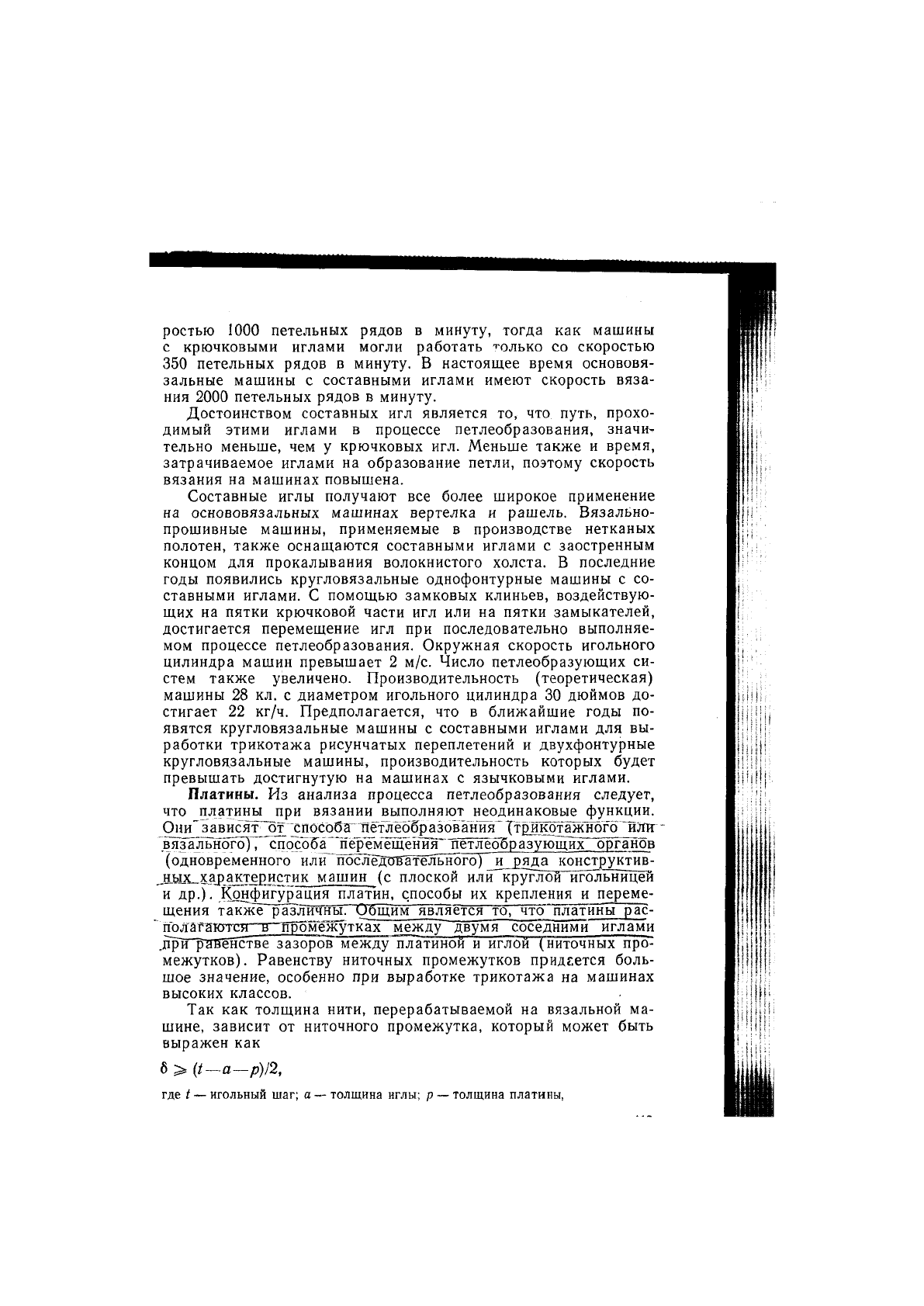
Рис. 5.4. Составные иглы
Язычковым иглам присущ также другой большой недоста-
ток— перерезание нити закрывающимся язычком (рис. 5.3, б).
Из-за этого недостатка язычковых игл значительно уменьша-
ется диапазон регулировки угла подачи нити, если не увели-
чивать длину язычка иглы.
Язычковые иглы обычно применяют при вязальном способе
петлеобразования. В этом случае кулирование и формирование
осуществляются благодаря опусканию игл между пЛатинами
или отбойными зубьями. Так как платины и отбойные зубья
при этом не изгибаются, а иглы не могут вытягиваться или
укорачиваться, к продольному размеру язычковых игл (от низа
пятки до крючка иглы) предъявляется требование повышенной
точности.
Составные иглы. Составные, или пазовые, иглы состоят из
двух частей: крючковой части 1 (рис. 5.4, а), в которой корот-
кий крючок подобен крючку язычковой иглы, и замыкателя 2,
заменяющего язычок. Каждая из двух частей жестко закреп-
ляется в своей игольнице путем заливки в легкоплавкие плитки,
укрепляемые в игольнице, либо имеет пятки 3 и 4 (рис. 5.4, б)
для управления движением с помощью игольного замка, если
иглы подвижны в пазах игольницы. Замыкатель 2 (см. рис.
5.4, а) в рабочем положении иглы размещается в пазу крючко-
вой части и перемещается вдоль паза, выполняя цикл движе-
ния при петлеобразовании.
Составные иглы были известны еще в прошлом столетии,
но первая основовязальная машина, оснащенная такими иг-
лами, появилась лишь в 1946 г. Эта машина работала со ско-
ростью 1000 петельных рядов в минуту, тогда как машины
с крючковыми иглами могли работать -только со скоростью
350 петельных рядов в минуту. В настоящее время основовя-
зальные машины с составными иглами имеют скорость вяза-
ния 2000 петельных рядов в минуту.
Достоинством составных игл является то, что путь, прохо-
димый этими иглами в процессе петлеобразования, значи-
тельно меньше, чем у крючковых игл. Меньше также и время,
затрачиваемое иглами на образование петли, поэтому скорость
вязания на машинах повышена.
Составные иглы получают все более широкое применение
на основовязальных машинах вертелка и рашель. Вязально-
прошивные машины, применяемые в производстве нетканых
полотен, также оснащаются составными иглами с заостренным
концом для прокалывания волокнистого холста. В последние
годы появились кругловязальные однофонтурные машины с со-
ставными иглами. С помощью замковых клиньев, воздействую-
щих на пятки крючковой части игл или на пятки замыкателей,
достигается перемещение игл при последовательно выполняе-
мом процессе петлеобразования. Окружная скорость игольного
цилиндра машин превышает 2 м/с. Число петлеобразующих си-
стем также увеличено. Производительность (теоретическая)
машины 28 кл. с диаметром игольного цилиндра 30 дюймов до-
стигает 22 кг/ч. Предполагается, что в ближайшие годы по-
явятся кругловязальные машины с составными иглами для вы-
работки трикотажа рисунчатых переплетений и двухфонтурные
кругловязальные машины, производительность которых будет
превышать достигнутую на машинах с язычковыми иглами.
Платины. Из анализа процесса петлеобразования следует,
что платины при вязании выполняют неодинаковые функции.
Они" завися^^¥^ способа'пе^^ Ттрй1штШ1Г6г"о ^нШ
вязального), способа'"пе^емёщения~ ТтётЖ^разующих органов
(одновременного или 1юсл'ёД0ВатШГьногоУз
^ных хзд1актеристик машин (с плоской или круглой игольницей
и др.). 1^нфигурация платин, способы их крепления и переме-
щения также различны? иощйм является то, что' платины рас-
" полагаются~~Н'^Т^м'ежут1Гах м^жду двумя соседними иглами
.прТГряВёнстве зазоров между^Хатиной и иглой (ниточных про-
межутков). Равенству ниточных промежутков придается боль-
шое значение, особенно при выработке трикотажа на машинах
высоких классов.
Так как толщина нити, перерабатываемой на вязальной ма-
шине, зависит от ниточного промежутка, который может быть
выражен как
б > {t—a—p)l2,
где t — игольный шаг; а — толщина иглы; р — толщина платины,