Кудрявин Л.А., Шалов И.И. Основы технологии трикотажного производства
Подождите немного. Документ загружается.

или три наброска. Это приводит к тому, что соединительные
петли получаются утолщенными, поэтому качество изделия
ухудшается.
Часто на многосистемных автоматах участок пятки выра-
батывается при участии только одной петлеобразующей си-
стемы (остальные системы выключены из работы).
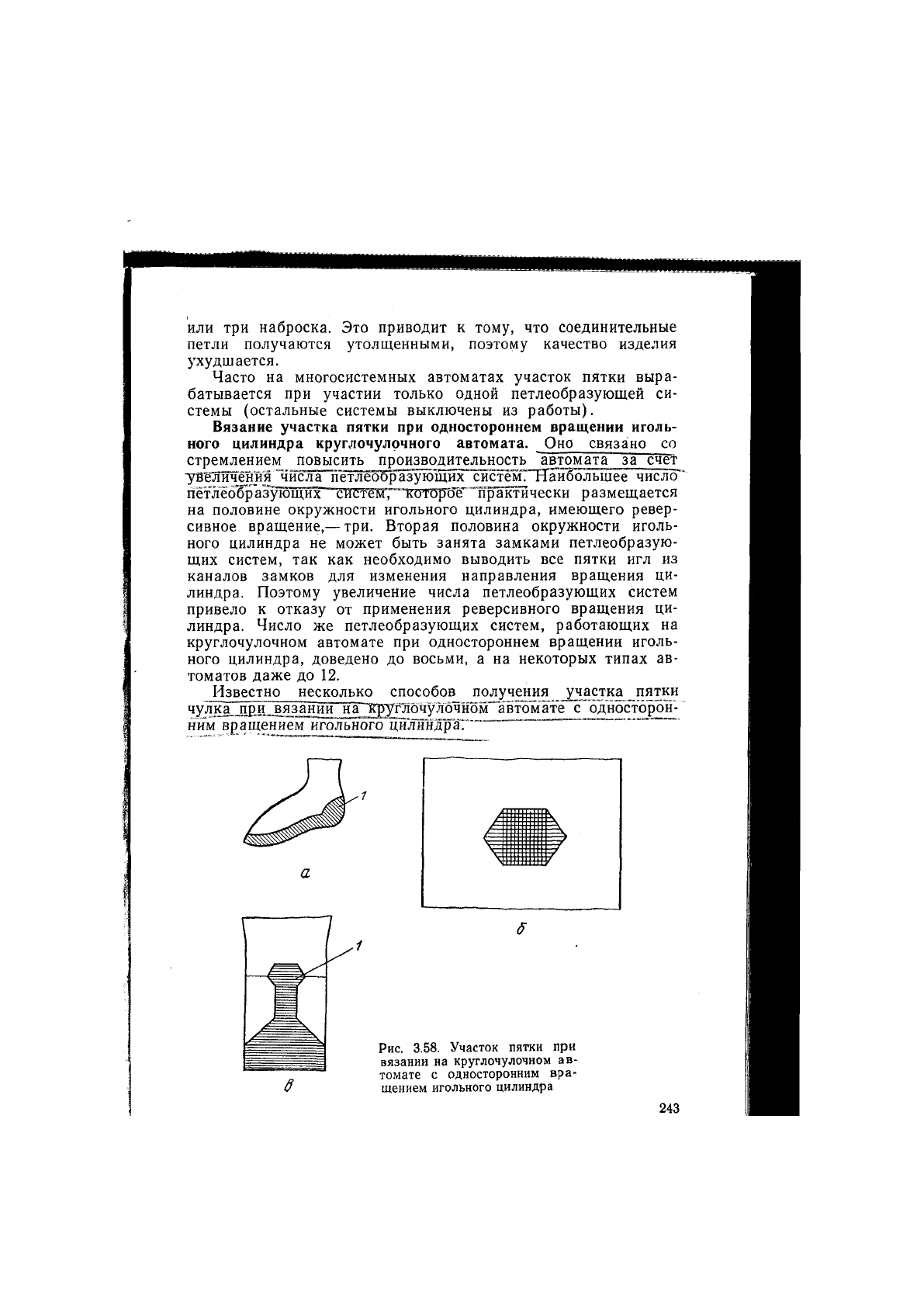
Вязание участка пятки при одностороннем вращении иголь-
ного цилиндра круглочулрчного автомата. Оно связано со
стремлением повысить производительность автомата за сче"т
уВ'елйчёнйя "ч"йсЖ11етлеЩ)азую"щих системГТТаибольшее число
"
пётлёбВразующйТ сист'Ш7~к^'Т0р^^
"
практически размещается
на половине окружности игольного цилиндра, имеющего ревер-
сивное вращение,— три. Вторая половина окружности иголь-
ного цилиндра не может быть занята замками петлеобразую-
щих систем, так как необходимо выводить все пятки игл из
каналов замков для изменения направления вращения ци-
линдра. Поэтому увеличение числа петлеобразующих систем
привело к отказу от применения реверсивного вращения ци-
линдра. Число же петлеобразующих систем, работающих на
круглочулочном автомате при одностороннем вращении иголь-
ного цилиндра, доведено до восьми, а на некоторых типах ав-
томатов даже до 12.
Известно несколько способов получения j[4acTKa пятки
чу лка1^.и„^яз_а|Ги и н а Т?руг л о чу л очном""^ вто мате с односторон-
ним вращением игольного цJJJf{Jнд|fa~"-•——
а
Рис. 3.58. Участок пятки при
вязании на круглочулочном ав-
томате с односторонним вра-
щением игольного цилиндра
Форшвочный способ получения участка пятки применяете^
только для чулок Т^з^полиамидных (капрошвых) нитей. Ц^и
вязаний участок 'пШ'Ш''Т~чулка "(рис. 'ЗЗН^, а, ЪуЧблъко обозна-
чается п£(^ладываниём усилительно^__jihth на" rpyffiiy""игл"
(0,2—0^25 общего числаУ в'"нек6торь1х' петельных рядах (ч^ез
один или два), как показано на рис. "для _чулка т^б-
чатой фермы. Используя свойство термопластичности' яоли-
аЖднюГ нйтёй при нагревании чулок, натянутых на специаль-
ные формы, фиксируют форму чулка. На одних участках чулка,
сильно натянутых на форме (например, на участке пятки), при
нагревании не происходит усадки полиамидных нитей, на дру-
гих участках (например, на шейке чулка) усадка нитей дости-
гает 10—15%; в результате этого чулок приобретает необхо-
димую форму и товарный вид. Однако глубина участка пятки,
полученного формовочным способом, недостаточна, и чулок не
соответствует форме ноги человека. На стопе в области подъ-
ема образуются складки чулка.
Другой, наиболее проста^спрхой..щщчения_участка пятки
состоит"в то"м7~что часть" петель с ycилJJfёльнoй нитью (за-
штрихованную вертикальньшТ'ЖнйШ'й на рис. "3158, в) ji£0B5^-
зъщают при увеличенной длине нити в_ петле. ^ результате
при формовании чулка путем нагревания улучшают ero^^pTsry.
ОднЖо''"ЧулЩ" "С т11кЖм'' участком пяткй"'не вполне отвечает
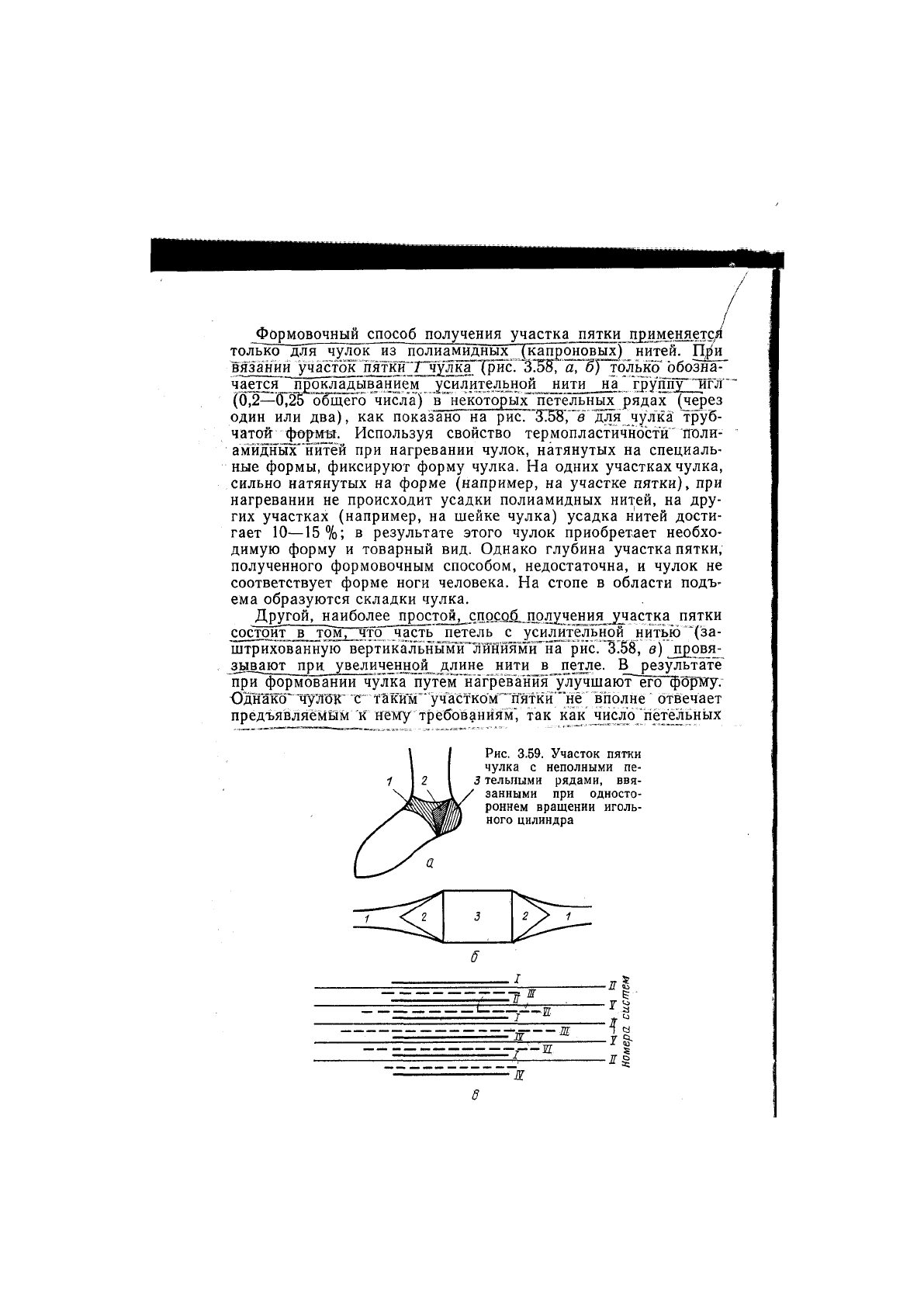
предъявляемым к нему требованиям", так как число_ петельных
Рис. 3.59. Участок пятки
чулка с неполными пе-
3 тельными рядами, ввя-
занными при односто-
роннем вращении иголь-
ного цилиндра
-Т
л
•ш
•ж
•ч
а
-г g-
-irl
рядов на участке пятки и участке, соответствующем подъему
"ноги, осгаегся-тожинаковъга; — • ' " "
"" В'1яз ^ а н¥ё"'' ней о л н ы х петельных рядов для образования
участка "пятки ^^^ПсПосо^^суЩеш^генно" качёство
чулка, вырабатываемого при одностороннем вращении иголь-
ного цилиндра. На рис. 3.59, а показана форма участка пятки,
полученного таким способом, а на рис. 3.59, б — его развертка
при вязании на шестисистемном круглочулочном автомате
с односторонним вращением игольного цилиндра. Неполные пе-
тельные рады образуются на группе^ игл.,дижн№а^,в
разуЪщих системах^ТГТ^ ТТТГ^К! (рис. 3.59, в), причем си-"
стемы / и 7V провязывают допо'л'нйтельные петельные ряды по-
стоянной длины, соответствующие части 3 пятки (см. рис.
3.59, б). Петлеобразующие системы III и VI образуют непол-
ные петельные ряды переменной длины (то увеличивающиеся,
то уменьшающиеся), создающие части 2 пятки. В петлеобра-
зующих системах II м V провязываются полные петельные
ряды.
Рассматривая развертку участка пятки чулка на рис. 3.59,б,
видим, что части 1 представляют собой петельные ряды, соот-
ветствующие подъему ноги; они вяжутся в процессе образова-
ния всего участка пятки. Эти петельные ряды образуются
только петлеобразующими системами II и V на всех иглах ци-
линдра. Части 2 в виде треугольника состоят из неполных пе-
тельных рядов, провязываемых в системах III и VI в дополне-
ние к полным петельным рядам, образуемым в системах II и
V. Число игл, на которые прокладывается нить в системах III
и V/, переменное, и границы, где вводится и выводится нить,
образуют форму треугольника. Концы нити врабатываются
обычным способом, образуя наброски прессовой петли на иг-
лах через одну. Часть 3 в виде прямоугольника вяжется во
всех шести системах, где в дополнение к полным петельным
рядам систем // и V и неполным петельным рядам систем III
и VI образуются неполные петельные ряды систем I и IV.
Длина этих дополнительных рядов постоянна. Границы (услов-
ные), где начинаются и кончаются дополнительные ряды, об-
разуют прямоугольник.
Следовательно, при вязании каждой части пятки включа-
ется разное число петлеобразующих систем: для части 3 (на-
пример, 150 петельных рядов) — все шесть систем; для части 2
(100 рядов) —системы II, III, V и V/; для части 1 (только 50
петельных рядов) — системы II и V. Размер получаемого
участка пятки является вполне достаточным, чтобы при стаби-
лизации чулка на форме получить требуемое качество изделия.
Качество чулок во многом зависит от формы участка пятки.
Чулки с рассмотренным участком пятки, образованным при
одностороннем вращении игольного цилиндра, по качеству
лучше, чем чулки с простым усиленным участком пятки, но
все же уступают чулкам с участком пятки, полученным клас-
сическим способом при реверсивном вращении игольного ци-
линдра.
Имеются и другие способы получения участка пятки при
одностороннем вращении игольного цилиндра. Некоторые со-
временные круглочулочные автоматы, имеющие четыре петле-
образующие системы,' приспособлены для выработки изделий
с участком пятки как классическим (при реверсивном враще-
нии цилиндра), так и любым из рассмотренных способов при
одностороннем вращении цилиндра. Широко применяется спо-
соб выработки чулок и колготок трубчатой формы из тонких
текстурированных капроновых нитей (без специального уча-
стка пятки). Благодаря высокоэластичным свойствам текстури-
рованных нитей чулки и колготки трубчатой формы очень хо-
рошо обтягивают ноги. Не имея специального участка пятки,
эти изделия удовлетворяют требованию соответствия формы
изделия форме ноги. Вследствие высокой износостойкости кап-
роновых нитей в участок пятки не вводится дополнительная
усилительная нить.
3.11. ОБРАЗОВАНИЕ ЗАКРЫТОГО
МЫСКА ЧУЛОЧНОГО ИЗДЕЛИЯ
НА КРУГЛОЧУЛОЧНОМ АВТОМАТЕ
Чулочные изделия, связанные на круглочулочном автомате,
могут иметь открытый или закрытый мысок. В зависимости
от формы открытого мыска применяют следующие способы его
закрытия:
кеттлевку—попарное соединение петель крайних петель-
ных рядов мыска, сложенного вдвое, на специальной швейной
(кеттельной) машине. Этот способ применяется для изделий
с мысками классической формы, идентичной форме участка
пятки, выработанного классическим способом;
поперечное стачивание краев мыска на швейной стачиваю-
ще-обметочной машине при обрезке края. Этот способ исполь-
зуется для чулочных полуфабрикатов трубчатой формы,
а также с мысками классической формы.
Швы, получаемые на кеттельной и стачивающе-обметочной
машинах, имеют петельное строение и растягиваются вместе
с петлями трикотажа. Стежки кеттельной машины проникают
точно в крайние петли соединяемых участков и располагаются
точно по петельному ряду, не попадая в промежутки между
петлями. Стежки стачивающе-обметочной машины могут про-
никать в любые части петель и прокладываться не по петель-
ному ряду, а в любом направлении по трикотажу. Трудовые
ШШШИЖниии
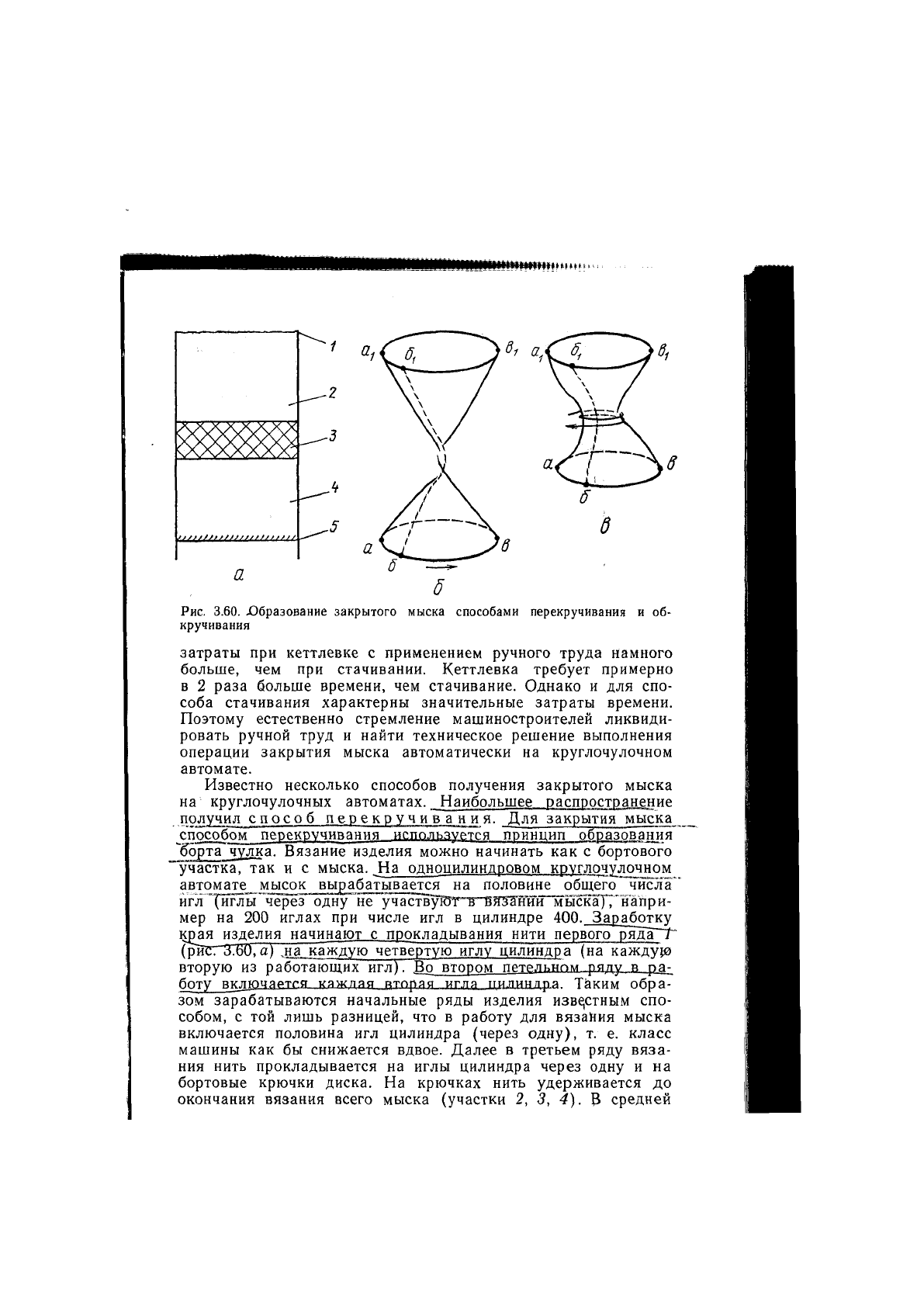
Рис. 3.60. Образование закрытого мыска способами перекручивания и об-
кручивания
затраты при кеттлевке с применением ручного труда намного
больше, чем при стачивании. Кеттлевка требует примерно
в 2 раза больше времени, чем стачивание. Однако и для спо-
соба стачивания характерны значительные затраты времени.
Поэтому естественно стремление машиностроителей ликвиди-
ровать ручной труд и найти техническое решение выполнения
операции закрытия мыска автоматически на круглочулочном
автомате.
Известно несколько способов получения закрытого мыска
на круглочулочных автоматах. Наибольшее распространение
получил способ перекручивани я. Для закрытия мыска
способом перекручивания испп.пьзуетпя принцип образования
борта чулка. Вязание изделия можно начинать как с бортового
участка, так и с мыска. На одноцилиндровом кpvглoЧYлoчнoм
автомате мысок вырабатывается на половине общего числа*
игл 1Т1глы"через одну'не участв^ттпВ1Ш1¥й~мШкаП''н^
мер на 200 иглах при числе игл в цилиндре 400._3адабот1^
края изделия начинают с прокладывания нити перв"огоряда~?"
ГриСГ"ЗГ6Р, а) .на каждую четвертую иглу цилиндра (на"1{ажду{0
вторую из работающих иглУГ Во втором петрльнпм ряпу r ря-
боту В1Ш0ЧЯРТГ.Я кяжпяя втпряя игпа тти.пинл,ря Т&ким обра-
зом зарабатываются начальные ряды изделия известным спо-
собом, с той лишь разницей, что в работу для вязаНия мыска
включается половина игл цилиндра (через одну), т. е. класс
машины как бы снижается вдвое. Далее в третьем ряду вяза-
ния нить прокладывается на иглы цилиндра через одну и на
бортовые крючки диска. На крючках нить удерживается до
окончания вязания всего мыска (участки 2, 3, 4). В средней
части мыска (участок <3) основная нить заменяется на более
тонкую, например вместо нити линейной плотности 3,3 текс
вводится нить линейной плотности 1,67 текс. Эта нить прокла-
дывается в 60—80 петельных рядах и затем снова заменяется
на основную. Целью такой замены является получение мень-
шего утолщения в месте перекручивания мыска.
За четыре оборота игольного цилиндра перед переносом
петель третьего ряда с бортовых крючков диска на иглы (уча-
сток 4) включаются в работу все иглы автомата (400 игл) и
образуют кромку (кольцевое усиление) из нити эластик (тек-
стурированной капроновой нити), предупреждающую спуск
петель. Непосредственно перед переносом петёль с крючков на
иглы диск с крючками останавливается, а цилиндр продолжает
вращаться в течение одного оборота. При этом петли а, б и в
(рис. 3.60, б), висящие на иглах цилиндра, смещаются относи-
тельно петель а\, 6i и Si, висящих на крючках диска, на угол
360°. На некоторых автоматах это смещение составляет 240°.
После переноса петель с крючков на иглы мысок оказы-
вается перекрученным в вершине. Далее по линии 5 (см. рис.
3.60, а) провязывается несколько петельных рядов из нити
эластик для предупреждения спуска петель и начинается вяза-
ние следа при участии в работе всех игл автомата.
Мысок при этом способе закрытия получается двойным, со-
стоящим из двух слоев. Данный способ дает возможность вя-
зать изделия без снижения скорости работы автомата.
Если выработка изделия начинается с образования участка
борта, то мысок трубчатой формы, как и участок борта, вя-
жется двойным. Процесс вязания мыска напоминает процесс
вязания борта. Если мысок вырабатывается на половине об-
щего числа игл, т. е. на иглах через одну, то на участке следа
перед переходом к выработке мыска провязывается несколько
петельных рядов одного из малораспускающихся переплете-
ний. После этого образуется первый ряд мыска при проклады-
вании нити на иглы через одну и на бортовые крючки, как при
получении борта. Далее иглы, находящиеся под бортовыми
крючка-ми (через одну), сбрасывают петли и выводятся из ра-
боты до момента закрытия мыска. Мысок вяжется двойной
длины и имеет трубчатую форму. На половине длины мыска
основная нить может быть заменена на более тонкую для
уменьшения утолщения в месте перекрутки. Перекручивание
мыска, как и в рассмотренном случае, выполняется при оста-
нове диска с бортовыми крючками на один оборот и непрерыв-
ном вращении игольного цилиндра. Петли, висящие на иглах
цилиндра, смещаются относительно петель, находящихся на
крючках диска, на угол 360°, и мысок оказывается перекручен-
ным в вершине. Непосредственно перед переносом петель
с крючков диска на иглы, не участвовавшие в вязании мыска.
для образования нескольких рядов в работу включаются все
иглы. После переноса петель провязывается несколько петель-
ных рядов отработки обычно из текстурированной нити пере-
плетением гладь. Эти петельные ряды отработки после сброса
петель с игл закручиваются на лицевую сторону, образуя ва-
лик, назначением которого является предупреждение спуска
петель и роспуска мыска. Валик располагается на изнаночной
стороне изделия.
Способ закрытия Mbicj^a пу те м о б к p4L,Hj-B.a
H
и я нитями
(рис. ЗТбОГбТ также имеет большое распространение. Этот спо-
соб применяется при выработке тонких женских чулок и колго-
ток, когда вязание их начинается как с мыска, так и с борта.
Вязание изделия с м^^ начинается, как обычно, на половине
общепт'чтгсла' игл автомату. Нечетные иглы проходят~пдд~ттот&°~-
""НБШИ за-мк-атятПГне £(1шаа^ДДШ1,на.детных иглах ^половине
иглХ^ЗСТбразуется узкая трубка. Вязание этой трубки п^должа-
ется до тех пор, пока "онПне достигнет длины,
диажетру--тптотБНого"Жл^^ часть т'руШи жела-
тельно вязать из тонкой нити. За au петельных рядов" до
"окончания вязания мыска^учас оокручиваётся"'нитью.
7r-^ig""3Toro выключаются из p„a.бQxы_в.CJe 'neiJe(36i3'aWro "сй-
_"стемы (игольные замки) и процесс петлеобразовани1Г прёкЬ а -
щается. Иглы с петлями под, крючками не попадают пятками
в~пабоч^части каналов игольных замков. Выключаются"из
работы нитШШ1:Бг-етг-ксех~ттетлеггбрдзуищ кроме
'дв)^, диаметрально"п1юТивш1оложных_^^ которых оста-
ютсЯ~в-югю'ч-е™БгтГГО'^неТ!одаюУ Wth на иглы, 7ак'1<Ж"1игл'ы'
проходят ниже них. Диск с крючками и петлями трётГего FaSa'
на щЗГ"п^поднимается, а игольный цилJl^дpJв_этoJ^eмя °вы-
^толняет четыре оборота. Нити. идушЙ£„01.-!длшг. нитеводоЖГ" об-
кручивают участок мыска, как показано на рис. 3.60, в. При
этом один коней нити удерживается на крючках диска. а~д|т
гой находится на иглах машины. Повышенным натяжением
семью витками нити (положение петель а, б, в относительно
петель а,, 6i, si см. на рис. 3.60, в).
После того как диск займет прежнее положение (опустится)
и в~_^ооту~включа1'Н~вга'.ТТётл&5Ш)азующиё~1:ист продол-
жйтся вязание_^0—3.0.,лет£ДКШХ.4Ш1Д^ Затем
1~рГаботу включ^ются^все иглы (400 игл) и произойдет перенос
"пётШГ^ крю5ш£1Т1шс£а1ла,,йглы цилктдра. не участвовавшие
ранее в работе. Далее В50кутся след, уч'асток'пятки и другие
участки чулка. Вязание заканчивается нераспускаюш,имйся""ря-
дами отработки"~1^ нити эластик, предназначенными для пре-
дупреждения роспуска петель. "
На образование закрытого мыска способом обкручивания
нитями затрачивается дополнительно не более 5 с на каждый
Чулок, при этом способе получения мыска утолщение от об-
крутки невелико. Конструкция автомата усложняется незначи-
тельно, поэтому изделие с закрытым мыском можно вязать без
снижения скорости его работы.
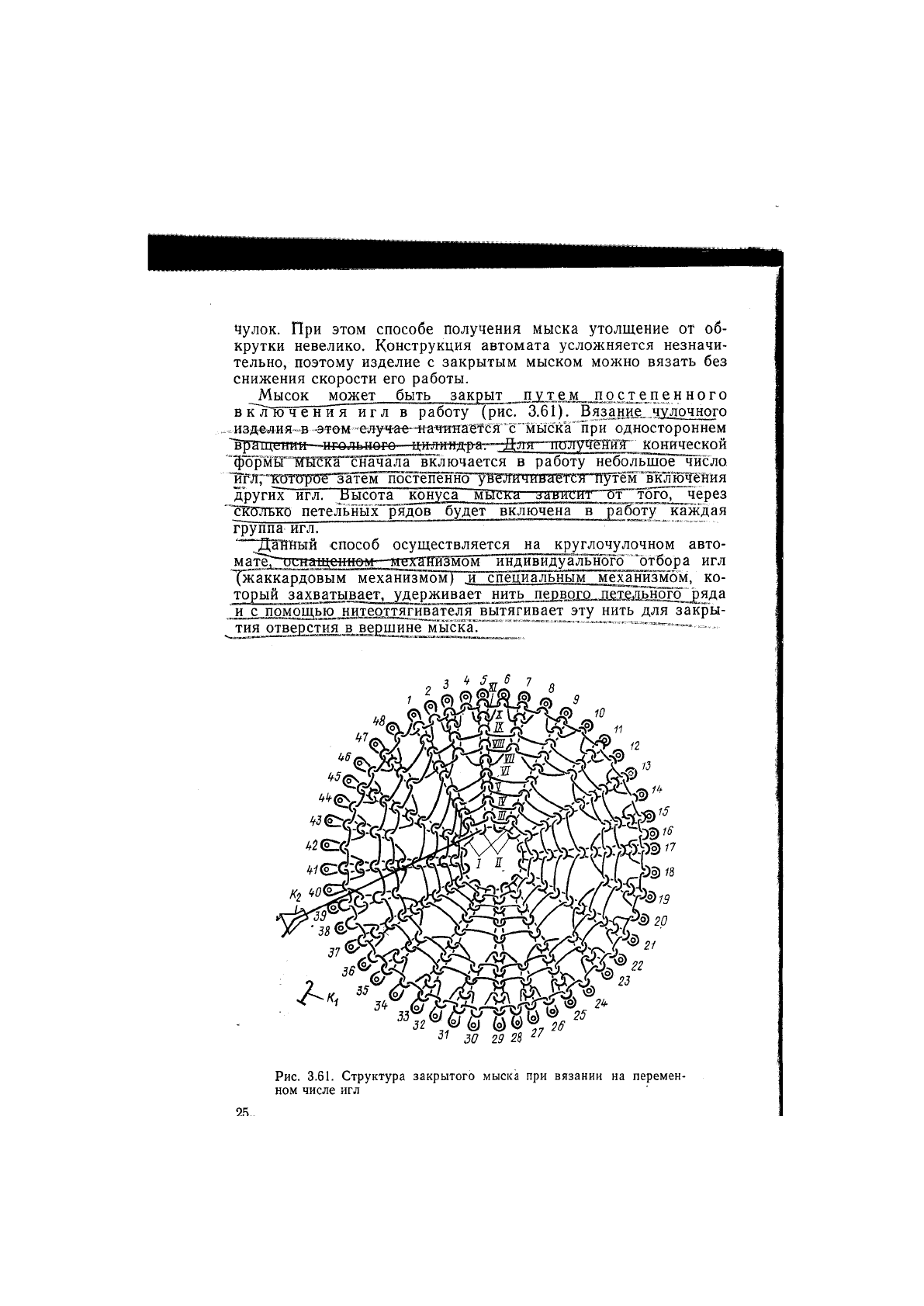
Мысок может быть закрыт путем постепе н н о г о
включения игл в работу (рис. 3.61). Вязаниё чулочного
.
изд«Аия~в -эчром 'елуч-а«-'«ачитаетея одностороннем
'д)ор¥ы"ТШШТ"сначала включается в работу небольшое число
"Ш'ЛГ'ТОТЩГО5''затем постепенно^ГВтаттошэттсТПДуУё
других игл. Высота конуса мБПГка заиистг бт"~того7~ через
"^КСТЛБ-ко петельных" рядов будет включена в работу каждая
группа игл. ~~
' ДаТТОый способ осуществляется на круглочулочном авто-
матеГ~втаащсииом-'--мдуа^ тдавидуалШого ""отбора игл
Тжаккардовым механизмом, ко-
торый захватывает, удерживает нить первого._д-ехе,дьното ряд а
и с помощью нитеоттягивателя вытягивает эту нить для закры-
тия отверстия в вершине ^щскаТ™'-
30 29 23 ^^
Рис. 3.61. Структура закрытого мыска при вязании на перемен-
ном числе игл
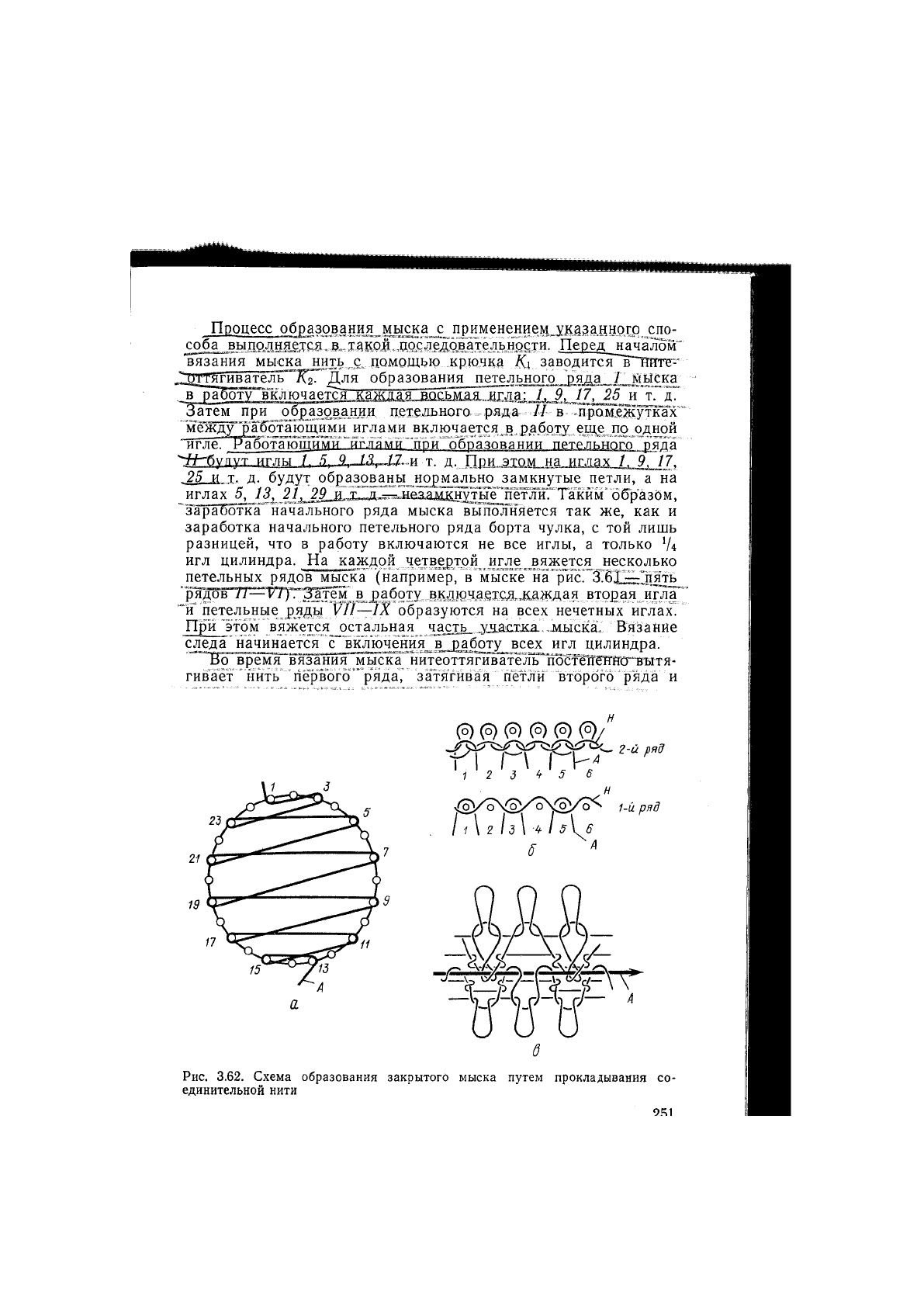
процесс образования мыска с применением_указанного спо-
соба выполняется в такой последовательности. Перед началом"
'вязания мыска ^ить с, помощью крючка К\ з а вод итс ЯВ~Т1ЙТЕ~
^1ОТтягив"атёЖ""'К2- Для образования петельного ряда Г мь]^ка
^"Ipa^OTV вШючает^яжш.11аЖ1Ш51ШЯ^.жла: 1. 9. и т. д7
~3атем при о^^а^^^ган цетельного: .ряда // в .прам.ежутк¥Г
а Мотающим и иглами включается
..в,
рабртхеще^^^^^^ .одной
"игле! 1^6Ь'та10шим¥'и^ петельнпгп"р'яп'я'
25 и т. д. будут обдазовады^но^мально замкнутые петли, а на
иглах 2jLjw^^Heai^Kffl™ п17лиГТакйм" 6б'разОм,
'зара^оТка" начального ряда мыска вьшол'няется так же, как и
заработка начального петельного ряда борта чулка, с той лишь
разницей, что в работу включаются не все иглы, а только 'Д
игл цилиндра. На каждой четвертой игле вяжется несколько
петельных рядов мыска (например, в мыске на"шсГ1^.ВХ='пять
рядовПГГ—F7)7^3aJeM в работу включается.,ждждая вторая игла
и петельные ряды VII—IX образуются на всех нечетных иглах.
При этом вяжется остальная часть, у.частка. мыска, Вязание
следа начинается с" включения в работу всех игл цилиндра.
^''Ъо в"рёмя'1зязанйя"м^^^^ нитеоттягиватё ib посгёТТё1ГйКГвытя-
гивает нить первого
"
ряда, затягивая петли второго ряда и
(о) (о) (5) (5) (5) ^
-/^i^T'^Ji^Qf^'^^^ г-й ряд
Г I Г\ Гк^
12 3 't 5 В
1-й ряд
Рис. 3.62. Схема образования закрытого мыска путем прокладывания со-
единительной нити
закрывая отверстие, мыскя. Мы-
вшле__мысков. Однако при та-
'ком вязании мыска необходи-
ма дополнительная операция:
изделие должно быть закон-
чено двойным бортом и ряда-
ми петель отработки, чтобы
предотвратить роспуск изде-
лия.
Способ закрытия мыска
п р п KJI а:ТБгв- а н и я
' т и
основан на затягивании нити
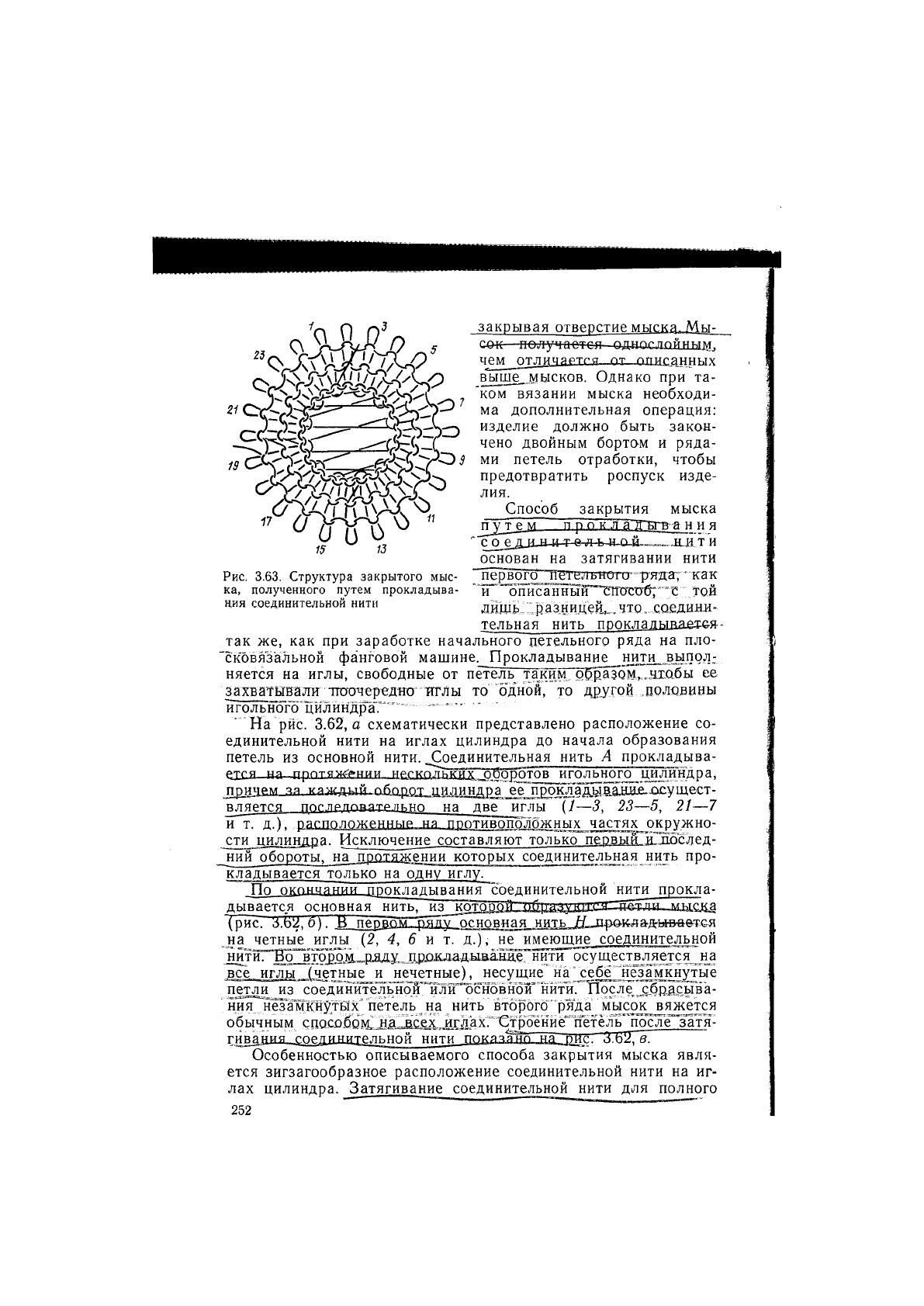
Рис. 3.63. Структура закрытого мыс-
ка, полученного путем прокладыва-
ния соединительной нити
первого[3^телтсптт"рт -как
¥" описанньТйГтостз-б; 'Х той
диД1ь-
.
разницей,.,. что. ,с0£ди.ни-
тельная нить прокладывд^тея-
так же, как при заработке начального петельного ряда на пло-
"сковяз'альной фантовой машине._Прокладывание 11ит]^выпол:
няется на иглы, свободные от петель та_к1[м~о5разом,„.нхйбы ее
захватывали -поочередна этлы то одной, то другой половины
игольнш-о'цилинДраТ'"^' - - -
• На рйс. 3.62, а схематически представлено расположение со-
единительной нити на иглах цилиндра до начала образования
петель из основной нити. Соединительная нить А прокладыва-
ется иголыюТ£^д^ТГнд р а,
Jlpичш_aa_lLaжaьш-йбJlp•OJ_цилин^pa ее прокл,адь1,а.£1ш£5£ущест-
^gPTPg на ДВе ИГЛЫ (1—3, 23—5, 21 — 7
и т. д.). расположенньтр ня 1хщт1вопол^н^1х ч^ окружно-
сти цилиндра. Исключение составляют толь1со"" пёЪвьш11£до"след-
обороты, на протяжении которых соединительная нить про-
кладывается только на одну иглу.^
По окончании прокладывания соединительной нити прокла-
дывается основная нить, из
(рис. 'd.b'Z.b). b перводЕфдду основная лить_Дл>о.к.ладь»а&тся
на четные иглы {2, 4, 6 а т. д.), не имеющие соединительной
нй?1Г"Во~в'то'ро.М.-йЯДУ. n..Da^aAbiB£HSi~HHTH осуществляется^да
все иглы (Четные и нечетные), несущие'на
петли из соедйнительной''и*лй 'основной нйт11."Т1осле j;_6pjii>i"Ba-
ния нёза'мкнутых петель на нить второго ряда мысок вяжется
обычным способом, н,а Строение петёль"послё затя-
гивания-соелидительной нити показ^Т-ца." РЙС. З.БИТВ.
Особенностью описываемого способа закрытия мыска явля-
ется зигзагообразное расположение соединительной нити на иг-
лах цилиндра. Затягивание соединительной нити для полного