Крюков А.В. Энергосбережение: Технологии, Приборы, Оборудование (Сборник научных трудов Иркутск)
Подождите немного. Документ загружается.

активного электропотребления на 44,7 %, к увеличению реактивного
электропотребления на 92 %, к росту потерь электроэнергии в тяговой сети
на 46,7 % (табл. 7.).
Таблица 7
Энергетические показатели расхода электроэнергии
на участке Рассоха–Слюдянка
Режим работы
электровозов
Расход энергии на ТП участка
Потери в тяговой
сети, кВт·ч
активной, кВт·ч реактивной, квар·ч
Без рекуперации 683378 456175 9646
С рекуперацией 472272 877472 14151
Кратность Уменьшение на 44,7 % Увеличение на 92 % Увеличение на 46,7%
В табл. 8 и 9 приведены экспериментальные средние и максимальные
значения величин токов гармоник электровоза для режимов тяги и
рекуперации. Величина токов высших гармоник приведена для двух
секций электровоза.
Таблица 8
Средние и максимальные значения токов высших гармоник, генерируемых
электровозом ВЛ85 с поездом массой 6800 тонн в режиме тяги
Параметр I
(3)
, А I
(5)
, А I
(7)
, А I
(9)
, А I
(11)
, А I
(13)
, А I
(15)
, А
Среднее
значение
27.10 12.31 7.36 3.72 2.33 1.78 1.76
Максимальное
значение
69.65 32.56 16.37 9.67 7.69 5.82 5.29
Примечание: общее время хода поезда по участку составило 101 минуту, из них 68
минут в режиме тяги и 33 минуты в режиме рекуперации.
Таблица 9
Средние и максимальные значения токов высших гармоник, генерируемых
электровозом ВЛ85 с поездом массой 6800 тонн в режиме рекуперации
Параметр I
(3)
, А I
(5)
, А I
(7)
, А I
(9)
, А I
(11)
, А I
(13)
, А I
(15)
, А
Среднее значение 14.49 4.93 3.88 3.01 2.03 2.05 1.85
Максимальное значение 21.40 9.64 8.44 5.38 5.00 4.82 4.26
Из табл. 7 и 8 видно, что величины токов 3 и 5 гармоник
существенно выше для режимов тяги, чем для режима рекуперации. Это
вызвано тем, что средний максимальный ток в режиме тяги больше, чем в
режиме рекуперации. Далее, с ростом порядка гармоники, разница в
уровнях токов снижается.
Таким образом, применение рекуперации приводит к увеличению
среднесуточных значений коэффициентов искажения синусоидальности
кривых тока и напряжения, а также их коэффициентов гармонических
составляющих.
Результаты расчёта уровней минимальных напряжения на
токоприемнике ЭПС приведены в табл. 10.
Таблица 10
61

Минимальные уровни напряжения на токоприемнике ЭПС, кВ
Межподстанционная
зона
С использованием
рекуперации
Без
рекуперации
Уменьшение
напряжения при
рекуперации
Рассоха–Подкаменная 24,49 25,41 0,92
Подкаменная–
Андриановская
23,81 24,27 0,46
Андриановская–
Ангасолка
25,39 26,40 1,01
Ангасолка–Слюдянка 22,84 25,16 2,32
Примечание: график движения пакетный, в четном направлении 6300 тонн с
интервалом 10 минут, в нечетном 3600 тонн с интервалом 8 минут.
На основании изложенного можно сделать следующие выводы.
1. Энергия рекуперации по результатам расчетов составила 35 % от
потребленной для нечётного и 45 % для чётного пути.
2. Реактивное электропотребление по результатам расчетов при
рекуперации увеличивается в 1,5...2 раза по сравнению с режимом тяги.
3. Расчетные потери электроэнергии при рекуперации увеличиваются
на 50 % по сравнению с режимом тяги.
4. По экспериментальным данным энергия рекуперации от
потребленной составила по чётному пути для первой поездки 25 %, второй
поездки 14 %, для третьей поездки 35 %.
5. Наименьшее напряжение на токоприёмнике электровоза в
межподстанционной зоне Ангасолка–Слюдянка в режиме рекуперации
уменьшилось на 2,32 кВ по сравнению с режимом тяги и составило 22,84
кВ.
6. Величины токов гармоник для режима тяги существенно больше,
чем для режима рекуперации. Это вызвано тем, что средний максимальный
ток в режиме тяги больше, чем в режиме рекуперации.
Заключение
1. За счет рекуперации достигается существенная экономия
электроэнергии. На ряде подстанций имеет место передача электроэнергии
нетяговым железнодорожным и нетранспортным районным потребителям.
По результатам опытных поездок с тяжеловесным поездом энергия
рекуперации составила при первой поездке 25 %, при второй поездке – 14
%, при третьей поездке – 35 %. По результатам расчётов энергия
рекуперации составила 35 % для нечётного и 45 % для чётного пути.
2. В режиме рекуперации увеличивается реактивное
электропотребление в 1,5...2 раза, на ту же величину возрастают потери в
тяговой сети.
62
3. В режиме рекуперации снижается напряжение на токоприемнике
ЭПС.
4. При рекуперации существенно увеличиваются коэффициенты
искажения синусоидальности кривой напряжения в сети внешнего
электроснабжения. Сочетание тяги и рекуперации может приводить как к
возрастанию, так и к снижению этих показателей, однако коэффициенты
искажения находятся на уровне режима рекуперации.
5. Для более эффективного анализа технологических потерь и
решения вопросов их уменьшения необходимо обеспечить современный
качественный учёт электроэнергии на электровозах.
6. Для межподстанционных зон с интенсивной рекуперацией
необходимо переходить на параллельную схему питания контактной сети.
7. Для компенсации реактивной мощности и уменьшения уровня
высших гармоник эффективно применение фильтрокомпенсирующих
устройств, изготавливаемых НИИЭФА-ЭНЕРГО. Их необходимо включать
на посту секционирования.
63

УДК 574
А.К. Халиуллин, Е.А. Руш, К.А. Пекарь
ЭНЕРГОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ ПРИ ЗАЩИТЕ
ОБЪЕКТОВ ОКРУЖАЮЩЕЙ СРЕДЫ В ЗОНЕ ДЕЙСТВИЯ
ПРЕДПРИЯТИЙ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Иркутская область насыщена предприятиями химии и нефтехимии,
большинство из которых расположены в зоне действия ВСЖД,
предприятия которой неизбежно подвергаются воздействию техногенных
факторов указанных производств. Так, переработка нефти Западно-
Сибирских месторождений, осуществляемая Ангарской нефтехимической
компанией, неизбежно связана с удалением серы из углеводородного
сырья. Образующийся при этом сероводород частично перерабатывается в
серную кислоту, а при малом содержании его в газовых потоках
(например, при пиролизе прямогонного бензина с получением этилена,
пропилена и бензола) поступает на щелочную абсорбцию с образованием
неутилизируемых сернистых щелоков, являющихся постоянным
источником загрязнения атмосферы.
В Иркутской области сосредоточены значительные мощности
производства хлорорганических продуктов, прежде всего винилхлорида
– 250 тыс. т/год («Саянскхимпласт») и эпихлоргидрина «Усольехимром» –
33 тыс. т/год. Производство указанных продуктов сопряжено с
образованием отходов (кубовых остатков), являющихся сложными
смесями хлорорганических продуктов и содержащих вещества второго
класса опасности. При этом выход отходов на 1 т целевого продукта
составляет 0.038 и 0.40 т для винилхлорида и эпихлоргидрина
соответственно. С учетом вышеуказанных мощностей производств
ежегодное количество отходов может достигать для винилхлорида 9.5 тыс. т,
а для эпихлоргидрина – 13.2 тыс. т.
В настоящее время отходы производства винилхлорида
закачиваются в подземную камеру отработанной солевой скважины
(небольшая часть сжигается), а отходы эпихлоргидрина полностью
поступают на огневое обезвреживание. Сжигание хлорорганических
веществ приводит к неизбежному загрязнению атмосферы хлористым
водородом (также возможно образование более токсичных продуктов:
хлора, фосгена и даже диоксинов). Так, при сжигании отходов
эпихлоргидрина ежегодный выброс только хлористого водорода составит
величину порядка 14 тыс. т. По данным Облкомприроды, это неизбежно
приводит к систематическому превышению нормативов содержания
хлористого водорода в воздухе г. Усолье-Сибирское и, соответственно, в
зоне действия предприятий ВСЖД.
64
В мировой и отечественной промышленной практике на сегодня
практически отсутствуют эффективные способы переработки
хлорорганических отходов. Ранее предприятия региона широко
использовали исчерпывающее хлорирование отходов (хлоролиз) с
образованием четыреххлористого углерода (ЧХУ). Так, в рамках ОАО
«Саянскхимпласт» действовала установка хлоролиза мощностью 35 тыс. т
ЧХУ в год. Этот процесс осуществлялся при температурах порядка 400 ºС
при давлении хлора 20 МПа, то есть отличался крайне высокой
энергоемкостью. Однако после присоединения нашей страны к
Монреальскому протоколу об охране озонового слоя атмосферы Земли
хлоролиз полностью утратил свое значение, так как и сам ЧХУ, и главные
продукты на его основе (фреон-11, фреон-12) попали под запрет
указанного документа.
Следует также отметить, что плазмохимический метод, на который
бывший Минхимпром СССР возлагал все надежды в плане переработки
хлорорганических отходов, заявляя с оптимизмом, что проблемы
хлорорганических отходов в нашей стране не существует, не получил
распространения на практике. Этот метод требует строго постоянного
состава перерабатываемых отходов, что далеко не выполняется в условиях
промышленного производства. Кроме того, плазмохимия является весьма
энергоемким процессом, а современные плазмотроны не отличаются
надежностью.
Нами предлагается процесс одновременной переработки отходов
промышленности хлорорганического синтеза и серосодержащих отходов
нефтехимии в полимерные продукты, которые могут быть использованы в
качестве сорбентов ртути, а также компонентов пластмасс и битумных
композиций для повышения качества указанных материалов.
В основу процесса положена реакция водного раствора
полисульфида натрия (преимущественно тетрасульфида) со смесью
хлорорганических соединений (кубовыми остатками производства
хлорорганических продуктов). В результате многокомпонентной
интерполиконденсации, протекающей на границе раздела фаз, образуется
серосодержащий полимерный продукт в виде порошка, гранул или
резиноподобной крошки. В качестве низкомолекулярного продукта
сополиконденсации образуется хлорид натрия.
Процесс переработки отходов включает следующие стадии:
приготовление осерняющего агента (раствора полисульфида натрия),
сополиконденсация хлорорганических отходов с полисульфидом натрия,
осаждение полимерного продукта в результате трехкратного разбавления
реакционной смеси водой и подкисления до pH 3-4, отделения полимера от
водной фазы на центрифуге или нутч-фильтре и сушку полимерного
продукта. Основные технологические параметры процесса переработки
отходов: температура 80–90 ºС, продолжительность 4–6 часов,
65
соотношение полисульфид натрия: хлорорганические отходы 20–30
моль/кг.
Предложено генерирование осерняющего реагента (полисульфид
натрия) производить взаимодействием технического сульфида натрия с
элементной (газовой) серой. В известных ранее работах для этих целей
использовали едкий натр (каустическую соду), что обуславливало
неизбежную потерю 25…50 % используемой серы вследствие образования
тиосульфата натрия, и, соответственно, увеличение количества солевых
стоков. Подавление образования тиосульфата натрия введением в
реакционную систему гидразингидрата – высоко токсичного (1-й класс
опасности) и дорогого продукта – приводило к существенному снижению
экологической безопасности, а также рентабельности процесса
переработки отходов. Замена едкого натра на технический сульфид натрия
позволяет исключить потери серы и, соответственно, поступление
тиосульфата натрия в солевые стоки при незначительном (5…7 %)
увеличении расходов на исходные реагенты.
Определены основные направления практического использования
образующихся полимерных продуктов: сорбенты ртути (и других тяжелых
металлов) из водных и газовых сред, компоненты пластмасс, повышающие
кислотостойкость и огнестойкость материалов, и добавки к битумам,
повышающие теплостойкость на 10–20 ºС .
Серосодержащие полимерные продукты существенно превосходят
по сорбционной емкости угольные сорбенты ртути, применяемые в
промышленной практике: 180…760 и до 100 мг/г соответственно.
Введение серосодержащего полимерного продукта в эпоксидные
компаунды позволяет снизить расход токсичного отвердителя
(полиэтиленполиамин) до полного исключения и повышает
кислотостойкость материала (25 %-ные растворы серной, соляной и
азотной кислот практически не изменяют прочностные характеристики
материала, в то время как указанные кислоты полностью разрушают
эпоксидное покрытие, не содержащее добавок).
Повышение теплостойкости нефтяных битумов традиционной
продувкой воздуха через расплав битума неизбежно сопровождается
повышением хрупкости битума. Введение 10…15 % серосодержащего
полимерного продукта в битум повышает теплостойкость материала на 20
ºС без увеличения хрупкости.
Таким образом, предлагаемый процесс отличается низкой
энергоемкостью, реализуется на обычном типовом химическом
оборудовании, отличается высокой технологической гибкостью, то есть
позволяет перерабатывать отходы различного состава при незначительной
корректировке технологических параметров процесса. Предлагаемый
способ может также быть использован для переработки отходов,
содержащих значимые количества хлорароматических производных, для
66
которых в настоящее время рекомендуется огневое обезвреживание с
помощью ракетных двигателей. В нашем случае достаточно использовать
небольшие количества (1…3 % от массы отходов) катализаторов
межфазного переноса, в качестве которых опробован ряд продуктов
отечественной промышленности.
Процесс переработки хлорорганических отходов может быть
использован на предприятиях области, где производятся хлорорганические
продукты (ООО «Усольехимпром» и ОАО «Саянскхимпласт). Кроме того,
при организации переработки отходов промышленности
хлорорганического синтеза в указанном процессе могут быть
переработаны накопленные запасы запрещенных в настоящее время
хлорорганических ядохимикатов. В качестве примера достаточно указать
хранившийся в течение 30 лет в музее деревянного зодчества (Тальцы)
пентахлорфенолят натрия (примерно 6 т). При разгерметизации
состарившейся упаковки возможно поступление этого продукта первого
класса опасности в Иркутское водохранилище, после чего водоснабжение
Иркутска окажется под угрозой.
67

УДК 621.316
А.П. Степанов, М.А. Степанов
КОНТРОЛЬ И УПРАВЛЕНИЕ ПРОЦЕССОМ ЭЛЕКТРОСВАРКИ
МЕТАЛЛОВ ДЛЯ СОЗДАНИЯ
ВЫСОКОТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Одним из способов энергосбережения в промышленности является
создание высокотехнологических процессов, позволяющих проводить
работы с меньшим браком и энергозатратами. При всём многообразии
способов и приемов электросварки металлов, им присущ общий
недостаток – это отсутствие обобщенной мгновенной оценки качества
электросварки непосредственно в ходе процесса электросварки. При
отклонении процесса электросварки металлов от заданного оптимального
качество проведенной электросварки будет снижаться по сравнению с
эталонным. При этом возникает вопрос: «Зачем продолжать процесс
дальше, если после окончания такой электросварки будет брак?». В
настоящее время ответ на этот вопрос в основном зависит от
электросварщика, от его квалификации, добросовестности и других
факторов.
В настоящее время главным диагностическим приемом проверки
качества электросварки металлов является проверка швов после их
получения, что при больших объемах и продолжительности сварочных
работ приводит к существенным материальным и временным затратам.
Практика выбора и реализации режимов электросварки учитывает в
каждом частном случае различные формы сочетания характерных
параметров процесса (длина дуги, форма и сила тока, марка и диаметр
электрода и т. п.), в основе выбора которых лежит богатый опыт
выполнения сварочных работ с участием различных материалов [1].
Нами в соавторстве был получен патент на изобретение «Способ
контроля и управления процессом электросварки» № 2319586 РФ от 20
марта 2008 г., который позволяет мгновенно осуществить интегральную
оценку качества процесса электросварки, что дает возможность управлять
процессом электросварки в реальном масштабе времени. Сущность
способа заключается в использовании способности частотного спектра
электрического тока электросварки интегрально характеризовать
плазменный процесс электросварки. Нормальный процесс электросварки
металлов вытекает из цели достижения требуемого качества сварки,
следовательно, обобщенная оценка процесса электросварки однозначно
связана с качеством сварки. Сварочный ток и напряжение дуги,
образованной любым сварочным источником питания, электродом и
свариваемым металлом связаны между собой нелинейной вольт-амперной
характеристикой (ВАХ), присущей только этой дуге. Следовательно, по
68
ВАХ дуги можно судить о состоянии дуги. При разных условиях
электросварки рабочая точка находится на соответствующих участках
ВАХ. Подавая на электрод, например, синусоидальное напряжение, ток
электросварки будет несинусоидальным в силу нелинейности ВАХ,
следовательно, в его спектре появляются высшие гармоники, зависящие от
положения рабочей точки на ВАХ дуги. Для достижения требуемого
качества электросварки материалов необходимо создать и выдерживать
определенный процесс электросварки. К этому стремятся производители
сварочного оборудования, а также система подготовки персонала. При
заданном источнике питания, электроде и материале, длины дуги,
величины тока сварки выбранный требуемый процесс сварки будет
характеризоваться своей рабочей точкой на ВАХ и, следовательно,
соответствующим спектром тока. Из полученного спектра тока исключаем
гармоники, связанные с источником питания. Оставшиеся гармоники
будут характеризовать данную дугу и, следовательно, процесс
электросварки, обеспечивающий требуемое качество электросварки.
Проводя эталонные процессы электросварки и запоминая спектры
процессов, обеспечивающих требуемое качество, создается база эталонных
спектров для каждого сварочного источника питания. Эталонный спектр в
дальнейшем используется как образец выбранного процесса
электросварки, отклонения от которого позволяют контролировать
реальный процесс и вносить соответствующие управляющие воздействия
для уменьшения рассогласования между эталонным и реальным спектрами
сварочного тока, в целях приближения реального процесса электросварки
к эталонному. Современная цифровая аппаратура и вычислительная
техника позволяют практически мгновенно снимать и обрабатывать
информацию о форме кривой сварочного тока, в частности, получать
спектр, показывать его на экране мониторов, вырабатывать и
реализовывать управляющие воздействия. Во временном процессе
электросварки при съеме и обработки информации соблюдается теорема
Котельникова, поэтому можно говорить о практически мгновенной оценке
процесса электросварки, что позволяет контролировать процесс
электросварки, образовывать обратные связи для регулирования,
например, изменять длину сварочной дуги, силу и форму сигнала тока.
Покажем примеры на основе проведенных экспериментов с
использованием типовых сварочных аппаратов для ручной дуговой сварки
металлов марки ВДМ1001 (постоянный ток), марки ТД 300 (переменный
ток), марки Cadu (производство фирмы ESAB, импульсный ток) и
цифрового двухканального осциллографа марки DSO 3202A (производство
фирмы Agilent Technologies) для снятия кривых тока электросварки и
падения напряжения на дуге с мгновенным получением их спектров.
Результаты экспериментов приведены на рис. 1...9.
69
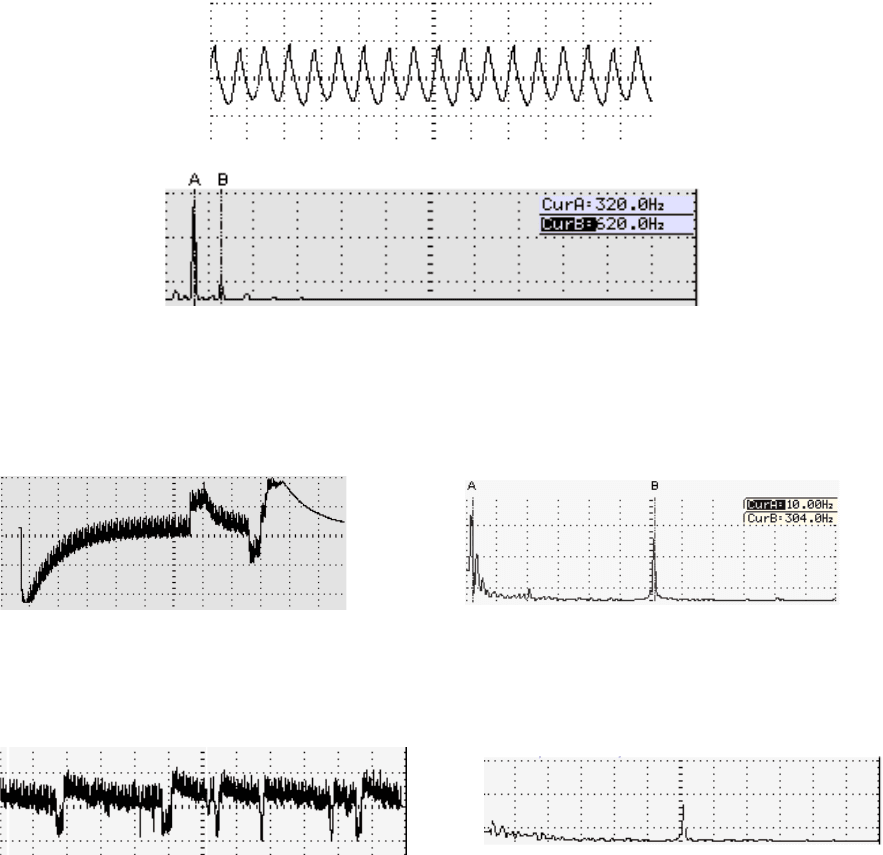
Сварка постоянным током (выходное напряжение с трансформатора
выпрямляется и подается на электрод через балластное сопротивление),
рис. 1...3. При коротком замыкании электрода на металл (без образования
дуги) спектр тока характеризует источник питания, рис. 1. При
дальнейшем анализе этот спектр будем исключать из спектра тока
электросварки. При тех же начальных условиях, сравнивая работу двух
сварщиков (с малым опытом работы, рис. 2, и с большим опытом работы,
рис. 3) по спектрам тока видно, что у обоих сварщиков появились
колебания с наименьшей частотой около 10 Гц (маркер А), связанные с
колебаниями их электродов. Кроме того, у сварщика с малым опытом
работы доля высших гармоник значительно больше, чем у опытного
сварщика. Отсюда видно, что колебание длины дуги находит отражение в
спектре сварочного тока. Если спектр опытного сварщика принять за
эталонный (рис. 3), то, сравнивая его со спектром (рис. 2), можно судить о
качестве процесса сварки, в частности о качестве шва.
а) ось X – 5 мс/дел; ось Y – 10 В/дел
б) ось Х – 500 Гц/дел; ось Y – 2 В/дел
Рис. 1. Источник питания для сварки постоянным током. Короткое
замыкание источника питания, электрод марки МРЗ диаметром 4 мм, ток 125 А:
а) осциллограмма напряжения, пропорционального току короткого замыкания
источника питания; б) спектр тока короткого замыкания
а) ось X: 50 мс/дел; ось Y: 20 В/дел
б) ось Х: 50 Гц/дел; ось Y: 4 В/дел
Рис. 2. Источник питания для сварки постоянным током. Сварщик с малым
опытом работы. Режим сварки, электрод марки МРЗ диаметром 4 мм, ток 125 А:
а) осциллограмма напряжения, пропорционального току дуги электросварки;
б) спектр тока дуги электросварки
а) ось X: 50 мс/дел; ось Y: 20 В/дел
б) ось Х: 50 Гц/дел; ось Y: 4 В/дел
70