Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и спецификация
Подождите немного. Документ загружается.

Красильников А.Я., Лапшина С.Н.
Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 11 из 59
4.2. Определяем наибольшие, наименьшие предельные размеры и допус-
ки размеров деталей, входящих в соединение.
4.2.1. Определяем наибольший, наименьший предельные размеры и до-
пуск размера отверстия.
Максимальный диаметр отверстия
D
макс
= D
н
+ ES = 42 + (-0,021) = 42 – 0,021 = 41,979 мм.
Минимальный диаметр отверстия
D
мин
= D
н
+ EI = 42 + (-0,037) = 42 – 0,037 = 41,963 мм.
Допуск размера отверстия (рассчитывается по двум формулам):
TD = D
макс
- D
мин
= 41,979 – 42,963 = 0,016 мм;
TD = ES – EI = -0,021 – (-0,037) = -0,021 + 0,037 = 0,016 мм.
4.2.2. Определяем наибольший, наименьший предельные размеры и до-
пуск размера вала
.
Максимальный диаметр вала
d
макс
= d
н
+ es = 42 + 0 = 42 мм.
Минимальный диаметр вала
d
мин
= d
н
+ ei = 42 + (-0,011) = 42 – 0,011 = 41,989 мм.
Допуск размера вала (рассчитывается по двум формулам):
Td = d
макс
- d
мин
= 42 - 42,989 = 0,011 мм;
Td = es – ei = 0 – (-0,011) = 0 + 0,011 = 0,011 мм.
Красильников А.Я., Лапшина С.Н.
Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 12 из 59
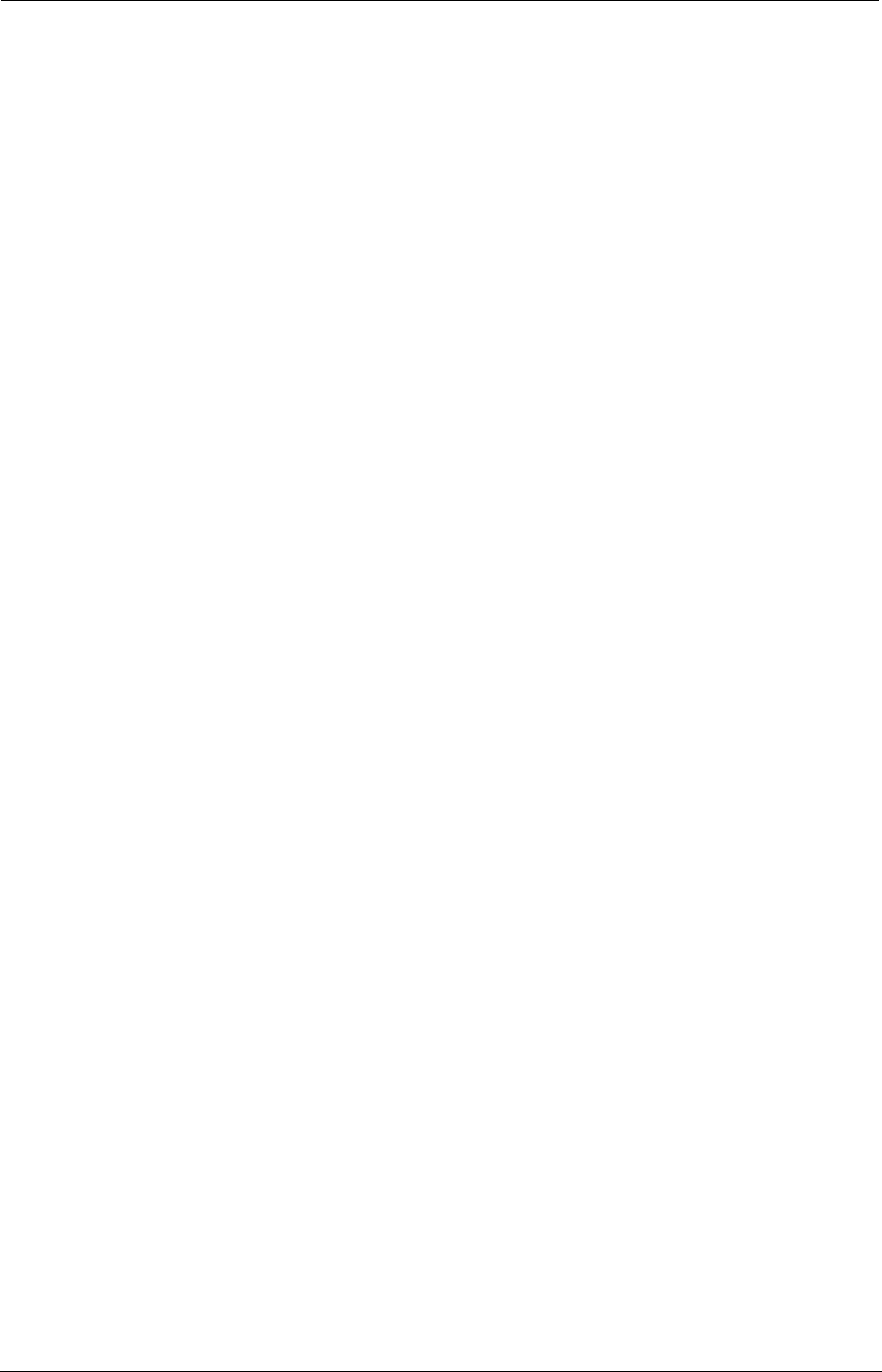
4.3. Строим схему расположения полей допусков деталей, входящих в
соединение.
4.4. Определяем наибольший, наименьший, средний натяги и допуск по-
садки.
4.4.1. Определяем наибольший натяг (по двум формулам):
N
макс
= d
макс
- D
мин
= 42 – 41,963 = 0,037 мм;
N
макс
= es – EI = 0 – (-0,037) = 0 + 0,037 = 0,037 мм.
4.4.2. Определяем наименьший натяг (по двум формулам):
N
мин
= d
мин
- D
макс
= 41,989 - 41,979 = 0,01 мм;
N
мин
= ei – ES = (-0,011) – (-0,021) = -0,011 + 0,021 = 0,01 мм.
4.4.3. Определяем средний натяг посадки
0,0235
2
0,010,037
2
NN
N
минмакс
ср
=
+
=
+
= мм.
4.4.4. Определяем допуск посадки (по двум формулам):
TN = N
макс
- N
мин
= 0,037– 0,01 = 0,027 мм;
TN = TD + Td = 0,016 + 0,011 = 0,027 мм.
5. Полученные данные заносим в таблицу.
0
Посадка с натягом в системе вала
-0
,
011
+
0
_
Вал
Отв.
-0,021
-0,037
N
мин
N
макс
D
н
= d
н
Красильников А.Я., Лапшина С.Н.
Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 13 из 59
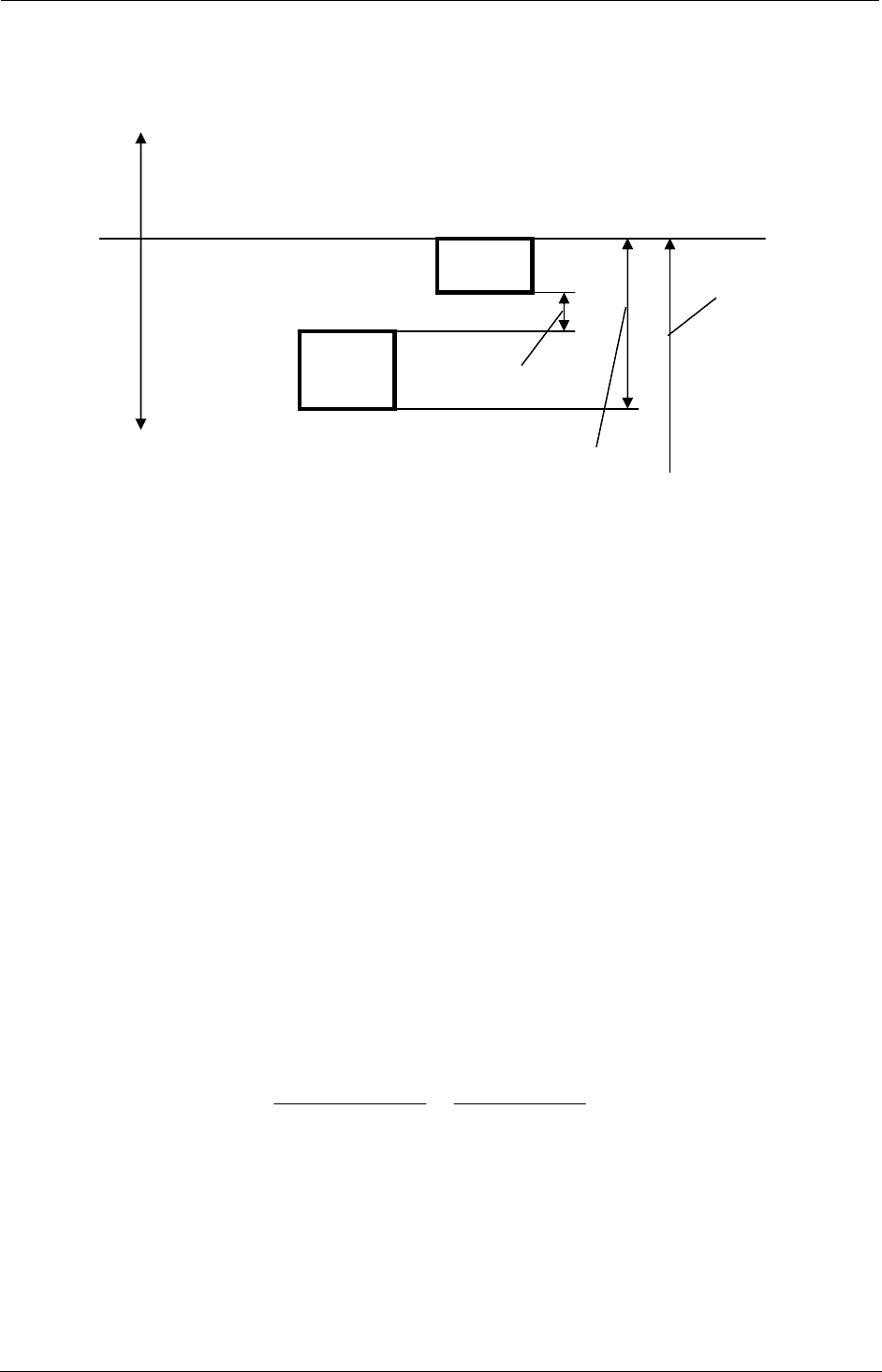
6. Выполняем эскиз соединения Ø42P6/h5.
7. Назначить средства контроля (измерения) размеров деталей, входящих
в соединение Ø42P6/h5.
Считаем, что детали, входящие в данное соединение, изготавливаются в
мелкосерийном производстве. Контроль диаметрального размера вала осу-
ществляется рычажной скобой с ценой деления измеряемой шкалы 0,002 мм.
Контроль внутреннего диаметра втулки производится индикаторным нутро-
мером с рычажно-зубчатой измерительной головкой с ценой деления
шкалы
0,001 мм.
)h5(
)P6(
42
0,011
0,021
0,037
−
−
−
∅
)42P6(
0,021
0,037
−
−
∅
)42h5(
0,011−
∅
Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 14 из 59
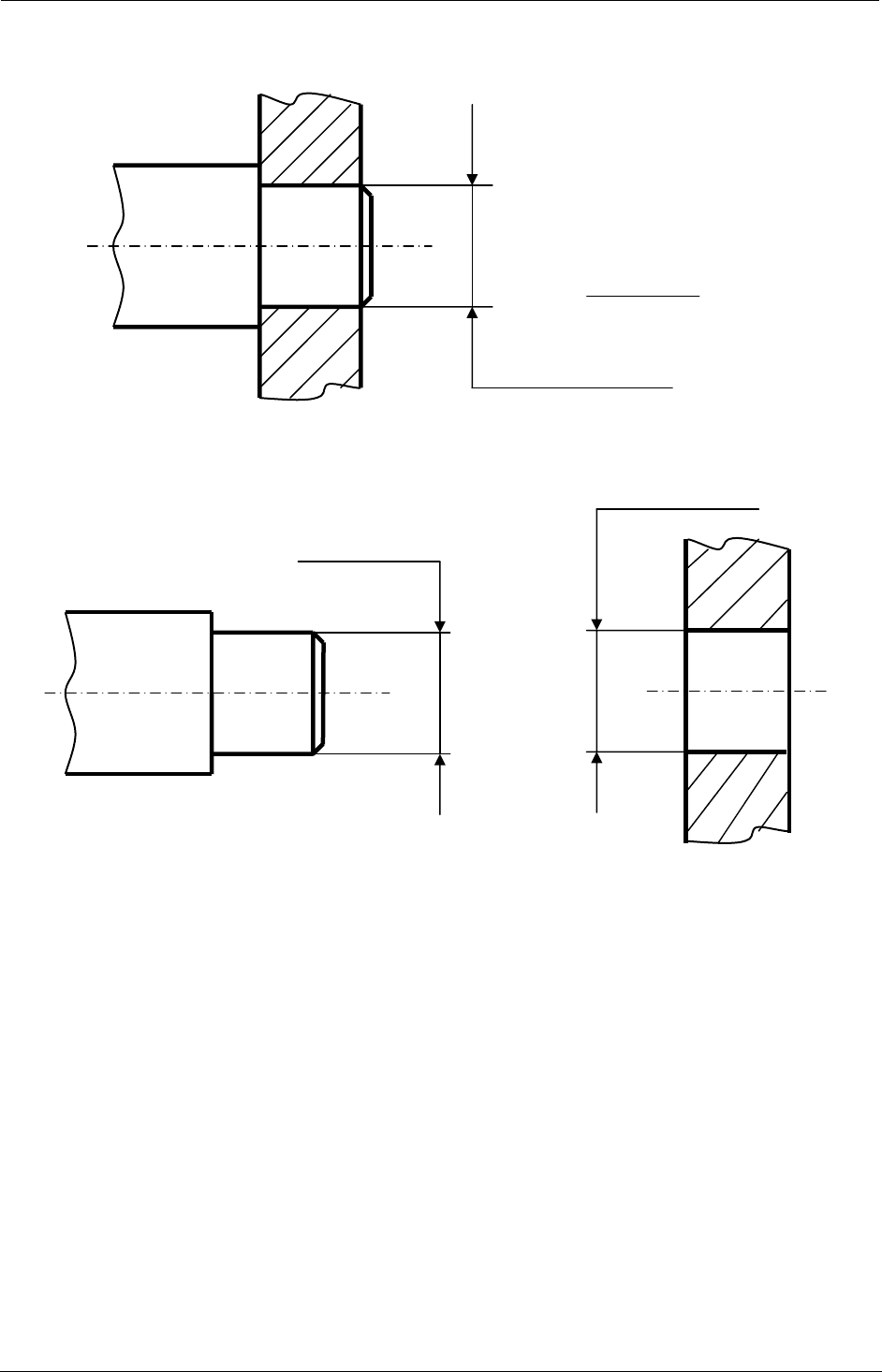
Основные результаты расчетов
(размеры в мм)
Зазоры S Натяги N
Посадка
D
макс
D
мин
TD
d
макс
d
мин
Td
макс. мин. средн. макс. мин. средн.
Допуск, по-
садка
Ø105H7/f7
105,035
105,0
0,035
104,964
104,929
0,035
0,106 0,036 0,071 - - -
0,07,
с зазором
Ø48H6/n6
48,016
48,0
0,016
48,033
48,017
0,016
- - - 0,033 0,001 0,017
0,032,
с натягом
Ø6Н6/k5
6,008
6,0
0,008
6,006
6,001
0,005
0,007 - - 0,006 - -
0,013,
переходная
Ø42P6/h5
41,979
41,963
0,016
42,0
41,989
0,011
- - - 0,01 0,037 0,0235
0,027,
с натягом

Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 15 из 59
2. ФОРМА И РАСПОЛОЖЕНИЕ ПОВЕРХНОСТЕЙ
Задание выполняется в соответствии с вариантом, приведенным в [1, с.11-15].
1. Вычертить эскиз детали с указанием на заданных поверхностях (поверх-
ности а (d = 30 мм) и в (d
1
= 90 мм) вариант № 42) обозначений отклонений
формы и расположения поверхностей.
2. Охарактеризовать заданные поверхности.
2.1. Поверхность а - открытая наружная цилиндрическая поверхность диа-
метром 30 мм.
2.2. Поверхность в – открытая наружная торцевая поверхность в виде
кольца размерами
3090 ∅×∅
мм (принимаем внутренний диаметр кольца торце-
вой поверхности равным d).
3. Расшифровать обозначения отклонений формы и расположения задан-
ных поверхностей, в том числе указать размерность числовых отклонений.
Б Б - Б
Б
0
,
12 А
0
,
016
а
в
Ø30
Ø90
А
Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 16 из 59
3.1.
3.2.
4. По допуску формы или расположения установить степень точности.
4.1. Номинальный размер цилиндрической поверхности а (d = 30 мм) по-
падает в интервал размеров «Св. 18 до 30» [2, с. 427 табл. 2.18], а допуск круг-
лости, равный 0,016 мм (16 мкм) соответствует 8 степени точности.
4.2. Допуск торцевого биения определяется по наибольшему диаметру
торцевой поверхности или
диаметру, на котором задается допуск торцевого
биения.
Наибольший диаметр торцевой поверхности в, на котором задается допуск
торцевого биения, равен 90 мм. Данный номинальный размер попадает в интер-
вал номинальных размеров «Св. 63 до 100 мм» [2, с. 450, табл. 2.28], допуск
торцевого биения, равный 0,12 мм (120 мкм), соответствует 11 степени точно-
сти.
0,016
- отклонение от круглости цилиндрической по-
верхности диаметром 30 мм (допуск формы) по
всей длине не должно превышать 0,016 мм [2, с.
0,1
А
- торцевое биение поверхности (суммарный
допуск формы и расположения), на кото-
рую указывает стрелка не должно превы-
шать 0,12 мм относительно базовой оси А
[2, с. 385].
Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 17 из 59
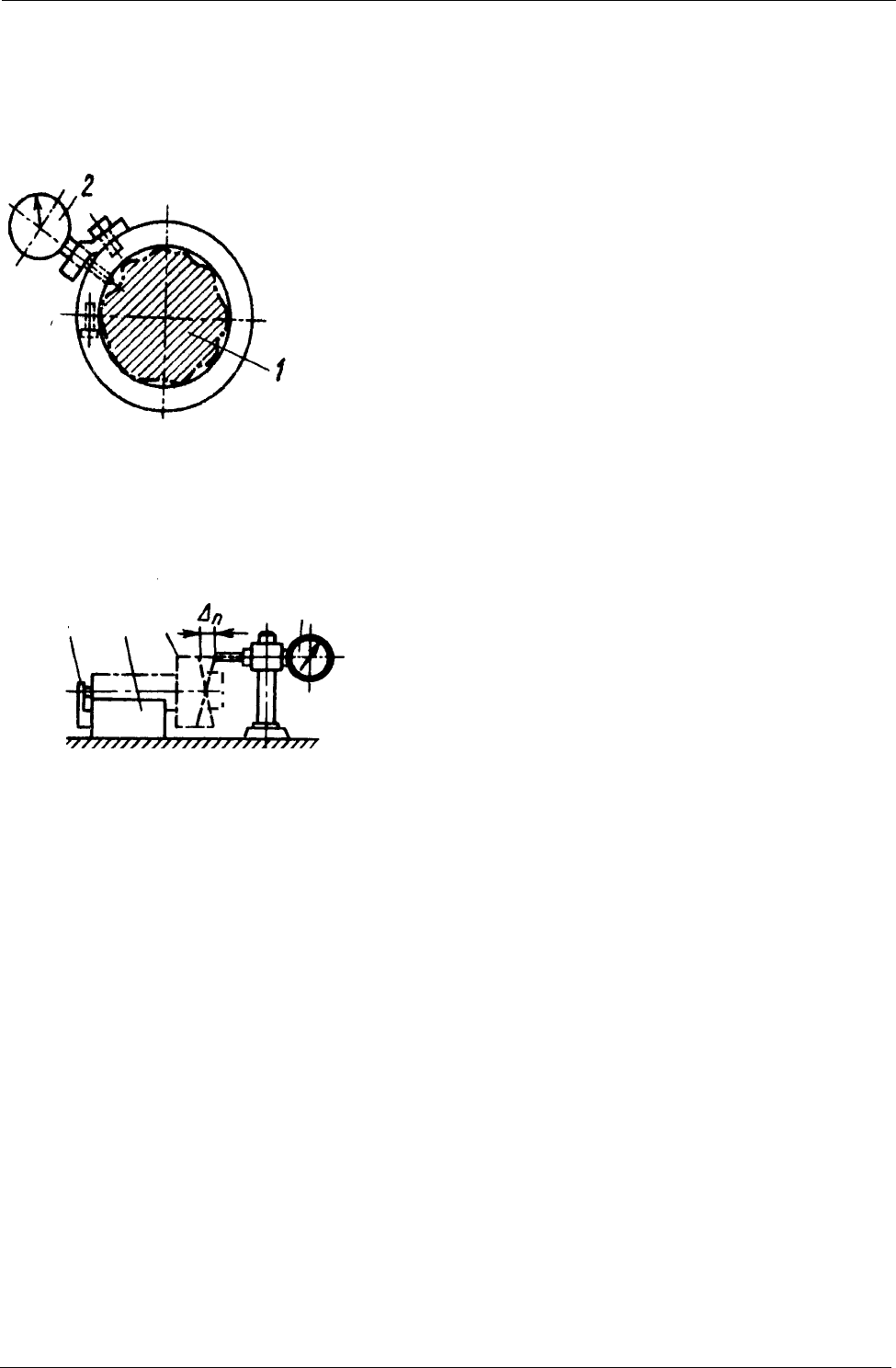
5. Изобразить схемы измерения отклонений.
5.1. Схема измерения отклонений от круглости цилиндрической поверхно-
сти а [2, с. 432].
5.2. Схема измерения торцевого биения поверхности в [2, с. 464].
1 – проверяемая деталь,
2 – измерительная головка с регулируемым
кольцом
.
1 – упор; 2 – призма;
3 – проверяемая деталь;
4 - изме
р
ительная головка
Примечание. Задания 6 – 8 в соответствии с
требованиями индивидуальных заданий
[1, с. 11] выполнять не надо.
1 2 3
4

Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 18 из 59
3. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Задание выполняется в соответствии с вариантом, приведенным в [1, с.16-19].
1. Вычертить эскиз детали с указанием заданных обозначений шероховато-
сти поверхностей (поверхности 1 и 2 вариант № 3).
Старое обозначение шероховатости Новое обозначение шероховатости
2. Охарактеризовать заданные поверхности (поверхности 1 и 2).
1 – внутренняя (полуоткрытая) цилиндрическая поверхность.
2 – поверхность впадин
зубьев зубчатого колеса, часть открытой цилинд-
рической поверхности.
3. Расшифровать обозначение шероховатости поверхностей и в том числе
указать размерность числового значения шероховатости [2, с. 547, табл. 2.61].
0
,
4
Rz50
2
1
Ra0
,
4
1
2
Rz50
Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 19 из 59
3.1.
0,4
3.2.
Rz50
4. Указать: предпочтительные или нет числовые значения шероховатости
поверхностей [2, с. 544, табл. 2.59].
- знак соответствует конструкторскому требованию, чтобы поверх-
ность была образована удалением слоя материала, например, точе-
нием, шлифованием, полированием и т. д.
0,4
Ra0,4
- новое обозначение шероховатости
- буквенное обозначение параметра не указано, значит, числовое зна-
чение относится к параметру Ra (среднее арифметическое абсолют-
ных значений отклонений профиля в пределах базовой длины). Зна-
чение параметра Ra = 0,4 указывается в мкм, т.е. высота неровностей
профиля поверхности 1 не должна превышать 0,4 мкм.
- знак соответствует конструкторскому требованию, чтобы поверх-
ность была образована удалением слоя материала, например, точени-
ем, шлифованием, полированием и т. д.
- буквенное обозначение параметра Rz (сумма средних арифметиче-
ских абсолютных отклонений точек пяти наибольших максимумов и
пяти наибольших минимумов, находящихся в пределах базовой дли-
ны). Значение параметра Rz = 50 указывается в мкм, т.е. высота не-
ровностей профиля поверхности 2 не должна превышать 50 мкм.
Rz50
- новое обозначение шероховатости

Красильников А.Я., Лапшина С.Н. Метрология, стандартизация и сертификация
ГОУ ВПО УГТУ-УПИ – 2005
Стр. 20 из 59
4.1. Ra = 0,4 мкм – согласно справочнику [2, с. 544] числовое значение ше-
роховатости обведено рамкой, значит, параметр Ra = 0,4 мкм предпочтитель-
ный.
4.2. Rz = 50 мкм – согласно справочнику [2, с. 544] числовое значение ше-
роховатости обведено рамкой, значит, параметр Rz = 50 мкм предпочтитель-
ный.
Примечание. В случае если заданное значение параметра шероховатости не обведено рам-
кой, значит, оно непредпочтительно, необходимо выбрать значение параметра предпочти-
тельное, т.е. взять ближайшее меньшее значение параметра шероховатости, находящееся в
рамке.
5. Указать метод обработки для получения шероховатости заданных по-
верхностей
.
5.1. Поверхность 1. Так как данная поверхность имеет цилиндрическую
форму (внутренняя цилиндрическая поверхность), то она может быть получена
тонким (алмазным) точением на токарном станке или тонким шлифованием на
круглошлифовальном станке [3, с. 116, табл. 25].
5.2. Поверхность 2. Так как данная поверхность является поверхностью
впадин зубьев зубчатого колеса, то она может быть получена получистовым зу-
бофрезерованием на
зубофрезерном станке [4, с. 95, 342].
6. Назначить и описать метод и средства для контроля (измерения) шеро-
ховатости поверхностей
.
6.1. Контроль шероховатости поверхности 1 производится количествен-
ным методом (тип производства детали – мелкосерийное производство, размер
внутреннего диаметра поверхности 1 принимаем равным 30 мм). При использо-
вании количественного метода измеряют значение параметров шероховатости с
помощью различных приборов. Средство контроля поверхности 1 – профило-
метр (прибор для определения числовых значений Ra) мод. 283. Принцип дей-
ствия прибора основан на преобразовании
колебаний иглы (алмазная игла,
установленная на щупе) с помощью механотронного преобразователя. Игла