Koren Y. The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems
Подождите немного. Документ загружается.

Nevertheless, to have a more realistic estimate of the system reliability, we have to
know the average MTBF (mean time between failures of the machine) and the MTTR
(the mean time to repair the machine failure). The expected throughput of a single
isolated machine is proportional to the machine reliability R that is calculated by
R ¼ MTBF=ðMTBF þ MTTRÞð10:10Þ
where both machine breakdowns and machine repairs occur at random.
For example, if all machines in a synchronous serial line have the same reliability
R ¼ 0.9, and the line does not have buffers, the system reliability (i.e., % throughput)
as a function of the number of machines in the line N is given in the table below.
N ¼ 1 N ¼ 2 N ¼ 3 N ¼ 4 N ¼ 5 N ¼ 6 N ¼ 7 N ¼ 8 N ¼ 9
0.9 0.81 0.73 0.66 0.59 0.53 0.48 0.43 0.39
With six (6) machines, for example, the theoretical system throughput is only 53%.
Asynchronous serial lines throughput is higher than in the table above, and depends
not only on the ratio MTBF/MTTR but also on the ratio between the cycle time (CT)
and MTBF. The line throughput values were calculated by the ERC/RMS software
PAMS for a perfectly balanced line (and no buffers) for a cycle time CT ¼ 10 minutes,
and are given in the table below.
MTBF MTTR N ¼ 1 N ¼ 2 N ¼ 3 N ¼ 4 N ¼ 5 N ¼ 6 N ¼ 7 N ¼ 8 N ¼ 9
0.9 0.1 0.9 0.893 0.890 0.888 0.887 0.886 0.886 0.885 0.885
9 1 0.9 0.859 0.835 0.820 0.810 0.803 0.797 0.793 0.790
90 10 0.9 0.826 0.767 0.721 0.683 0.651 0.625 0.604 0.585
900 100 0.9 0.819 0.751 0.696 0.645 0.606 0.570 0.539 0.511
The reason for the different values in the two tables is that in the asynchronous
line when one machine fails the other machin es in the line continue to operate, and the
line operation does not stop completely, as assumed by Eq. (10.9). Even when a
machine completed the task it holds the part, so it is acting as a temporary buffer,
which increases the practical throughput of the line. When MTBF CT, the results
are closer to those obtained by Eq. (10.9).
The parallel system expected throughput is obtained by adding the weighted
reliabilities of the two machines:
EP½¼1
.
R
1
R
2
þ 0:5
.
R
1
1R
2
ðÞþ0:5
.
R
2
1R
1
ðÞ
þ 0
.
1R
1
ðÞ1R
2
ðÞ¼0:5R
1
þ 0:5R
2
ð10:11Þ
IMPACT OF CONFIGURATION ON PERFORMANCE 271
For three machines in parallel the equation is R
1
/3 þ R
2
/3 þ R
3
/3. Similar
equations are valid for multiple machines in parallel.
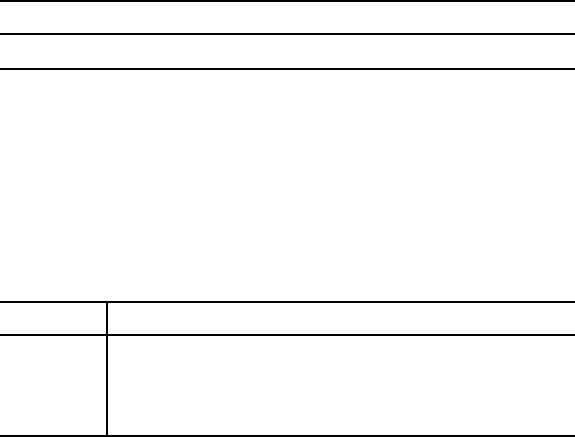
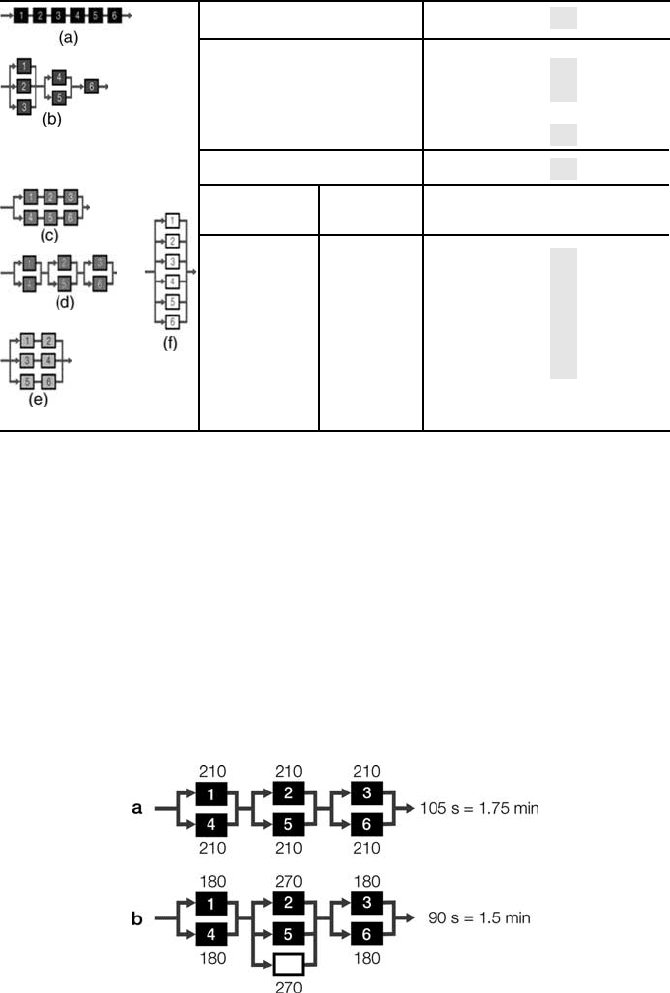
Based on the above table, for R ¼ 0.9, the expected throughput of the six
configurations in Figure 10.19 was calculated and is given in Figure 10.22 (the
method of calculating the throughput of configuration d, 0.74, is explained below).
10.5.2.1 Calculating the E xpected Throughput In Configurations With Cross-
over Calculating the expected throughput in configurations with crossover requires
building a binary map with all the possible cases. We will show one example of
calculating the expected throughput of the crossover configuration in Figure 10.23.
Each machine can be either up (Up) or down (blank in the table below). For four
machines there are 2
4
¼ 16 states. The probabilities and the expected throughputs
are in the table below. Note that if machines I and III are both down, or if m achines
II and IV are both down, the system output is 0 (namely, zero expected throughput,
E[P]).
I II III IV Probability Exp. Throughput
Up Up Up Up R
1
R
1
R
2
R
2
1
Up Up Up R
1
R
2
R
1
(1 R
2
) 0.5
Up Up Up R
1
R
2
(1 R
1
)R
2
0.5
Up Up R
1
R
2
(1 R
1
)(1 R
2
) 0.5
Up Up Up R
1
(1 R
2
)R
1
R
2
0.5
Up Up 0
Up Up R
1
(1 R
2
)(1 R
1
)R
2
0.5
Up 0
Up Up Up (1 R
1
)R
2
R
1
R
2
0.5
Up Up (1 R
1
)R
2
R
1
(1 R
2
) 0.5
Up Up 0
Up 0
Up Up (1 R
1
)(1 R
2
)R
1
R
2
0.5
Up 0
Up 0
0
Figure 10.22 The expected throughput of the configurations in Figure 10.19.
272
SYSTEM CONFIGURATION ANALYSIS
E½P¼R
1
R
1
R
2
R
2
þ 0:5fR
1
R
2
R
1
ð1R
2
ÞþR
1
R
2
ð1R
1
ÞR
2
þ R
1
R
2
ð1R
1
Þð1R
2
ÞþR
1
ð1R
2
ÞR
1
R
2
þð1R
1
ÞR
2
R
1
R
2
þð1R
1
Þð1R
2
ÞR
1
R
2
þ R
1
ð1R
2
Þð1R
1
ÞR
2
þð1R
1
ÞR
2
R
1
ð1R
2
Þg ¼ R
1
.
R
2
þ R
1
.
R
2
.
ð1R
1
Þð1R
2
Þ
The productivity gain by using the crossover is {R
1
.
R
2
.
(1 R
1
)(1 R
2
)}.For
R ¼ 0.9 the gain is 0.0081; for R ¼ 0.6 the gain is 0.05764.
To calculate the crossover gain there is no need to calculate the whole table; it is
enough to calculate only the terms that contribute to the throughput gain, and add them
to a calculation performed by using Eqs (10.9) and (10.11).
10.5.3 Comparison of Assembly Systems
Automobile underbodies are assembled by welding operations. The assembly process
is as follows: (1) Incoming parts are located using a fixture. (2) Clamps force two parts
together; then they are welded in specified locations. (3) Once the welds have been
made, the clamps are released and the part springs back.
Traditional assembly systems for automotive underbodies have been designed
using serial lines. Each station in the line carries out some welds, and the part is sent to
the next station where addi tional welds are done, and so on until completion.
However, advancements in controls have allowed for the implementation of alter-
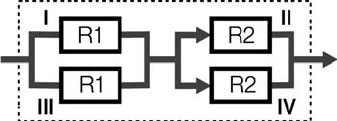
native system configurations. Hu and Stecke
5
conducted a thorough comparison of
four assembly systems, each composed of four stations: a serial line, a system with
four stations in parallel, two parallel lines (two stations in each line), and an RMS
configuration (Figure 10.23). The comparison was done for (1) expected relative
throughput (i.e., productivity) and (2) quality, which was defined as dimensional
accuracy. For the productivity analysis, the reliabilities of the four stations were
assumed to be RA ¼ 0.95, RB ¼ 0.90, RC ¼ 0.93, and RD ¼ 0.98. They found that the
traditional serial assembly line has the worst performance for both productivity and
quality. By contrast, the parallel configuration almost always produced a lower mean
deviation than the serial line, but at the cost of higher six-sigma variation (see
Figure 10.21). The numerical results of the comparison are shown in Table 10.3.
In each column in Table 10.3 we highlighted the best and second best performers.
The results clearly show that serial system of four stations connected in series has by
far the lowest throughput. When the four stations are in parallel, the throughput is the
Figure 10.23 Configuration with crossover connection.
IMPACT OF CONFIGURATION ON PERFORMANCE 273
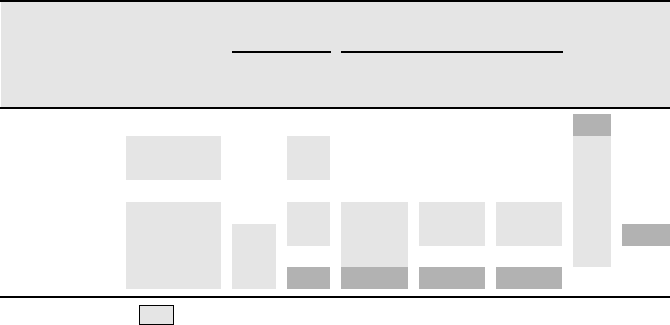
TABLE 10.3 Performance of Four Configurations
Quality
System
Configuration
Station
Complexity
Relative
Throughput
Mean
Deviation (mm)
6 Sigma of
Audited Point (mm)
Serial Low 0.779 18.40 56.68
Parallel High 0.940 14.40 59.97
Parallel lines Medium 0.884 15.85 55.36
RMS configuration Medium 0.886 14.84 55.45
highest. The RMS configuration has a slightly higher throughput than the two parallel-
line configuration. In general, the greater the number of possible material flow paths a
system has, the greater its throughput. For example, a serial system has only one flow
path, so the system shuts down if only one machine fails. A parallel-line system offers
much more redundancy than a serial system, and therefore exhibits a great increase in
throughput. The RMS configuration has four flow paths and yields improved
throughput.
Nevertheless, in the parallel configuration all the assembly tasks must be done at
each station. When assembling a complex product, the number of tools and number of
components to be assembled is large, the process becomes too complex, and typically
it is impossible to ever act ually reach the theoretical maximum throughput.
10.5.4 Capacity Scalability
To adapt to fluctuations in product demand, capacity must be adjusted quickly and
cost-effectively. Capacity scalability is the ability to rapidly adjust the production
capacity of a system in discrete steps. Even though a system will be reconfigured many
times, the initial configuration has a profound effect on the system’s adjustment step-
size and its cost. For example, if a serial line (Fig. 10.19a) needs to increase its
production capacity to satisfy market demand, an entire new line has to be added. The
step-size of this addition exactly doubl es the production capacity of the system. This
addition will be expensive, since there is no guarantee that the extra capacity will ever
be fully utilized, risking a substantial financial loss.
System scalability was defined in Chapter 6 as
System scalabili ty ¼ 100 smallest incremental capacity in percentage
Scalability is indicated as the capacity increment by which the system can be
adjusted to meet new market demand. The serial line has a minimum production
capacity increment of 100% of the system; we define it as scalability ¼ 100 100
¼ 0%. The configuration in Figure 10.19c has a scalability of 50% and that of
Fig. 10.19e has a scalability of 67%.
The smallest adjustment steps can be done when the original system is purely
parallel (e.g., Figure 10.19f). However, the initial cost of a parallel system is the
highest. In parallel configurations each machine must duplicate all operations on the
product, and therefore each machine must have more tools and be able to perform
274 SYSTEM CONFIGURATION ANALYSIS
more functions. As a result, the cost per additional volume increment is the highe st
with parallel configurations.
The configuration depicted in Fig. 10.19e (two stages; three machines per stage)
might be a com promise. In this case, for example, if a product requires machining on
both the upper and side surfaces, Machines 1,3, and 5 might be three-axis vertical
milling machines, and Machines 2, 4, and 6 might be three-axis horizontal milling
machines. Conversely, in a parallel system, all six mac hines in Fig. 10.19f must be
five-axis milling machines—a system that is much more expensive. The drawback
of the syst em in Fig. 10.17e is that capacity scalability must be performed in steps of
33.3% rather than steps of 16.6% as with the parallel configuration.
The steps of adding capacity in the configurations of Figures 10.19c and 10.19d are
even bigger—50%. Figure 10.19b represents a case in which the steps are unequal: an
additional 33.3% capacity requires three machines of type 1, 4, and 6; but the next
additional increase of 16.6% requires adding only one machine of type 1, and so that
increment is not expensive. This configuration might best be applied in cases where
Machine 6 performs a brief but specialized operation such as laser welding.
Of course, theoretically, the manufacturer can always add one machine in parallel
(a machine that does the whole part processing), to any existing configuration; making
the addition an equal match for all configurations. However, this is not recommended
in practice, since integration of an exceptional and complex machine into a system
that does not otherwise include such machines increases the integration and main-
tenance costs, and may cause problems in achieving the required part quality.
To compare the six configurations in Figure 10.19, we made cost assumptions
summarized in Table 10.4, where the base cost of the machines are all the same,
$100,000. But because of the different number of operations required with each
machine, the tool magazine capacity and the tooling cost are varied. When we add the
scalability cost and its smallest possible increments into the calculation, it becomes
evident that Configuration d is preferred. (We have not done scalability analysis for
Configuration b because it is a special case in which the processing time on each
machine at the first stage is three times larger than that in the last stage.)
The following example clarifies the option of adding small incremental capacity
steps in Configuration d in Figure 10.19.
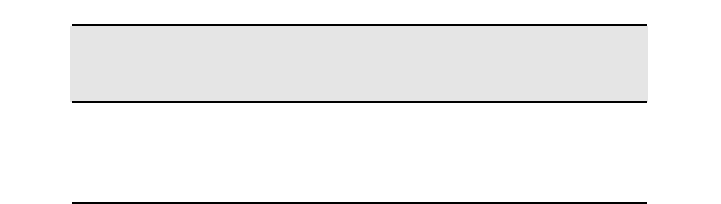
Example: Processing a given part requires 21 machining operations of 30 seconds
each (totaling 630 seconds, or 10.5 minutes, needed to machine each part). The
required demand is 274 parts per 8-hour shift (480 minutes) . Therefore, the required
cycle time is 1.75 minutes/part.
(a) Design a scalable system configuration.
(b) After 1 year, the demand has grown, and 320 parts per shift are needed (i.e.,
reducing the cycle time to 1.5 minutes/part). How many machines should be
added, and what is the new configuration?
According to Eq. (10.1) six machines are needed: 274 10.5/480 ¼ 6. Although
the least expensive initial configuration is six machines in a serial transfer line, the
preferred solution is the RMS configuration shown in Figure 10.24, in which each
machine does seven operations (210 seconds per machine). When the demand grows
IMPACT OF CONFIGURATION ON PERFORMANCE 275
to 320 parts/day, according to Eq. (10.1), seven machines are neede d. Only this
selected RMS configuration yields the optimal solution—adding one machine to
Stage 2. One operation is shifted from Stage 1 to Stage 2 (so each machine in Stage
1 operates for 180 seconds), and another operation is shifted from Stage 3 to Stage
2 (so each machine in Stage 2 operates for 270 seconds).
The initial capital investment in the RMS configuration is a bit higher than that in
a serial line, but the extra investment is like buying insurance for a future event that is
likely to occur. If the event does happen, the system can be easily scaled up and the
new demand can be supplied at the minimum additional investment. If the demand is
unchanged, a small capital investment (on a more sophisticated material handling
system) was lost.
Figure 10.24 When demand grows, the initial system a is cost-effectively scaled up to
configuration b to meet the new demand.
TABLE 10.4 Initial System Cost and Cost of Scalability (in $1000)
Configuration a b c d e f
Cost of six machines 600 600 600 600 600 600
Tooling cost per machine 5 20 20 20 25 42
Material handling cost 100 150 120 150 156 162
Total initial system cost 730 870 840 870 906 1,014
Add machines Add Volume Scalability Cost
One 16.6 – – 145 – 169
Two 33.3 – – 290 302 338
Three 50.0 – 420 435 – 507
Four 66.7 – – 580 604 676
Five 83.3 – – 725 – 845
Six 100.0 730 870 840 870 906 1,014
276 SYSTEM CONFIGURATION ANALYSIS
10.5.5 Selecting a System Configur ation
As we have said before, in selecting the most appropriate configuration of a
production system the designer has to take into account several considerations:
.
Initial investment cost
.
Expected throughput with reliability less than 100%
.
Scalability—the increment of production capacity gained by adding one ma-
chine, or a minimum number of machines
.
Quality—capability of the system in producing parts with minimal variation
.
Number of product variations that the system can produce
.
Floor space.
Calculating the system’s expected throughput with reliability less than 100% is
more tedious than just using the reliability equations. This is because the equations
assume a perfectly balanced system, but in reality systems are not balanced. Let us
calculate, for example, the throughput for the configuration in Figure 10.16 with
machine reliability of 98%.
To have any throughput , Machines 3, 4, and 5 must operate. Only the cases that are
in the table below (with Machines 3, 4, 5 up) will yield any production. Note, for
example, that if Machine 1 is down, the bottleneck moves from Machine 4 to Machine
2 and the new cycle time for that stage is 3.7 minutes (and not 1.85 minutes). The
throughput is the total of the right column in the table—454.8 parts per day (rather
than 500 with 100% reliability). For this configuration a reduction of 2% in machine
reliability caused a reduction of 9% in the system throughput.
A. Case
B. Event
Probability
C. New
Cycle
Time
D.
Throughput
B D ¼
Adjusted
Throughput
1,2,6,7 up 0.868 2 500.0 434.1
1 or 2 up; 6 and 7 up 0.035 3.7 270.3 9.6
1 and 2 up; 6 or 7 up 0.035 3.3 303.0 10.7
1 or 2 up; 6 or 7 up 0.001 3.7 270.3 0.4
For the example in Section 10.4 the throughputs with reliabilities of 0,98, 0.95, and
0.9 were calculated, as well as the scalable throughputs, and they are given in
Table 10.5.
The ranking to determine the most appropriate configuration is subjective and
depends on the weight that the designer (and company) assigns to each factor
(cost, scalability, etc). In our opinion, the configuration that the designer would
most likely favor (Rank ¼ 1) is the one shown in Figure 10.14B (on the right). The
throughput requirement (500 parts/day) is met with machine reliability of 98%
IMPACT OF CONFIGURATION ON PERFORMANCE 277
(or better). This configuration has a good scalability and reasonable investment
cost.
Remember, a serial system is ranked lowest when considering scalability, con-
vertibility and expected throughput with reliability less than 100%. These are the
main reasons for not recommending serial transfer lines when demand is uncertain.
The more that a system moves from serial toward parallel configuration, the better that
it ranks on these three categories.
6
However, as a system moves toward parallel
configurations, the system becomes more expensive. The initial cost of purely parallel
systems is very high.
It has been shown in this section that the configuration of a system has a profound
effect on the performance of the system , including productivity, capacity scalability,
and part quality. These features also influence the life-cycle cost of the manufacturing
system. This text offers the system designer analytical tools to aid in the selection of
the appropriate system configuration. Although the examples given above are from
the machining domain, the methodology may be applied to other man ufacturing
domains as well.
PROBLEMS
10.1 A manufacturing system has to produce three products daily in the quantities
given in the table below. Each product requires six manufacturing tasks to be
completed. The sequence of the tasks must be done in the order given in the
table (i.e., task 1 then 2, then 3, etc.). We assume 1000 minutes per working
day.
The manufacturing time in minutes for each task for each product is given in
the following table:
TABLE 10.5 Comparison of Eight Configurations in the Example
Scalability
Throughput Throughput
Config.
in Fig.
Stages
m
Throughput
at R ¼ 100%
N ¼ 7
Machines
With
N ¼ 8
With
N ¼ 9 R ¼ 98% R ¼ 95% R ¼ 90% Cost RANK
10.15 5 500 540 588 455 393 306 Low 7
10.14A 4 540 540 606 500 446 338 Med 6
10.14B 4 540 571 606 500 446 371 Med 5
10.14C 4 500 540 588 467 419 348 Med 8
10.13A 3 540 540 625 512 473 415 Med 2
10.13B 3 540 578 606 511 472 414 Med 1
10.13C 3 540 588 588 511 470 406 Med 4
10.12 2 540 588 705 522 497 455 High 3
Gray background ¼ ‘
Best;
; light gray background ¼ very good result compared with alternatives.
278 SYSTEM CONFIGURATION ANALYSIS
Product A Product B Product C
Daily Quantity 200 150 150
Task #1 1.5 1.5 1.5
Task #2 1.5 1.5 1.5
Task #3 1.5 1.5 1.5
Task #4 2 1.5 2
Task #5 1 2 2
Task #6 1 1.5 2
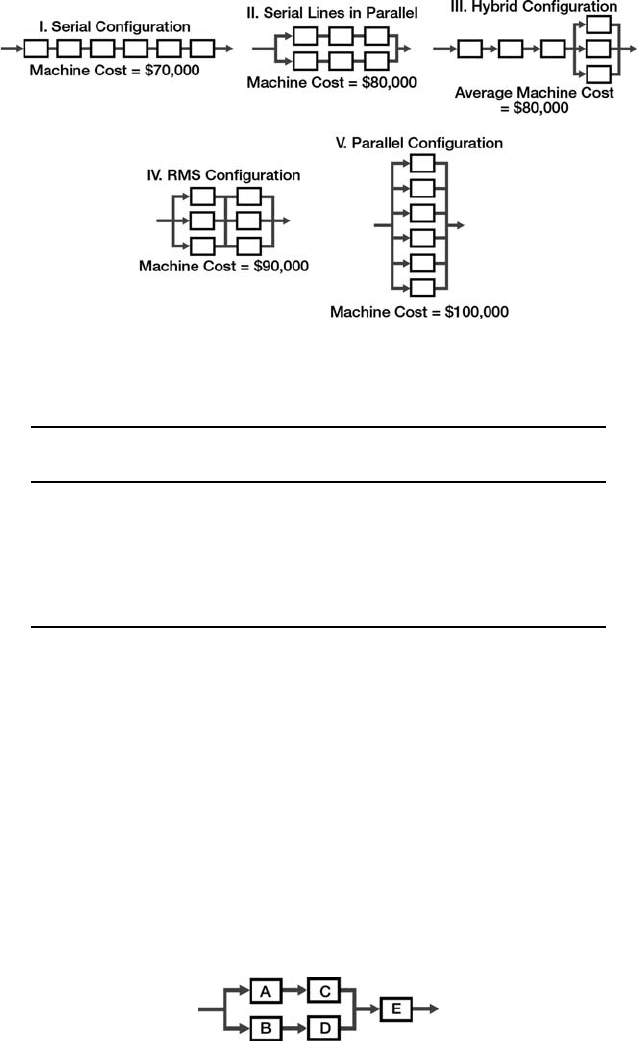
The cost of the various machines is given in Figure 10.25. The cost of the
material handling system for System I is $120,000; for syst ems II & III—
$200,000; for systems IV & V—$250,000. Assuming that the equipment
reliability is 100%, compare the five configurations in Figure 10.25 in terms of
(1) investment cost (quantitative results); (2) productivity (qualitative anal-
ysis); and (3) producing three produc ts simultaneously (qualitative analysis).
10.2 In the configuration depicted in Figure 10.26, you have to place five machines
that have the following reliabilities: I ¼ 0.5, II ¼ 0.6, III ¼ 0.7, IV ¼ 0.8, and
V ¼ 0.9.
Figure 10.25 Five configurations of Problem 10.1.
Figure 10.26 Two configurations.
PROBLEMS 279
(a) Calculate the expected throughput if A ¼ I, B ¼ II, C ¼ III, D ¼ IV, and
E ¼ V.
(b) Place the machines such that the system expected throughput is maximized
(calculate it).
(c) Can you find other configurations of five machines, arranged in three
stages, with higher expected throughput? What is the reason that the
configuration(s) have higher throughput?
(d) Can you draw a conclusion about planning similar configurations?
10.3 In the configuration in Figure 10.23 the following machine reliabilities are
given: I ¼ 0.5, II ¼ 0.6, III ¼ 0.7, and IV ¼ 0.8. Calculate the system expected
throughput. Is there another placement of the machines that will increas e the
system throughput?
10.4 In the configuration depicted in Figure 10.23 the part is machined in two
operations. In the first stage the operation takes 6 minutes per machine, and in
the second stage 5.4 minutes per machine. What is the throughput of the system
in parts/hour?
What is the throughput of the syst em if the reliability of each machine in the
first stage is 0.9, and the reliability of each machine in the second stage is 0.8?
REFERENCES
1. Y. Koren, S. J. Hu, and W. T. Weber. Impact of manufacturing system configuration on
performance. CIRP Annals, 1998, Vol. 47, No. 1, pp. 689–698.
2. S. J. Hu. Stream of variation theory for automotive body assembly. Annals of the CIRP, 1997,
Vol. 46/1, pp. 1–6.
3. W. T. Weber. Impact of manufacturing system configuration on performance. D. Eng.
Thesis, University of Michigan, 1997.
4. T. Faricy. Reliability and Maintainability. Society of Manufacturing Engineers (SME) and
the National Center for Manufacturing Sciences (NCMS), 1993.
5. S. J. Hu and K. E. Stecke. Analysis of various assembly system configurations for quality
and productivity. International Journal of Manufacturing Research, July 2009, Vol. 4, No. 3,
pp. 281–305.
6. V. Maier-Speredelozzi, Y. Koren, and S.J. Hu. Convertibility measures for manufacturing
systems. CIRP Annals, August 2003, Vol. 52, No. 1, pp. 367–371.
280
SYSTEM CONFIGURATION ANALYSIS