Клименков С.С. Взаимозаменяемость, стандартизация и технические измерения
Подождите немного. Документ загружается.


21
знаменателе поле допуска вала. Например, L0/p6, L5/k5, L2/n4.
В соединении наружного кольца подшипника с отверстием в числителе
указывают поле допуска отверстия, а в знаменателе – точность подшипника.
Например: 2/4,0/6 lHlН .
1.8. Контроль калибрами
Калибр – инструмент, предназначенный для оценки годности детали или
сопряжения. Калибры можно разделить на две группы: нормальные и предельные.
К нормальным относятся калибры, размеры которых соответствуют
номинальным размерам контролируемого объекта (шаблоны, щупы, калибры
конусные).
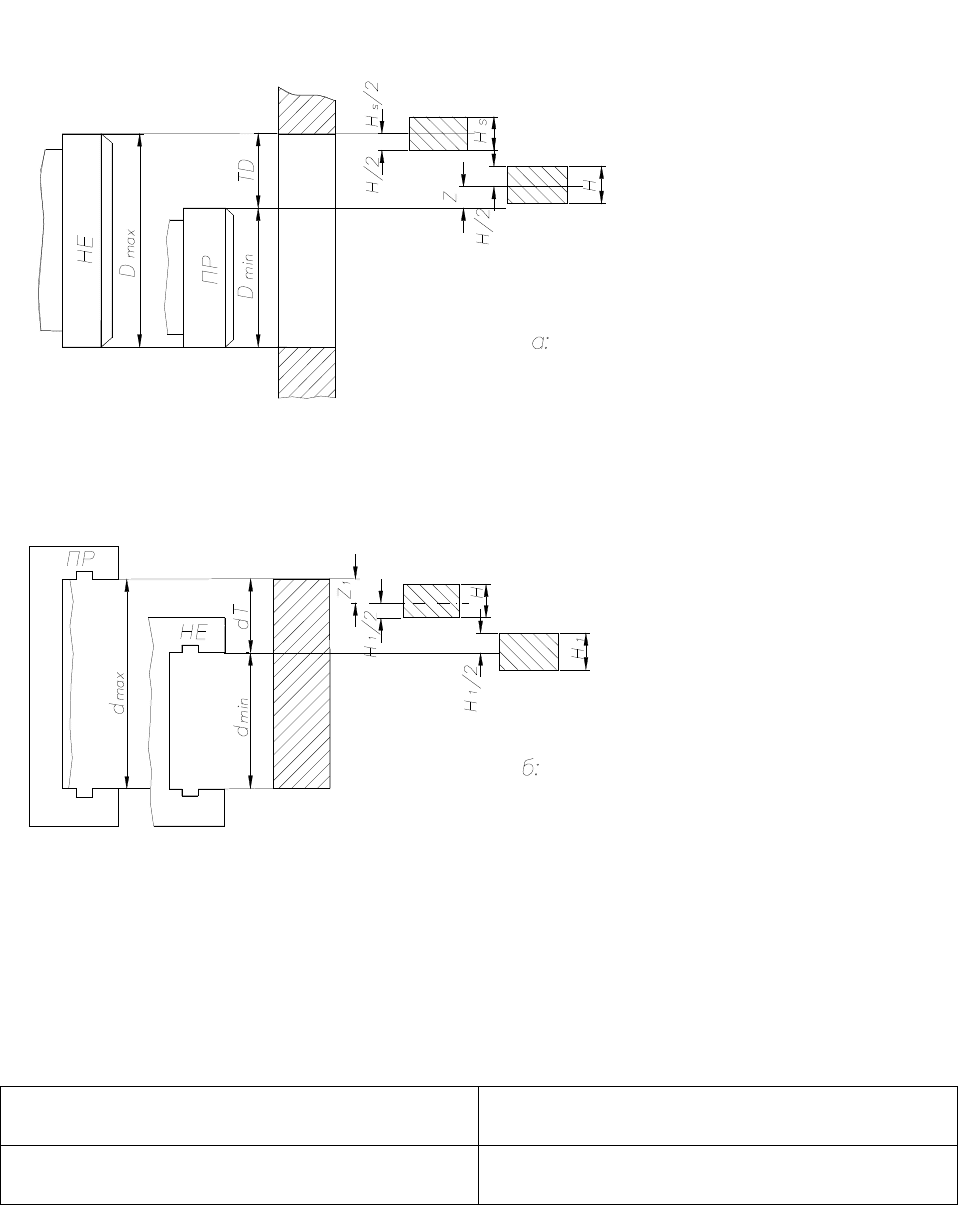
К предельным относятся калибры, размеры которых соответствуют
предельным размерам контролируемой детали (рис. 1.6).
Принцип использования предельных калибров заключается в том, что их
номинальные размеры соответствуют наибольшему или наименьшему
допустимому размеру детали. Один из калибров называют проходным, а другой
непроходным.
Проходной калибр (ПР) контролирует предельный размер,
соответствующий максимальному содержанию материала проверяемой детали.
При контроле отверстий проходной калибр контролирует наименьший (Dmin)
предельный размер, а при контроле валов – наибольший (dmax) предельный
размер.
Непроходной калибр (НЕ) контролирует предельные размеры,
соответствующие минимальному содержанию материала. При контроле отверстий
непроходные калибры контролируют наименьший (dmin) размер вала и
наибольший (Dmax) размер отверстия (границы неисправимого брака).
Отклонения размеров всех калибров задаются от предельных размеров
изделий . Размеры предельных калибров для контроля отверстий (калибров-
пробок) в соответствии со схемой расположения полей допусков (рис. 1.5)
определяются по следующим зависимостям:
2/
minmax
HZDПР
+
+
=
2/
min
min
HZDПР
−
+
=
2/
maxmin
HDHE
+
=
2/
maxmax
HDHE
−
=
22
Рис. 1.6
Аналогично, размеры предельных калибров для контроля валов (калибров-
скоб):
2/
11maxmax
HZdПР
+
−
=
2/
11maxmax
HZdПР
+
−
=
2/
1minmax
HdHE
+
=
2/
1
min
min
HdHE
−
=
Размеры калибров и допуски на изготовление зависят от допуска детали.
Недостатки применения калибров.
Традиционное использование предельных калибров в качестве основного
контрольного средства вошло в противоречие с повышением требований к
точности обработки размера и геометрической формы детали. Отсутствие данных

23
о погрешностях формы при контроле в большой мере оказывает влияние на
надежность и долговечность продукции.
За счет допуска на изготовление и износ калибров номинальный допуск
изделия может значительно изменяться, особенно точных квалитетов для малых
номинальных размеров. Так, например, для IT5 допуск уменьшается на 60%.
Квалитеты изделий связаны с допусками калибров (см. таблицу 1.7)
Таблица 1.7
Квалитет изделия
5 6 7 8 - 10 11 - 12 13 - 18
Квалитет скоб 2 3 3 4 5 7
Квалитет пробок - 2 3 3 5 7
При производстве высокоточной продукции (IT7, IT6 и выше) необходимо
отказаться от применения калибров и переходить на измерения деталей
шкальными приборами. При использовании калибров необходима дополнительная
проверка отклонений геометрической формы.
Маркировка калибров.
При маркировке на калибр наносят номинальный размер контролируемой
детали, буквенное обозначение поля допуска детали, числовые значения
предельных отклонений, тип калибра (ПР, НЕ) и товарный знак завода
изготовителя.

24
2. НОРМИРОВАНИЕ , МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ШЕРОХОВАТОСТИ,
ВОЛНИСТОСТИ И ОТКЛОНЕНИЙ ПОВЕРХНОСТИ
Лекция 4
2.1. Параметры шероховатости
Шероховатость поверхности — совокупность неровностей с
относительно малыми шагами.
Базовая линия – это линия заданной геометрической формы, проведенная
относительно профиля и предназначенная для оценки геометрических параметров
поверхности.
Базовая длина l – длина базовой линии, используемая для выделения
неровностей, характеризующих шероховатость поверхности.
Длина оценки L – длина, на которой оценивают шероховатость. Она может
содержать одну или несколько базовых длин l. Числовые значения базовой длины
выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80, 2,5; 8; 25 мм.
Средней линией профиля m – называется базовая линия, имеющая
форму номинального профиля и проведенная так, что в пределах базовой длины
среднее квадратическое отклонение профиля от этой линии минимально.
В качестве критериев для оценки шероховатости принято семь параметров,
из которых три характеризуют высоту неровности (вертикальные параметры) и
четыре – шаговые размеры неровностей (горизонтальные параметры).
Вертикальные параметры:
• Среднее арифметическое отклонение профиля Ra – среднее
арифметическое из абсолютных значений отклонений профиля в пределах
базовой длины
∑
=
=
n
i
i
a
y
n
R
1
//
1
, (2.1)
где y
i
– расстояние между точкой профиля и средней линией.
Нормируется величина R
a
от 0,008 до 100 мкм.
• Высота неровностей профиля по десяти точкам R
z
– это сумма средних
абсолютных значений высот пяти наибольших выступов y
max
и пяти глубин
наибольших впадин y
min
в пределах базовой длины
25
+=
∑
=
∑
=
5
1
min
5
1
max
////
5
1
i
i
i
i
z
yyR
(2.2)
Нормируется R
z
от 0,025 до 1000 мкм.
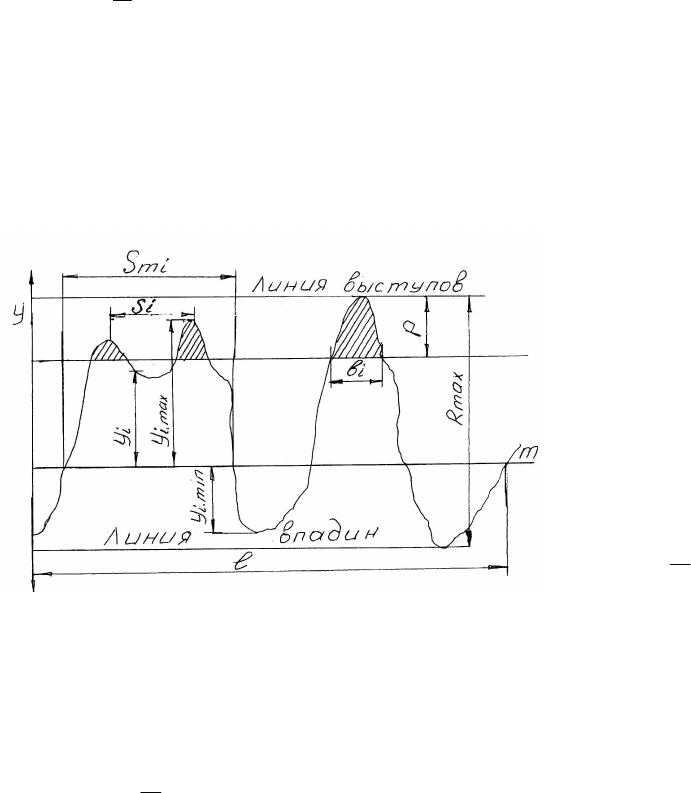
•
Наибольшая высота неровностей профиля R
max
– это расстояние между
линией выступов профиля и линией впадин профиля в пределах базовой
длины (Рис. 2.1). Нормируется R
max
от 0,025 до 1000 мкм.
Рис. 2.1
Горизонтальные параметры:
•
Средний шаг неровностей
профиля S
m
– среднее
арифметическое значение
шага неровностей профиля
по средней линии в пределах
базовой длины
∑
=
=
n
i
im
m
S
n
S
1
..
1
(2.3)
Нормируется от 0,002 до 12,5 мм.
•
Средний шаг местных выступов профиля S – среднее значение шага
местных выступов профиля в пределах базовой длины
∑
=
=
n
i
i
S
n
S
1
1
(2.4)
•
Опорная длина профиля ŋ
р
– сумма длин отрезков b
i
, отсекаемых на
заданном уровне р в материале профиля линией, эквидистантной средней
линии m в пределах базовой длины
∑
=
=
n
i
i
b
р
1
η
(2.5)
Опорную длину профиля ŋ
р
определяют на уровне сечения профиля р, т.е.
на заданном расстоянии между линией выступов профиля и линией,
пересекающей профиль эквидистантно линии выступов. Значение уровня
сечения профиля р отсчитывают от линий выступов и выбирают из ряда 5, 10,
15, 20, 25, 30, 40, 50, 60, 70, 80, 90% от R
max
.
•
Относительная опорная длина профиля t
p
– отношение опорной длины
профиля к базовой длине.
26
%100⋅=
l
p
p
t
η
(2.6)
Относительная опорная длина профиля t
p
может быть равна: 10, 15, 20, 25,
30, 40, 50, 60, 70, 80, 90%.
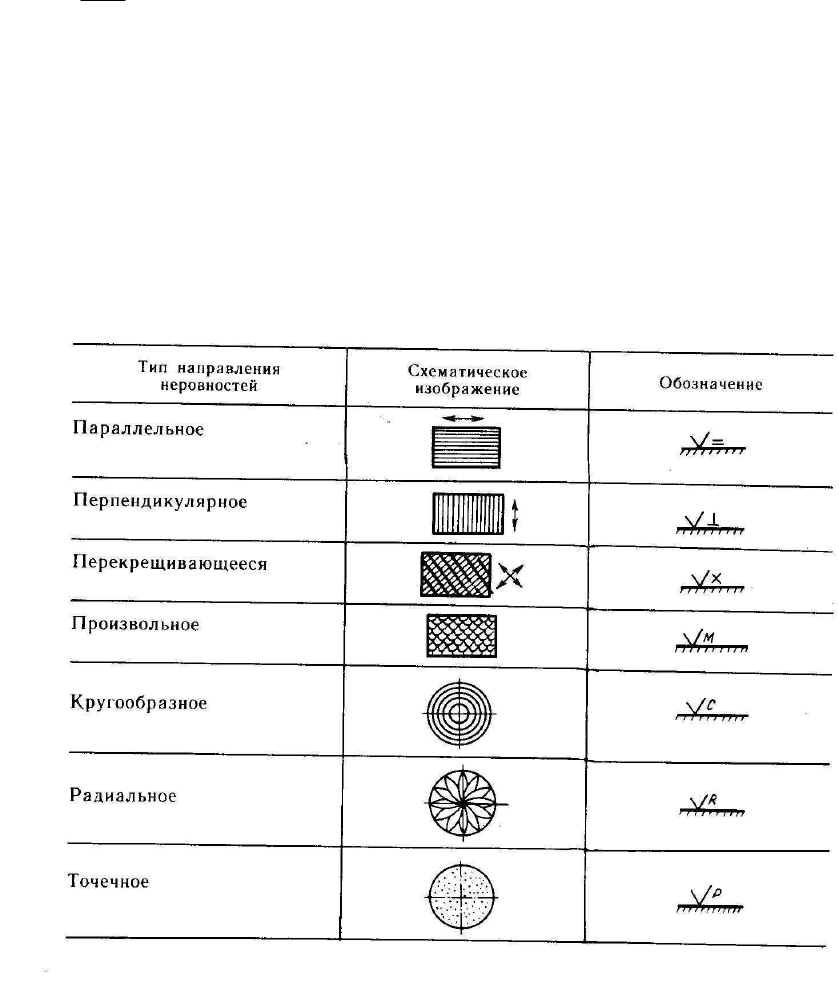
В дополнение к количественным параметрам шероховатости
предусмотрено нормирование качественной характеристики - направления
неровностей. Типы направления неровностей представлены в таблице 2.1.
Таблица 2.1
2.2. Назначение параметров шероховатости
Параметры шероховатости поверхностей назначают исходя из
функционального применения и конструктивных особенностей деталей машин. В
большинстве случаев основными параметрами являются высотные, из которых
наиболее информативным является параметр R
a
. Этот параметр определен как
предпочтительный.
Параметр R
z
применяется, когда прямой контроль параметра R
a
по
техническим причинам не представляется возможным.
Износостойкость, контактная жесткость, прочность посадок с натягом и
27
другие эксплуатационные свойства сопрягаемых поверхностей связаны с
фактической площадью контакта, выражаемой через параметр t
р
.
Эксплуатационные свойства поверхности и назначаемые параметры
шероховатости приведены в таблице 2.2.
Примеры назначения параметров шероховатости приведены в таблице 2.3.
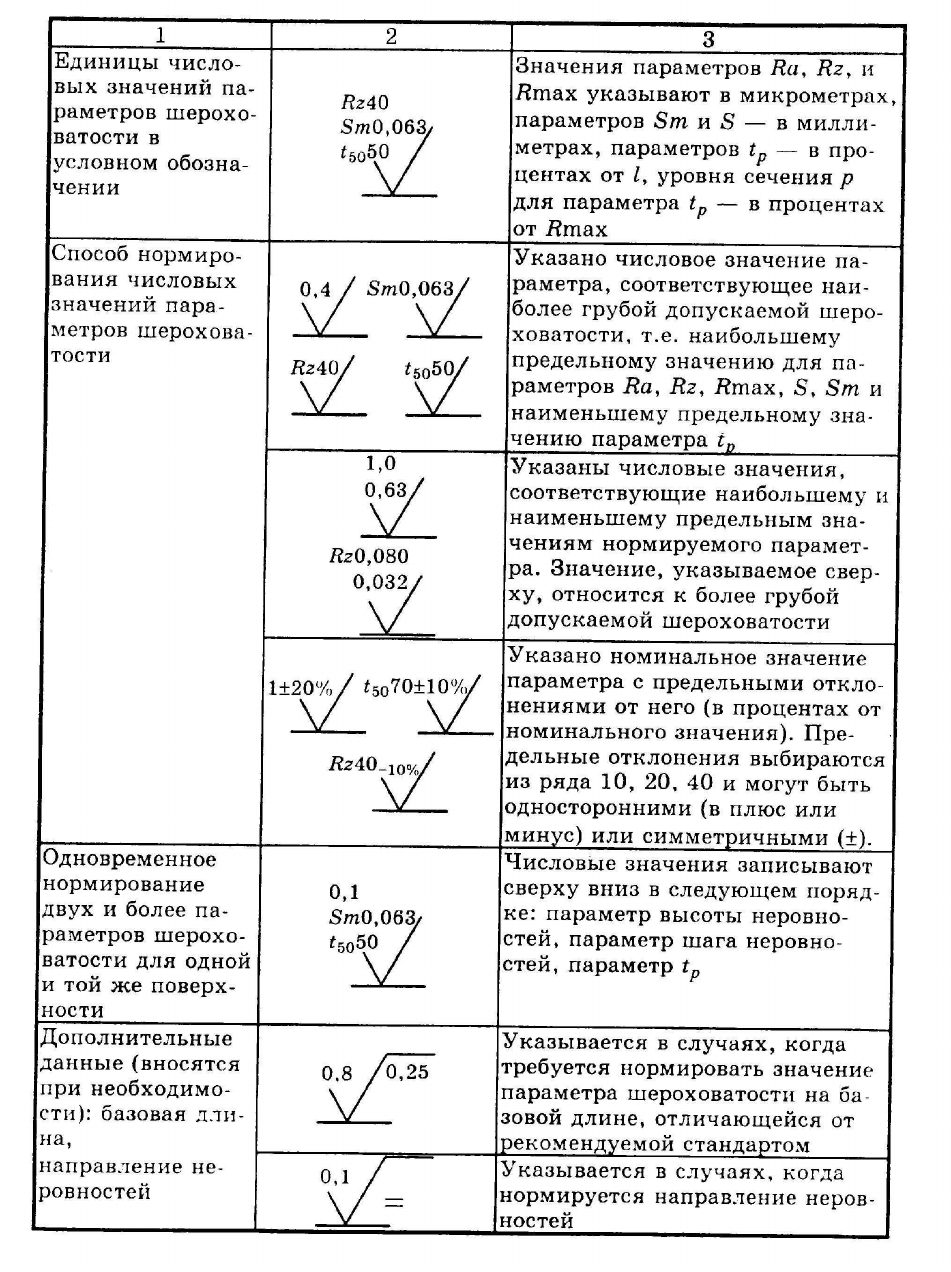
Условные обозначения параметров шероховатости поверхности приведены
в таблице 2.4
Таблица 2.2.
Эксплуатационное свойство
поверхности
Параметры шероховатости и характеристики,
определяющие эксплуатационное свойство
Износоустойчивость при всех видах
трения
R
a
, (R
z
), t
p
, направление неровностей
Виброустойчивость R
a
, (R
z
), S
m
, S, направление неровностей
Контактная жесткость R
a
, (R
z
), t
p
Прочность соединения R
a
, (R
z
)
Прочность конструкции при
циклических нагрузках
R
max
,
S
m
, S, направление неровностей
Герметичность соединений R
a
, (R
z
), R
max
,
t
p
Сопротивление в волноводах R
a
, S
m
, S
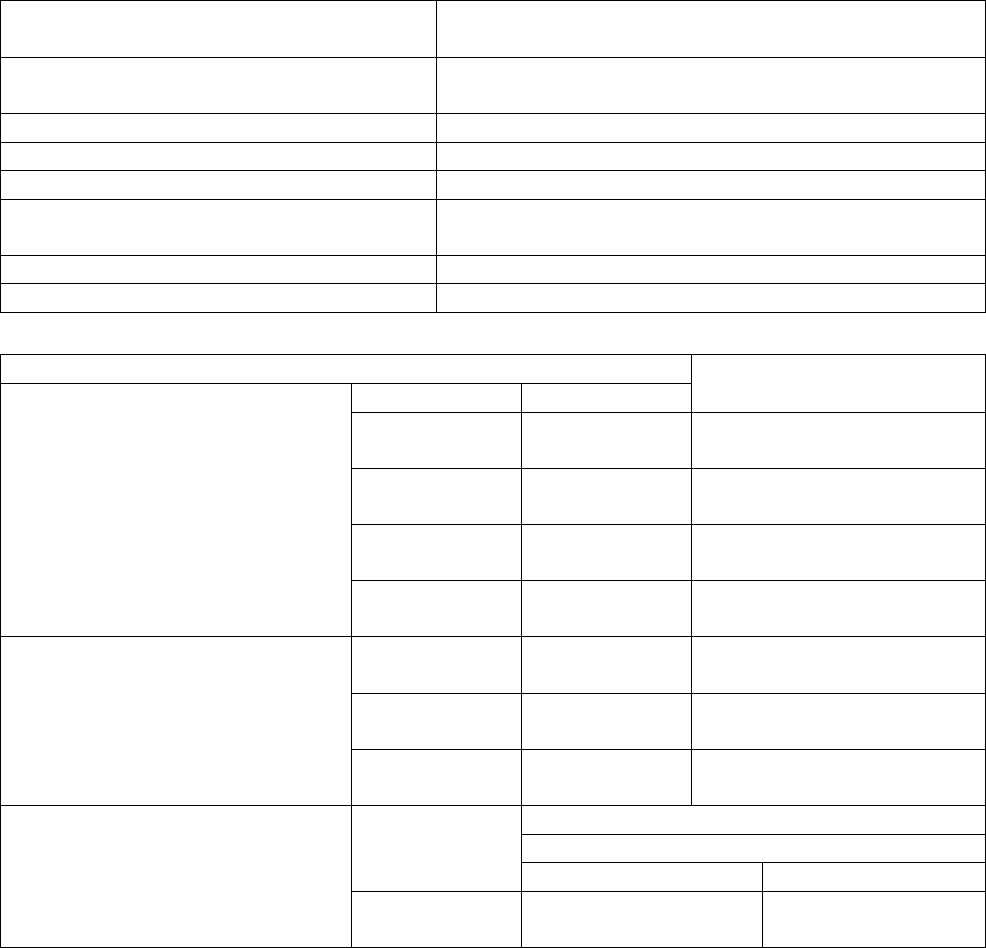
Таблица 2.3
Характеристика поверхности Значение параметра
Ra, мкм, не более
Посадки с зазором
Квалитет Поверхность
5 Вал
Отверстие
0,2
0,4
6 Вал
Отверстие
0,4
0,4 – 0,8
7 Вал
Отверстие
0,4 – 0,8
0,8
8 Вал
Отверстие
0,8
0,8-1,6
Посадки с натягом
5 Вал
Отверстие
0,1 – 0,2
0,2 – 0,4
6 - 7 Вал
Отверстие
0,4
0,8
8 Вал
Отверстие
0,8
1,6
Поверхности цилиндров,
поршней, золотников
гидравлических систем
Поверхность
Высокое давление
Диаметр, мм
До 10 Св. 10
Вал
Отверстие
0,025
0,05
0,05
0,1
2.3. Контроль и измерение параметров шероховатости
Контроль шероховатости может осуществляться сравнением реальной
поверхности изделия с рабочими образцами шероховатости, которые имеют
28
стандартные значения параметров Rа, Rz и изготавливаются для определенных
способов обработки. Вместо образцов шероховатости могут применяться
аттестованные образцовые детали.
Измерение параметров шероховатости может осуществляться оптическими
приборами или щуповыми. Числовые значения параметров шероховатости
определяются по увеличенному изображению профиля совмещенного с
оптической шкалой (оптические приборы), непосредственно по шкале
(профилометры), либо по профилограмме (профилографы).

29
Таблица 2.4
30
Продолжение таблицы 2.4