Калейніков Г. Є. Методические указания к практическим работам из курса Технология лазерной обработки (на укр. языке)
Подождите немного. Документ загружается.

11
Практична робота № 3
Розрахунок економічного ефекту від використання процесу лазерної різки труб
Вихідні дані: матеріал труб – сталь Х18Н10Т, розміри труби 25х25 мм, ціна 1 м погонної
довжини труби – 3 у.о., базове обладнання для механічної різки труб – СТД-5, модель
лазерного верстата – ЛТН 103, двохзмінна робота.
Економічний ефект розраховується в наступній послідовності:
1. Розрахунок продуктивності технологічного обладнання (програма випуску) та
необхідної кількості верстатів СТД-5 для виконання програми випуску за лазерною
технологією (індекси „л” та „м” відносяться відповідно до лазерної та механічної
обробки):
л
шве
л
t/60kФB ,
м
шве
м
t/60kФB ,
де Ф
е
– річний фонд часу роботи оператора, k
в
- коефіцієнт завантаження обладнання в
часі, t
ш
– штучний час процесу різки.
Кількість механічних верстатів дорівнює: r=В
л
/В
м
.
2. Розрахунок капітальних вкладень (балансової вартості обладнання):
т
м
м
б
kЦrK ,
т
л
л
б
kЦK ,
де Ц – вартість одиниці технологічного обладнання, k
т
– коефіцієнт, що враховує затрати
на транспортування монтажні роботи.
3. Розрахунок поточних витрат:
3.1. Заробітна платня. Вихідні дані: верстат СТД-5 обслуговує один робітника, ЛТН-103 –
два робітника. Режим роботи двозмінний.
Витрати на основну та додаткову заробітну платню з врахуванням відрахувань на
соціальне страхування при почасово-преміальній формі оплати:
n
1i
м
ріеі
м
зп
)100/1)(100/1)(100/1(сФB ,
n
1i
л
ріеі
л
зп
)100/1)(100/1)(100/1(сФB ,
де – n – кількість робітників, с
р
– часова тарифна ставка, - додаткова заробітна платня,
- відрахування на соціальне страхування, - премія.
3.2. Витрати на технологічну воду:
В
в
м
= 0,
вевв
л
в
ЦФkLB ,
де L
в
– витрати води, Ц
в
– вартість води.
3.3. Витрати на інструмент:
іі
м
і
ЦLB ,
лнлнеквкве
л
і
Р/ЦФР/ЦФВ ,
де L
i
– річні витрати інструменту (армованого круга), Ц
і
– вартість одного інструменту,
Ц
кв
– вартість квантрона, Р
кв
– ресурс роботи квантрона, Ц
лн
– вартість лампи накачки, Р
лн
– ресурс роботи лампи накачки.
3.4. Затрати на поточний ремонт, обслуговування та утримання обладнання:
м
бр
м
р
Кr)100/Н(В ,
1000/)сНсНсН(kФВ
0роеремрмве
л
р
,
12
де Н
р
– норма витрат на поточний ремонт, технічне обслуговування та утримання
обладнання, Н
рм
, Н
ре
, Н
ро
– відповідно часові норми трудомісткості ремонту і технічного
обслуговування механічної, електричної та оптичної частини лазера, с
м
, с
е
, с
о
– відповідно
часові тарифні ставки механіка, електрика, оптика.
3.5 Витрати на електроенергію для технологічних цілей:
еевw
м
м
ел
ЦФkkWrВ ,
еевw
л
л
ел
ЦФkkWrВ ,
де W – потужність технологічного обладнання, k
w
– коефіцієнт використання обладнання
по потужності, Ц
е
– вартість електроенергії.
3.6. Амортизаційні відрахування:
- технологічне обладнання:
100/КНrВ
б
м
а
м
а
,
100/КНВ
б
л
а
л
а
,
де Н
а
– норма амортизації від вартості обладнання
- виробнича площа:
rSЦНВ
м
плпл.а
м
пл.а
,
rSЦНВ
л
плпл.а
л
пл.а
,
де Ц
пл
– вартість 1 м
2
виробничої площі, S – площа, що займається технологічним
обладнанням.
3.7. Річні експлуатаційні витрати (окремо для лазерної і для механічної):
пл.ааелрівзп
ВВВВВВВВ
3.8. Економічний ефект від використання лазерної технології:
мл
BBФ
Параметри для розрахунку (N – номер варіанту):
Ф
е
= (1815 + N20) годин.
k
в
= 0,85.
t
ш
= 2,2 хв– механічна; 0,156 хв - лазерна.
Ц = (1435 +10N) грн.– механічна; (25000 +10N) грн. – лазерна.
k
т
= 15.
с
р
= 0,512 грн. – механічна; 0,627 грн. –лазерна.
= 12 %; = 14 %; = 25 %.
L
в
= 1,08 м
3
/годин; Ц
в
= 0,05 грн/м
3
.
L
i
= 25000; Ц
і
= 1,65 грн.
Ц
кв
= 3220 грн.
Р
кв
= 1000 годин.
Ц
лн
= 36 грн.
Р
лн
=200 годин.
Н
р
= 11 %.
Н
рм
=8,8 годин; Н
ре
=8,2 годин; Н
ро
=17,5 годин.
с
м
= 0,85 грн.; с
е
=0,9 грн.; с
о
=1,5 грн.
W= 5 кВт–механ; 20 кВт – лазер.
k
w
= 1 .
Ц
е
= 0,02 грн.
Н
а
= 27 % –механ; 12,5 % –лазер.
Н
а пл.
= 1,5 %.
Ц
пл
= 250 грн.
S = 1 м
2
–механ, 2 м
2
-лазер.
13
Практична робота №4
Розрахунок оптичних фокусуючих систем для процесів лазерної обробки
Теоретичні відомості
Характеристики оптичних фокусуючих систем впливають на технологічні параметри
лазерної обробки. Ефективність більшості процесів лазерної обробки значною мірою
визначається концентрацією енергії в плямі нагріву. Тому основна увага при розробці
оптичних фокусуючих систем для технологічних цілей звертається на отримання
мінімальних розмірів фокальної плями.
При визначенні розмірів плями фокусування слід враховувати розбіжність лазерного
променя. Кут розбіжності лазерного променя суцільного круглого перетину визначають з:
d/22.1
, (4.1)
де - довжина хвилі випромінювання, d – діаметр променя.
Розбіжність лазерного променя кільцевого перетину визначають:
t/2.1
, (4.2)
де t – ширина кільця лазерного випромінювання.
Поряд із розбіжністю лазерного випромінювання розміри сфокусованої плями
визначають похибки зображення в оптичній системі, що викликані відхиленням променя
від напрямку ідеальної оптичної системи, тобто аберація. Лазерне випромінювання є
монохроматичним, тому присутні лише монохроматичні аберації до яких відноситься
астигматизм, кома, дисторсія та сферична аберація. Астигматизм, кома та дисторсія є
абераціями нахиленого променя. В більшості випадків лазерної обробки фокусуючі
системи встановлюються перпендикулярно вісі лазерного випромінювання, тому
розраховують лише сферичні аберації.
Мінімальне значення аберації має місце в площині найкращої установки, яка не
співпадає з фокальною площиною лінзи, а знаходиться ближче до лінзи:
2
3
32
F
Rd
d , (4.3)
де F – фокусна відстань лінзи, R – абераційний параметр лінзи, що залежить від
показника заломлення n та співвідношення радіусів кривини поверхонь с=r
1
/r
2
,
1)/12()1/2(
)/11(
1
2
2
nn
n
R
, (4.4)
)1(
1
cn
. (4.5)
Мінімальні аберації спостерігаються при співвідношенні радіусів кривини:
4
2
42
/
2
2
21
n
nn
rrc (4.6)
Повний розмір фокальної плями визначається із:
2
3
32
F
Rd
Fd
n
(4.7)
З рівняння (4.7) можливо отримати вираз для розрахунку оптимальної фокусної
відстані за якої можливо отримати мінімальний діаметр плями.
Для круглого перетину:
3/1
37.0
Rd
dF
опт
(4.8)
Для кільцевого перетину:
3/1
37.0
Rt
dF
опт
(4.9)
14
Якщо підставити оптимальні значення фокусної відстані з (4.8) чи (4.9) в (4.7) то
отримаємо мінімально можливий в даних умовах розмір фокальної плями.
Для круглого перетину:
3/2
3/1
min
67.0
d
dRd
n
. (4.10)
Для кільцевого перетину:
3/2
3/1
min
67.0
t
dRd
n
. (4.11)
Послідовність розрахунків:
1. Згідно варіантів (табл. 4.1) визначити кут розбіжності лазерного променя з (4.1),
(4.2).
2. З рівняння (4.6) визначити значення r
2
для досягнення умов мінімальної аберації.
3. Визначити значення повного розміру фокальної плями d
n
з (4.7).
4. Побудувати залежності абераційного параметру R та повного розміру фокальної
плями d
n
від r
2
змінюючи останній в межах 200 % з кроком 50%.
5. Розрахувати оптимальні фокальні відстані з (4.8) та (4.9), а також відповідні
мінімально можливі розміри фокальних плям.
Таблиця 4.1 - Варіанти завдань
№
, мкм
d, м t, м F, м
r
1
, м
n
1 1,06 0,025
310
-3
0,30
0,35
1,46
2 1,15 0,050
210
-3
0,12
0,17
3,27
3 3,39 0,055
810
-3
0,18
0,23
2,40
4 10,6 0,020
910
-3
0,23
0,28
1,46
5 10,6 0,045
510
-3
0,20
0,25
3,27
6 3,39 0,030
410
-3
0,25
0,30
2,40
7 1,15 0,025
310
-3
0,30
0,35
1,46
8 1,06 0,050
210
-3
0,12
0,17
3,27
9 0,69 0,055
810
-3
0,18
0,23
2,40
10
0,63 0,020
910
-3
0,23
0,28
1,46
11
0,51 0,050
210
-3
0,12
0,17
3,27
12
0,45 0,055
810
-3
0,18
0,23
2,40
1 0,40 0,020
910
-3
0,23
0,28
1,46
15
Практична робота №5
Проектування режимів лазерної розмірної обробки
Теоретичні відомості
Вибір режимів лазерної розмірної обробки є дуже важливим етапом проектування
технологічної операції. Для використання розрахункових методів проектування
розробляються функціональні моделі процесу, що засновані на вивченні фізичних явищ,
які складають механізм формоутворення порожнин пучком лазерного випромінювання.
В послідовності процесів при руйнуючій дії лазерного випромінювання на матеріал
заготовки мають важливе значення такі складові:
поглинання енергії випромінювання поверхнею заготовки і формування в ній
теплового джерела;
прогрів внутрішніх шарів заготовки за рахунок механізму теплопровідності;
плавлення метала і його випаровування з переміщенням в глибину заготовки
поверхнею розплаву;
витіснення рідкого матеріалу заготовки зі стінок і дна порожнини надлишковим
тиском парів і винесення його за межі порожнини;
формування ерозійного факела, що витікає з горловини порожнини назустріч пучку
лазерного випромінювання;
плавлення-вимивання матеріалу зі стінок порожнини за рахунок конвективного та
променистого теплообміну з струменем пари;
екранування та розфокусування випромінювання в слабоіонізованих газоподібних
продуктах руйнування матеріалу заготовки;
зменшення інтенсивності випромінювання на задній ділянці імпульсу та пов’язане
з цим падіння тиску та температури парів матеріалу;
перерозподіл та затвердіння розплаву всередині порожнини у відсутності
надлишкового тиску парів;
охолодження матеріалу в прилеглих до стінок порожнини шарах, структурні зміни
та формування залишкових напружень у при поверхневому шарі.
Навіть короткий перелік явищ що супроводжують ерозію матеріалу лазерним
випромінюванням, показує складність аналітичного опису процесу з урахуванням
теплофізики, металургії, гідродинаміки та метафізики явищ. Внаслідок цього для
спрощення задачі, ціною зниження точності передбачень, обмежують кількість
врахованих фізичних явищ. Так, приймаючи положення ізотерми кипіння за розміри
обробленої порожнини, можна передбачити результати обробки, розв’язуючи рівняння
теплопровідності. Однак вимушені спрощення, що стосуються просторового та часового
характеру зміни інтенсивності в пучку випромінювання, температурної залежності
оптичних та теплофізичних властивостей матеріалу заготовки, що вводяться з метою
отримання аналітичного розв’язку рівняння, суттєво знижують точність передбачень.
Внаслідок цього такий метод проектування рідко застосовується на практиці.
Частіше при розробці моделей процесу розглядають баланс енергії в зоні дії
випромінювання. Видозмінюючи вираз закону збереження енергії та розрахункову схему
процесу, можна кілька різновидів моделей процесу.
Аналітичні моделі розмірної лазерної обробки
Для розрахунку результатів лазерної розмірної обробки застосовують наступні
моделі.
1. При розмірній обробці отворів в заготовках невеликої товщини (фольгова ні
матеріали, тонкоплівочні елементи тощо) діаметр обробки визначається поперечним
розміром сфокусованого пучка d
0
та товщиною розплаву, який оточує отвір, що
обробляється, причому кількість розплаву ставиться в залежність від ступеню
16
перевищення критичної густини потужності (по кипінню) світлового потоку для матеріалу
заготовки. Залежність для визначення поперечного розміру обробки за умови d>>δ
(товщина заготовки) має вигляд:
,ln5,0
2
ln5,0
2
1
2
0
0
2
1
2
0
0
dW
E
d
dW
P
dd
u
P
u
P
(5.1)
де Р- потужність випромінювання, Вт; W
p
u
- гранична по випаровуванню густина
потужності світлового потоку для обробки матеріалу, Вт/см
2
, Е – енергія в імпульсі
лазерного випромінювання, Дж, τ – тривалість імпульсу.
В формулі (5.1) не враховують втрати енергії на відбиванні від поверхні заготовки,
її розсіювання механічними хвилями, теплопровідністю, а також пере випромінюванням;
зневажають витратами енергії на викид матеріалу в рідкій та твердій фазі, залежністю
теплофізичних та оптичних властивостей матеріалу від температури.
Через значне спрощення механізму руйнування матеріалу заготовки точність
передбачення розмірів невелика, тому формула 5.1 застосовується для оціночних
розрахунків при виборі технологічного обладнання.
2. В припущенні повного використання енергії випромінювання для руйнування
матеріалу заготовки отримані наступні моделі для опису поздовжніх та поперечних
розмірів порожнини в залежності від деяких параметрів процесу: для глибини порожнини
– в припущенні росту лунки за рахунок випаровування матеріалу заготовки з її дна
(сублімації) баланс енергії в зоні обробки може бути представлений у вигляді:
,hSLcTE
ии
де ρ – густина, кг/см
3
; с – питома теплоємність в твердому стані, Дж/кгград, Т
и
–
температура випаровування, К; L
и
– питома теплота випаровування оброблюваного
матеріалу, Дж/кг; S – площа поперечного перерізу, см
2
; h – глибина порожнини, см.
Енергію Е, що підводиться, можна представити у вигляді:
StWE
P
де W
p
– густина світлового потоку, Вт/см
2
;.
Тоді глибину порожнини можна визначити із:
;
4
2
0 uuии
P
LcTd
E
LcT
tW
h
(5.2)
При розрахунку поперечних розмірів порожнини необхідно враховувати її конічну
форму, а також плавлення стінок механізмом теплопровідності і розсіяним в порожнині
випромінюванням. Баланс енергії в цих умовах можна виразити співвідношенням:
плuплuu
TTcLLcThSE
де Sh- об’єм порожнини, см
3
; с- питома теплоємність матеріалу заготовки в рідкому
стані, Дж/(кгград); L
пл
– його питома теплота плавлення, Дж/кг.
Підставляючи в вираз для об’єму конічної порожнини:
h
d
hS
4
3
1
2
Отримуємо залежність для визначення її поперечного розміру:
2/1
12
плuплuu
TTcLLcTh
E
d
(5.3)
У порівнянні з (5.1) в залежностях (5.2) і (5.3) врахована зміна теплоємності рідкого
матеріалу. Тому, хоча інші припущення збереглися, результати розрахунків повинні у
більшій мірі відповідати дійсним значенням. Внаслідок цього залежності (5.2) і (5.3)
можуть бути використані для орієнтовного проектування технологічних операцій.
17
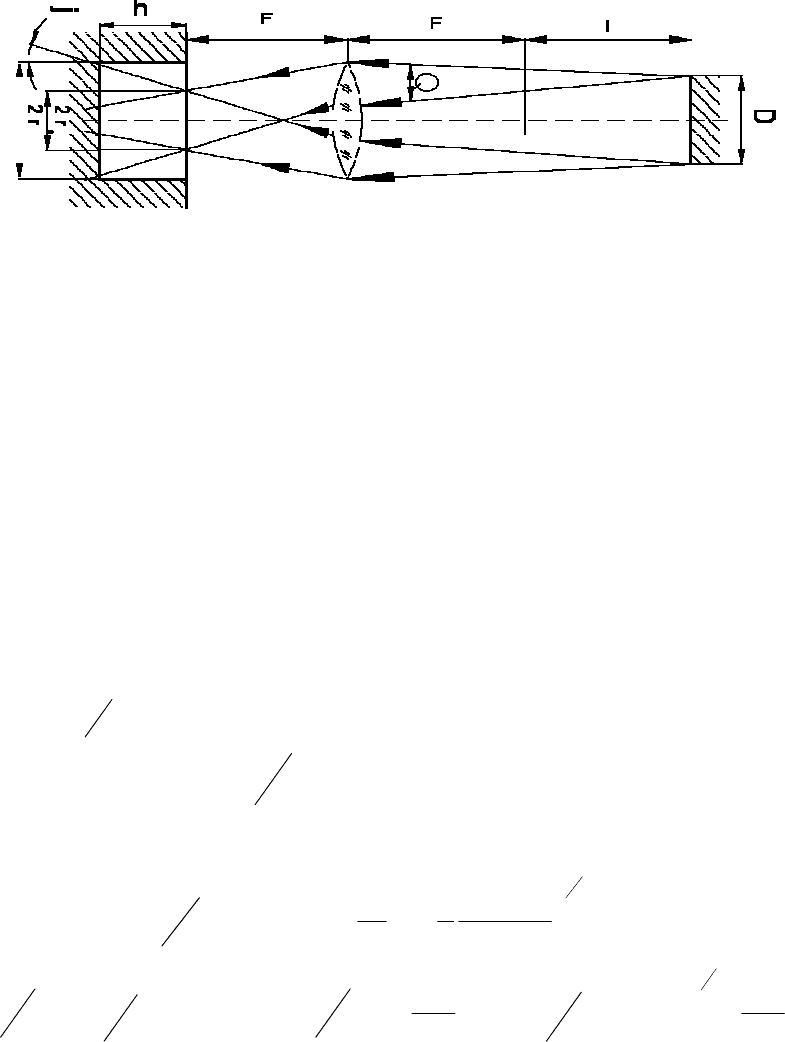
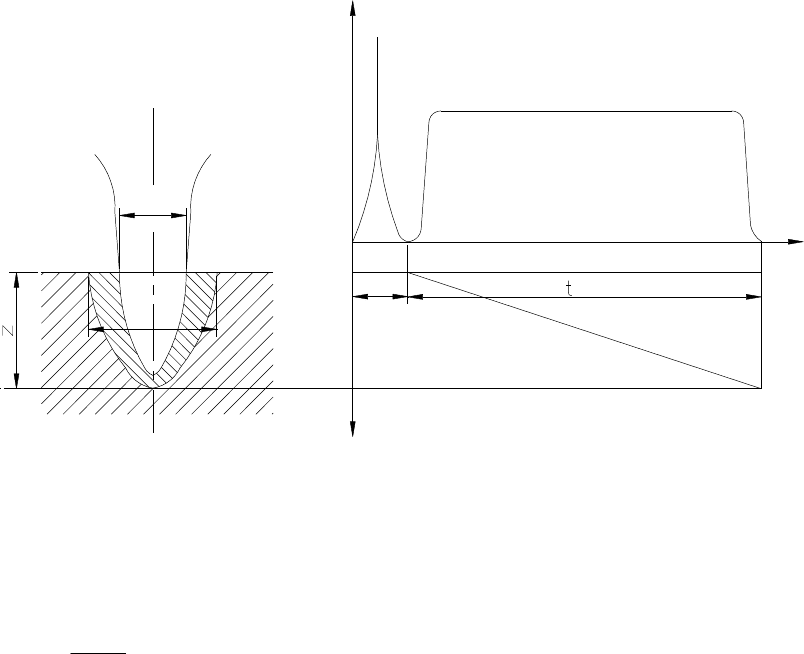
3. Для вводу розрахункових залежностей результатів лазерної обробки можна
використовувати спостереження за динамікою формоутворення порожнини, виконані
швидкісною фотореєструючою апаратурою. При фокусуванні пучка випромінювання на
поверхні заготовки в пляму діаметром d
0
=2r
0
(рис.5.1) поперечний розмір порожнини
збільшується зі збільшенням її глибини згідно рівнянню світлового конуса:
,
0
thtgrtr
де
- половина кута світлового конуса сфокусованого пучка випромінювання
FarctgD 2/
,
де
D
- діаметр пучка в порожнині лінзи;
F
- фокусна відстань лінзи.
Рисунок 5.1 - Схема вимірювання глибини h і діаметра лунки d=2r в часі при умові
суміщення поверхні заготовки з фокальною площиною лінзи (l – відстань від
випромінювача до переднього фокуса лінзи, Q – розбіжність пучка випромінювання; r
о
–
початковий радіус лунки)
Припускаючи, що як и при побудові моделей (5.2) і (5.3), що матеріал всередині
світлового конуса випаровується, а за межами нього плавиться, а також нехтуючи
нестаціонарністю вводу енергії, екрануванням поверхні заготовки продуктами руйнування
і температурною залежністю теплофізичних властивостей матеріалу заготовки, можна
виразити баланс енергій у вигляді тотожності:
drthtLdhtLdttP
плu
2
2
Перший доданок являє собою витрати енергії на випаровування матеріалу всередині
світлового конуса, другий – на плавлення за його межами. Вирішуючи рівняння, і
враховуючи, що Р(t)=const, отримуємо вираз для поточних значень глибини і радіуса
порожнини :
3/1
2
2
3
)(
плu
LLtg
Pt
th
;
3/1
2
2
3
плu
LL
tgPt
thtgtr
;
Для більшості матеріалів L
u
>> L
пл
, тому в кінці дії імпульсу тривалістю вираз
спрощується :
;
2
3
2
2
3
2
3
1
2
0
3/1
3
0
u
u
FL
ED
d
L
Etg
rd (5.4)
;
123
0
3
1
2
2
3
0
0
3/1
2
3
0
D
Fd
LD
EF
D
Fd
tg
r
Ltg
E
tg
r
h
uu
(5.5)
В рівняннях (5.4) і (5.5) прийняті практично ті ж обмеження, що і для попередніх
моделей, однак врахування особливостей фокусування випромінювання і положення
18
заготовок в каустиці сфокусованого пучка помітно підвищує їх достовірність, що дозволяє
використовувати рівняння (5.4) та (5.5) для уточнення результатів розрахунків, що
виконані по іншим моделям.
4. Основна причина низької точності прогнозуючих розрахунків по залежностям
(5.2) - (5.5) заключається в тому, що часовий характер вводу енергії в площину, що
обробляється, суттєво відрізняється від прийнятого в розрахунках. При використанні
імпульсів вільної генерації важко врахувати хаотичні коливання інтенсивності пічків, що
залишають імпульс, в той час, як “гладкого” безпічкового еквівалента не існує.
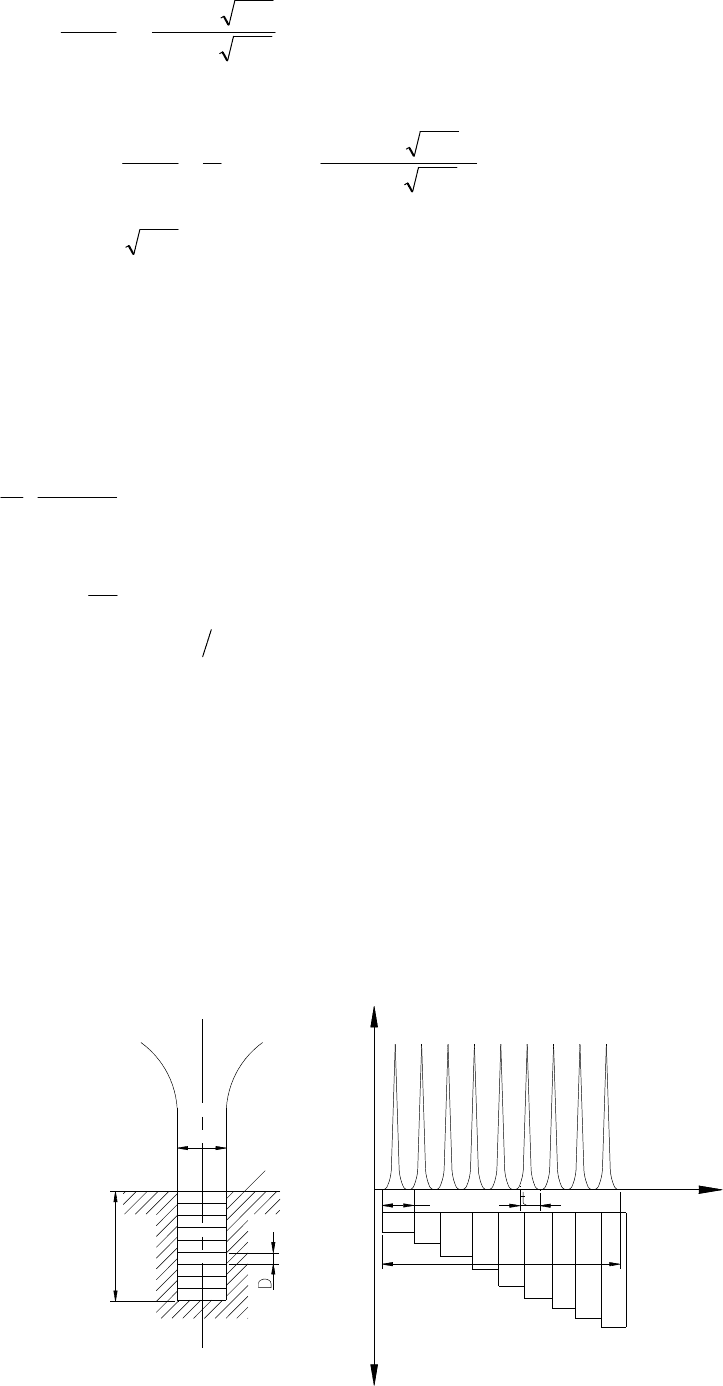
В одному з методів проектування операцій для підвищення точності прогнозування
відмовились від підгонки розрахункової схеми процесу під дійсні умови. Точність
розрахункової схеми підвищили, наблизивши до неї процес. З цією метою для
формоутворення порожнини використали “гладкий” (квазістаціонарний) імпульс
тривалістю τ і з густиною потужності W
ра
(рис. 5.2)
Розміри порожнини d x z складаються з розмірів випареної центральної частини d
0
x z і товщини шару по її границям. В зв’язку зі зниженням реальної густини потужності в
імпульсі в порівнянні з пічковою структурою постійність поглинальних властивостей від
заготовки до заготовки підтримується попереднім опроміненням зони обробки
моноімпульсом з більш високою густиною W
ps
, що переводять матеріал в стан з високим
поглинанням. За таких умов опромінення в балансі енергії враховується випаровування
матеріалу по глибині порожнини z і його плавлення як по радіусу r, так і по глибині z.
d
d
0
z ( t )
s
t
W
p
a
W
W
p
1
p
t
Рисунок 5.2 - Схема порожнини при квазістаціонарному опроміненні заготовки (
d
0
= 2r
0
– початковий діаметр порожнини)
Порядок розрахунку режимів обробки при проектуванні операції прошивки отворів
діаметром d і глибиною z включає в себе:
Визначення тривалості імпульсу по всій глибині порожнини z :
z
W
L
pa
u
, (5.6)
де W
pa
> W
p
u
–для матеріалу, що обробляється;
Дійсна густина потужності світлового потоку з урахуванням приросту глибини
через плавлення:
19
ad
ad
z
L
W
u
pa
2.1
7.0
, (5.7)
де α – коефіцієнт температуропроводності, см
2
/с ;
Енергія імпульсу лазерного випромінювання:
ad
ad
Lz
d
WE
upaa
2.1
7.0
44
3
2
0
, (5.8)
Діаметр плями фокусування:
add 7.0
0
(5.9)
При значному заглибленні порожнини в матеріал заготовки природне падіння
густини потужності випромінювання приводить до зниження ступеня перегріву парової
фракції продуктів руйнування, зниженню її тиску і, як наслідок, до неповної евакуації
розплаву з об’єму порожнини. Перерозподіляючись після закінчення дії імпульсу і
кристалізуючись, рідкий метал здатен викривити форму порожнини і навіть її закупорити.
Тому для отримання отворів циліндричної форми необхідно обмежити тривалість дії з
умови мінімізації питомої енергії обробки:
0
4
2
zd
E
t
a
;
Тоді рівняння (5.6)-(5.9):
a
d
2
33.0
, (5.10)
2
5.5 daLzW
upa
, (5.11)
2
5.0 dLzE
ua
, (5.12)
6.0
0
dd . (5.13)
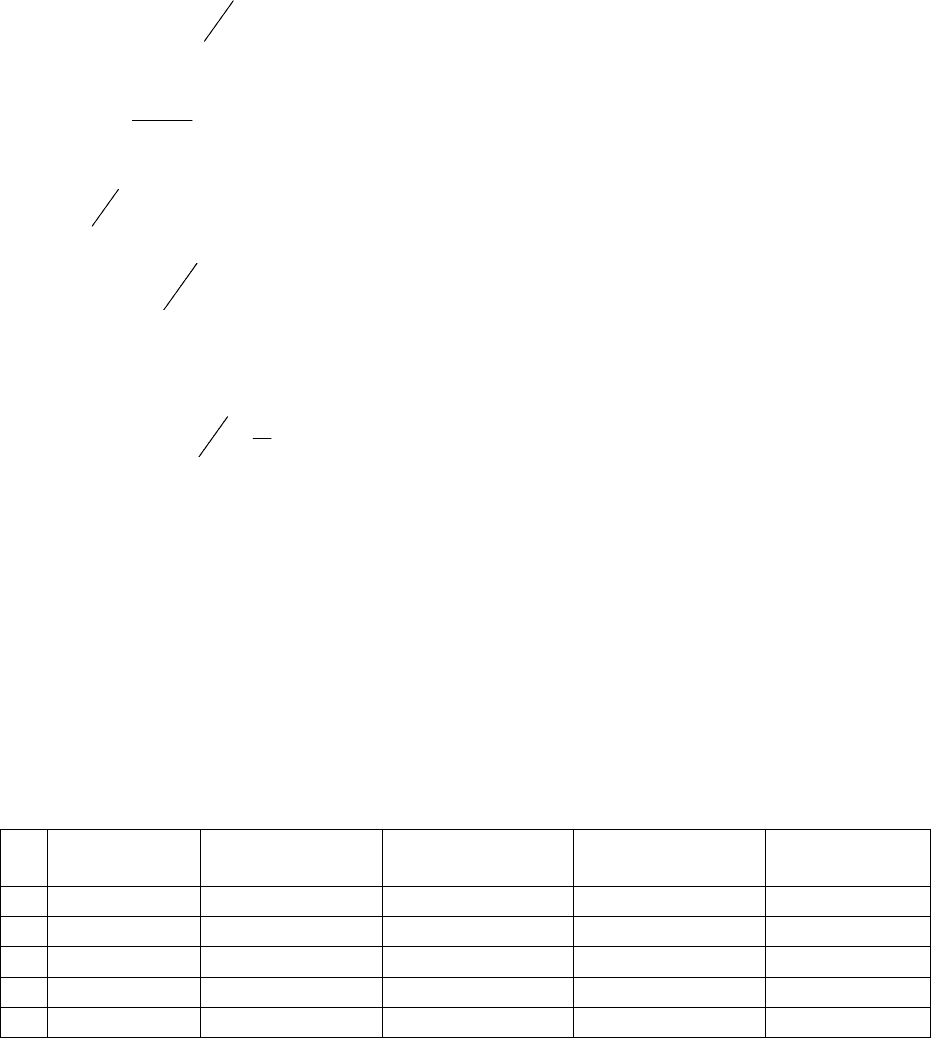
5.Хоча розрахункова схема рис 5.2, наблизившись до дійсної схеми процесу,
позволяє достатньо точно визначити рижими обробки, використання квазістаціонарних
(“гладких”) імпульсів неоптимальне при розмірній обробці. Кращим є імпульсний ввід
енергії внаслідок досягнення більш високого рівня густини потужності в окремому
імпульсі (“пичку”), а також завдяки можливості розльоту продуктів руйнування матеріалу
із порожнини та його охолодження в перервах між пічками. Остання обставина дозволяє
уникнути накопичення тепла на стінках порожнини, зменшує товщину розплаву, що
покращує якість обробки.
z
d
0
1
t
s
s
1 2 3 4 5 6 7 8 9
W
s
p
Рисунок 5.3 – Схема формування порожнини при пічковому опроміненні
заготовки (1,2...n – порядковий номер пічка)
20
Повернення до пічкового режиму опромінення за умови збереження можливостей
аналітичного проектування операції може бути здійснено за умови якісно нової організації
режиму опромінення – стабілізація енергетичної та часової структури імпульсу лазерного
випромінювання (рис. 5.3).
У відповідності до приведеної схеми порожнина діаметром d
0
формується
ступінчасто за рахунок приросту її глибини на величину ∆ при збереженні поперечного
розміру. Плавлення стінок та дна порожнини відсутнє, що визначається дозованим вводом
енергії із високою густиною потужності та перервами на охолодження матеріалу.
Порядок розрахунку режимів обробки при проектуванні операції:
- густина потужності світлового потоку:
8
10
PS
W , Вт/см
2
; (5.14)
- тривалість пічка:
a
d
t
S
2
3
104
,с; (5.15)
величина приросту глибини порожнини одиничним імпульсом:
иs
S
ps
L
t
W
; (5.16)
кількість імпульсів (пічків) у серії:
z
n
; (5.17)
період слідування імпульсів:
и
S
L
d
T
2
05,0 , (5.18)
тривалість макроімпульсів:
S
TnT ; (5.19)
енергія макроімпульса:
иpssa
zLd
d
WntE
2
0
2
4
4
;
Порядок розрахунків режимів лазерної розмірної обробки
1. Згідно варіантів (табл.5.1, табл.5.2) для моделей №1, №2, №3 розрахувати d та h за
формулами (5.1)-(5.5).
2. Побудувати за формулами (5.1)-(5.5) залежності d та h від d
0
та t, змінюючи
значення останніх в межах 200 % з кроком 50 %.
3. Розрахувати значення d та h за формулами (5.1)-(5.5) з врахуванням реальних
значень t, E, d визначених з формул (5.10)-(5.13) за моделлю №4.
4. Розрахувати режим лазерної обробки за формулами (5.14)-(5.19) моделі №5.
5. Проаналізувати отримані дані. Визначити параметри які найбільш впливають на
процес обробки.
Таблиця 5.1
№
Тривалість
імпульсу, с (t)
Густина потуж-
ності,Вт/см
2
(W
p
)
Діаметр пучка на
заготовці, см (d
0
)
Фокусна відс-
тань лінзи, см (F)
Діаметр пучка
на лінзі, см (D)
1
310
-4
10
6
0,002 2,5 0,8
2
4,510
-4
510
6
0,005 5,0 1,2
3
610
-4
10
7
0,01 7,5 1,6
4
7,510
-4
510
7
0,02 10,0 2,0
5
910
-4
10
8
0,03 10,0 2,0