Jung Han. Innovations in Food Packaging
Подождите немного. Документ загружается.

New technologies in food packaging: overview 7
Figure 1.2 Oxygen-scavenging sachets.
oxidation and
rancidity,
and the
growth of aerobic bacteria and
moulds.
Carbon dioxide-
scavenging packaging systems can prevent packages from inflating due to the carbon
dioxide formed after
the
packaging process - for example, packaged coffee beans may
produce carbon dioxide during storage as
a
result of non-enzymatic browning reactions.
Fermented products such as kimchi (lactic acid fermented vegetables), pickles,
sauces, and some dairy products can produce carbon dioxide after the packaging
process. Carbon dioxide-scavenging systems are also quite useful for the products
that require fermentation and aging processes after they have been packed. Moisture-
scavenging systems have been used for a very long time for packaging dried foods,
moisture-sensitive foods, pharmaceuticals and electronic devices; in these systems,
desiccant materials are included in the package in the form of
a
sachet. Recently, the
sachets have contained humectants as well as desiccants to control the humidity inside
the package more specifically. Moisture-scavenging systems that are based on desic-
cation are evolving to control the moisture by maintaining a specific relative humid-
ity inside the package by absorbing or releasing the moisture.
Antimicrobial packaging applications are directly related
to
food microbial safety and
bioterrorism, as well as to shelf-life extension by preventing the growth of spoilage
and/or pathogenic micro-organisms. The growth of spoilage micro-organisms reduces
the food shelf
life,
while the growth of pathogenic micro-organisms endangers public
health. Antimicrobial packaging systems consist of packaging materials, in-package
atmospheres and packaged foods, and are able to kill or inhibit micro-organisms that
cause food-borne illnesses (Han, 2000, 2003a, 2003b; see Figure 1.3).
Intelligent packaging has been categorized both as a part of active packaging and
as a separate entity, depending on different viewpoints. It contains intelligent fimc-
tions which have been researched
to
enhance convenience for food manufacturing and
distribution and, increasingly, to improve food security and safety verification
(Rodrigues and Han, 2003).
8 Innovations in Food Packaging
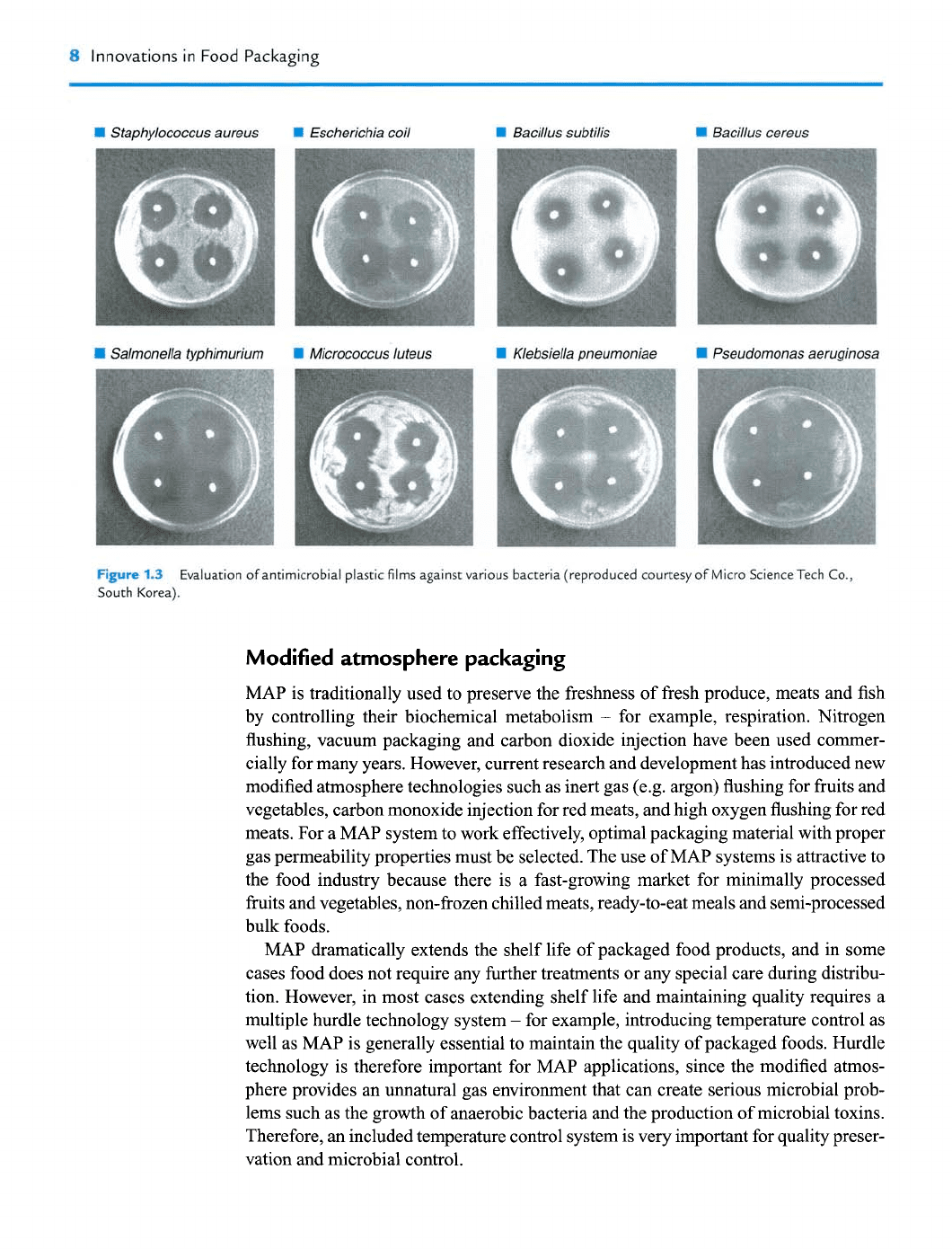
Staphylococcus aureus • Escherichia coil
Bacillus subtilis
Bacillus cereus
Salmonella typhimurium
Micrococcus luteus Klebsiella pneumoniae
Pseudomonas aeruginosa
Figure 1.3 Evaluation of antimicrobial plastic films against various bacteria (reproduced courtesy of Micro Science Tech Co.,
South Korea).
Modified atmosphere packaging
MAP is traditionally used to preserve the freshness of fresh produce, meats and fish
by controlling their biochemical metabolism - for example, respiration. Nitrogen
flushing, vacuum packaging and carbon dioxide injection have been used commer-
cially for many
years.
However, current research and development
has
introduced new
modified atmosphere technologies such as inert gas (e.g. argon)
flushing
for fruits and
vegetables, carbon monoxide injection for red
meats,
and high oxygen
flushing
for red
meats.
For a MAP system to work effectively, optimal packaging material with proper
gas permeability properties must be selected. The use of MAP systems is attractive to
the food industry because there is a fast-growing market for minimally processed
fruits and
vegetables,
non-frozen chilled
meats,
ready-to-eat
meals
and semi-processed
bulk foods.
MAP dramatically extends the shelf life of packaged food products, and in some
cases food does not require any further treatments or any special care during distribu-
tion. However, in most cases extending shelf life and maintaining quality requires a
multiple hurdle technology system - for example, introducing temperature control as
well as MAP is generally essential to maintain the quality of packaged foods. Hurdle
technology is therefore important for MAP applications, since the modified atmos-
phere provides an unnatural gas environment that can create serious microbial prob-
lems such as the growth of anaerobic bacteria and the production of microbial toxins.
Therefore, an included temperature control system
is
very important for quality preser-
vation and microbial control.
New technologies in food packaging: overview 9
Edible films and coatings
The use of edible films and coatings is an application of active food packaging, since
the edibility and biodegradability of the films are extra functions that are not present
in conventional packaging systems (Han, 2002). Edible films and coatings are useful
materials produced mainly from edible biopolymers and food-grade additives. Most
biopolymers are naturally existing polymers, including proteins, polysaccharides
(carbohydrates and gums), and lipids (Gennadios et al, 1997). Plasticizers and other
additives are included with the film-forming biopolymers in order to modify film
physical properties or to create extra fiinctionalities.
Edible films and coatings enhance the quality of food products by protecting them
from physical, chemical, and biological deterioration (Kester and Fennema, 1986).
The application of edible films and coatings is an easy way to improve the physical
strength of
the
food products, reduce particle clustering, and enhance the visual and
tactile features of food product surfaces (Cuq et al,
1995).
They can also protect food
products
fi-om
oxidation, moisture absorption/desorption, microbial growth, and other
chemical reactions (Kester and Fennema,
1986).
The most common functions of edible
films and coatings are that they are barriers against
oils,
gas
or
vapours,
and that they are
carriers of active substances such as antioxidants, antimicrobials, colors and flavors
(Guilbert and Gontard, 1995; Krochta and De Mulder-Johnston, 1997). Thus edible
films and coatings enhance the quality of food products, which results in an extended
shelf life and improved safety.
New food-processing technologies
Besides the traditional thermal treatments for food preservation, many other new ther-
mal and non-thermal processing technologies have been developed recently. These
include irradiation, high-pressure processes, pulsed electric fields, UV treatments,
antimicrobial packaging etc. Some of these processes have been commercially
approved by regulatory agencies for food packaging purposes. These new technolo-
gies generally require new packaging materials and new design parameters in order
for optimum processing efficiency to occur - for example, packages that undergo an
irradiation process are required to possess chemical resistance against high energy to
prevent polymer degradation, those that undergo UV treatments require UV light
transmittable packaging
materials,
and retortable pouches should resist
pressure
changes
and maintain seal strength. Since these new technologies each possess unique charac-
teristics, packaging materials should be selected with these characteristics in mind.
These new packaging materials and/or systems not only need to work technically;
they should also be examined scientifically to ensure their safety and lack of toxicity,
and be approved by regulatory agencies. In some cases, countries may require new reg-
ulations and legislation for
the
use of these
new
processing
and
packaging technologies.
The globalization of the food industry enforces international standards and compliance
with multiple
regulations.
New technologies should also be examined for their effect on
product quality and public
health,
and the
results of these tests should be disclosed
to
the
10 Innovations in Food Packaging
public, government agencies, processors, and consumer groups. However, some criteria
(such as threshold levels, allowable limits, and generally acceptable levels) are decided
politically, as are rulings on how to practice and review the policy. Scientific interven-
tion is limited; however, it is important that scientific research results and suggestions be
sought and respected during political decision-making.
Future trends in food packaging
A continuing trend in food packaging technology is the study and development of new
materials that possess very high barrier properties. High-barrier materials can reduce the
total amount of packaging materials required, since they are made of a thin or lightweight
materials with high-barrier properties. The use of high-barrier packaging materials
reduces the costs in material handling, distribution/transportation and waste reduction.
Convenience is also a "hot" trend in food packaging development. Convenience at
the manufacturing, distribution, transportation, sales, marketing, consumption and
waste disposal levels is very important and competitive. Convenience parameters may
be related to productivity, processibility, warehousing, traceability, display qualities,
tamper-resistance, easy opening, and cooking preparation.
A third important trend is safety, which is related to public health and to security
against bioterrorism. It is particularly important because of the increase in the con-
sumption of ready-to-eat products, minimally processed foods and pre-cut fruits and
vegetables. Food-borne illnesses and malicious alteration of foods must be eliminated
from the food chain.
Another significant issue in food packaging is that it should be natural and envi-
ronmentally friendly. The substitution of artificial chemical ingredients in foods and
in packaging materials with natural ingredients is always attractive to consumers.
Many ingredients have been substituted with natural components - for example, chem-
ical antioxidants such as BHA, BHT and TBHQ have been replaced with tocopherol
and ascorbic acid mixtures for food products. This trend will also continue in food
packaging system design areas. To design environmentally friendly packaging sys-
tems that are more natural requires, for example, the partial replacement of synthetic
packaging materials with biodegradable or edible materials, a consequent decrease in
the use of total amount of materials, and an increase in the amount of recyclable and
reusable (refillable) materials.
Food science and packaging technologies are linked to engineering developments
and consumer studies. Consumers tend continuously to want new materials with new
fiinctions. New food packaging systems are therefore related to the development of
food-processing technology, lifestyle changes, and political decision-making processes,
as well as scientific confirmation.
References
Cuq, B., Gontard,
N.
and Guilbert, S. (1995). Edible films and coatings as active layers. In:
Active Food Packaging (M. Rooney, ed.), pp. 111-142. Blackie Academic &
Professional, Glasgow, UK.
New technologies
in
food packaging: overview
11
Debeaufort,
R,
Quezada-Gallo,
J. A. and
Voilley,
A.
(1998). Edible films
and
coatings:
tomorrow's packaging:
a
review. Cri. Rev. Food
ScL
38(4), 299-313.
Gennadios,
A.,
Hanna,
M. A. and
Kurth,
L. B.
(1997). Application
of
edible coatings
on
meats,
poultry
and
seafoods:
a
review. Lebensm.
Wiss.
u
Technol.
30(4), 337-350.
Guilbert,
S. and
Gontard, N. (1995). Edible
and
biodegradable food packaging.
In:
Foods
and Packaging Materials
-
Chemical Interactions
(P.
Ackermann,
M.
Jagerstad
and
T. Ohlsson, eds), pp. 159-168.
The
Royal Society of Chemistry, Cambridge,
UK.
Han,
J. H.
(2000). Antimicrobial food packaging. Food Technol 54(3), 56-65.
Han, J.
H.
(2002). Protein-based edible films and coatings carrying antimicrobial agents.
In:
Protein-based Films
and
Coatings
(A. Gennadios,
ed.),
pp.
485^99. CRC Press, Boca
Raton,
FL.
Han, J.
H.
(2003a).
Antimicrobial packaging materials
and
films.
In: Novel Food Packaging
Techniques (R. Ahvenainen, ed.), pp. 50-70. Woodhead Publishing Ltd, Cambridge.
Han, J.
H.
(2003b). Design of antimicrobial packaging systems. Int.
Rev.
FoodSci.
Technol.
11,106-109.
Kelsey,
R. J.
(1985). Packaging
in
Todays Society,
3rd edn.
Technomic PubHshing
Co.,
Lancaster,
PA.
Kester, J.
J. and
Fennema, O.
R.
(1986). Edible films
and
coatings:
a
review. Food
Technol.
48(12),
47-59.
Krochta,
J. M.
(1997). Edible protein films
and
coatings.
In:
Food Proteins
and
Their
Applications
(S.
Damodaran
and A. Paraf, eds), pp.
529-549. Marcel Dekker,
New York, NY.
Krochta, J. M. and De Mulder-Johnston,
C.
(1997). Edible and biodegradable polymer films:
challenges
and
opportunities. Food
Technol.
51(2), 61-74.
Nestle,
M.
(2003). Safe
Food:
Bacteria, Biotechnology, and Bioterrorism, p. 1. University
of California Press, Berkeley,
CA.
Rodrigues,
E.
T.
and
Han,
J.
H. (2003). Intelligent
packaging.
In:
Encyclopedia
ofAgricultural
and Food Engineering
(D. R.
Heldman,
ed.), pp.
528-535. Marcel Dekker,
New
York,
NY.
Stilwell,
E. I,
Canty,
R. C, Kopf, P
W., Montrone,
A.
M.
and Arthur
D.
Little, Inc. (1991).
Packaging for
the
Environment,
A
Partnership
for
Progress. AMACOM, American
Management Association. New
York,
NY.
Testin, R.
F.
and
Vergano,
P.
J.
(1990).
Food
Packaging,
Food
Protection
and the Environment.
A
Workshop
Report.
IFT Food Packaging Division. The Institute of Food Technologists,
Chicago,
IL.
Tucker,
B. J. O.
(2003).
A
view
on the
trends affecting
the
current development
of
food
processing
and
packaging machinery. Int. Rev. FoodSci.
Technol.
11,
102-103.
Yokoyama,
Y.
(1985). Materials
in
packaging.
In:
Package Design
in
Japan,
Vol. 1
(S.
Hashimoto, ed.), pp. 113-115. Rikuyo-sha Publishing, Tokyo, Japan.
Mass transfer of gas
and solute through
packaging materials
Jung H, Han and Martin C. Scan Ion
introduction 12
General theory 14
Diffusivity 15
Solubility/partitioning 15
Overall mass transfer of gases and solutes 18
Summary 20
References 22
Introduction
There are many applications in the area of food packaging that use mass transfer phe-
nomena. Examples include selecting a packaging material to predict and extend product
shelf
life,
and to control the in-package atmosphere for protection and preservation of
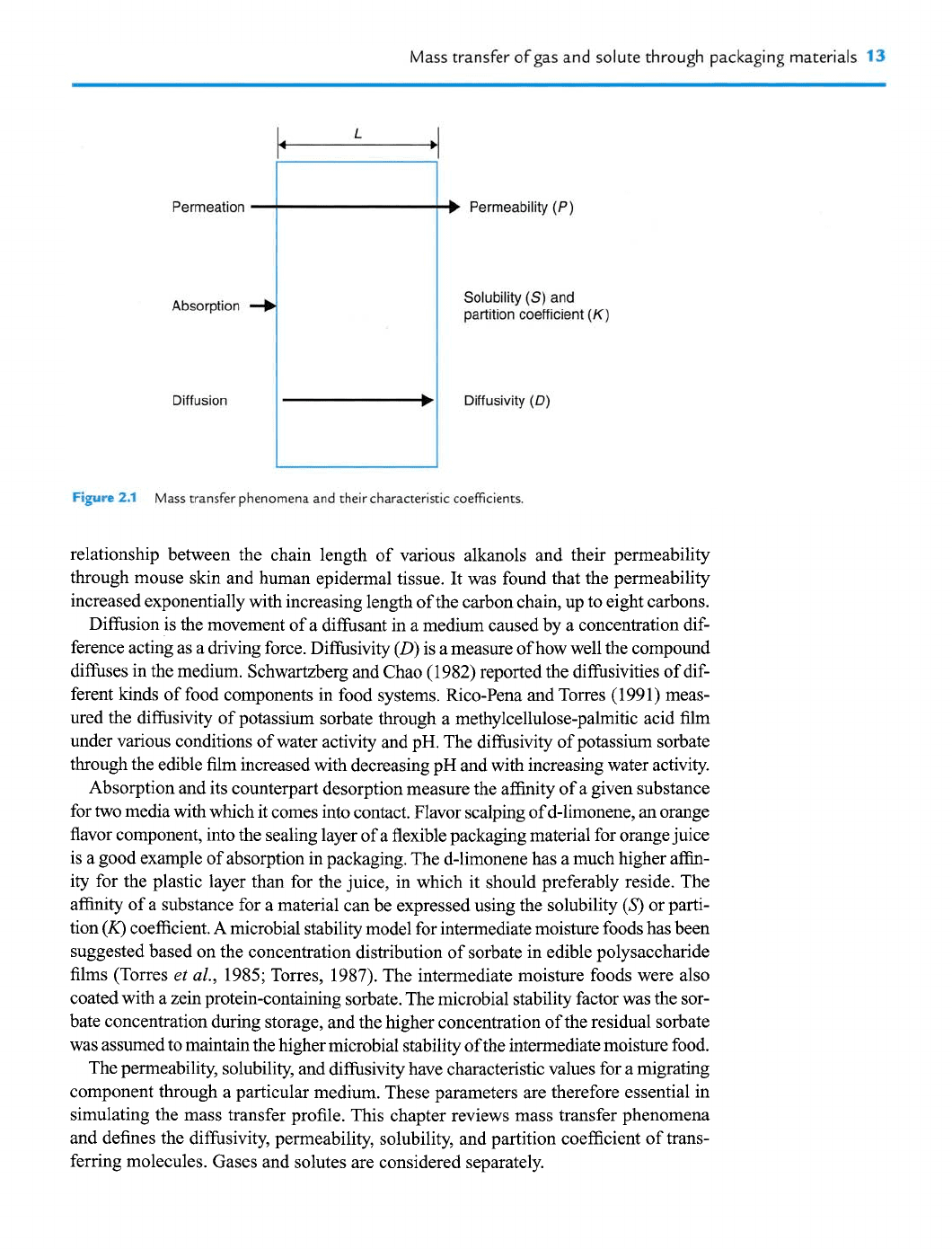
food products. Permeation, absorption and diffusion are typical mass transfer phe-
nomena occurring in food packaging systems (Figure 2.1). Permeation is the ability
of permeants to penetrate and pass right through an entire material in response to a
difference in partial pressure - the gas and water vapor transmission rates of pack-
aging materials give a good indication of permeation. This property of the packaging
material may also be referred to as the "permeance" (ASTM, 1993; Segall and
Scanlon, 1996). To convert the permeance (which is evidently dependent on the thick-
ness of the film) into an intensive property, the permeance is multiplied by the film
thickness to derive the permeability (P) of the film. Thus the mass transfer coefficient
for permeation is permeability (P). The mass transfer of a solute
fi*om
a solution through
a (polymeric) material is also a useful way to determine mass transfer coefficients
experimentally, because it requires simple permeation apparatus (i.e. a permeation
cell) consisting of the high and low concentration solution chambers divided by the
test film material. The concentration increase of the substance in the low concentration
chamber is measured to determine the permeance. Durrheim et al (1980) showed the
Innovations in Food Packaging Copyright © 2005 Elsevier Ltd
ISBN: 0-12-311632-5 AH rights of reproduction in any form reserved
Mass transfer of gas
and
solute through packaging materials
13
Permeation
•
Absorption
Diffusion
•• Permeability
(P)
Solubility
(S) and
partition coefficient
(K)
Diffusivity
(D)
Figure
2.1
Mass transfer phenomena
and
their characteristic coefficients.
relationship between
the
chain length
of
various alkanols
and
their permeability
through mouse skin and human epidermal tissue.
It
was found that the permeability
increased exponentially with increasing length of the carbon
chain,
up to eight carbons.
Diffusion is the movement of a diflfusant in a medium caused by a concentration
dif-
ference acting as a driving force. Diffusivity
(D)
is
a
measure of how
well
the compound
diffuses in the medium. Schwartzberg and Chao (1982) reported
the
diffusivities of
dif-
ferent kinds
of
food components
in
food systems. Rico-Pena and Torres (1991) meas-
ured the diffusivity of potassium sorbate through
a
methylcellulose-palmitic acid film
under various conditions of water activity and
pH.
The diffusivity of potassium sorbate
through
the
edible
film
increased with decreasing pH and with increasing water activity.
Absorption and its counterpart desorption measure the affinity of a given substance
for
two
media with which it
comes
into contact. Flavor scalping of d-limonene,
an
orange
flavor component, into the sealing layer of a
flexible
packaging material for orange juice
is a good example of absorption in
packaging.
The
d-limonene
has
a
much higher affin-
ity
for the
plastic layer than
for
the juice,
in
which
it
should preferably reside.
The
affinity of a substance
for
a material can be expressed using the solubility
(S)
or parti-
tion
(K)
coefficient.
A
microbial stability
model
for intermediate moisture foods
has
been
suggested based on the concentration distribution
of
sorbate
in
edible polysaccharide
films (Torres
et
aL,
1985; Torres, 1987). The intermediate moisture foods were also
coated with
a zein
protein-containing
sorbate.
The
microbial stability factor
was
the sor-
bate concentration during storage, and the higher concentration of the residual sorbate
was
assumed
to
maintain
the
higher microbial stability of
the
intermediate moisture food.
The permeability, solubility, and diffusivity
have
characteristic values for
a
migrating
component through
a
particular medium. These parameters are therefore essential
in
simulating
the
mass transfer profile. This chapter reviews mass transfer phenomena
and defines the diffusivity, permeability, solubility, and partition coefficient of
trans-
ferring molecules. Gases and solutes are considered separately.

14 Innovations in Food Packaging
General theory
The mass transfer rates of molecules through a package material or through a mem-
brane are often described as irreversible processes (Miller,
1960).
A generalized ther-
modynamic driving force is required to elicit movement of the molecules, which, for
the movement of gases and solutes, is the gradient in the chemical potential of the
migrating species
(dMj/dx).
For most packaging and membrane applications the area
through which transfer occurs is large compared to the thickness, so that one-
dimensional flow (or flux) is considered. The linear coefficient linking the flux (per
unit cross-section) to the driving force (Miller, 1960) can
be
considered
as a
resistance
of the package or membrane material to the passage of the given species:
Flux = (Material resistance) ^ (Driving force)
(2.1)
With the appropriate substitutions and assumptions, the gradient in chemical potential
is related to the concentration gradient of the migrating species. Figure 2.2 shows an
example of mass transfer through
a
packaging
material.
The permeation of a molecule
is its movement from the region where its concentration is Ci to the region where the
concentration
is
lower at Q. The absorption phenomenon explains the transfer
fi*om
con-
centration Ci to
Csu
the diffusion phenomenon expresses the movement of molecules
from concentration Qj to Qo- Desorption explains the change in concentration
c
CD
O
c
o
O
^S1
L
^ Cso CQ
•
Distance
Figure 2.2 Concentration profile during mass transfer. Q and Q are the gas concentrations in the
environment and inside the package respectively, while
C51
and C50 are the concentrations of gas at the
outer surface of the packaging material and inside of the packaging material respectively.
Mass transfer of gas
and
solute through packaging materials
15
between
Qo
^^d
Q.
To evaluate how fast either solutes
or
gases move
in
response
to
the thermodynamic driving force,
the
factors making
up the
material resistance
are
examined separately.
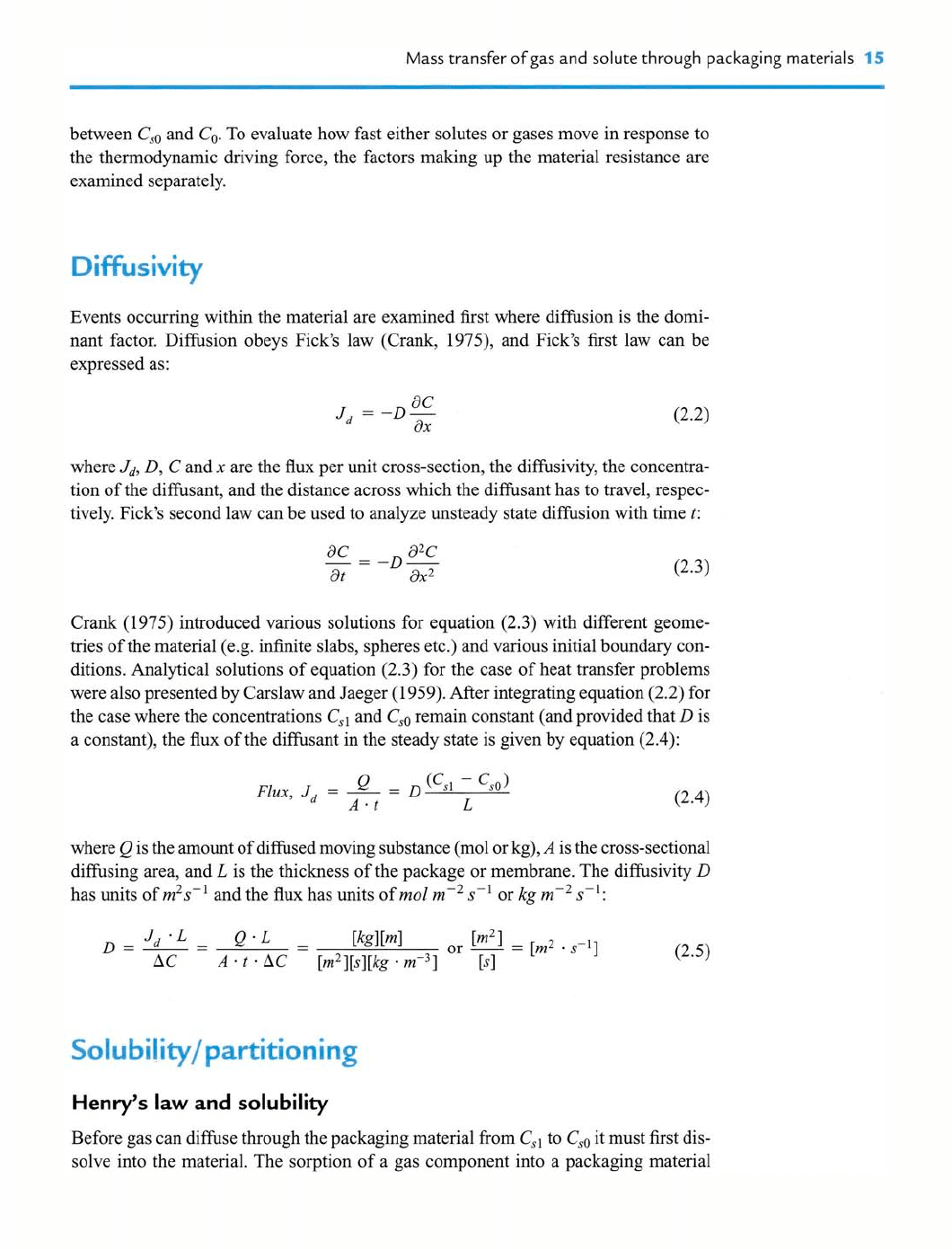
Diffusivity
Events occurring within the material are examined first where diffusion
is
the domi-
nant factor. Diffusion obeys Pick's
law
(Crank, 1975),
and
Pick's first
law can
be
expressed as:
dC_
dx
J<i=-D—
(2.2)
where J^,
D, C
and
x
are the flux per unit cross-section, the diffusivity, the concentra-
tion of the diffusant, and the distance across which the diflfusant has to travel, respec-
tively. Pick's second law can be used to analyze unsteady state diffusion with time t:
dC
^
d^C
^
= -^^ (2.3)
Crank (1975) introduced various solutions
for
equation
(2.3)
with different geome-
tries of the material (e.g. infinite slabs, spheres etc.) and various initial boundary con-
ditions. Analytical solutions
of
equation (2.3)
for the
case
of
heat transfer problems
were also presented by Carslaw and Jaeger
(1959).
After integrating equation (2.2)
for
the case where the concentrations
Qi and
Qo remain constant (and provided that D
is
a constant),
the
flux
of the diflfusant
in
the steady state
is
given by equation (2.4):
F/«x,J,
=-^ =
Z)(^L^
(2.4)
where
Q is the
amount of diffused moving substance (mol or
kg),
A
is the
cross-sectional
diffusing area, and
L is the
thickness of the package
or
membrane. The diffusivity
D
(2.5)
Solubility/partitioning
Henry's
law and
solubility
Before gas can diffuse through the packaging material firom C^i
to
Qo it must first dis-
solve into
the
material. The sorption
of
a
gas component into
a
packaging material
has units of
m^5'
D
~
J,-L
AC
'
and the flux has units of mol
m
A-t
L
•AC
"
[kg][m]
[m^][s][kg
'
m~^]
-2
-1
5*
01
or
-—-
[s]
' kgm~
=
{m?
-^s
16 Innovations in Food Packaging
generally has a linear relationship to the partial pressure of the gas as shown in
Henry's law under conditions where the gas concentration is lower than its saturation
concentration or maximum solubility:
P = ^^. (2.6)
where/7 andX^ are the partial pressure of the gas in the atmosphere and the molar frac-
tion of gas in the packaging material respectively, and a is the Henry's law constant in
Pa (Moore, 1972). If the permeable gas molecule has an affinity to the packaging
material matrix, or is immobilized in the microvoids of the matrix polymer at a rela-
tively low pressure, the sorption behavior follows a logarithmic non-linear relation-
ship,
which is expressed as a Langmuir-type sorption (Robertson, 1993). Equation
(2.7) shows the linear relationship between the concentration at the surface of
the packaging material and the partial pressure of the gas for the example shown in
Figure 2.2:
C = H-^
P\
(2.7)
^.1.
Px
n
V
material
'Pi
n
^ STP
V
^ STP
material -» 1
s
^ STP
[mo/][m3^J
Has^\-<ateriaA^P^^
where pi is the partial pressure of the gas on the high concentration (Ci) side. This
relationship is compatible with equation (2.6) when dealing with dilute solutions, as
in permeation situations, so that Qi
oc
JQ.
The constant H~^ can be expressed in the
form of equation (2.8):
P\
^material ' P\ ^STP ^material ' P\ ^STP i-^gas^^^material^i-^^^
(2.8)
where n is the number of moles of gas that dissolve in the packaging material, and
^material is the volume of the packaging material into which the gas dissolves.
VSTP
is
the volume occupied by 1 mole of the gas under standard temperature and pressure
(iTP) conditions (0°C and
1
ato). This has a value of 22 414 X IQ-^nPmor^ for an
ideal gas, and thus can be taken as a constant. The solubility S of the gas in equation
(2.8) can be expressed as in equation (2.9):
S = ""' ^^^^ (2.9)
V • D
material ^l
where S is the solubility in mol m\as mol'^
^material
P^~^ which is equivalent to
Pa~^, which shows the volume ratio of the absorbed component in a material under
standard gas conditions (Geankoplis, 1993). The solubility is a constant which is inde-
pendent of the absorbed concentration at a given temperature (Robertson, 1993).
From equations (2.8) and (2.9), the concentrations of gas at the edges of the packaging
material can be expressed as:
Csi = ir^ ^d C,o = -TT^ (2.10)
'^STP ^ STP