Игнатьев В.Г., Самойлов А.И. Монтаж, эксплуатация и ремонт холодильного оборудования
Подождите немного. Документ загружается.

Т а б л и ц а 15
вмг
НМТч
ВМГ
1
Рис. 109. Схема про-
верки центровки порш-
ня
ее геометрической формы.
Износ наблюдается в тронковой
части поршня. Чугунные поршни
теряют правильную форму, что про-
является в появлении конусообраз-
ности и овальности. Наибольший
износ происходит в плоскости пер-
пендикулярной оси коленчатого вала.
Износ выявляют измерением диа-
метра поршня в трех параллельных
сечениях по высоте и в двух пло-
скостях: вдоль оси вала и перпенди-
кулярно к ней.
Сечения при измерении распо-
лагают следующим образом: на 2—
5 мм выше верхнего компрессион-
ного кольца, по оси отверстий для
поршневого пальца, на 2—3 мм выше
нижнего маслосъемного кольца.
Таблица 14
Ход поршня
компрессора,
мм
Показатели поршней
Диаметр наружной
поверхности, мм
номи-
нальный
предель-
ный
Овальность
по наруж-
ному разме-
ру, мм
=3
си
45
4П
-0,025
39,9
—
50
67,4
=
И§1
67,28
— —
70(R12)
101,6z
0
°r-1
101,4
— —
70(R22,
81,88=8;,'?
81,5 0,04
0,08
R717)
150-"о
1
,
5
,
130
150-"о
1
,
5
,
—
0,04 0,08
82
114,3_o.i
114,0
— —
Зазор в сопряжении поршень —
гильза (блок) цилиндра.
мм
Ход поршня
компрессора.
мм
начальный начальный
S
О-
45
0,035—0,051 0,20
50
0,05—0,13 0,35
70(R12)
0,04—0,155
0,4
70(R22,
0,12—0,21
0,4
R717)
130 0,15-
—0,25 (чугунный
0,7
поршень)
0,38-
—0,495 (алюминие-
0,9
вый
поршень)
66
0,112—0,162 0,4
82 0,2—0,3 0,8
1
При зазоре, меньшем минимальной
величи-
ны, возможно заклинивание поршня в цилиндре,
приводящее к обры ву шатунных болтов, изгибу
вала и шатуна.
Износ наружной цилиндрической
поверхности поршня допускается в
пределах 0,15—0,3 мм на 100 мм
его диаметра (табл. 14).
Уменьшение диаметра наружной
поверхности поршня при одновремен-
ном увеличении внутреннего диа-
метра цилиндра вследствие износа
обеих деталей приводит к увеличению
зазора между поршнем и цилиндром.
В случае превышения предельно
допустимой величины зазора в ци-
линдре компрессора появляется стук,
резко повышается температура на-
гнетания. В условиях эксплуатации
зазор между поршнем и цилиндром
не должен превышать 2—3-кратную
величину максимального первона-
чального зазора (табл. 15).
Изношенные поршни бракуют или
обрабатывают под меньший ремонт-
ный размер.
Увеличение размеров ка-
навок для поршневых ко-
лец. Износ канавок происходит в
основном по нижним торцевым по-
верхностям (рис. 110, а). Причины
износа — высокие удельные давле-
ния колец на нижние торцевые по-
верхности канавок, ухудшение усло-
145
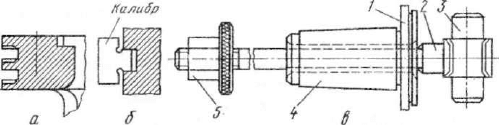
Рис. 110. Проверка выработки поршневых ка-
навок и приспособление для ремонта:
а — характер выработки поршневых канавок; б —
калибр для измерения высоты канавок; в — при-
способление для закрепления поршня при обработ-
ке на токарном станке: / — диск с центрующим
выступом; 2 — тяга; 3 — палец; 4 — хвостовик для
закрепления в патроне; 5 — гайка
вий смазки при повышенных тем-
пературах в конце сжатия.
Наибольшему износу подвергается
верхняя канавка поршня. Износ
выявляют измерением высоты кана-
вок калибром Пр и Не (рис. 110,6).
Каждую канавку измеряют в четырех
местах: два измерения в плоскости,
проходящей через ось поршневого
пальца, и два в плоскости, перпенди-
кулярной этой оси. Увеличение
высоты канавок при одновременном
уменьшении высоты поршневых ко-
лец из-за износа приводит к увеличе-
нию осевого зазора в сопряжении ка-
навка поршня — поршневое кольцо,
вследствие чего наблюдаются повы-
шенный унос масла и интенсивный
износ канавок из-за перемещения
(прокручивания) колец '.
Зазор в • сопряжении канавка
поршня — поршневое кольцо в усло-
виях эксплуатации не должен уве-
личиваться более чем в 1,5—2 раза
по отношению к максимальной вели-
чине начального зазора. Предельные
размеры канавок (по высоте) и пре-
дельные величины зазоров в сопря-
жении канавка поршня — поршневое
кольцо приведены в табл. 16.
Поршни с изношенными канав-
ками бракуют. При наличии поршне-
вых колец ремонтного размера
к шавки протачивают под ремонтный
размер. Допускается только одно-
разовое протачивание канавок, так
как при этом уменьшается толщина
Конструкция пластмассовых колец пре-
дусматривает специальный литьевой зуб
для предотвращения проворачивания кольца
в канавке.
перемычек между ними. Ремонтную
обработку поршней производят на
токарно-винторезных станках с
использованием приспособления
(рис. 110, в). Торец юбки поршня
устанавливают на центрующий вы-
ступ диска приспособления, в отвер-
стия серьги тяги и поршня закла-
дывают палец, затем заворачивают
гайку крепления поршня.
Увеличение диаметра от-
верстий в бобышках пор-
шня и искажение их гео-
метрической формы. Отвер-
стия в бобышках одновременно с
увеличением диаметра приобретают
овальную форму, при этом зазор
в сопряжении поршневой палец —
отверстие под палец увеличивается.
Износ отверстий под палец вызы-
вает характерный стук в компрес-
соре. Износ выявляют измерением
отверстий в бобышках поршня в
средней части их опорной поверх-
ности в двух взаимно перпенди-
кулярных плоскостях: вертикальной
и горизонтальной. Предельные раз-
меры отверстий в бобышках, пре-
дельные величины овальности и
зазоров в сопряжении поршневой
палец — бобышка поршня приве-
дены в табл. 17.
Поршни с износом отверстий, пре-
вышающим указанные пределы, бра-
куют. Алюминиевые поршни, армиро-
ванные втулками, восстанавливают.
Для этого из поршня с помощью руч-
ного или пневматического пресса
выпрессовывают изношенную втулку.
Затем в отверстие запрессовывают
новую втулку и развертывают ее для
восстановления номинального диа-
метра.
Изношенные отверстия могут быть
также обработаны под ремонтный
размер (при наличии пальцев ре-
монтного размера).
Ремонт осуществляют тонким
растачиванием отверстий на то-
карно-винторезных или специальных
расточных станках с помощью при-
способления, в котором поршень
базируется по торцу юбки и наруж-
ной цилиндрической поверхности.
Допускается развертывание отвер-
146
Таблица 1 (
Показатели
Ход поршня
Высота канавки для поршневого
Осевой зазор между кольцом и канавкой поршня, мм
Ход поршня
Высота канавки для поршневого
компрессора, кольца, мм
начальный
предель-
начальный
предель-
мм ный ный
номинальная
предель-
ная
Компрессионное кольцо Маслосъемное
кольцо
45
2i5
+o.o2
2,56
0,033—0,071
(верхнее)
0,019—0,057
(нижнее)
0,15 0,022—0,069 0,12
50
2
+
0,02
3,06
0,033—0,071
(верхнее)
СХ019—0,057
(нижнее)
0,15 0.022-0,069 0,12
70(R12)
2
+
0,02
(компрессионное
кольцо)
3,1
0,035—0,072
0,15
0,035—0,08
0,12
5
+
0.02
5,1
— — — —
(маслосъемное кольцо)
70(R22,
2Д + О.02
2,5 0,015—0,052
0,10
0,035—0,08
0,15
R717) (компрессионное
кольцо)
С+0,04
О +0,02
5,1
— — — —
(маслосъемное кольцо)
130
4 + 0,025
4,1
0,025—0,07
0,12
0,035-0,08
0,12
66
о о+о.оэ
Z,Z +0,05
(компрессионное
кольцо)
л
П
+0,052
4,11 + 0.027
0,065 -0,117
0,15 0,028- 0,074
0,15
(маслосъемное кольцо)
82
о+ 0.1 2
О +0.05
3,3
0,20—0,37
0,5
0,17—0,31 0,4
(компрессионное
кольцо)
С+
0.09
О +0,02
6,2
— — —
(маслосъемное кольцо)
Таблица 17
Показатели
Ход поршня комп-
рессора, мм
Диаметр отверстия под
палец, мм
Овальность отверстия под
палец, мм
Зазор в сопряжении порш-
невой палец — бобышка
поршня, мм
\
номинальный
предельный начальная предельная начальный
предельный
45
j
2+ о.о1 э
12,027
— — — —
50
20 + 0.023
20,033
0,01
0,03
Натяг 0,005
0,075
70{R12)
2g—о.ооб
28,07
0,0025
0,03
Натяг
0—0,01
0,08
70(R22, R717)
2
8
+о,о2з
28,08
0,005
0,06
0,02-0,034
0,1
130 (чугунный пор-
45)0
+ 0,027
—
0,015 0,08
0—0,044 0,15
шень)
130 (алюминиевый
—
0,015
—
Натяг
—
поршень)
66
32
—
0.14
—
0,004
0,03
Натяг
0,001 0,009
0,08
82
СП+ 0.006
OU - 0.028
50,03
—
—
Натяг
0,05
14^
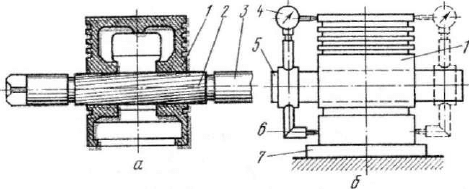
Рис. 111. Инструмент и приспособление для
ремонта отверстий в бобышках поршня:
а — инструмент для развертывания отверстий в бо-
бышках поршня; б — приспособление для проверки
перпендикулярности осей отверстий под поршневой
палец к образующей поршня: / — поршень; 2—
развертка; 3 — головка винта настройки развертки
на размер; 4 -- индикатор; 5 — оправка; 6 — упор;
7 — плита
стий развертками специальных кон-
струкций (раздвижных, нераздвиж-
ных). Оба отверстия должны быть
обработаны одновременно для обес-
печения их соосности. По окончании
ремонтной обработки обязательна
проверка перпендикулярности оси
отверстий в бобышках к образую-
щей поршня (рис. 111).
Трещины, задиры, риски,
выкрашивания и трещины
на вытеснителях. Поршни с
задирами и трещинами заменяют
новыми. Риски, натиры и забоины
зачищают шлифовальной шкуркой с
последующей промывкой раствори-
телем.
При наличии выкрашиваний и
трещин на вытеснителях поршней
нового ряда компрессоров места
дефектов зачищают или срезают
вытеснитель. Удаление вытеснителя
приводит к увеличению объемного
мертвого пространства и уменьше-
нию холодопроизводительности ком-
прессора, поэтому при среднем или
капитальном ремонте поршень со сре-
занным вытеснителем заменяют. За-
боины и риски на днище поршня,
образовавшиеся вследствие его по-
вреждения частицами сломанных
пластин клапанов, не влияют на
работу компрессора, если у поршня
не изменился диаметр и отсутствует
деформация поршневых канавок.
У поршней прямоточных компрес-
соров дополнительно обращают вни-
мание на состояние резьбовых отвер-
стий для крепления всасывающего
клапана. Срыв резьбы в отверстиях
не допускается.
Износ поршневых паль-
цев выражается в уменьшении их
диаметра, искажении геометрической
формы, изменении параметров шеро-
ховатости поверхности; появлении
рисок и осповидных разрушений,
выкрашиваний цементированного
слоя, сколов и трещин.
Допускается уменьшение диаметра
пальцев для компрессоров с ходом
поршня 70 мм (R12) — до 27,98 мм,
70 мм (R22, R717) — до 27,96 мм,
82 мм — до 49,98 мм (в сопряжении
палец поршня — отверстие под па-
лец)
.
Предельная величина овальности и
конусообразности наружной поверх-
ности пальцев для компрессоров с
ходом поршня 50 мм составляет
0,015 мм; 70 мм (R12) — 0,02 мм,
70 мм (R22, R717) — 0,015 мм;
130 мм — 0,02 мм; 66.мм — 0,015 мм.
Дефекты выявляют наружным
осмотром и измерением диаметра
пальца в двух плоскостях (горизон-
тальной и вертикальной) и четырех
сечениях по длине, из которых два
сечения в месте расположения втулки
верхней головки шатуна
1
и по
одному сечению в местах расположе-
ния бобышек поршня.
Изношенные поршневые пальцы
бракуют или восстанавливают. Но-
минальный размер пальцев может
быть восстановлен хромированием
или раздачей. Для восстановления
правильной формы пальцы перед
хромированием шлифуют. Толщина
осадка хрома на сторону не должна
превышать 0,1—0,15 мм, припуск на
последующее шлифование — 0,015—
0,025 мм. После нагрева и раздачи
пальцы нормализуют, протачивают с
припуском 0,2—0,4 мм, цементируют,
закаливают и шлифуют под номи-
нальный размер.
Некоторые специализированные
производственные комбинаты по ре-
' В месте расположения втулки верхней
головки шатуна предельный размер пальца
обычно меньше, чем в месте расположения
бобышек.
148
монту холодильного оборудования
изготовляют поршневые пальцы ре-
монтных размеров для отдельных
марок компрессоров.
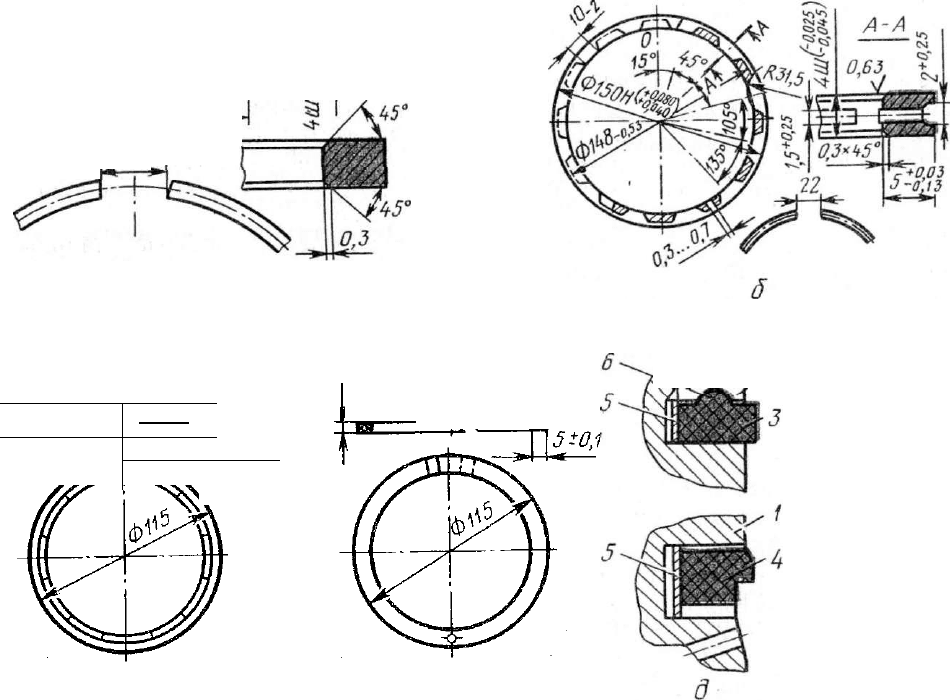
Поршневые кольца
Поршневые кольца (рис. 112)
наружным диаметром до 200 мм
изготовляют из перлитного чугуна
СЧ 24-44 или специальных износо-
стойких чугунов, легированных хро-
мом, никелем или молибденом, а
также из композиционных материа-
лов ТНК-2-Г5 (на основе капрона) и
Ф40С8Г4 (на основе фторопласта).
Твердость чугунных поршневых ко-
лец (диаметром до 200 мм) на 5—
10 единиц НВ ниже твердости гильз
цилиндров. Твердость неметалли-
ческих колец по Бринелю составляет
75—90 МПа. Применение неметалли-
ческих колец вместо чугунных
снижает затраты на изготовление и
стоимость колец, повышает износо-
стойкость пары трения гильза ци-
линдра — поршневое кольцо в 2—
5 раз.
Удельное давление поршневых
колец на зеркало цилиндра является
важным показателем качества их
работы. Недостаточное давление не
обеспечивает необходимого уплотне-
ния между поршнем и цилиндром,
из-за чего повышается унос масла в
нагнетательную полость; чрезмерное
давление приводит к интенсивному
износу кольца и зеркала цилиндра,
повышает расход энергии на пре-
одоление сил трения.
Давление, создаваемое за счет соб-
ственной упругости кольца, является
составной частью общего давления
кольца на зеркало цилиндра. Опти-
С\1
1
к+аоз
J
-<f,l3
Ofi. ..0,7
+ О,О30
015ОН
+О.001»
В свободном состоянии
1
22.
а
4,2±0,75
'
510,1
4ЯГ—
г
~
s ггъ
'
510,1
'
510,1
5,0
±0,12
"it—
Рис. 112. Поршневые кольца:
а — "компрессионное компрессора АУ200; б—маслосъемное компрессора АУ200:
в
— маслосъемное
компрессора П110; г—компрессионное компрессора П110; д—установка неметаллических поршневых
колец: / — поршень;
2
—выемка в канавке;
3
— компрессионное кольцо;
4
— маслосъемное кольцо;
5 — экспандер; 6 — литьевой «зуб»
7
-1
^Пластина
шупа
1
'l W-
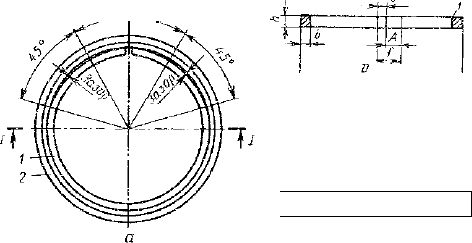
Рис. 113. Проверка поршневых колец:
а — схема измерения радиального зазора между
поршневым кольцом и калибром; б — схема изме-
рения зазоров в замке поршневого кольца; в —
схема измерения теплового зазора кольца в ка-
либре
мальная величина давления чугун-
ных колец на зеркало цилиндра за
счет упругости материала (р
к
) нахо-
дится в следующих пределах: для
цилиндров диаметром 40—100 мм
0,137—0,108 МПа, для цилиндров
диаметром 100—300 мм 0,137
0,05 МПа. Модуль упругости мате-
риалов неметаллических колец зна-
чительно меньше модуля упругости
чугуна, поэтому для создания необ-
ходимого давления используется по-
лосовой волнистый экспандер, уста-
навливаемый в поршневой канавке
за кольцом. Жесткость экспандеров
должна обеспечивать давление на
зеркало цилиндра 0,03 МПа для
компрессионных и 0,05 МПа для
маслосъемных колец.
Давление чугунных поршневых
колец на зеркало цилиндра от сил
упругости не должно превышать
0,15—0,2 МПа.
Наружная поверхность кольца,
заведенного в цилиндр, должна
иметь цилиндрическую форму и
плотно прилегать к зеркалу ци-
линдра. Между новым чугунным
кольцом и калибром (цилиндром в
его неизношенной части) допуска-
ется радиальный зазор не более чем
на двух участках на дугах 45°, но
не ближе 30° от замка (рис. 113,а).
Радиальный зазор (просвет) не
должен превышать 0,03 мм.
Торцевые поверхности чугунных
колец должны быть параллельны
между собой и не иметь коробле-
ния. Отклонение от параллельности
торцевых плоскостей допускается в
пределах допуска на высоту кольца.
Коробление колец в свободном
состоянии не должно превышать
0,05 мм.
Шероховатость наружных цилин-
дрических поверхностей чугунных
колец R
a
— 2,51,25 мкм, торцевых
поверхностей R
a
= 0,63 мкм. При
шероховатости R
a
= 2,b мкм наруж-
ная цилиндрическая поверхность
колец быстро прирабатывается к
зеркалу цилиндра, местные зазоры
между ними ликвидируются.
На рабочих поверхностях колец не
допускаются раковины и забоины.
Наружные кромки колец должны
быть острыми, но без заусенцев.
Допускается удаление заусенцев
путем снятия фасок или закругления
кромок радиусом не более 0,1 мм.
При больших фасках или закругле-
ниях образуется масляный клин,
отжимающий кольцо от зеркала
цилиндра. Для предотвращения за-
щемления колец в канавках поршня
с внутренних кромок также снимают
фаски или их закругляют.
Зазор в замке у нового чугунного
кольца при установке его в калибр
должен составлять 0,004—0,005 диа-
метра цилиндра.
Дефектация поршневых колец.
В процессе эксплуатации кольца
теряют упругость, изнашиваются по
высоте и толщине, зазор в замке
у колец увеличивается. Неметалли-
ческие кольца вследствие воздей-
ствия повышенных температур нагне-
тания приобретают хрупкость или
расплавляются.
Упругость чугунных пор-
шневых колец определяют пу-
тем расчета или с помощью спе-
циальных приспособлений (прибо-
ров). Давление, с которым кольцо
прижимается к зеркалу цилиндра под
действием сил упругости, определяют
по формуле
p=AE/7№D{D/b—\f,
где А — величина деформации кольца (А =
— f — с); f — зазор в замке кольца при
свободном состоянии; с — зазор в замке
кольца при рабочем состоянии (рис. 113,6);
150
t — модуль упругости чугуна [£=(1.U —
— 1,2)10 МПа]; D — диаметр кольца в рабо
чем состоянии, равный диаметру цилиндра;
b — толщина кольца.
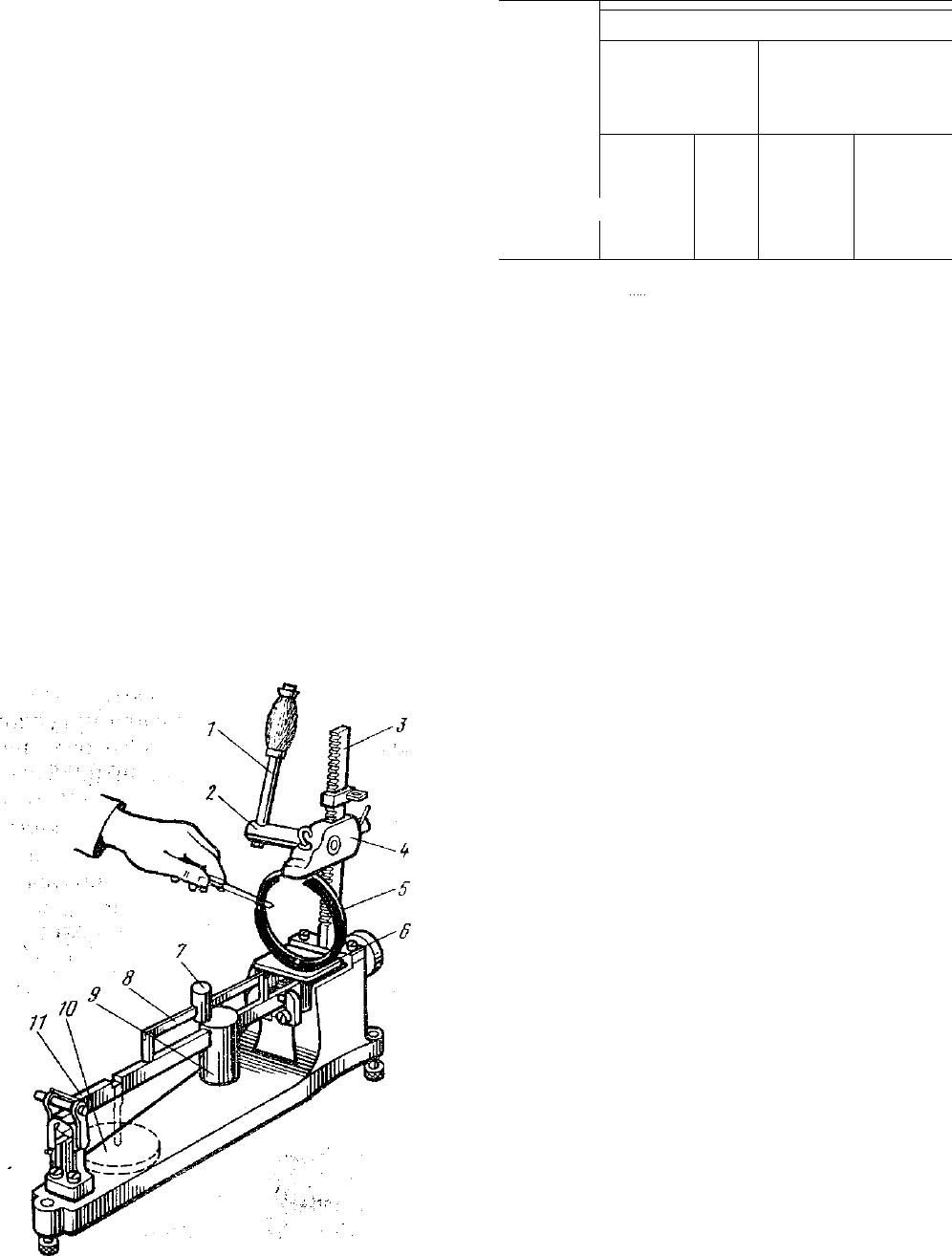
Кольцо при проверке упругости с
помощью прибора (рис. 114) уста
навливают так, чтобы оно распола
галось в вертикальной плоскости,
а замок находился на высоте центра
окружности кольца. Изменяя на
грузку, сжимают кольцо до тех пор,
пока зазор в замке не станет
равным начальному. Поршневое ко
льцо находится в удовлетворитель
ном состоянии, если усилие, при
котором зазор в замке становится
равным начальному, не выходит из
пределов, указанных в технических
условиях (табл. 18).
Износ по высоте и тол
щине определяют измерением ко
льца не менее чем в трех местах,
из которых два располагаются на
расстоянии 10—20 мм по обе стороны
замка и одно — на стороне, противо
положной замку. При измерении
Рис. 114. Прибор для проверки упругости
поршневых колец и пружин:
/ — рукоятка; 2 — валик с шестерней; 3 — зубча
тая рейка; 4 — ползун; 5 — поршневое кольцо;
6 — стол весового механизма; 7,9 — передвижные
грузы; 8, 11 — рычаги; 10— подвесной груз (ста
вится при проверке пружин)
| а о л и па 1,ч
Показатели
Ход
поршня
Зазор в замке
при рабочем
состоянии коль
ца, чч
Упругость колец
мри испытании в
приборе, Н
компрес
сора, мм
Si
начал ь
~
компрес
маслосъ
ный сионных емных
™
45
0 1 0.2
0,8 14,7
—
50
0,2—0.4
2,5
12,Ь
10,8—
12,7
10,8—
:
12,7
70(R!2)
0,15—
2.0
—
0,45
70(R717, 0,15 2,0 18,7 17,6—
R22) —0,45 26,5 —25 5
130 0,6—0.9 3.0 51 80 34—52
66 0,4 0.7 3.(1
пользуются калибрами (Пр и Не)
или универсальным измерительным
инструментом. Изношенные по высо
те кольца бракуют, так как в про
цессе работы они будут перемещать
ся и истирать канавки поршня.
Уменьшение толщины кольца со
провождается потерей его упругости.
Допускается уменьшение радиальной
толщины кольца (в наиболее изно
шенном месте) в пределах 10—20 %
начального размера. При этом упру
гость кольца должна находиться
в допускаемых пределах, а зазор в
замке не должен превышать пре
дельной величины.
Увеличение зазора в зам
ке происходит по мере потери
кольцом упругости. Зазор в замке
при рабочем состоянии кольца (теп
ловой зазор) измеряют щупом".
Кольцо устанавливают в кольцевой
калибр
1
или неизношенную часть
цилиндра (5—10 мм от верхнего
торца).
Перед измерением зазора кольцо
выравнивают таким образом, чтобы
оно располагалось строго перпенди
кулярно к оси калибра или цилиндра.
' Внутренний диаметр кольцевого калиб
ра равен номинальному диаметру цилиндра,
шероховатость сопрягаемой с кольцом поверх
ности R
u
= 0,32=0,16 мкм.
151
Кольцо подлежит замене при увели-
чении теплового зазора в 3—4 раза
по отношению к максимальной
величине начального зазора.
Аварийный износ неме-
таллических поршневых
колец происходит при температуре
нагнетания компрессора, превышаю-
щей допустимую. Повышение темпе-
ратуры нагнетания сверх допусти-
мой, сопровождающееся значитель-
ным повышением температуры стенок
гильз цилиндров, наблюдается при
поломках пластин нагнетательного
клапана или неудовлетворительной
работе клапанной группы. Воздейст-
зие повышенных температур при-
водит к ускоренному старению
материала колец и повышению их
хрупкости или к расплавлению и
размазыванию колец по стенкам
гильз. При малых ремонтах, а также
при неисправностях, приведших к
значительному повышению темпе-
ратуры стенок гильз, производят про-
верку хрупкости колец.
Кольцо из композиционного мате-
риала ТНК-2-Г5 считают пригодным
к дальнейшей работе, если оно не
ломается при разводке замка от 100
до 150 мм.
Максимальные рабочие темпе-
ратуры для колец из композици-
онных материалов: ТНК-2-Г5—
140 °С, Ф40С8Г4 — 200 °С. Повыше-
ние температуры стенок гильз до тем-
пературы, близкой к этим пределам,
приводит к расплавлению неметал-
лических колец.
Аварийный износ неметаллических
колец предупреждают своевременной
заменой пластин клапанов в соответ-
ствии с графиком ППР, недопуще-
нием работы компрессора влажным
ходом, профилактических осмотров и
ремонтов клапанных групп.
Замена поршневых колец. Свое-
временная замена изношенных пор-
шневых колец позволяет предупре-
дить снижение производительности
компрессора, увеличение удельных
затрат энергии на выработку холода,
повышение температурного уровня
работы, увеличение расхода смазоч-
ного масла,.
Для предохранения колец от
поломки при их снятии с поршня
используют специальные клещи или
тонкие металлические пластины ши-
риной 4—6 мм, которые заводят
между кольцом и телом поршня
(рис. 115,а, б). Разжатое и выдви-
нутое из канавок кольцо сдвигают
по пластинам в удобном для снятия
направлении. После дефектации ко-
льца с незначительным износом уста-
навливают только в те канавки, из
которых они были вынуты. Для
выполнения этого условия кольца
маркируют с помощью бирок.
При установке новых чугунных
колец взамен изношенных произво-
дят следующие проверки.
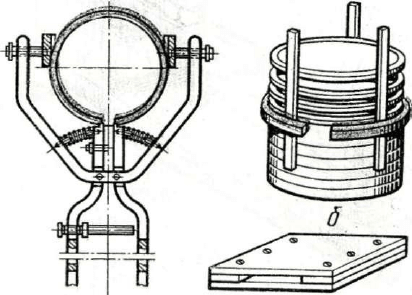
Коробление колец проверяют с по-
мощью щелевого калибра (рис.
115,в) или щупом на контрольной
плите. Основными частями щелевого
калибра являются две полированные
прямоугольные пластины, закреплен-
ные между собой на таком рас-
стоянии, при котором годные кольца
проходят через щель под действием
собственного веса, а кольца, имею-
щие величину коробления выше
допустимой, застревают. При про-
верке на контрольной плите кольцо
укладывают на нее и нагружают
равномерно распределенным грузом
(4—5 кольцами того же размера),
затем измеряют зазор между коль-
цом и плитой.
Плотность прилегания колец к
а в
Рис. 115. Приспособления для замены и про-
верки поршневых колец:
а — клещи для снятия и установки колец; б —
пластины для снятия и установки колец; в —
щелевой калибр
152
Рис. 116. Проверка зазоров в сопряжении
поршневое кольцо — канавка поршня:
а — проверка величины осевого зазора в сопря-
жении; б — осевой а и радиальной 6 зазоры
в сопряжении
стенкам цилиндра проверяют с по-
мощью кольцевого калибра или
непосредственно в гильзе цилиндра.
Кольцо, установленное в калибр
или гильзу, прикрывают сверху плот-
ной крышкой, а снизу освещают
переносным светильником. В местах
просветов зазор проверяют пласти-
ной шупа 0,04 мм, которая у годного
кольца не должна проходить в этот
зазор.
Тепловой зазор в замке и осевой
зазор в сопряжении кольцо— ка-
навка поршня проверяют при по-
мощи щупа. В случае необходимости
тепловой зазор увеличивают опилов-
кой губок кольца надфилем или
плоским шлифным напильником.
Осевой зазор а (рис. 116) обеспе-
чивает свободное перемещение ко-
льца в канавке поршня при его
тепловом расширении во время
работы и должен быть равномерным
по всему периметру канавки. При
недостаточном зазоре
1
а кольцо под-
гоняют к канавке, уменьшая его
высоту. Для этого торцы кольца
притирают на плите пастой ГОИ.
Перед установкой на поршень про-
веряют отсутствие заусенцев на
наружных кромках и притупление
внутренних кромок кольца. Уста-
При зазоре а, меньшем минимальной
величины начального зазора, может произойти
заклинивание кольца в канавке поршня.
новку кольца на поршень осущест-
вляют при помощи тех же приспо-
соблений, что и при их съемке.
Установленное кольцо при повороте
поршня должно погружаться в
канавку под действием собственного
веса.
Радиальный зазор б должен со-
ставлять 0,5—1 мм. Отсутствие ради-
ального зазора у кольца,утопленного
в канавку, может привести к задиру
зеркала цилиндра кромкой кольца.
Неметаллические кольца при уста-
новке и снятии не требуют при-
менения специального инструмента.
Сначала в канавку устанавливают
экспандер, затем кольцо (см. рис.
112, д). После установки компресси-
онных колец их поворачивают таким
образом, чтобы литьевой зуб попал
в выемку в канавке поршня.
Шатуны, шатунные болты
Штампованные заготовки шатунов
средних и крупных компрессоров
изготовляют из конструкционных
углеродистых сталей марок 40 или 45,
шатуны малых компрессоров в связи
с малыми удельными нагрузками
изготовляют литыми из высоко-
прочного чугуна, бронзы и алюми-
ниевых сплавов. Заготовки стальных
шатунов до механической обработки
подвергают нормализации.
На заготовках не допускается
наличия пороков металла (раковин,
следов усадочной рыхлости, неметал-
лических включений и т. п.), а также
наличия окалины. Твердость загото-
вок после термообработки НВ 217—
269.
Оси отверстий верхней и нижней головок
шатуна должны быть параллельны между
собой, перпендикулярны продольной оси
шатуна и находиться в одной плоскости.
Отклонение от параллельности осей
головок (изгиб) не должно превышать 0,02—
0,03 мм на 100 мм длины. Отклонение от
общей плоскости (скручивание) осей отвер-
стий головок не более 0,06 мм на 100 мм
длины. Повышенные величины изгиба и
скручивания могут привести к перекосу
поршня, а также к постепенному смещению
втулки верхней головки шатуна и вкладышей.
Оси отверстий под шатунные болты
должны быть параллельны между собой
и продольной оси шатуна. Отклонение от
153
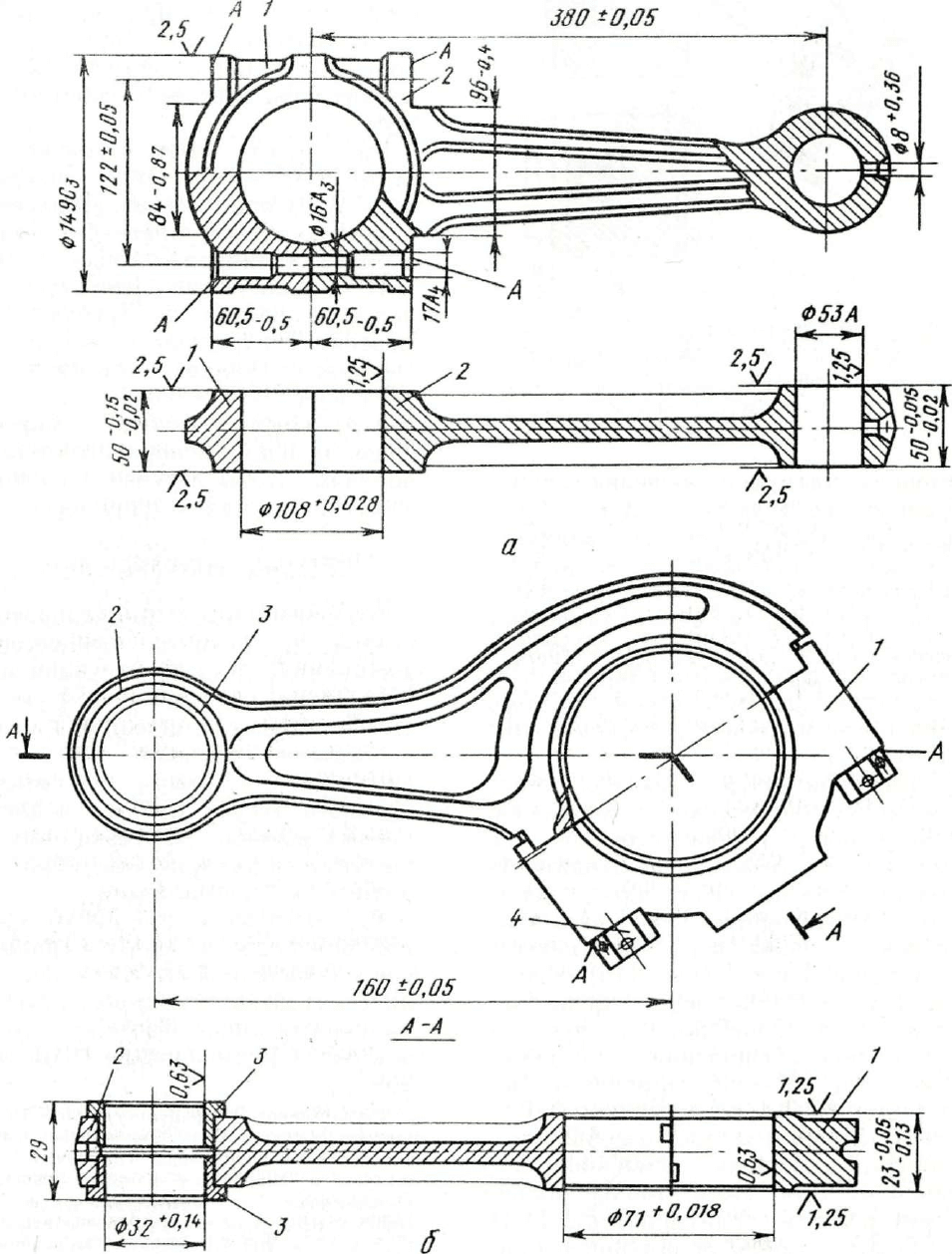
Рис. 1 17. Шатуны:
а - компрессора АУ200; б компрессора П40: / крышка; 2 -- тело шатуна; 3 — втулка верхней
грлбвй'й шатуна; 4 — шатунный болт