Hugo W.B., Russel A.D.(ed). Pharmaceutical Microbiology
Подождите немного. Документ загружается.

peak incidence between 5 and 15 years of age, while pneumococcal meningitis is
predominantly a disease of adults.
Penicillin is the drug of choice for the treatment of group B streptococcal, meningo-
coccal and pneumococcal infections but, as discussed earlier, CSF concentrations of
penicillin are significantly influenced by the intensity of the inflammatory response.
To achieve therapeutic concentrations within the CSF, high dosages are required, and
in the case of pneumococcal meningitis should be continued for 10-14 days.
Resistance of H. influenzae to ampicillin has increased in the past decade and varies
geographically. Thus, it can no longer be prescribed with confidence as initial therapy,
and cetotaxime or ceftriaxone are the preferred alternatives. However, once laboratory
evidence for /3-lactamase activity is excluded, ampicillin can be safely substituted.
Escherichia coli meningitis carries a mortality of greater than 40% and reflects
both the virulence of this organism and the pharmacokinetic problems of achieving
adequate CSF antibiotic levels.The broad-spectrum cephalosporins such as cefotaxime,
ceftriaxone or ceftazidime have been shown to achieve satisfactory therapeutic levels
and are the agents of choice to treat Gram-negative bacillary meningitis. Treatment
again must be prolonged for periods ranging from 2 to 4 weeks.
Brain abscess presents a different therapeutic challenge. An abscess is locally
destructive to the brain and causes further damage by increasing intracranial pressure.
The infecting organisms are varied but those arising from middle ear or nasal sinus
infection are often polymicrobial and include anaerobic bacteria, microaerophilic species
and Gram-negative enteric bacilli. Less commonly, a pure Staph, aureus abscess may
complicate blood-borne spread. Brain abscess is a neurosurgical emergency and requires
drainage. However, antibiotics are an important adjunct to treatment. The polymicrobial
nature of many infections demands prompt and careful laboratory examination to
determine optimum therapy. Drugs are selected not only on their ability to penetrate
the blood-brain barrier and enter the CSF but also on their ability to penetrate the brain
substance. Metronidazole has proved a valuable alternative agent in such infections,
although it is not active against microaerophilic streptococci which must be treated with
high-dose benzylpenicillin. The two are often used in combination. Chloramphenicol
is an alternative agent.
Antibiotic policies
Rationale
The plethora of available antimicrobial agents presents both an increasing problem of
selection to the prescriber and difficulties to the diagnostic laboratory as to which agents
should be tested for susceptibility. Differences in antimicrobial activity among related
compounds are often of minor importance but can occasionally be of greater significance
and may be a source of confusion to the non-specialist. This applies particularly to
large classes of drugs, such as the penicillins and cephalosporins, where there has been
an explosion in the availability of new agents in recent years. Guidance, in the form of
an antibiotic policy, has a major role to play in providing the prescriber with a range of
agents appropriate to his/her needs and should be supported by laboratory evidence of
susceptibility to these agents.
Clinical uses of antimicrobial drugs 145
In recent years, increased awareness of the cost of medical care has led to a major
review of various aspects of health costs. The pharmacy budget has often attracted
attention since, unlike many other hospital expenses, it is readily identifiable in terms
of cost and prescriber. Thus, an antibiotic policy is also seen as a means whereby the
economic burden of drug prescribing can be reduced or contained. There can be little
argument with the recommendation that the cheaper of two compounds should be
selected where agents are similar in terms of efficacy and adverse reactions. Likewise,
generic substitution is also desirable provided there is bioequivalence. It has become
increasingly impractical for pharmacists to stock all the formulations of every antibiotic
currently available, and here again an antibiotic policy can produce significant savings
by limiting the amount of stock held. A policy based on a restricted number of agents
also enables price reduction on purchasing costs through competitive tendering. The
above activities have had a major influence on containing or reducing drug costs,
although these savings have often been lost as new and often expensive preparations
become available, particularly in the field of biological and anticancer therapy.
Another argument in favour of an antibiotic policy is the occurrence of drug-resistant
bacteria within an institution. The presence of sick patients and the opportunities for
the spread of microorganisms can produce outbreaks of hospital infection. The excessive
use of selected agents has been associated with the emergence of drug-resistant bacteria
which have often caused serious problems within high-dependency areas, such as
intensive care units or burns units where antibiotic use is often high. One oft-quoted
example is the occurrence of a multiple-antibiotic resistant K. aerogenes within a
neurosurgical intensive care unit in which the organism became resistant to all currently
available antibiotics and was associated with the widespread use of ampicillin. By
prohibiting the use of all antibiotics, and in particular ampicillin, the resistant organism
rapidly disappeared and the problem was resolved.
In formulating an antibiotic policy, it is important that the susceptibility of
microorganisms be monitored and reviewed at regular intervals. This applies not
only to the hospital as a whole, but to specific high-dependency units in particular.
Likewise general practitioner samples should also be monitored. This will provide
accurate information on drag susceptibility to guide the prescriber as to the most effective
agent.
4.2 Types of antibiotic policies
There are a number of different approaches to the organization of an antibiotic policy.
These range from a deliberate absence of any restriction on prescribing to a strict policy
whereby all anti-infective agents must have expert approval before they are administered.
Restrictive policies vary according to whether they are mainly laboratory controlled,
by employing restrictive reporting, or whether they are mainly pharmacy controlled,
by restrictive dispensing. In many institutions it is common practice to combine the
two approaches.
Free prescribing policy
The advocates of a free prescribing policy argue that strict antibiotic policies are both
4.2.1
146 Chapter 6
impractical and limit clinical freedom to prescribe. It is also argued that the greater the
number of agents in use the less likely it is that drug resistance will emerge to any one
agent or class of agents. However, few would support such an approach, which is
generally an argument for mayhem.
4.2.2 Restricted reporting
Another approach that is widely practised in the UK is that of restricted reporting. The
laboratory, largely for practical reasons, tests only a limited range of agents against
bacterial isolates. The agents may be selected primarily by microbiological staff or
following consultation with their clinical colleagues. The antibiotics tested will vary
according to the site of infection, since drugs used to treat urinary tract infections often
differ from those used to treat systemic disease.
There are specific problems regarding the testing of certain agents such as the
cephalosporins where the many different preparations have varying activity against
bacteria. The practice of testing a single agent to represent first generation, second
generation or third generation compounds is questionable, and with the new compounds
susceptibility should be tested specifically to that agent. By selecting a limited range of
compounds for use, sensitivity testing becomes a practical consideration and allows
the clinician to use such agents with greater confidence.
4.2.3 Restricted dispensing
As mentioned above, the most Draconian of all antibiotic policies is the absolute
restriction of drug dispensing pending expert approval. The expert opinion may be
provided by either a microbiologist or infectious disease specialist. Such a system can
only be effective in large institutions where staff are available 24 hours a day. This
approach is often cumbersome, generates hostility and does not necessarily create the
best educational forum for learning effective antibiotic prescribing.
A more widely used approach is to divide agents into those approved for unrestricted
use and those for restricted use. Agents on the unrestricted list are appropriate for
the majority of common clinical situations. The restricted list may include agents
where microbiological sensitivity information is essential, such as for vancomycin
and certain aminoglycosides. In addition, agents which are used infrequently but for
specific indications, such as parenteral amphotericin B, are also restricted in use. Other
compounds which may be expensive and used for specific indications, such as broad-
spectrum /Mactams in the treatment of Ps. aeruginosa infections, may also be justifiably
included on the restricted list. Items omitted from the restricted or unrestricted list are
generally not stocked, although they can be obtained at short notice as necessary.
Such a policy should have a mechanism whereby desirable new agents are added
as they become available and is most appropriately decided at a therapeutics com-
mittee. Policing such a policy is best effected as a joint arrangement between senior
pharmacists and microbiologists. This combined approach of both restricted reporting
and restricted prescribing is extremely effective and provides a powerful educational
tool for medical staff and students faced with learning the complexities of modern
antibiotic prescribing.
Clinical uses of antimicrobial drugs 147
5 Further reading
Finch R.G. (1996) Antibacterial chemotherapy: principles of use. Medicine, 24, 24-26.
Greenwood D. (1995) Antimicrobial Chemotherapy, 3rd edn. Oxford: Oxford University Press.
Lambert H.P., O'Grady F., Greenwood D. & Finch R.G. (1996) Antibiotic and Chemotherapy, 7th edn.
Edinburgh: Churchill Livingstone.
Mandell G.L., Douglas R.G. & Bennett J.E. (eds) (1995) Principles and Practice of Infectious Diseases,
4th edn. New York: John Wiley.
148 Chapter 6
Manufacture of antibiotics
Introduction
Industrial scale manufacture of the majority of antibiotics is fermentation-based.
Strictly speaking, fermentations are biological processes occurring in the absence of
air (oxygen). However, the term is now commonly applied to any large-scale cultivation
of microorganisms, whether aerobic (with oxygen) or anaerobic (without oxygen).
Despite the ever-increasing use of complex instrumentation, the application of
feedback control techniques and the use of computers, the science of antibiotic
fermentation is still imperfectly developed. This technology is involved with a living
cell population which is changing both quantitatively and qualitively throughout the
production cycle: optimization is difficult, because no two ostensibly 'identical' batches
are ever wholly alike. Dealing with the challenge of this variation is one of the attractions
for those who practise in this field.
Choice of examples
The manufacture of benzylpenicillin (penicillin G, originally just 'penicillin') is chosen
as a model for the antibiotic production process. It is the most renowned of antibiotics
and is the first to have been manufactured in bulk. It is still universally prescribed and
is also in demand as input material for semisynthetic antibiotics (Chapter 5).
Developments associated with the penicillin fermentation process have been a significant
factor in the development of modern biotechnology. It was a further 30 years, i.e. not
until the 1970s, before there were significant new advances in industrial fermentations.
No single product can exemplify all the important features of antibiotic manufacture.
Benzylpenicillin is a /^-lactam. Brief accounts are given of the manufacture of two
other /3-lactams, penicillin V (phenoxymethylpenicillin) and cephalosporin C, to
illustrate further key points.
Manufacture of antibiotics 149
1 Introduction 3.4.1 Batched medium
3.4.2 Fed nutrients
2 Choice of examples 3.4.3 Stimulation by PAA
3.4.4 Termination
3 The production of benzylpenicillin 3.5 Extraction
3.1 The organism 3.5.1 Removal of cells
3.2 Inoculum preparation 3.5.2 Isolation of benzylpenicillin
3.3 Thefermenter 3.5.3 Treatment of crude extract
3.3.1 Oxygen supply
3.3.2 Temperature control 4 The production of penicillin V
3.3.3 Defoaming agents and instrumentation
3.3.4 Media additions 5 The production of cephalosporin C
3.3.5 Transfer and sampling systems
3.4 Control of the fermentation 6 Further reading
7
However, important as the /3-lactams are, they are but one of many families of
antibiotics (Chapter 5). Furthermore, most industrial microorganisms used to make j8-
lactams are fungi; this is atypical of antibiotics as a whole where bacteria, particularly
Streptomyces spp., predominate. Chapter 5 and some of the further reading at the end
of this chapter provide the broad perspective, including information on those antibiotics
made by total or partial chemical synthesis, against which this present account with its
necessarily selective subject matter should be read.
All the examples are of 'batched' fermentations, i.e. of processes where sterile
medium in a vessel is inoculated, the broth fermented for a defined period (usually
hours or days), the tank emptied and the proceeds extracted ('downstream processing')
to yield the antibiotic. During the fermentation, nutrients, antifoam agents and air
are supplied, the pH is controlled and exhaust gases removed. After emptying the
tank is turned around, that is cleaned and prepared for a new batch. In 'continuous'
fermentations, sterile medium is added to the fermentation with a balancing withdrawal
of broth for product extraction. This has a number of advantages providing the system
can be run clean, i.e. without contamination. One is long fermentation runs of many
weeks, hence greater productivity per vessel due to fewer turnrounds. In continuous
culture the growth rate can be held at an optimum value for product fermentation. It is
therefore suitable for products whose synthesis is proportional to cell density, but is
not generally an economical process for antibiotic production where synthesis is not
associated with growth and there are additional concerns about strain degeneration.
In this chapter there is little discussion of downstream processing operations after
the fermentation stage, i.e. the recovery, purification, quality testing and sterile packaging
of the products, even though these usually account for most of the total manufacturing
costs. The limited discussion is because, beyond the basic principles, there is no simple
model that can be used to illustrate downstream processing, no two processes are
alike and different manufacturers are likely to employ different methods for the same
product. The quality of the fermented material can markedly affect the efficiency of
all the succeeding operations, for at the end of a typical fermentation, the antibiotic
concentration will rarely exceed 20gH and may be as low as 0.5 gH.
Details of the manufacture of streptomycin and griseofulvin are to be found in
previous editions of this book.
3 The production of benzylpenicillin
3.1 The organism
The original organism for the production of penicillin, Penicillium notatum, was isolated
by Fleming in 1926 as a chance contaminant. In 1940, Florey and Chain produced
purified penicillin and its tremendous curative potential became apparent. However,
the liquid surface culture techniques necessary for the cultivation of this obligate aerobe
were lengthy, labour-intensive and prone to contamination. The isolation of a higher-
yielding organism, P. chrysogenum, from an infected Cantaloupe melon obtained in a
market in Peoria, Illinois, USA, was the key advance. This organism could be grown in
deep fermentations in sealed tanks under stirred and aerated conditions, in vessels as
large as 250 m
3
.
150 Chapter 7
From this one ancestral fungus each penicillin manufacturer has evolved a particular
production strain by a series of mutagenic treatments, each followed by the selection
of improved variants. These selected variants have proved capable of producing amounts
of penicillin far greater than those produced by the 'wild' strain, especially when
fermented on media under particular control conditions developed in parallel with the
strains. These strain selection procedures have become a fundamental feature of
industrial biotechnology.
Production strains are stored in a dormant form by any of the standard culture
preservation techniques. Thus, a spore suspension may be mixed with a sterile, finely
divided, inert support and desiccated. Alternatively, spore suspensions in appropriate
media can be lyophilized or stored in a liquid culture biostat.
All laboratory operations are carried out in laminar flow cabinets in rooms in
which filtered air is maintained at a slight positive pressure relative to their outer
environment. Operators wear sterilized clothing and work aseptically. Antibiotic
fermentations are, of strict necessity, pure culture aseptic processes, without con-
taminating organisms.
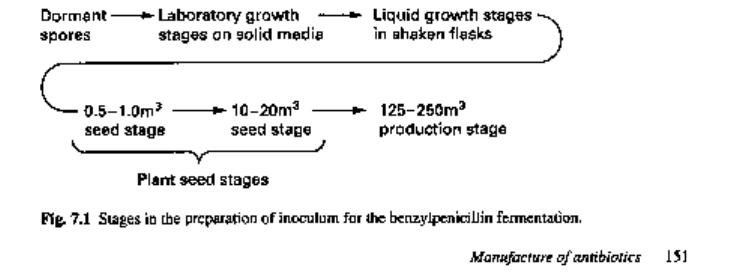
3.2 Inoculum preparation
The aim is to develop for the production stage fermenter a pure inoculum in sufficient
volume and in the fast-growing (logarithmic) phase so that a high population density is
soon obtained. Figure 7.1 shows a typical route by which the inoculum is produced.
The time taken for each seed stage is measured in days and decreases as the sequence
progresses. The final inoculum to the production stage is generally 1-10% of the total
volume of the fementer. If the fermenter is under-inoculated there may be an extended
lag before growth starts and the fermentation period will be prolonged. This is both
uneconomic and may result in degenerative growth which affects performance, quality
and hence also cost.
The inoculum stage media are designed to provide the organism with all the
nutrients that it requires. Adequate oxygen is provided in the form of sterile air and the
temperature is controlled at the desired level. Principal criteria for transfer to the next
stage in the progression are freedom from contamination and growth to a pre-determined
cell density.
Typical of fungi, the organism grows as branching filaments (hyphae) and by the
time that the culture has progressed to the production stage it has a soup-like consistency.
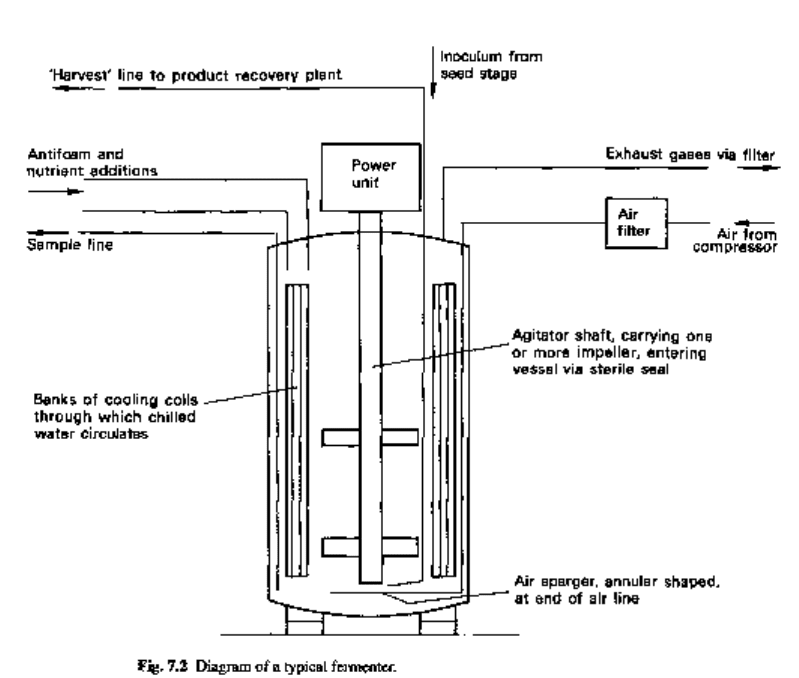
3.3
The fermenter
A typical fermenter is a closed, vertical, cylindrical, stainless steel vessel with convexly
dished ends and of 25-250 m
3
capacity. Its height is usually two to three times its
diameter. Figure 7.2 shows such a vessel diagramatically, and Fig. 7.3 gives a view
inside an actual vessel.
3.3.1
Oxygen supply
The penicillin fermentation needs oxygen, which is supplied as filter-sterilized air from
a compressor. Oxygen is critical to aerobic processes and its supply is a crucial aspect
of fementer design and batch control. As oxygen is poorly soluble in water, steps are
taken to assist its passage into the liquid phase and from aqueous solution into the
microorganism. In a conventional fermentation, air is introduced into the bottom of the
vessel via a ring 'sparger' with multiple small holes rather than through a single large
orifice. This breaks the air flow into smaller bubbles which have a greater surface area
to volume ratio and hence greater oxygen transfer. These bubbles lose oxygen as they
rise up the tank and, at the same time, carbon dioxide diffuses into them. The vessel is
kept under a positive head pressure which promotes the dissolution of oxygen and in
152 Chapter 7
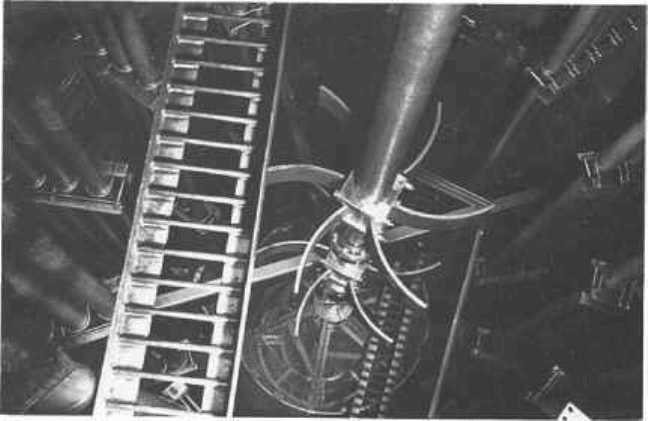
Fig. 7.3 View looking down into a 125 m
3
stainless steel fermenter. (Courtesy of Glaxo Wellcome
Operations.)
addition reduces the chances of contamination. The transfer of oxygen is further assisted
by impellers mounted on a rotating vertical shaft driven by a powerful electric motor.
Baffles are also included to achieve the correct blend of shear and of bulk circulation
from the power supplied, and generally to promote intimate contact of cells and nutrients.
Aeration is a major expense as very large amounts of energy are consumed. The design,
size and number of impellers relative to the fermenter design and type of microorganism
form a science in their own right. There has been considerable research into novel,
energetically more efficient methods of aeration, and the next generation of fermenters
may include some that are radically different in design.
3.3.2 Temperature control
The production of benzylpenicillin is very sensitive to temperature. A lot of metabolic
heat is generated and the fermentation temperature has to be reduced by controlled
cooling. This heat transfer is achieved by circulating chilled water through banks of
pipes inside the vessel (which also serve as baffles) or through external 'limpet' coils
on the jacket of the vessel. These coils consist of continuous lengths of pipe welded in
a shallow spiral round the vessel. This cooling water system is also used to cool batched
medium sterilized in the vessel prior to its inoculation.
3.3.3 Defoaming agents and instrumentation
Microbial cultures may foam when they are subjected to vigorous mechanical stirring
and aeration. If this foaming is not controlled, culture is lost by entrainment in the
exhaust gases and so there are systems, often automatic, for detecting incipient foaming,
Manufacture of antibiotics 153
for temporarily applying backpressure to contain the culture within the vessel and for
the aseptic addition of defoaming agents.
Instrumentation is also fitted to provide a continuous display of important variables
such as temperature and pH, the power used by the electric motor, airflow, dissolved
oxygen and exhaust gas analysis. Manual or computer feedback control can be based
either directly on the signals provided by the probes and sensors or on derived data
calculated from those signals, such as the respiratory coefficient or the rate of change
of pH. Mass spectronomical analysis of exhaust gases can provide valuable physiological
information.
3.3.4 Media additions
Not all the nutrients required during fermentation are initially provided in the culture
medium. Some are sterilized separately by batch or continuous sterilization and then
added whilst the fermentation is in progress, usually via automatic systems that allow
a preset programme of continuous or discrete aseptic additions.
3.3.5 Transfer and sampling systems
Aseptic systems are provided to transfer the inoculum to the vessel, to allow the taking
of routine samples during fermentation, for early harvesting of aliquots when the vessel
becomes full as a consequence of the media additions and to transfer the final contents
to the extraction plant when fermentation is complete. Asepsis is assured by engineering
design and by steam, which must reach all parts of the vessels and associated pipework.
Any pockets of air or rough surfaces that steam does not penetrate could act as reservoirs
for contaminating microorganisms.
Sampling is essential to monitor the amount of growth, the running levels of key
nutrients and the penicillin concentration. It is necessary also to check that there has
been no contamination by unwanted microorganisms.
3.4 Control of the fermentation
Should oxygen availability fall below a critical level, benzylpenicillin biosynthesis is
greatly reduced although culture growth continues. Thus, if growth in the fermenter
proceeds unchecked at the rate prevailing in the seed stages, the culture would become
very dense and the available aeration would no longer be sufficient to maintain penicillin
production. Accordingly, conditions are so adjusted that fast growth is achieved only
until the cell population has reached the maximum density that the vessel can support.
Further net growth is constrained by deliberately limiting the supply of a key nutrient
(in practice, a sugar). The cells can then be stimulated to an 'overproduction' of
benzylpenicillin while restricting the amount of growth and a stable, highly productive
cell population can be sustained.
Batched medium
The medium initially placed in the fermenter is a complete one but designed only to
3.4.1
154 Chapter 7