Hill A.V. The Encyclopedia of Operations Management: A Field Manual and Glossary of Operations Management Terms and Concepts
Подождите немного. Документ загружается.

ptg6843605
seven wastes
–
shipping container
The Encyclopedia of Operations Management Page 326
Many sources use the above seven tools, but some sources, such as the ASQ and Wikipedia websites replace
process map with
stratification
, while others, such as Schroeder (2007), replace the checksheet with the
run
chart
. This author argues that a process map is far more important than stratification, and a checksheet is more
practical than a run chart. This author argues further that a
causal map
is better than a fishbone diagram and that
other tools, such as
FMEA
,
error proofing
, and the
Nominal Group Technique
, should be added to the list.
Other technical quality tools include design of experiments (DOE), multiple regression (and other
multivariate statistical techniques), statistical hypothesis testing, sampling, and survey data collection. Non-
technical quality tools include project management, stakeholder analysis, brainstorming, and mindmapping. All
of the above tools are described in this book.
See C&E diagram, causal map, checksheet, control chart, flowchart, histogram, Nominal Group Technique
(NGT), Pareto Chart, process map, quality management, run chart, scatter diagram, Statistical Process Control
(SPC), Statistical Quality Control (SQC).
seven wastes – See 8 wastes.
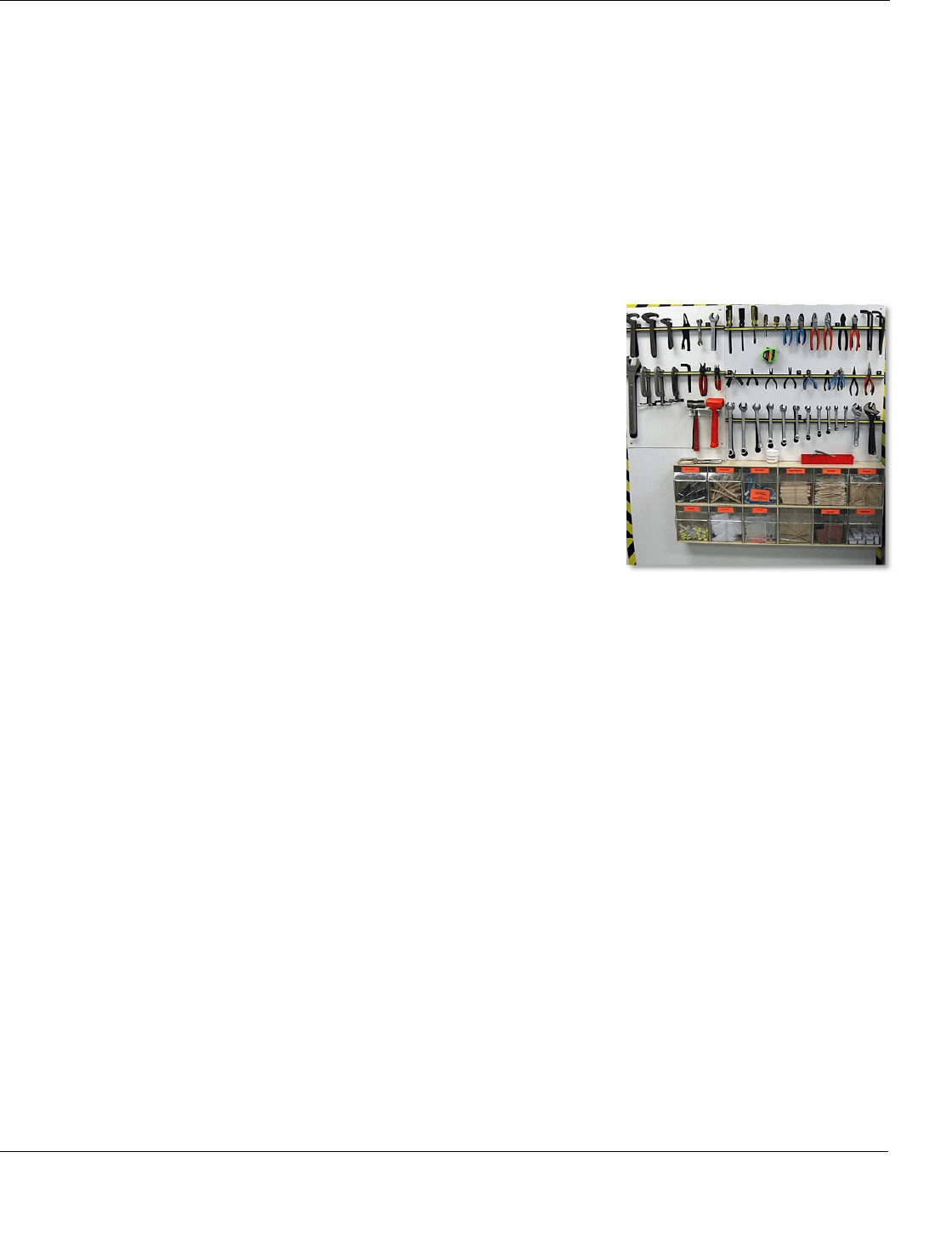
shadow board – A visual indicator of where tools should be stored on a wall
or in a drawer; usually in the form of an outline similar to a shadow.
Shadow boards are a standard practice in the set-in-order step of 5S to
organize tools and materials. Shadow boards call immediate attention to a
failure to follow the discipline of “a place for everything and everything in
its place,” which is fundamental to 5S and lean thinking.
In work areas where several people share a set of tools, it is a good idea
to require workers to “sign out” tools by putting cards with their names on
the board where the tools are normally stored. In this way, everyone knows
who has the tool. This simple visual approach is a good example of the
application of lean thinking.
See 5S, error proofing, lean thinking, visual control.
shadow price – See sensitivity analysis.
Shingo Prize – An annual award given to a number of organizations by the Shingo Prize Board of Governors based
on how well they have implemented lean thinking; an organization headquartered at and sponsored by Utah State
University that manages the Shingo Prize evaluation process, conferences, and training events.
According to the Shingo Prize website, “The Shingo Prize is regarded as the premier manufacturing award
recognition program for North America. As part of the Shingo Prize mission and model, the Prize highlights the
value of using lean/world-class manufacturing practices to attain world-class status.” Similar to the Malcolm
Baldrige Award, the Shingo Prize has developed a model (framework) that can be used prescriptively to evaluate
the performance of an organization.
The prize is named after the Japanese industrial engineer
Shigeo Shingo
, who distinguished himself as one
of the world’s leading experts in improving manufacturing processes. According to the Shingo Prize website,
Dr. Shingo “has been described as an engineering genius who helped create and write about many aspects of the
revolutionary manufacturing practices which comprise the renowned Toyota Production System.”
The Shingo Prize website homepage is http://bigblue.usu.edu/shingoprize.
See lean thinking, Malcolm Baldrige National Quality Award (MBNQA).
shipping container – (1) Anything designed to carry or hold materials in transit. (2) A large metal shipping box of
a standard size that is used to securely and efficiently transport goods by road, ship, or rail, without having to be
repacked; also called ocean container.
In 2006, 20 million shipping containers were in use. Although containers are essential for international trade
and commerce, no single system governs the international movement of containers, which makes it difficult to
effectively track a container through the supply chain.
The International Organization for Standardization (ISO) regulates container sizes to ensure some
consistency throughout the world. The standard external dimensions for containers are a width of 8 feet (2.44
m), height of 8.5 feet (2.59 m) or 9.5 feet (2.9 m), and length of 20, 40, or 45 feet (6.1 m, 12.2 m, or 13.7 m). For
inside dimensions, deduct 4 inches (10.16 cm) from the width, 9 inches (22.9 cm) from the height, and 7 to 9
inches (17.8 cm to 22.9 cm) from the length. Common types of containers include:

ptg6843605
shipping terms − shortage report
Page 327 The Encyclopedia of Operations Management
General purpose (dry cargo) container – This is the most commonly used shipping container and can carry
the widest variety of cargo. It is fully enclosed, weatherproof, and equipped with doors either on the end wall
(for end loading) or the side wall (for side loading.) The most common lengths of general purpose containers are
20 feet and 40 feet. Containers are measured in 20-foot equivalent units (TEU), meaning that a 20-foot container
is 1 TEU and a 40-foot container is 2 TEU. Other general purpose container sizes include a 10-foot length
(mostly used in Europe and by the military) and the high-cube container, which is for oversized freight.
Thermal container (reefer) – This is a container with insulated walls, doors, roof, and floor, which helps
limit temperature variation. The thermal container is used for perishable goods, such as meat, fruits, and
vegetables. This type of container often has a heating or cooling device.
Flat rack (platform) – This is not an actual container, but rather a means for securing oversize cargo that
will not fit into a regular container. The flat rack is equipped with top and bottom corner fittings that hold the
cargo in place on the top deck of the vessel and is generally used for machinery, lumber, and other large objects.
Tank container – This type of container is used for bulk gases and liquids.
Dry bulk container – This is a container used to ship dry solids, such as bulk grains and dry chemicals. It is
similar to the general purpose container, except that it is usually loaded from the top instead of from the side or
the end. Each container has its own identification code with four letters that identify which ocean carrier owns
the container (such as CSCL for China Shipping Container Lines) plus several numbers. After a container is
loaded and sealed, the seal is assigned a number that is valid only for that shipment.
Container vessels vary greatly in size and capacity. A small container vessel might carry as few as 20 TEU,
but most modern vessels carry 1,000 TEU or more. At the time of this writing, the largest container vessel in the
world has a capacity of 8,063 TEU. Typical vessels load containers in tall slots that extend from three to six
containers below deck to three to six containers above deck. The containers are locked at the corners.
See cargo, cube utilization, less than container load (LCL), less than truck load (LTL), multi-modal
shipments, trailer.
shipping terms – See terms.
shop calendar – A listing of the dates available for material and capacity planning.
Materials Requirements Planning (MRP) systems need the shop calendar to backschedule from the order
due date to create the order start date (Hamilton 2003). MRP systems also require the shop calendar to create
capacity requirements planning reports.
See Capacity Requirements Planning (CRP), job shop scheduling, Manufacturing Execution System (MES),
Manufacturing Requirements Planning (MRP).
shop floor control – The system used to schedule, release, prioritize, track, and report on operations done (or to be
done) on orders moving through a factory, from order release to order completion; also known as production
activity control.
Major functions of a shop floor control system include:
Assigning priorities for each shop order at each workcenter.
Maintaining work-in-process inventory information.
Communicating shop-order status information.
Providing data for capacity planning and control purposes.
Providing shop order status data for both WIP inventory and accounting purposes.
Measuring efficiency, utilization, and productivity of labor and machines.
Supporting scheduling and costing systems.
See backflushing, dispatching rules, job shop scheduling, Manufacturing Execution System (MES),
operation, routing.
shop packet – A set of documents that move with an order through a manufacturing process; also called a traveler.
The shop packet might include bill of material, routing, pick slip, work instructions, production and labor
reporting tickets, move tickets, and other support forms.
See bill of material (BOM), Manufacturing Execution System (MES), routing.
shortage – See stockout.
shortage cost – See stockout.
ptg6843605
shortage report – simulated annealing
The Encyclopedia of Operations Management Page 328
shortage report – A list of items not available to meet requirements for customer orders or production orders; also
called a shortage list.
See Over/Short/Damaged Report.
shrinkage – (1) In an inventory context: Inventory lost due to deterioration or shoplifting (theft from “customers”),
breakage, employee theft, and counting discrepancies. (2) In a call center context: The non-revenue generating
time as a percentage of the total paid time; also called staff shrinkage.
In the inventory context, shrinkage is usually discovered during a cycle count. In the call center context,
shrinkage is the percentage of paid working time that is unproductive. Unproductive time includes breaks,
meetings, training, benefit time (sick, vacation, etc.), and other off-phone member service activities.
See call center, carrying charge, carrying cost, cycle counting, obsolete inventory.
SIOP – See Sales & Operations Planning (S&OP).
sigma level – A metric that measures the defect rate for a process in terms of the standard normal distribution with
an assumed shift in the mean of 1.5 standard deviations.
The sigma level metric is often taught in lean sigma programs as a measure of effectiveness for a process.
The estimation process usually assumes that the control limit is set based on a standard normal random variable
with mean 0 and standard deviation 1, but that the true process has a standard deviation of 1 and mean of 1.5
(instead of 0). The sigma level metric uses this model to estimate the number of defects per million opportunities
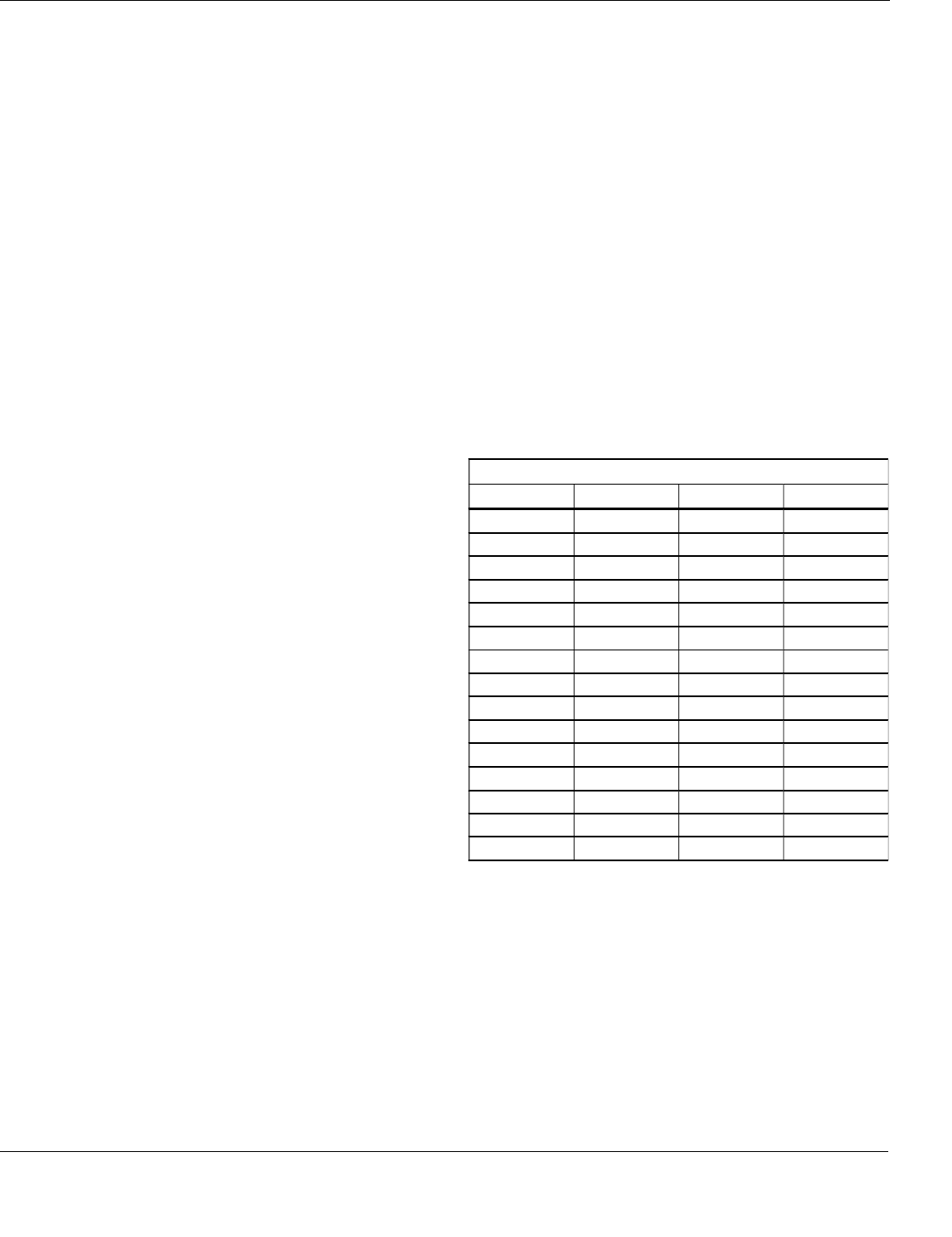
(DPMO). The table below shows the DPMO for a range of sigma level and assumed mean shift values.
The well-known “3.4 defects per million
opportunities” can be found in the top right
cell of the table. For a sigma level of SL = 6
and mean shift MS = 1.5, the probability of a
defect in the right tail is 0.000003398, the
probability of a defect in the left tail is
practically 0, and the overall probability of a
defect is 0.000003398. Therefore, the total
expected DPMO is 3.3977 ≈ 3.4.
Four-sigma represents an average
performance level across many industry
sectors. If the entire world operated on a
four-sigma standard, the world would have
some serious problems:
20,000 lost articles of mail per hour
Unsafe drinking water 15 minutes per day
5,000 surgical errors per week Two bad
aircraft landings per day
200,000 wrong prescriptions each year
No electricity 7 hours each month
The Excel formula for converting a
“sigma level” (SL) with a mean shift (MS)
into a defect rate (per million opportunities) is = (NORMDIST(-SL, MS, 1, TRUE) + 1 - NORMDIST(SL, MS, 1,
TRUE))*1000000. As noted above, it is commonly assumed that the mean is shifted by MS = 1.5 sigma.
Contrary to the hyperbole found in many popular practitioner publications, six sigma may not be the optimal
sigma level. The optimal sigma level may be lower or higher than six sigma and should be based on the cost of a
defect relative to the cost of preventing a defect.
See defect, Defective Parts per Million (DPPM), Defects per Million Opportunities (DPMO), DMAIC, lean
sigma, operations performance metrics, process capability and performance, specification limits.
simple exponential smoothing – See exponential smoothing.
simulated annealing – A heuristic search method used for combinatorial (discrete) optimization problems.
Simulated annealing is analogous to how the molecular structure of metals is disordered at high temperatures
but ordered (crystalline) at low temperatures. In simulated annealing, the “temperature” starts out high, and the
DPMO by sigma level and assumed mean shift
Assumed shift in the mean (MS)
MS = 0.0 MS = 0.5 MS = 1.0 MS = 1.5
Sigma level (SL)
6.0
0.0 0.0 0.3 3.4
5.6 0.0 0.2 2.1 20.7
5.2
0.2 1.3 13.3 108
4.8
1.6 8.6 72.4 483
4.4
10.8 48.6 337 1,866
4.0
63.3 236 1,350 6,210
3.6
318 988 4,663 17,865
3.2 1,374 3,575 13,917 44,567
2.8
5,110 11,208 36,003 96,809
2.4
16,395 30,582 81,094 184,108
2.0
45,500 73,017 160,005 308,770
1.6
109,599 153,530 278,914 461,140
1.2
230,139 286,529 434,644 621,378
0.8 423,711 478,889 615,190 768,760
0.4
689,157 723,888 806,504 893,050
Source: Professor Arthur V. Hill

ptg6843605
simulation − simulation
Page 329 The Encyclopedia of Operations Management
search for a better solution has a high probability of accepting an inferior solution. This allows the procedure to
jump out of locally optimal solutions and potentially find a better solution. As the temperature is lowered, this
probability decreases, and the best solution found so far becomes “frozen.”
See heuristic, operations research (OR), optimization.
simulation – A representation of reality used for experimentation purposes; some types of simulations are called
Monte Carlo simulations.
In operations management, a computer simulation is often used to study systems, such as factories or service
processes. The computer simulation model allows the analyst to experiment with the model to find problems and
opportunities without having to actually build or change the real system.
Simulation models can be categorized as either deterministic or stochastic. Deterministic simulations have
no random components and therefore will always produce exactly the same results. Deterministic simulations,
therefore, only need to be “run” once. On the other hand, stochastic simulations generate random variables and
allow the user to explore the variability of the system. For example, a financial planning model might specify the
mean and standard deviation of demand and the mean and standard deviation of the unit cost. The simulation
model might be run for many replications to compute the net present value of a number of different strategies.
Stochastic simulations are also known as Monte Carlo simulations. Although Monte Carlo simulations can
have a time dimension, most do not. For example, a Monte Carlo simulation could be used to cast two die
(random integers in the range [1, 6]) several million times to get a distribution of the product of the two values.
Computer simulations can be further classified as either being discrete, continuous, or combined discrete
and continuous. A discrete simulation processes distinct events, which means that the computer logic moves to
a point in time (i.e., an event time), changes one or more of the system state variables, and then schedules the
next event. In other words, the simulation model skips from one time point (event) to the next, and the system
status changes only at these points in time. In contrast, a continuous simulation model represents the movement
of continuous variables changing over time (e.g., the course of a rocket in flight).
The inverse transform method can be used to generate a random variable from any distribution with a known
distribution function. More computationally efficient special-purpose generators are available for several
probability distributions, such as the normal distribution. See the random number entry for more detail.
Many analysts new to simulation make several common errors in their simulation modeling efforts. Some of
these errors include:
Not conducting a proper statistical analysis – Many new simulation users are tempted to let the simulation
run for a few thousand observations and then compare the mean performance for the different alternatives
considered in the experiment. The problem with this approach is that the means might not be statistically
different due to the variability of the system.
Improper start-up conditions – Simulation models often need user-defined start-up conditions, particularly
for queuing systems. Starting a system “empty and idle” will often cause serious bias in the average results.
Creating improper confidence intervals – Simulation statistics, such as the average number of customers
(or units) in the system, are highly correlated over time. This is called autocorrelation or serial correlation. In
other words, the number in system at time t is highly correlated with the number in system at time t + 1. As a
result, many simulation analyses underestimate the variability and create confidence intervals on the mean that
are far too small (narrow). The proper approach is to use batch means (the means over long time intervals) and
then treat each batch mean as a single observation for computing a confidence interval. This often has significant
implications for the number of observations that are needed.
Not considering all sources of variability – A research study done at the University of Michigan many
years ago found that the biggest shortfall of most simulation models was the missing variables. For example, an
inventory simulation might do a good job of handling the normal variability of the demand during the leadtime.
However, this same simulation might ignore catastrophic events, such as fire in a supplier’s plant, which might
shut down the entire firm for a month.
Not taking advantage of common random number streams – Most simulation languages, such as Arena,
allow the user to run multiple simulations on the “same track” with respect to the sequence of random values.
This is done by dedicating a random number seed to each random process (e.g., the demand quantity, time
between arrivals, etc.). This approach allows the analyst to have far more comparable results.

ptg6843605
simultaneous engineering – single source
The Encyclopedia of Operations Management Page 330
Simulation modeling has come a long way in the last 20 years. Commercial simulation software, such as
Arena, makes simulation modeling easy. Unfortunately, it is just as easy today as it was 20 years ago to make
serious errors in modeling and analysis. As an old saying goes, “Simulation should be the method of last resort.”
In other words, common sense and simple queuing models should be used before a simulation is attempted.
See confidence interval, Decision Support System (DSS), inverse transform method, operations research
(OR), random number, systems thinking, Turing test, what-if analysis.
simultaneous engineering – A systematic approach to the integrated concurrent design of products and their
related processes, including manufacturing and support.
Benefits of simultaneous engineering include reduced time to market, increased product quality, and lower
product cost. Simultaneous engineering is closely related to Design for Manufacturing (DFM). Simultaneous
engineering appears to be synonymous with concurrent engineering and Integrated Product Development (IPD).
See concurrent engineering, Integrated Product Development (IPD), New Product Development (NPD).
single exponential smoothing – See exponential smoothing.
Single Minute Exchange of Dies (SMED) – A lean manufacturing methodology for reducing setup time to less
than a single digit (e.g., less than 10 minutes); also called Single Minute Exchange of Die and rapid changeover.
This term was coined by Shigeo Shingo in the 1950s and 1960s. The term is used almost synonymously with
quick changeovers and setups. The changeover time is the time from the last good part for one order to the
first good part of the next order. A single-digit time is not required, but is often used as a target value. The setup
time reduction methods entry has more information on this subject.
See lean thinking, one-piece flow, setup cost, setup time, setup time reduction methods.
single point of contact – A service quality principle suggesting that a customer should have to talk to only one
person for the delivery of a service.
The single point of contact is summarized nicely with the slogan “one customer, one call, one relationship.”
This slogan emphasizes that each customer should only have to make one phone call and should only have to
establish a relationship with one service provider. Unfortunately, the opposite of this occurs in many service
organizations when a customer waits a long time in queue only to be told by the unfriendly service workers (or
the phone system) that they will have to talk to someone else. The customer never builds a relationship with any
service worker, and no service worker ever takes any “ownership” of the customer’s needs.
Advantages of the single point of contact principle include (1) the firm builds a closer relationship with the
customer, (2) the customer does not have to wait in multiple queues, (3) the customer’s expectations are better
managed, (4) much less information is lost in the “handoffs” between multiple service workers, (5) the job design
is more satisfying for the service worker because they get to “own” the entire set of the customer’s needs, and (6)
the company may benefit from a reduced cost of service delivery in a “once and done” environment.
However, the single point of contact model is not without cost. In many cases, the single point of contact
increases the cost of service, because workers require more training and one worker might have a long queue
while another is idle. In other words, from a queuing theory standpoint, the single point of contact dedicates each
server to a particular set of customers. If not managed carefully, this can increase average waiting time and
decrease overall system performance.
See
handoff, job design, service quality.
single sampling plan – See acceptance sampling.
single source – The practice of using only one supplier for an item or service even though one or more other
suppliers are qualified to be suppliers.
With a single source supplier, a firm still has other qualified sources of supply that it could use in case of
emergency. In contrast, with a sole source supplier, the firm has one and only one source of supply that is
capable of supplying the item or service. A sole source supply is in essence a monopoly situation and can be
risky for the customer. However, in some situations, a sole source relationship is unavoidable. For example, a
music CD is usually sold by only one “label” (the artist’s one and only distribution company). Music retailers,
such as Best Buy have no choice but to have a sole source of supply if it wants to carry that artist’s music.
With a dual source (or multiple source) relationship, the buying organization has two or more suppliers
qualified to supply a material or component and actually uses two or more of these suppliers. A dual source
relationship is a multiple source relationship with exactly two suppliers. Dual (or multiple) sourcing makes the
ptg6843605
single-piece flow
−
slotting
Page 331 The Encyclopedia of Operations Management
most sense for commodity items, such as grain, salt, metals, or chemicals. Many firms have multiple sources of
supply for a group of items (a commodity group) but still use a single source for each item in that group.
See commodity, dual source, purchasing, sourcing.
single-piece flow – See one-piece flow.
SIOP – See Sales & Operations Planning (S&OP).
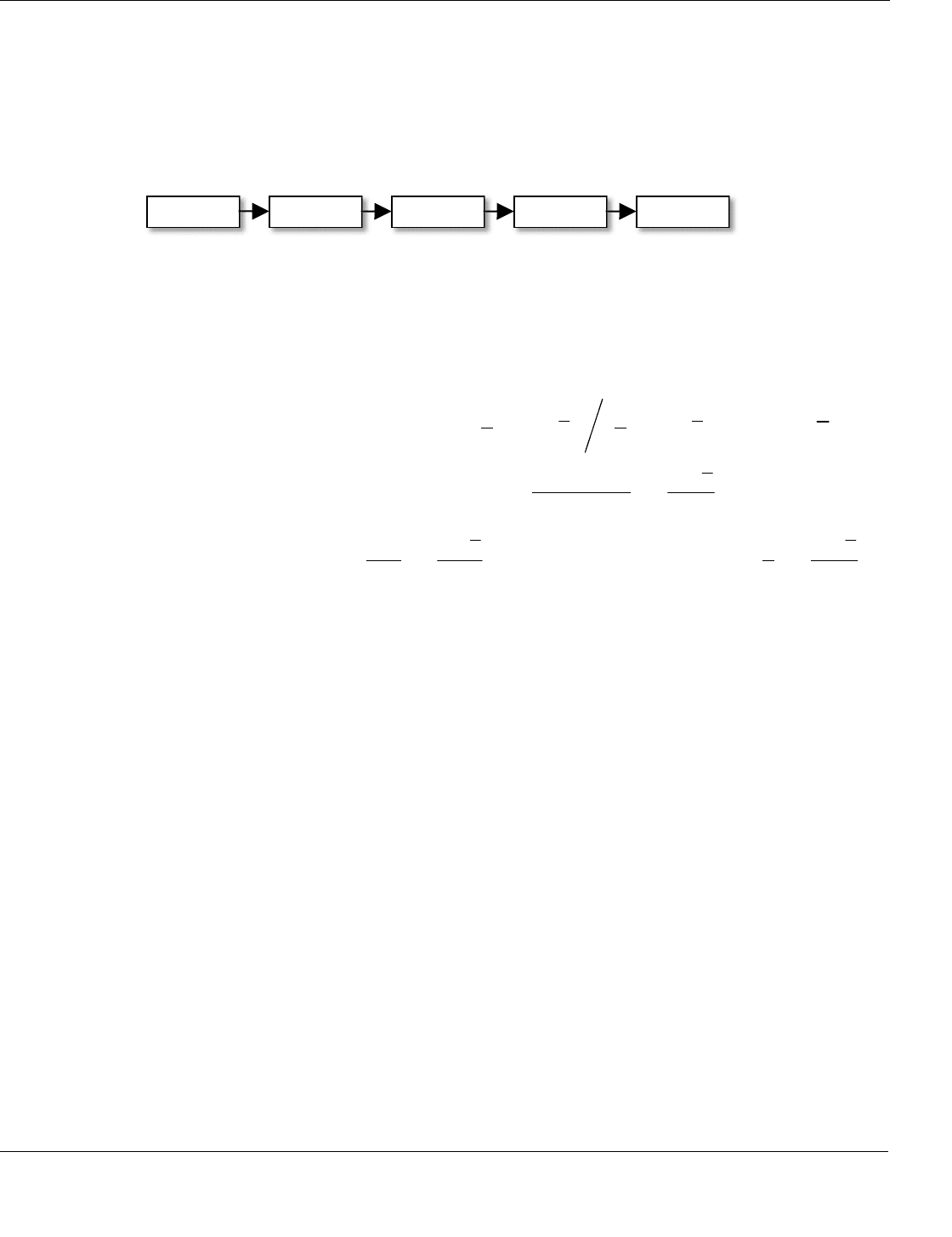
SIPOC Diagram – An acronym for Suppliers, Inputs, Process, Outputs, and Customers, which is a tool used to
identify all relevant elements of a process for the purposes of process improvement.
All process improvement projects should consider all five of these elements. Note that this is a useful tool
for all process improvement projects, not just supply chain projects.
See process map, supply chain management, systems thinking, value chain.
six sigma – See lean sigma.
skewness – A statistical measure of the asymmetry of the probability distribution of a random variable.
If a probability distribution has no skewness, it is symmetric on both sides of the mean, and the mean =
median = mode. Mathematically, skewness is defined as the third standardized moment. For a sample of n
observations, Wikipedia defines sample skewness as
3/2
3 2
1 1
1 1
( ) ( )
n n
i i
i i
g x x x x
n n
where,
x
is the
sample mean. The Excel formula SKEW(range) uses
3
1
( 1)( 2)
n
t
t
x
g
x
n
n n s
x
, the
Engineering
Statistics Handbook
(NIST 2010) uses
3
1
1
1
n
t
t
x
g
x x
n s
, and von Hippel (2005) uses
3
1
1
n
t
t
x
g
x
n s
x
,
where
x
s
is the sample standard deviation. All four of these equations produce slightly different results.
The skewness for all symmetric distributions, such as the normal is 0.
According to von Hippel (2005), many textbooks provide a simple rule stating that a distribution will be right
skewed if the mean is right of the median and left skewed if the mean is left of the median. However, he shows
that this rule frequently fails.
See geometric mean, interpolated median, kurtosis, mean, median, mode, standard deviation, trimmed mean.
skid – See pallet.
skill based pay – See pay for skill.
SKU – See Stock Keeping Unit (SKU).
slack time – The amount of time an activity (task) can be delayed from its early start time without delaying the
project (or job) finish date; also called float.
In the project scheduling context, slack time is called
float time
and is defined as the time that a task can be
delayed without delaying the overall project completion time. A task with
zero float
is on the critical path and a
task that has
positive float
is not on the critical path. In a job shop scheduling context, the slack time is the due
date less the sum of the remaining processing time. The minimum slack time rule is a good dispatching rule for
both project management and job shops.
For example, a student has a report due in 14 days but believes that it will take only three days to write the
report and one day to get copies printed. Therefore, the student has a slack time of 14 – 3 – 1 = 10 days.
See critical chain, critical path, Critical Path Method (CPM), dispatching rules, job shop scheduling,
Project Evaluation and Review Technique (PERT), project management, project network, safety leadtime.
slotting – (1) In a warehouse context: Finding a location for an item in a warehouse, distribution center, or retail
store; also called put away, inventory slotting, profiling, or warehouse optimization. (2) In a retail context:
Finding a location for an item on a store shelf.
Suppliers Inputs Process Outputs Customers

ptg6843605
slotting fee – slow moving inventory
The Encyclopedia of Operations Management Page 332
In the warehouse context, slotting attempts to find the most efficient location for each item. Factors to
consider in making a slotting decision include picking velocity (picks/month), cube usage (cubic velocity), pick
face dimensions, package dimensions and weight, picked package size, storage package size, material handling
equipment used, layout of the facility, and labor rates. Benefits of good product slotting include:
Picking productivity – Travel time can often account for up to 60% of a picker’s daily activity. A good
product slotting and pick path strategy can reduce travel time and reduce picking labor time and cost.
Efficient replenishment – Sizing the pick face locations based upon a standard unit of measure (case, pallet)
can reduce the labor time and cost required to replenish the location.
Work balancing – Balancing activity across multiple pick zones can reduce congestion in the zones,
improve material flow, and reduce the total response time.
Load building – To minimize product damage, heavy products are located at the beginning of the pick path
ahead of crushable products. Items can also be located based on case size to facilitate pallet building.
Accuracy – Similar products are separated to minimize the opportunity for picking errors.
Ergonomics – High velocity products are placed in a “golden zone” to reduce bending and reaching activity.
Heavy or oversize items are placed on lower levels in the pick zone or placed in a separate zone where
material handling equipment can be utilized.
Pre-consolidation – By storing and picking products by family group, it is often possible to reduce
downstream sorting and consolidation activity. This is particularly important in a retail environment to
facilitate efficient restocking at the stores.
Warehouse operations managers often do a good job of slotting their warehouse initially, but fail to maintain
order over time as customer demand changes and products are added and deleted. Therefore, it is important to
re-slot the warehouse to maintain efficiency. Some organizations re-slot fast moving items on a daily or weekly
basis. Most Warehouse Management Systems (WMS) have slotting functionality.
In a retail context, a slotting fee (or slotting allowance) is paid by a manufacturer or distributor to a retailer
to make room for a product on its store shelves. In the U.S., slotting fees can be very significant.
See cube utilization, forward pick area, locator system, picking, reserve storage area, slotting fee, task
interleaving, trade promotion allowance, warehouse, Warehouse Management System (WMS).
slotting fee – Money paid by a manufacturer to a retailer to have a product placed on the retailer’s shelves; also
called slotting allowance, pay-to-stay, and fixed trade spending.
The slotting fee is charged to make room for a product on store shelves, make room for a product in a
warehouse, and enter the product data (including the barcode) into the inventory system. According to
Wikipedia, in the U.S., initial slotting fees are approximately $25,000 per item, but may be as high as $250,000.
See slotting, Warehouse Management System (WMS).
slow moving inventory – A product with a low average demand, where low is usually defined to be less than five
to nine units per period.
Many products have a low average demand. In fact, for many firms, most products are slow moving, with a
demand less than nine units per period. Some slow moving items are high-price (or high-cost) items, such as
medical devices, service parts, and capital goods (e.g., jet engines), and often have a high shortage (or stockout)
cost. (A distinction between shortage and stockout cost is described in other places in this book.) Clearly, these
items need to be carefully managed to find the right balance between having too much and too little inventory.
Many other slow moving items are low-price (or low-cost) items and make up a small part of the firm’s total
revenue (or investment). Most inventory management texts appropriately urge managers to focus on the
“important few” and not worry too much about the “trivial many.” However, managers still need inventory
systems to manage the “trivial many,” or they will be overwhelmed by transactions, stockouts, inventory carrying
cost, and errors. These items still require significant investment and still have a major impact on customer
service. See the obsolete inventory entry for a discussion of how to handle inventory that is not moving.
It is often possible to make significant improvements in both service levels and inventory levels for slow
moving items by applying the following principles:
• Use a perpetual inventory system with a one-for-one replenishment policy – This approach can achieve
high service levels with little inventory. This is particularly helpful when inventory is in short supply and
must be “allocated” to the multiple stocking locations.

ptg6843605
SMART goals − sniping
Page 333 The Encyclopedia of Operations Management
• Set the target inventory level that finds the optimal balance between the carrying and shortage costs –
If the target is set too low, the system will have too many angry customers and too much shortage cost. If the
target is set too high, the system will have too much inventory and too much carrying cost. Given that the
order quantity is fixed at one, the target inventory is the only decision parameter for this model.
• Use a consistent policy across all stocking points and all items – This will serve customers equitably and
manage the balance between customer service and inventory investment.
• Keep safety stock in the finished goods inventory or central warehouse so the company can “pool” the
risk – The safety stock should be “pooled” in a central location as much as possible so it is available when
and where needed.
See all-time demand, newsvendor model, obsolete inventory, periodic review system, Poisson distribution,
pooling, service level, service parts, stockout.
SMART goals – An easy-to-remember acronym for a simple goal-setting method; also called SMARTS,
SMARTER, and SMARTIE.
The SMART acronym is a popular and useful goal-setting tool for both organizations and individuals.
Although many websites attribute this acronym to Drucker (1954), according to the website
www.rapidbi.com/created/WriteSMARTobjectives.html (May 26, 2008), “there is no direct reference to SMART
by Drucker … While it is clear that Drucker was the first to write about management by objectives, the SMART
acronym is harder to trace.”
Many variants of this popular acronym can be found on the Internet. In fact, only the first two letters seem to
be universally accepted. The following list includes what appears to be the most popular variant for SMART
goals and is this author’s recommended list:
(S) Specific – Goals should be stated in plain, simple, unambiguous, specific language and written down so they
are easy to remember, easy to communicate to others, and easy to know when the goal has been
accomplished. A goal of losing weight is not specific; a goal of losing 20 pounds by Christmas is specific.
(M) Measurable – Goals should be quantifiable so it is possible to measure progress toward them. The slogan
“You cannot manage what you cannot measure” has been popular for many decades. For example, progress
toward a weight loss goal is measurable, while progress toward being healthier is not.
(A) Achievable – Goals should be realistic and also under control of the person who defines them. According to
goal theory, a goal set too high will be discouraging, and a goal set too low is not motivating. Collins and
Porras (1996) suggest that organizations need a “Big Hairy Audacious Goal,” or “BHAG,” to serve as a clear
and compelling vision and catalyst for improvement. It is also imperative that goals be under the control of
the organization or individual who defines them. If a goal is outside a person’s control, it is just a wish or a
dream. For example, a manager may want to increase a firm’s profit by 10%, but profit is affected by many
actions outside the firm’s control (e.g., competitor’s pricing).
(R) Results oriented – Goals should be a statement of an outcome and should not be a task or activity. In the
words of David Allen (2001), this is the “desired outcome.”
(T) Time specific – Goals should have a realistic time limit for accomplishing the outcome. Someone once
defined a goal as “a wish with a time limit.” It is not enough to set a goal of losing 20 pounds; it is also
important to set a time frame (e.g., lose 20 pounds by Christmas).
Steve Flagg, President of Quality Bicycle Products in Bloomington, Minnesota, wisely asserts that every goal
should have a corresponding “purpose statement that precedes it – and that the purpose is just as important as the
goal.” For example, this author has a goal of exercising three times per week. This goal aligns with my purposes
of being healthy, honoring God in my body, loving my wife, and modeling healthy living for my four boys.
See mission statement, one-minute manager, personal operations management.
SME – See Society of Manufacturing Engineers (SME).
SME (Subject Matter Expert) – See Subject Matter Expert (SME).
SMED – See Single Minute Exchange of Dies.
smoothing – See exponential smoothing.
sniping – The practice of waiting until the last minute to place a bid in an auction.
Sniping is a common practice in on-line auctions, such as eBay, and is often an effective strategy for helping
bidders avoid price wars and get what they want at a lower final price (Roth and Ockenfels 2002). Some on-line

ptg6843605
Society of Manufacturing Engineers (SME) – spaghetti chart
The Encyclopedia of Operations Management Page 334
auctions allow the deadlines to be extended to foil the sniping strategy. For example, Amazon auctions have a
scheduled end time, but the auction is extended if bids are received near the scheduled end. The rule at Amazon
is that the auction cannot end until at least ten minutes have passed without a bid.
See Dutch auction, e-auction, e-business, reverse auction.
Society of Manufacturing Engineers (SME) – A professional society dedicated to bringing people and
information together to advance manufacturing knowledge.
For more than 75 years, SME has served manufacturing practitioners, companies, and other organizations as
their source for information, education, and networking. SME supports manufacturers from all industries and job
functions through events and technical and professional development resources.
SME produces several publications, including the practitioner-oriented Manufacturing Engineering
Magazine and two scholarly journals, the Journal of Manufacturing Systems (JMS) and the Journal of
Manufacturing Processes (JMP). The JMS focuses on applying new manufacturing knowledge to design and
integration problems, speeding up systems development, improving operations and containing product and
processing costs. The JMP presents the essential aspects of fundamental and emerging manufacturing processes,
such as material removal, deformation, injection molding, precision engineering, surface treatment, and rapid
prototyping. SME’s website is www.sme.org.
See operations management (OM).
socio-technical design – See job design.
Software as a Service (SaaS) – A software application available on the Internet; also called software on demand
and on-demand software; closely related to cloud computing.
With SaaS, customers do not own the software itself but rather pay for the right to use it. Some SaaS
applications are free to the user, with revenue derived from alternate sources, such as advertising or upgrade fees.
Examples of free SaaS applications include Gmail and Google Docs. Some of the benefits of SaaS over the
traditional software license model include:
Lower cost – Saves money by not having to purchase servers or other software to support use. In addition,
cash flow for SaaS is better, because it has a monthly fee rather than an up-front cost.
Faster implementation – Customers can deploy SaaS services much faster, because they do not have to
install the software on their computers.
Greater focus – Allows customers to focus on their businesses rather than the software implementation.
Flexibility and scalability – Reduced need to predict scale of demand and infrastructure investment up
front, because available capacity can always be matched to demand.
Reliability – The SaaS provider often can afford to invest significant resources to ensure the software
platform is stable and reliable.
This list of benefits was adapted from http://en.wikipedia.org/wiki/Software_as_a_service (October 1, 2010).
See Application Service Provider (ASP), cloud computing, implementation, service management.
sole source – See single source, sourcing.
SOP – Standard operating procedures. See standardized work.
sourcing – Identifying, qualifying, and negotiating agreements with suppliers of goods and services; also known as
purchasing; sometimes called strategic sourcing.
Sourcing is the process that purchasing organizations use to find, evaluate, and select suppliers for direct and
indirect materials. The term can also be used for the process of acquiring technology, labor, intellectual property,
and capital. In-sourcing is the practice of vertical integration so the organization provides its own source of
supply. Outsourcing is the practice of having another legal entity serve as the source of supply. Although
outsourcing is often on another continent, it can be on the same continent. In other words, outsourcing and
offshoring are not synonyms. Global sourcing is the practice of searching the entire world for the best source of
supply. Regional sourcing (also called nearshoring) is the practice of finding local suppliers to assure low
replenishment leadtimes and low freight costs. Regional sourcing often also has political benefits, because some
countries have local content laws that require a percentage of the product cost to come from local suppliers.
The decision to sole source, single source, or multiple source a commodity (a category of items) is an
important strategic decision. The spend analysis entry discusses these issues in more detail.
ptg6843605
spaghetti chart − spend analysis
Page 335 The Encyclopedia of Operations Management
See business process outsourcing, commodity, intellectual property (IP), nearshoring, outsourcing,
purchasing, single source, spend analysis, supply chain management.
spaghetti chart – A diagram that shows the travel paths for one or more products (or people) that travel through a
facility.
The numerous colored lines make it look like a plate of spaghetti. This tool helps identify opportunities for
reducing the travel and move times in a process.
See facility layout.
spare parts – See service parts.
Spearman’s Rank Correlation – See correlation.
SPC – See Statistical Process Control (SPC).
special cause variation – Deviations from common values in a process that have an identifiable source and can
eventually be eliminated; also known as assignable cause.
Causes of variation that are not inherent in the process itself but originate from out of the ordinary
circumstances. Special causes are often indicated by points that fall outside the limits of a control chart.
See common cause variation, control chart, outlier, quality management, Statistical Process Control (SPC),
Statistical Quality Control (SQC), tampering.
specification – See specification limits.
specification limits – The required features and performance characteristics of a product, as defined at different
levels of detail.
Specifications are defined in terms of an upper, a lower specification limit, or both. Specification limits may
be two-sided, with upper and lower limits, or one-sided, with either an upper or a lower limit. Unlike control
limits, specification limits are not dependent on the process in any way. Specification limits are the boundary
points that define the acceptable values for an output variable of a particular product characteristic. Specification
limits are determined by customers, product designers, and management.
See control chart, process capability and performance, sigma level, Statistical Process Control (SPC),
Statistical Quality Control (SQC).
speed to market – See time to market.
spend analysis – A careful examination and evaluation of where a purchasing organization is currently spending its
purchasing dollars with the purpose of finding opportunities to reduce cost or improve value.
Spend analysis answers questions such as:
How much are we spending in total?
How much are we spending in each category?
Who are our suppliers?
How much is our spend with each supplier?
How much is our spend in each category with each supplier?
What parts, materials, and other tools are we getting from each supplier?
How can we “leverage” our spend to reduce our direct and indirect materials cost?
How can we reduce our usage?
Where are we at risk with our spend?
Spend analysis is often motivated by the fact that a $1 reduction in spend is roughly equivalent to a $3 to $5
increase in sales (in some cases). In other words, the contribution to profit of a $1 reduction in purchase cost is
about the same as the contribution to profit of increasing sales by $3 to $5. Spend analysis typically achieves
savings by identifying opportunities to leverage the spend. This means that the organization requires that all
business units use the same suppliers, which enables the organization to negotiate a lower price. Other spend
analysis tools include reducing demand (e.g., make it harder for workers to make photocopies), substituting
cheaper products (e.g., requiring reused toner cartridges), and segmenting suppliers so more important
commodities are managed more carefully.
Kraljic (1983) developed a purchasing portfolio model (shown below) that can be used to segment items
and suppliers, prioritize and mitigate risks, and leverage buying power. Each of the four categories requires a
different sourcing strategy. Non-critical items require efficient processing, product standardization, and