Горенский Б.М., Кирякова О.В., Даныкина Г.Б. Информационные технологии в металлургии. Лабораторный практикум
Подождите немного. Документ загружается.

71
зы, вследствие чего ускоряется диффузия компонентов шихты и их химиче-
ское взаимодействие, происходит агрегация (взаимное прилипание) гранул,
усадка и увеличение прочности частиц. Однако при этом заплавляются мел-
кие поры и уменьшается пористость частиц, а соответственно также снижа-
ется влагоемкость спека, что снижает эффективность работы передела выще-
лачивания.
81
82
83
84
85
86
87
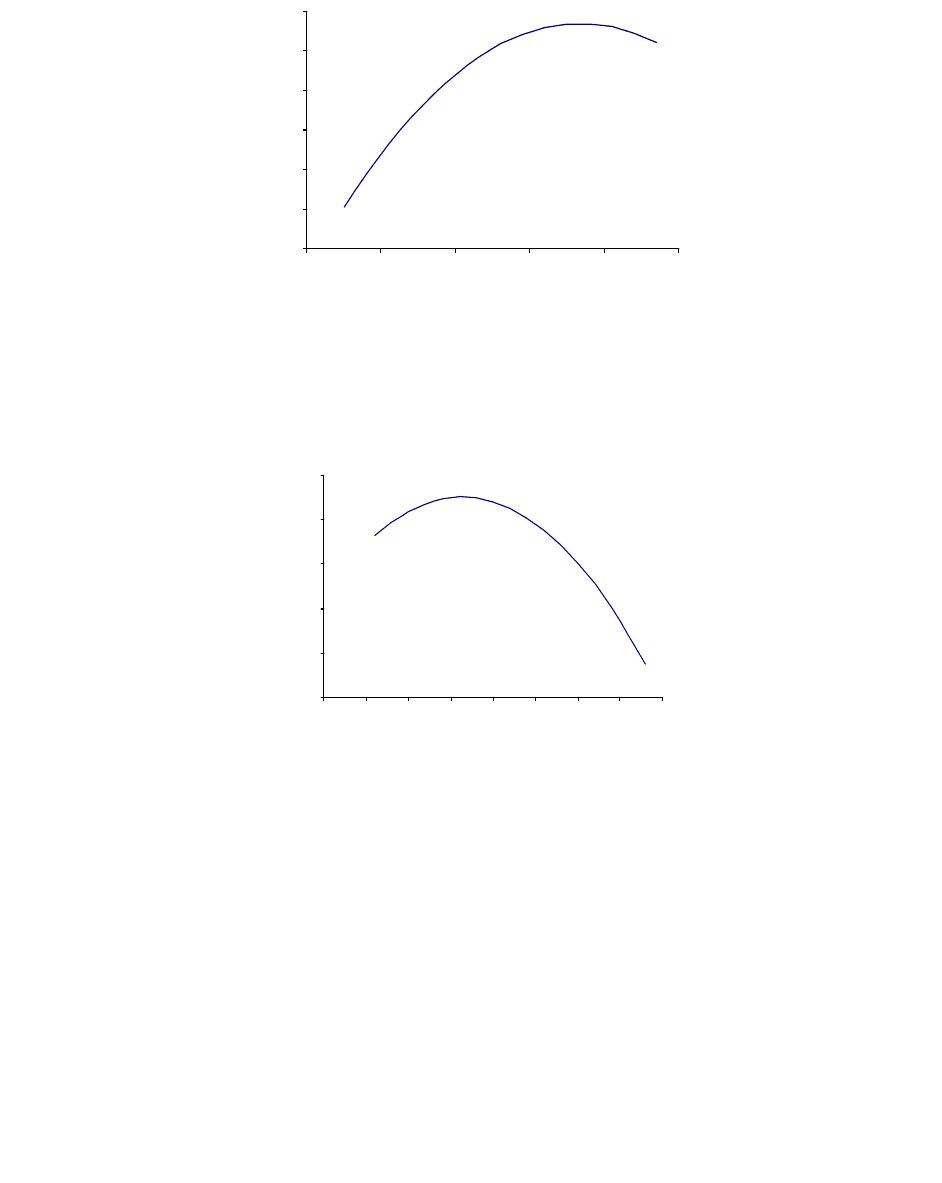
900 1000 1100 1200 1300 1400
Извлечение глинозема, %.
Температура материала,
0
С.
Рис. 6.3 – Зависимость извлечения глинозема от температуры шихты
Наибольшее извлечение глинозема достигается при влагоемкости спека
в пределах 10–22% (рисунок 6.4).
65
70
75
80
85
90
0 5 10 15 20 25 30 35 40
Извлечение глинозема, %.
Влагоемкость, %.
Рис. 6.4 – Зависимость извлечения глинозема от влагоемкости шихты
Из проведенного анализа взаимного влияния параметров видно, что
поддержание оптимального технологического режима возможно только за
счет использования высокоэффективной АСУ ТП.
Автоматизация процесса спекания
Комплекс оборудования для спекания нефелино-известняковой шихты
характеризуются целым рядом особенностей, затрудняющих автоматизацию
процесса спекания. К их числу относятся: распределенность измеряемых па-
раметров в пространстве и их взаимное влияние друг на друга; наличие внут-
ренних возмущений, обусловленных неравномерностью продвижения мате-
риала в каждом сечении печи, а также образованием и обрушением настылей,

72
не поддающихся контролю, не дает полной информации о физико-
химических превращениях происходящих в печи. Кроме того, параметров в
достаточной степени характеризующих процесс, существенно больше, чем
управляющих воздействий, а также имеет место большая инерционность по
всем каналам управления тепловым режимом, который является основным
показателем качества ведения технологического процесса.
Автоматический контроль параметров затрудняется необходимостью
измерения температуры материала во вращающемся барабане, склонностью
сырьевой шихты к замазыванию трубопроводов и расходомеров, наличием
подсосов воздуха через неплотности соединений барабана с головкой печи и
переходной камерой, искажающих показания газоанализаторов.
По этим причинам автоматическое управление работой вращающейся
печи 5×185 м сводится к
стабилизации входных материальных потоков. Од-
нако стабилизация материальных потоков, водимых в печь, не всегда гаран-
тирует постоянство технологического режима, который может нарушаться
вследствие даже незначительных по величине колебаний химического соста-
ва сырья, влажности и тонины его помола.
В таких условиях низкого обеспечения системами контроля и управле-
ния возможны аварийные остановы
оборудования, поэтому поддержание
технологического режима процесса спекания в многом зависит от квалифи-
кации и профессионального опыта операторов-технологов (агломератчиков).
Задача управления технологическим процессом спекания сводится к
следующему: при любой нагрузке вращающейся печи обеспечить такой тем-
пературный режим, чтобы получить спек с извлечением глинозема не менее
86%. Для достижения этого результата необходимо,
чтобы температура ма-
териала в зоне спекания была 1250–1280
0
С (превышение выше 1300
0
С недо-
пустимо), а концентрация кислорода 3–4%.
При работе со сложным техническим объектом в условиях неполной
информации о состоянии технологического процесса одним из способов
управления этим объектом является имитационное управление в режиме «со-
ветчика». Основная функция режима «советчика» - это анализ поступающей
информации и поиск оптимальных решений с выдачей рекомендаций по
управлению (советов
) оператору-технологу.
Имитационное управление призвано повысить эффективность управ-
ления плохо определенными технологическими процессами либо в режиме
автоматизированного управления (в режиме «советчика», когда оператор не
исключается из цепи управления, и рекомендации имитационной системы
управления учитываются им при формировании управленческих решений),
либо в режиме автоматического управления.
Методологической основой решения задачи имитационного управле-
ния является гипотеза компактного соответствия, которая гласит: если к
близким исходным состояниям технологического процесса применить близ-
кие траектории управления, то фазовые траектории технологического про-
цесса будут также близкими.

73
Использование режима «советчика» в системе управления позволяет
снизить количество нарушений технологического режима за счет принятия
оператором более грамотных, технически обоснованных управляющих воз-
действий.
Математические модели процесса спекания
Основой КТ являются математические модели технологического про-
цесса спекания нефелино-известняковой шихты.
Для разработанной обучающей системы математическая модель темпе-
ратурного поля
печи построена на базе системы нелинейных уравнений теп-
ловых потоков в зонально-резольвентной постановке. Основой этой модели
являются уравнения теплового баланса для вращающейся печи 5 × 185 м, ко-
торые записываются следующим образом:
зона материала:
эрмкмрм
QQQQ
;
(6.8)
зона футеровки:
поткфрф
QQQ
;
(6.9)
зона газового объема:
гткгрг
QQQQ
,
(6.10)
где Q
рм
, Q
рф
, Q
рг
– результирующий теплообмен излучением между материа-
лом, футеровкой, торцами печи и отходящими газами; Q
км
, Q
кф
, Q
кг
– резуль-
тирующий теплообмен конвекцией между материалом, футеровкой и отхо-
дящими газами; Q
м
, Q
г
– изменение энтальпии материала и отходящих газов;
Q
эр
– затраты тепла на проведение реакций; Q
пот
– тепловые потери; Q
т
–
мощность тепловыделения факела.
Выразим систему уравнений тепловых потоков (8–10) через температу-
ры, получим замкнутую систему нелинейных уравнений в зонально-
резольвентной постановке относительно температур материала, футеровки и
газового потока:
0
0
0
11
4444
0
4444
0
11
4444
0
n
г
n
гггг
тотк
фгф
отк
мгмгггггггффффгммммгг
офLn
отк
ффгффггггффффффммммфф
эрn
м
n
мммм
отк
ммгммггггмффффммммммм
TCTCMQFTT
FTTFTFTFTFT
TTkl
FTTFTFTFTFT
QTCTCM
FTTFTFTFTFT
(6.11)

74
где
0
– универсальная постоянная Стефана-Больцмана;
м
,
ф
,
г
- степени
черноты материала, футеровки и газа;
мм
,
мф
,
мг
,
фм
,
фф
,
фг
,
гм
,
гф
,
гг
– обобщенные угловые коэффициенты излучения поверхностей материа-
ла, футеровки и газа; Т
м
, Т
ф
, Т
г
– температуры материала, футеровки и газа;
F
м
, F
ф
, F
г
– площади поверхностей материала, футеровки и газа; α – коэффи-
циент конвективной теплоотдачи;
отк
ф
отк
м
FF ,
– площадь открытых поверхностей
материала и футеровки; М
м
, М
г
– массы материала и газового потока; С
м
, С
г
–
теплоемкости материала и газа;
11
,
n
м
n
м
ТС
,
11
,
n
г
n
г
TC
– теплоемкости и температуры
материала на предыдущем и газа на следующем расчетном участке; l
n
– дли-
на расчетного участка; k
L
– линейный коэффициент теплопередачи для ци-
линдрической стенки; T
o
– температура окружающего воздуха.
Для решения данной системы уравнений используется метод Ньютона.
Модели для остальных параметров построены на базе регрессионных
уравнений по статистике, полученной с АГК за полгода работы вращающих-
ся печей, например для влагоемкости спека:
ввввпвугм
TfaFfaFfaFfaFfa
54321
,
(6.12)
где ω – влагоемкость спека; а
1
- а
5
– настроечные коэффициенты; f(F
м
), f(F
уг
),
f(F
пв
), f(F
вв
), f(T
вв
) – зависимость извлечения от расходов мазута, угля, пер-
вичного и вторичного воздуха, а также от температуры вторичного воздуха.
Имитационные ММ фиксируют идейные аспекты организации КТ, на
базе которых строится программное обеспечение, представляющее собой
конкоторых строится программное обеспечение, представляющее собой
конкретную реализацию информационной системы исследования.
Для создания данного КТ использовалась объектно-ориентированная
среда программирования Delphi 5.0. Она позволяет создавать приложения
различной степени сложности – от простейших программ до профессиональ-
ных, предназначенных для работы с базами данных.
ОПИСАНИЕ ТРЕНАЖЕРА
Тренажерный комплекс реализован на базе персональной ЭВМ, у кото-
рой системный блок предназначен для хранения ММ процесса, монитор –
для отображения информации, а клавиатура – для управления процессом.
Процесс функционирования любой информационной системы и КТ в
том числе, по существу является процессом целенаправленного преобразова-
ния входных данных в выходную информацию. Источниками входных ин-
формации служат базы данных или параметры, вводимые с клавиатуры. Вы-
ходная информация представляется в виде документов (отчетов), графиков
или баз данных на мониторе ЭВМ.
Процесс преобразования информации выполняется совместно двумя
компонентами: пользователем КТ (обучаемый) и техническим обеспечением,
75
включающим в себя ЭВМ и периферийные устройства (принтер – для распе-
чатки отчетов). Для того чтобы обучаемый и ЭВМ могли правильно функ-
ционировать в рамках информационной системы необходимо обеспечить их
соответствующими правилами и инструкциями. Для пользователей КТ эту
задачу выполняет организационное обеспечение, которое включает в себя
файлы справки и инструкции по ведению технологического процесса спека-
ния, а для ЭВМ – программное, алгоритмическое и математическое обеспе-
чение.
После запуска тренажера из файла aglom.exe пользователю на мониторе
предоставляется главная форма КТ, с помощью которой выбирается один из
режимов работы тренажера обучения или исследования, которые открывают-
ся в виде автономных приложений. Либо можно просмотреть справку о рабо-
те КТ.
В справке указываются общие сведения о структуре тренажера, работе в
режимах обучения и исследования, назначение меню пользователя и управ-
ляющих кнопок, работа в режиме «советчика», а также сведения о разработ-
чиках.
При закрытии главного окна (формы) КТ прекращается работа всего
приложения, при этом также закрываются все другие окна приложения.
Режим обучения КТ предназначен для обучения персонала навыкам
имитационного управления в режиме «советчика».
В верхней части диалоговой системы (ДС) режима обучения (рисунок
6.5) находится главное меню пользователя, которое используется для управ-
ления работой тренажера.
Рису. 6.5 – Главная форма компьютерного тренажера
В состав главного меню входят несколько всплывающих меню, каждое
из которых служит для управления отдельным интерфейсным приложением:
Меню «Таймер» позволяет выбрать временной режим работы КТ: ре-
альное время, двойное, тройное и пятикратное ускорение, при этом, если в
76
режиме реального времени период изменения возмущающих воздействий со-
ставляет 15 минут, то в режимах ускоренного времени – 7.5, 5 и 3 минуты со-
ответственно;
Меню «Выполнение» осуществляет следующие функции работы сис-
темы: «Старт», «Пауза» и «Стоп», при этом функция «Старт» производит за-
пуск программы в работу, функция «Пауза» позволяет остановить ход техно-
логического процесса,
имитируемого на ММ на любое время, что позволяет
детально проанализировать ситуацию на объекте управления, функция
«Стоп» производит останов хода технологического процесса;
Меню «Справка» позволяет просмотреть сведения о технологии спека-
ния нефелино-известняковой шихты, структуре тренажера, работе в режимах
обучения и исследования, назначении меню пользователя и управляющих
кнопок, а также общие
сведения о разработчиках;
Меню «Выход» осуществляет останов работы КТ в режиме обучения,
закрывает приложение и переводит тренажер на главную форму.
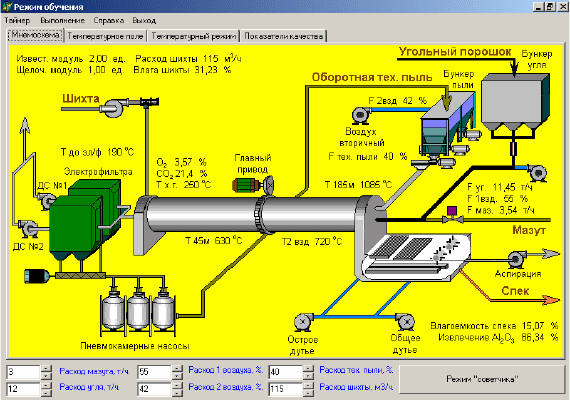
В центральной части ДС обучаемому предоставляются основные четы-
ре рабочих листа: «Мнемосхема», «Температурное поле», «Температурный
режим» и «Показатели качества». На листе «Мнемосхема» представлена
мнемосхема технологического процесса спекания с описанием основного
технологического оборудования, контрольно-измерительной и пускорегули-
рующей аппаратуры (рисунок 6.6).
Рис. 6.6 – Диалоговая система режима обучения
На листе «Температурное поле» изображен график распределения тем-
пературы в материале и газовом потоке по длине вращающейся печи (рису-
нок 6.7), а на листах «Температурный режим» и «Показатели качества» изо-
бражены графики изменения следующих параметров: температура материала
на 185 м, температура газового потока на 45 м, в обрезе печи и перед элек-
трофильтрами,
концентрации кислорода и двуокиси углерода в отходящих
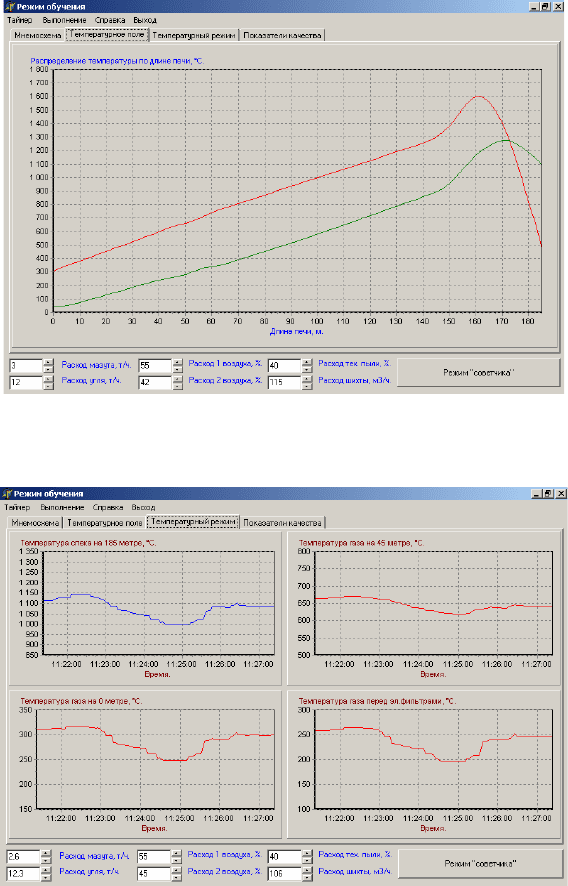
77
газах, а также влагоемкость спека и извлечение глинозема (рисунки 6.8 и
6.9).
В нижней части ДС расположены основные элементы управления, вы-
веденные на экран монитора и позволяющие управлять процессом спекания в
диалоговом режиме – это задатчики значений входных параметров: расход
мазута, угольного порошка, технологической пыли, шихты, первичного и
вторичного воздуха (клавиша Δ
увеличивает расход, а – уменьшает).
Рис. 6. 7 – Лист «Температурное поле»
Рис. 6.8 – «Температурный режим»
Особое место в КТ занимает режим «советчика», который включается в
работу путем нажатия кнопки в правом нижнем углу ДС. В результате этой
операции в имеющейся БД будет произведен поиск управляющих воздейст-
вий рекомендуемых в сложившихся производственных условиях и в центре

78
Рис. 6.9 – Лист «Показатели качества»
экрана монитора отобразится окно с описанием рекомендуемых уставок за-
датчикам входных материальных потоков, которые пользователь может при-
менить или отказаться от их использования (рисунок 6.10). Основной задачей
обучаемого при работе в данном режиме является поддержание необходимо-
го технологического регламента, определяемого преподавателем, при изме-
нении возмущающих воздействий.
Рис. 6.10 – Режим советчика КТ
Таким образом, режим обучения рассматриваемого КТ позволяет про-
водить обучение студентов навыкам имитационного управления в режиме
«советчика» технологическим процессом спекания нефелино-известняковой
шихты во вращающихся печах 5 × 185 м.
79
Режим исследования. КТ позволяет проанализировать различные ре-
жимы работы вращающейся печи 5 × 185 м, а также решать ряд исследова-
тельских задач. Работа в режиме исследования начинается с нажатие кнопки
«Режим исследования» на главной форме КТ. В результате этой операции на
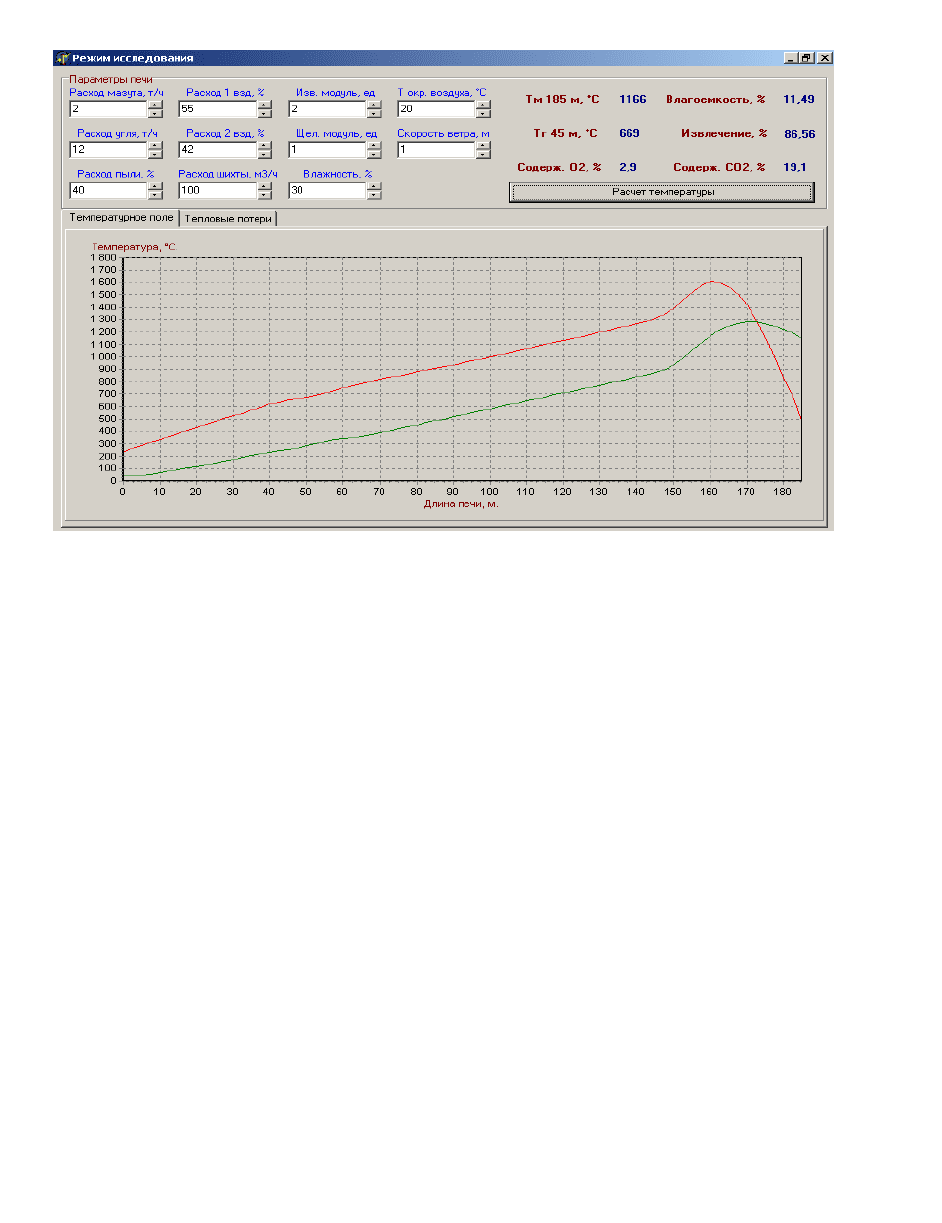
экране монитора откроется окно ДС режима исследования (рисунок 6.11).
Рис. 6.11 – Лист «Температурное поле»
В левом верхнем углу ДС расположены задатчики значений технологи-
ческих параметров, отражающие условия работы вращающейся печи: расхо-
ды мазута, угольного порошка, технологической пыли, шихты, первичного и
вторичного воздуха, известняковый и щелочной модули, влажность шихты,
температура окружающего воздуха и скорость ветра (клавиша Δ увеличивает
расход, а – уменьшает).
В центральной части ДС пользователю предоставляются два рабочих
листа: «Температурное поле» и «Тепловые потери».
На листе «Температурное поле» изображен график распределения тем-
пературы в материале и газовом потоке по длине вращающейся печи (рису-
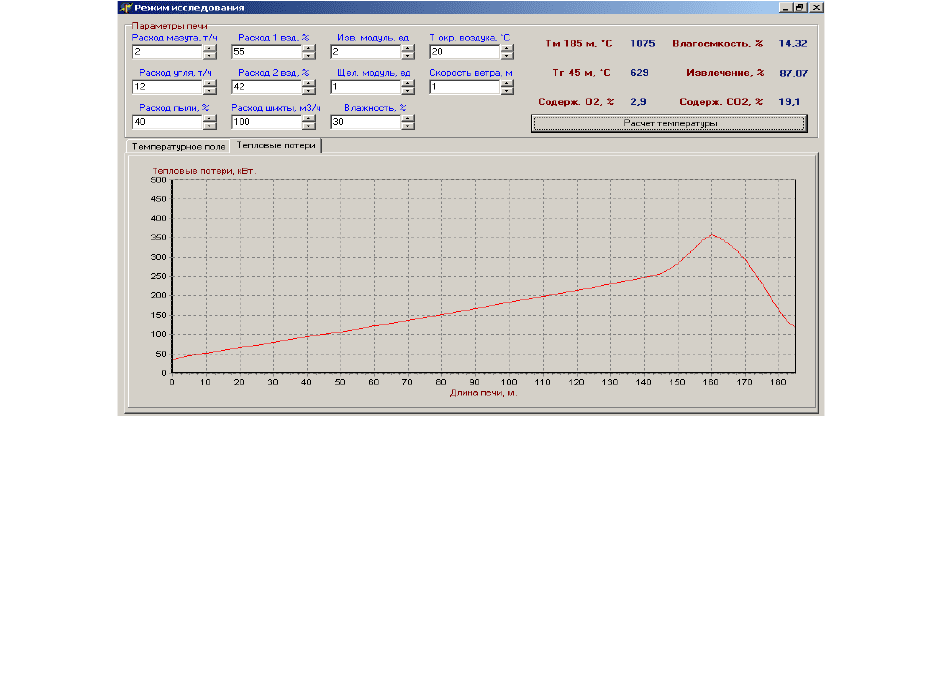
нок 6.11), а на листе «Тепловые потери» изображен график распределения
тепловых потерь от кожуха в окружающую среду по длине печи (рисунок
6.12).
В правом верхнем углу ДС отображаются значения основных техноло-
гических параметров отражающих качество работы вращающейся печи: тем-
пература материала на 185 м, температура газового потока на 45 м, концен-
трации кислорода и двуокиси углерода в отходящих газах, производственных
условиях и решение ряда исследовательских задач.
Таким образом, режим исследования КТ «Информационная система ис-
следования процесса спекания нефелино-известняковой шихты» позволяет
80
Рис. 6.12 – Лист «Тепловые потери»
отработать основные принципы оптимального управления как одним техно-
логическим параметром, так и с позиции комплексного управления всем
процессом, а также организовать различные варианты лабораторных и прак-
тических работ, что позволяет закрепить изученный теоретический материал.
Лабораторная работа № 6.1
УПРАВЛЕНИЕ ТЕПЛОВЫМ РЕЖИМОМ ВРАЩАЮЩЕЙСЯ
ПЕЧИ 5×185 М
Цель работы. Ознакомится с технологией процесса спекания нефели-
но-известняковой шихты; закрепить изученный материал; приобрести навы-
ки управления вращающейся печью 5×185 м.
Последовательность выполнения работы
1. Ознакомится с технологией процесса спекания нефелино-
известняковой шихты.
2. На главной форме КТ выберите режим
обучения.
3. Выберите меню «Таймер» и установите необходимое ускорение.
4. Выберите меню «Выполнение» и нажмите «Старт».
5. Нагрузка печи должна составлять 115 м
3
/ч, изменяя значения задат-
чиков входных материальных потоков, добейтесь требуемых показателей ка-
чества (извлечение глинозема > 86%, а концентрация кислорода 3–4%).
6. Заполните таблицу 6.3.
7. Уменьшите расход шихты до 100 м
3
/ч.
8. Повторите пункты 5 и 6.
9. Уменьшите расход шихты до 85 м
3
/ч.