Горенский Б.М., Кирякова О.В., Даныкина Г.Б. Информационные технологии в металлургии. Лабораторный практикум
Подождите немного. Документ загружается.


31
Если плотность раствора равна 1.82-1,85 г/см , то в этом ел\чае прекра-
щают подачу хлора, выключают охлаждение и выкачивают раствор с помо-
щью вакуум-насоса. Если же плотность раствора не достигла заданного зна-
чения, то в этом случае продолжают подачу хлора еще некоторое время, до
установления необходимой плотности
Контрольные вопросы и задания
1. Перечислите все основные стадии процесса аффинажа платины.
2. Какие из перечисленных стадий относятся к первой линии очистки
3. Какие стадии относятся ко второй линии очистки?
4. Расскажите об основных технологических параметрах процесса
осаждения ГХПА-1. Напишите реакцию осаждения платины из раствора.
5. Как влияет избыток хлорида аммония на степень осаждения приме-
сей?
6. Расскажите об основных технологических параметрах
процесса хлорирования ГХПА-1.
7. Для чего нужен процесс прокаливания ГХПА-1 и ГХПА-2? Назовите
основные технологические параметры процесса прокаливания. По каким
признакам судят об окончании процесса прокаливания?
8. С какой целью проводится процесс хлорирования? Приведите основ-
ные характеристики процесса хлорирования.
9. Для чего применяется контрольная фильтрация в процессе аффинажа
платины?
10. Охарактеризуйте особенности осаждения ГХПА-2.
11. Поясните различия процессов прокаливания ГХПА-1 и
ГХПА-2.
12. Приведите материальный баланс первой стадии.
13. Составьте уравнение теплового баланса первой стадии.
14. Какие из параметров теплового и материального балансов оказыва-
ют наибольшее влияние на процесс осаждения платины?
Лабораторная работа № 4
КОМПЬЮТЕРНЫЙ ТРЕНАЖЕР ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА
ПЛАВКИ В РУДНО-ТЕРМИЧЕСКИХ ПЕЧАХ
Цель работы. Ознакомиться с технологическим процессом плавки
сульфидных руд в рудно-термических печах (РТП). Научиться навыкам оп-
тимального управления процессом плавки в РТП как с позиции управления
отдельными выходными параметрами, так и управления процессом с пози-
ций системного подхода. Приобрести опыт использования ЭВМ и компью-
терных тренажеров для коррекции хода технологического процесса в случае
отклонения значений контролируемого параметра от оптимального значения.

32
Психологически подготовиться к управлению процессом при возникновении
аварийных режимов и нештатных ситуаций.
ТЕОРЕТИЧЕСКОЕ ОПИСАНИЕ ПРОЦЕССА
На предприятиях никелевой промышленности в основном перерабаты-
ваются сульфидные медно-никелевые руды и концентраты, а также окислен-
ные никелевые руды. Переработка медно-никелевых сульфидных руд и кон-
центратов осуществляется в рудно-термических печах (РТП). Высокие тем-
пературы в зоне плавления шихты создают возможность перерабатывать в
электрических печах металлосодержащие материалы практически любого
состава. Однако для получения удовлетворительных технико-экономических
показателей шихта, поступающая в плавку, должна отвечать следующим ос-
новным требованиям: иметь определенную крупность и минимальную влаж-
ность, быть постоянной по составу шлакообразующих компонентов, имен,
определенное содержание серы. Всем этим требованиям отвечает агломерат,
поступающий на плавку.
Одним из основных процессов технологической схемы получения нике-
ля из медно-никелевых сульфидных руд и концентратов является рудно-
термическая плавка медно-никелевого сырья. Показатели процесса плавки в
значительной степени определяют технико-экономические показатели всего
производства в целом.
Работа рудно-термических печей при плавке медно-никелевого суль-
фидного сырья характеризуется следующими технико-экономическими пока-
зателями:
1. Удельный проплав по шихте, т/м
2
*сут: 8 – 10;
2. Производительность по штейну, т/ч: 15 – 30
3. Удельный расход электроэнергии на 1 тонну шихты: 570-750;
4. Извлечение в штейн, %:
никеля: 94 – 97;
меди: 94 – 96;
кобальта: 75 – 80.
5. Содержание цветных металлов в отвальных шлаках, %:
никеля: 0,07 – 0,12;
меди: 0,08 – 0,15;
кобальта: 0,06 – 0,11.
Плавка медно-никелевого сырья характеризуется высоким выходом
шлаков, с которыми теряется значительное количество цветных металлов.
Так как затраты на сырье при электроплавке сульфидного медно-никелевого
сырья составляют значительную часть, то проблема снижения потерь цвет-
ных металлов (Ni, Co, Сu) с отвальными шлаками является одной из главных
в металлургии никеля.
Для плавки шихты применяют рудно-термические печи трехфазного
тока с шестью самоспекающимися электродами диаметром 1200 мм, заглуб-

33
ленными на 0,1–0,8 диаметра в расплав. Мощность печей достигает 52 МВт.
Шихту подают на «электроды» из загрузочных бункеров. В состав
шихты входят агломерат, руда, песчаник, конвертерный шлак, уголь. Физи-
ко-химические превращения шихтовых материалов и образование продуктов
плавки происходят, в основном, в ванне печи на поверхности плавающей
шихты, погруженной в шлак. К основным продуктам плавки относятся шлак,
являющийся отвальным продуктом, и штейн, используемый для дальнейшей
технологической переработки. Разделение штейна и шлака происходит
вследствие разности их плотности.
Жидкие продукты плавки выпускают со стороны торцовых стенок пе-
чи.
Кроме штейна и шлака, при плавке образуются газы, состоящие из азо-
та, кислорода, диоксидов серы и углерода (SO
2
и СО
2
) и паров воды. Газы
получаются, в основном, в результате термической диссоциации высших
сульфидов и карбонатов и горения углеродистых материалов шихты и элек-
тродов. Теоретическое количество технологических газов электроплавки со-
ставляет не более 120 м
3
/т шихты, на практике за счет подсосов воздуха –
1100–1200 м
3
/т.
Основными процессами, проходящими при электроплавке руд и кон-
центратов, являются:
физико-химические превращения исходных материалов;
преобразование электрической энергии в тепловую;
движение твердых и расплавленных материалов и продуктов;
теплообмен в различных зонах печи;
движение газов.
Физико-химические процессы, протекающие при электроплавке руд и
концентратов, имеют свои особенности.
Первая особенность электроплавки заключается в том; что все превра-
щения шихтовых материалов происходят, в основном, в ванне печи при
весьма активном участии расплавленного шлака. Расплавленная шлаковая
масса взаимодействует с твердой шихтой одновременно с процессом нагрева
и плавления шихты.
Вторая особенность электроплавки – энергичное восстановление окси-
дов шлака углеродистым восстановителем, вводимым в твердую шихту. Фи-
зической основой этого процесса является конвекционное движение шлака,
обеспечивающее непрерывное прохождение массы шлака через так называе-
мый скользящий контакт с восстановителем. Усиленное восстановление ок-
сидов, находящихся в шлаках, совместно с интенсивным перемещением
шлаков с каплями сульфидов штейна обусловлено значительным перегревом
всей массы шлака и создает условия для глубокой доработки шлаков в элек-
тропечах.
При нагревании шихты до 1000
0
С в печи протекают процессы термиче-
ского разложения сложных сульфидов, сульфатов, карбонатов и гидроокси-
дов. Наряду с процессами термического разложения в шихте происходит

34
взаимодействие между различными химическими соединениями. При темпе-
ратуре 1000 – 1300
0
С получают активное развитие реакции между сульфида-
ми и оксидами.
Сульфиды никеля, меди, кобальта и железа взаимно растворяются и
образуют основной продукт плавки – штейн. В штейне также растворяются
благородные металлы и магнетит. Основными реакциями штейнообразова-
ния являются следующие:
Cu
2
O + FeS = Cu
2
S + FеО (4.1)
3NiO + 3FeS = Ni
3
S
2
+ 3FeO + 0.5 S
2
(4.2)
CoO + FeS = CoS + FeO (4.3)
Таким образом, штейн содержит: Cu
2
S, Ni
3
S
2
, CoS, FeS, Fe
3
O
4
, Fe ме-
таллическое и благородные металлы.
Окисленное железо и другие основные оксиды (CaO, MgO), вступая во
взаимодействие с кремнеземом SiO
2
, образуют силикаты типа m MeO *
n SiO
2
, которые, смешиваясь в расплавленном состоянии, образуют другой
продукт электроплавки – шлак. Основными реакциями шлакообразования
являются:
10Fe
2
O
3
+ FeS = 7Fe
3
O
4
+ SO
2
(4.4)
CaO + SiO
2
= CaO*SiO
2
(4.5)
Разделение шлака и штейна в печи происходит вследствие разности их
плотностей, которые составляют 2,9 т/м
3
для шлака и 5 т/м
3
для штейна.
При добавке в шихту углеродистого восстановителя (угольный штыб)
шлаки обедняются более эффективно. Взаимодействие оксидов шлака с угле-
родистым восстановителем может быть представлено следующими взаимосвя-
занными реакциями:
(MeO)
шл
+ CO = Me + CO
2
(4.6)
C + CO
2
= 2CO (4.7)
При прохождении капелек металлизированного штейна через шлако-
вый слой восстановление оксидов цветных металлов металлическим железом
штейна протекает по реакциям:
(MeO)
шл
+ Fe
шт
= Me
шт
+ FeO
шл
(4.8)
Восстановленные металлы растворяются в штейне и, реагируя с суль-
фидами железа, переходят в сульфидную форму по уравнению:
Me
шт
+FeS
шт
= MeS
шт
+ Fe
шт
(4.9)
Таким образом, восстановление цветных металлов из шлака осуществ-
ляется как углеродистым восстановителем, так и металлическим железом.
Штейн состоит из сульфидов никеля, меди и железа (Ni
3
S
2
, Cu
2
S, FeS),
а также содержит некоторое количество свободных металлов в виде железно-
никелевого сплава, штейн и благородные металлы. Штейн имеет следующий
химический состав, %: 13,8 – 15,5 Ni; 8,4 – 9,7 Cu; 0,43 – 0,49 Co; 46,6 – 51,0
Fe; 7 – 9 Fe мет, 24,8 – 25,2 S.
Шлаки рудно-термических печей содержат, %: 41 – 75 SiO
2
; 30 – 36
FeO; 10 – 20 MgO; 3 – 5 CaO; 5 – 12 Al
2
O
3
.
Кроме того, в шлаке содержится незначительное количество магнетита

35
и цветных металлов в сульфидной и окисленной формах. Содержание цвет-
ных металлов в шлаке зависит от состава шлака, штейна, их температуры,
условий ведения технологического процесса и обычно составляет 0,06 –
0,11% Ni, 0,08 – 0,13% Cu, 0,04 – 0,08% Co. Температура шлака в печи под-
держивается на уровне 1255 – 1265
0
С.
Преобразование электрической энергии в тепловую в РТП происходит
как в шлаковом слое ванны, так и в переходном контакте электрод–шлак.
Доля мощности, выделяемой в переходном контакте, уменьшается с увели-
чением заглубления электрода. В результате тепловыделения шлаковый рас-
плав разогревается, максимальный перегрев происходит вблизи электродов.
Здесь же шлак наиболее насыщен газовыми пузырьками. В результате этого
возникает разность в плотностях слоев шлака, что приводит к его циркуля-
ции в ванне электропечи. Токопроводящей частью ванны служит околоэлек-
тродная зона, в которой верхние слои шлака имеют наибольшую температуру
(1350 – 1450
0
С), нижние слои шлака имеют наименьшую температуру, в ре-
зультате чего наиболее интенсивное плавление шихты происходит на по-
верхности шлака, на поверхности шихтовых конусов обращенных к электро-
ду.
Анализ влияния основных режимных параметров на технологиче-
ский процесс плавки в РТП
Анализ технологического процесса электроплавки медно-никелевого
агломерата в рудно-термических печах показал, что данный процесс отно-
сится к взаимосвязанному технологическому процессу и характеризуется од-
новременным воздействием комплекса управляющих воздействий и случай-
ных возмущений. В данной работе рассмотрено влияние основных управ-
ляющих воздействий на такие выходные параметры процесса, как произво-
дительность, удельный расход электроэнергии, содержание цветных метал-
лов в отвальных шлаках, выбросы вредных веществ в атмосферу и темпера-
тура шлака, измеренная на выпуске. В качестве основных управляющих воз-
действий используются электрические параметры и загрузка шихты по от-
дельным составляющим. Выбор управляющих параметров обусловлен их ве-
сомым влиянием на процесс. В качестве управляемых (выходных) парамет-
ров выбирали такие, которые характеризуют процесс с различных сторон, т.е.
позволяют оценить технические, энергетические и экологические аспекты,
отражающие процесс плавки медно-никелевого агломерата в РТП.
Важной особенностью предлагаемой имитационной модели является
возможность исследования процесса электроплавки с позиций системного
подхода. Это дает возможность оценить влияние управляющих параметров
не на один из основных выходных технологических параметров, как это при-
нято в заводской практике, при использовании локальных систем автомати-
ческого управления и регулирования, а на все основные выходные парамет-
ры, характеризующие процесс в целом. Данный подход позволяет проверить

36
эффективность управляющих воздействий и выбрать такой режим, который
является оптимальным для достижения высоких технико-экономических по-
казателей процесса электроплавки в целом.
Определяющее влияние на процесс электроплавки оказывают следую-
щие параметры.
Одним из основных показателей электроплавки является удельный рас-
ход электроэнергии на 1 тонну шихты, зависящий в большей степени от ее
состава. Чем больше содержание в шихте пустой породы, содержащей туго-
плавкие компоненты, тем больше теплопотребление шихты и тем выше рас-
ход электроэнергии. Расход электроэнергии получается тем ниже, чем выше
коэффициент загрузки трансформаторов и соответственно выше проплав пе-
чи. Для снижения расхода электроэнергии следует загружать в электропечь
шихту в горячем состоянии.
Большое значение для работы электропечи имеют электропроводность
шлака и толщина его слоя в ванне печи. При работе на глубокой ванне мож-
но увеличивать подэлектродное сопротивление и, следовательно, напряжение
вторичной обмотки трансформатора. Это очень выгодно для увеличения
мощности, подаваемой на печь, так как увеличивать силу тока сверх опреде-
ленного максимума нельзя из-за перегрева обмоток трансформатора. Режим
работы электропечи при высоком напряжении и минимальном значении си-
лы тока является наиболее экономичным и позволяет снизить удельный рас-
ход электроэнергии на 3 тонны перерабатываемой шихты. Для уменьшения
удельного расхода электроэнергии необходимо повысить электропровод-
ность шлака, что может быть достигнуто за счет снижения содержания SiO
2
в
шлаке и увеличения подачи углеродистого восстановителя.
Важным параметром, характеризующим эффективность электроплавки
медно-никелевых руд и концентратов, является снижение потерь никеля, ме-
ди и кобальта с отвальными шлаками. При электроплавке принято рассмат-
ривать три вида потерь цветных металлов в шлаке: химические, физические и
механические. При плавке сульфидных медно-никелевых руд и концентратов
химические потери связаны с неполным сульфидированием оксидов метал-
лов. Физические потери обусловлены растворением в шлаке сульфидов. Ме-
ханические потери имеют место при неполном разделении шлака и штейна и
возникают вследствие запутывания в шлаке мельчайших капель жидкого
штейна.
На химические потери цветных металлов со шлаком существенное
влияние оказывает содержание кислорода в газовой фазе. Во всех случаях,
когда процесс протекает при сравнительно невысоком парциальном давлении
кислорода (в нейтральной или восстановительной атмосфере в печи) химиче-
ские потери никеля, меди и кобальта уменьшаются. Повышение температуры
шлака способствует увеличению содержания растворенных цветных метал-
лов в шлаке, т.е. увеличивает физические потери.

37
На содержание растворенных цветных металлов большое влияние ока-
зывает состав шлака. Установлено, что с повышением содержания оксидов
железа в шлаке химические и физические потери металлов увеличиваются.
На механические потери цветных металлов со шлаками влияют сле-
дующие факторы: возрастание вязкости расплава, снижение градиента плот-
ностей шлака и штейна, увеличение глубины шлаковой ванны, интенсив-
ность конвекции шлака, крупность частиц сульфидов, содержание цветных
металлов в штейне.
Определенное значение для механических потерь металлов имеет газо-
вая флотация в растворах мелких взвешенных частиц. Если количество выде-
лившихся из шлака газов будет достаточно большим, то это приведет к выно-
су пузырьками газа мелких частиц штейна в поверхностный шлаковый слой,
где мелкие капли сливаются в более крупные и затем оседают в штейн. По-
этому чем более газов образуется в шлаке, тем меньше потери со шлаком ни-
келя, кобальта и меди.
Большое влияние на потери металлов со шлаком оказывает темпера-
турный режим процесса плавки. Повышение температуры шлака приводит к
снижению вязкости и, в большинстве случаев, к увеличению межфазного на-
тяжения. Обе эти причины способствуют снижению механических потерь со
шлаком, хотя при повышении температуры несколько возрастает раствори-
мость цветных металлов в шлаковых расплавах. Однако суммарный эффект
снижения содержания цветных металлов от повышения температуры, как
правило, положительный.
Температура шлака по высоте слоя, несмотря на интенсивное конвек-
ционное перемешивание, неодинакова. В слое шлака под электродом темпе-
ратура медленно снижается и на границе раздела «шлак-штейн» из шлака
возможно выделение наиболее тугоплавких компонентов в виде твердых
кристаллов, сильно повышающих его вязкость. Вследствие этого опять начи-
нается обогащение шлака цветными металлами за счет задержавшихся в нем
капелек штейна. Отсюда следует, что для получения шлака, обедненного
цветными металлами, важно поддерживать на определенном уровне темпера-
туру как в верхних слоях шлака, так и в нижних.
Добавка в шихту плавки медно-никелевых концентратов небольшого
количества (2 – 3%) углеродистого восстановителя уменьшает потери цвет-
ных металлов со шлаком. Добавка углеродистого восстановителя приводит
также к увеличению производительности и некоторому незначительному
увеличению SO
2
за счет увеличения сульфидов.
Как показывает анализ влияния основных, технологических параметров
на процесс, важное значение приобретает поддержание параметров в опреде-
ленных границах. Это может быть достигнуто как применением более эф-
фективных средств автоматизации, так и повышением квалификации рабо-
чих.

38
Материальный и тепловой балансы плавки в РТП
При электроплавке медно-никелевого агломерата в РТП протекает
сложный комплекс взаимосвязанных физико-химических превращений: из-
менение агрегатного состояния вещества (твердое – жидкое – газообразное),
химические реакции, характеризующие взаимодействие основных элементов
и окислительно-восстановительные процессы, массо- и теплоперенос в ак-
тивной зоне печи, механическое движение потоков расплава и газа (газогид-
родинамика) и т.д.
Математическое описание процесса в рудно-термической печи исполь-
зуют при создании динамических моделей, описывающих поведение процес-
са во времени. Синтез математических моделей основан на дифференциаль-
ных уравнениях мгновенных балансов веществ, принимающих участие в
процессе, и энергии, получаемой в ходе процесса. Данные модели применяют
для построения уравнений материального и теплового баланса, на базе кото-
рых построены имитационные модели функционирования РТП по различным
входным и выходным параметрам.
Уравнения материального баланса процесса плавки в РТП по основ-
ным элементам представим как систему с сосредоточенными параметрами в
следующем виде:
3121112010
2
)(
CGCGCGCGGGCG
dt
VCd
гпшлкшSiOCаг
м
(4.10)
уравнение теплового баланса имеет вид:
)
)()()(
2
2
22
штштштшлшлшл
вpогоговрpSiOSiO
cccaaакшкшкшЭ
TLGTLG
TTLGTThFTsioTLG
THGTHGTLGIK
dt
dQ
(4.11)
где V
a
– объем реакционной зоны РТП;
C
м
– концентрация металлов в реакционной зоне;
G
a
, G
C
, G
SiO2
, G
кш
– входные потоки агломерата, восстановителя, диоксида
кремния, конвертерного шлака соответственно;
С
10
, С
20
– концентрация металлов в агломерате и конвертерном шлаке;
С
11
– концентрация цветных металлов в отвальном шлаке;
G
п
– количество выносимой пыли;
С
21
– концентрация металлов в пыли;
G
г
– количество выбрасываемого в атмосферу газа;
С
31
– концентрация основных элементов в газе;
I – ток электрода;
– удельное сопротивление расплава шлака;
К
э
– коэффициент, учитывающий степень преобразования электрической
энергии в тепловую;
L
кш
, L
SiO2
, L
ог
, L
шт
, L
шл
– теплоемкость заливаемого конвертерного шлака,
диоксида кремния, отходящих газов, штейна и шлака соответственно;
Н
а
,
Н
с
– тепловой эффект реакции сгорания серы и угля соответствен-

39
но;
T
кш
, T
а
, T
с
, Т
р
, Т
SiO2
, T
ов
, Т
в
, Т
шл
, Т
шт
– температура конвертерного шлака,
загружаемого агломерата, кокса, расплава, диоксида кремния, охлаждающей
воды, воздуха, шлака и штейна соответственно;
h – коэффициент теплопередачи от расплава к окружающей среде;
F – площадь стенок печи;
G
ог
,G
шл
, G
шт
– количество отходящих газов, выпускаемого шлака и
штейна соответственно.
Равновесное состояние уравнений материального и теплового балансов
характеризует режим работы РТП, при котором количество поступающего
сырья равно количеству получаемых продуктов и потере с отвальными шла-
ками и отходящими газами, а количество тепла, поступающего в РТП, равно
количеству тепла, теряемого печью. Левая часть выражений может быть оце-
нена как равновесное материальное и тепловое состояние расплава в ванне
РТП. При этом материальный баланс позволяет определить потери цветных
металлов с отвальными шлаками и выбросы вредных веществ в атмосферу с
отходящими газами. Тепловой баланс позволяет определить температуру
расплава, которая оказывает определяющее влияние на технико-
экономические параметры работы РТП. Анализ уравнений физико-
химических превращений и уравнений материального и теплового балансов
показывает, что к основным управляющим воздействиям относятся количе-
ство загружаемого агломерата, угля, кокса, конвертерного шлака, вводимая
мощность, ток нагрузки электродов, заглубление электродов и напряжение,
подаваемое на электроды. Основными управляемыми параметрами, по кото-
рым производится оценка эффективности процесса, являются температура
расплава шлака, удельный расход электроэнергии, потери цветных металлов
с отвальными шлаками, выбросы вредных веществ в атмосферу, производи-
тельность РТП.
ОПИСАНИЕ ТРЕНАЖЕРА
Отличительной особенностью предлагаемого тренажера для обучения
плавильщиков РТП является использование системного подхода к управле-
нию процессом и. как следствие, системного подхода к обучению рабочих
плавильных цехов. Основой функционирования компьютерного тренажера
является математическая модель, для функционирования которой в реальном
масштабе времени разработано программное обеспечение.
Программа функционирования тренажера составлена под Windows в
системе Delphi. Основной язык программирования Object Pascal. Компью-
терный тренажер включает в себя системный блок, предназначенный для об-
работки вводимой информации, монитор и органы управления (клавиатура и
«мышь»). Мнемосхема процесса, реализуемого с помощью компьютерного
тренажера, представлена на экране монитора (рисунок 4.1). Тренажер состо-
ит из рудно-термической печи, системы перемещения электродов, системы
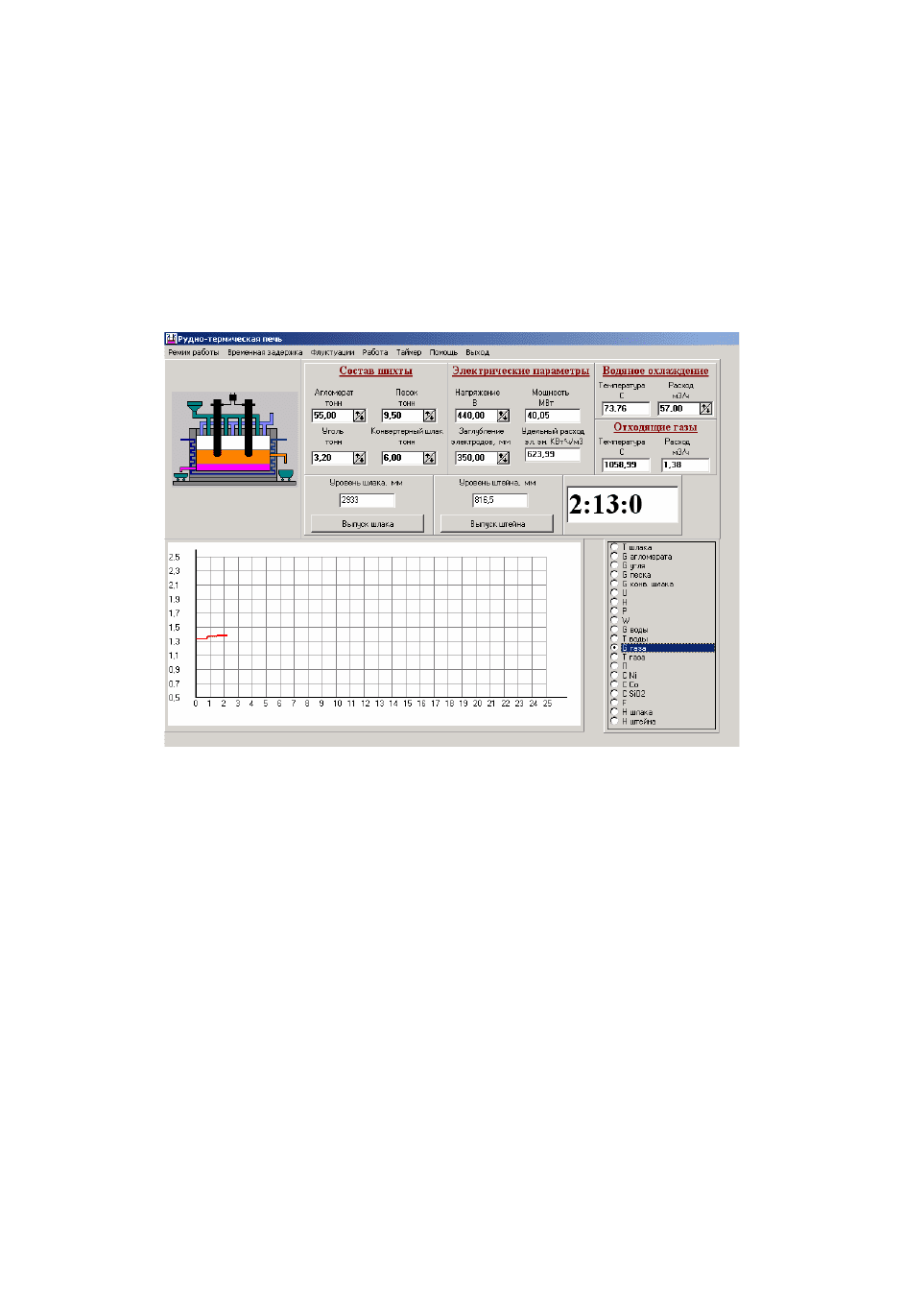
40
загрузки шихты по отдельным составляющим, системы выпуска шлака и
штейна, системы охлаждения РТП посредством прокачиваемой через кессо-
ны воды, пульта оператора, на котором представлена основная регулирую-
щая и контрольно-измерительная аппаратура, применяемая для управления
процессом и контроля за ходом технологического процесса, и графика изме-
нения основного технологического параметра, по которому производится
управление.
Элементами управления компьютерного тренажера для обучения пла-
вильщиков РТП являются следующие функциональные кнопки и клавиши,
расположенные в верхней части экрана (рисунок 4.1).
Рис. 4.1 – Мнемосхема компьютерного тренажера
«Исследование процесса плавки в РТП
Клавиша «режим работы» позволяет выбрать один из возможных ре-
жимов работы: обучение, советчик, контроль знаний, управление с прогно-
зом изменения основных параметров.
Клавиша «регулируемый параметр» позволяет выбрать, один из воз-
можных регулируемых параметров: температуру расплава шлака Т
шл
,
0
С,
удельный расход электроэнергии W
y
, кВт*ч/м, производительность П, т/ч,
концентрацию никеля в шлаке С
Ni
, %, количество выбрасываемого в атмо-
сферу диоксида серы Gso
2
, т/ч.
Клавиша «временная задержка» позволяет выбрать режимы: без учета
постоянной времени объекта (применяется для наглядного исследования
влияния управляющих воздействий на различные выходные параметры); с
учетом постоянной времени объекта (учитывается постоянная времени по
разным каналам управления).
Клавиша «выбор типа модели» позволяет выбрать модель: без учета
флуктуации (данная модель позволяет рассчитать значения управляемых па-