Geckeler K.E., Nishide H. (Eds.) Advanced Nanomaterials
Подождите немного. Документ загружается.

13.3 Poly(Ethylene Terephthalate)-Based Nanocomposites 435
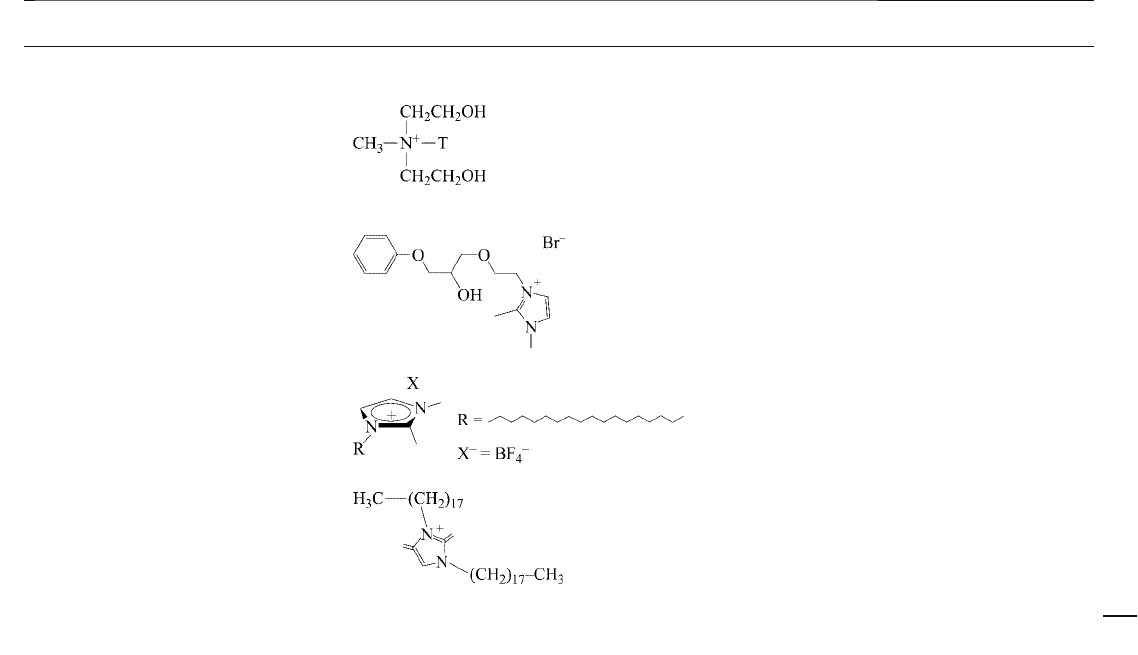
Table 13.5 Montmorillonites used for the preparation of polyesters/MMT nanocomposites by intercalation in the melt.
Formula of the cation Commercial name Reference(s)
(a) Sodium montmorillonite Na
+
Cloisite Na
+
[122 – 124]
(b) Methyl, tallow, bis - 2 - hydroxyethyl,
quaternary ammonium
montmorillonite
T is Tallow ( ∼ 65% C18; ∼ 30% C16; ∼ 5% C14)
Cloisite
30 B
[123, 125]
(c) 1 - [2 - (2 - hydroxy - 3 - phenoxy - propoxy) -
ethyl] - 2.3 - dimethyl - 3H - imidazolium
montmorillonite
– [126]
(d) 1,2 - dimethyl - 3 - N - hexadecyl
imidazolium montmorillonite
– [124]
(e) 1,3 - Dioctadecyl imidazolium
– [127]
436 13 Nanocomposites Based on Phyllosilicates
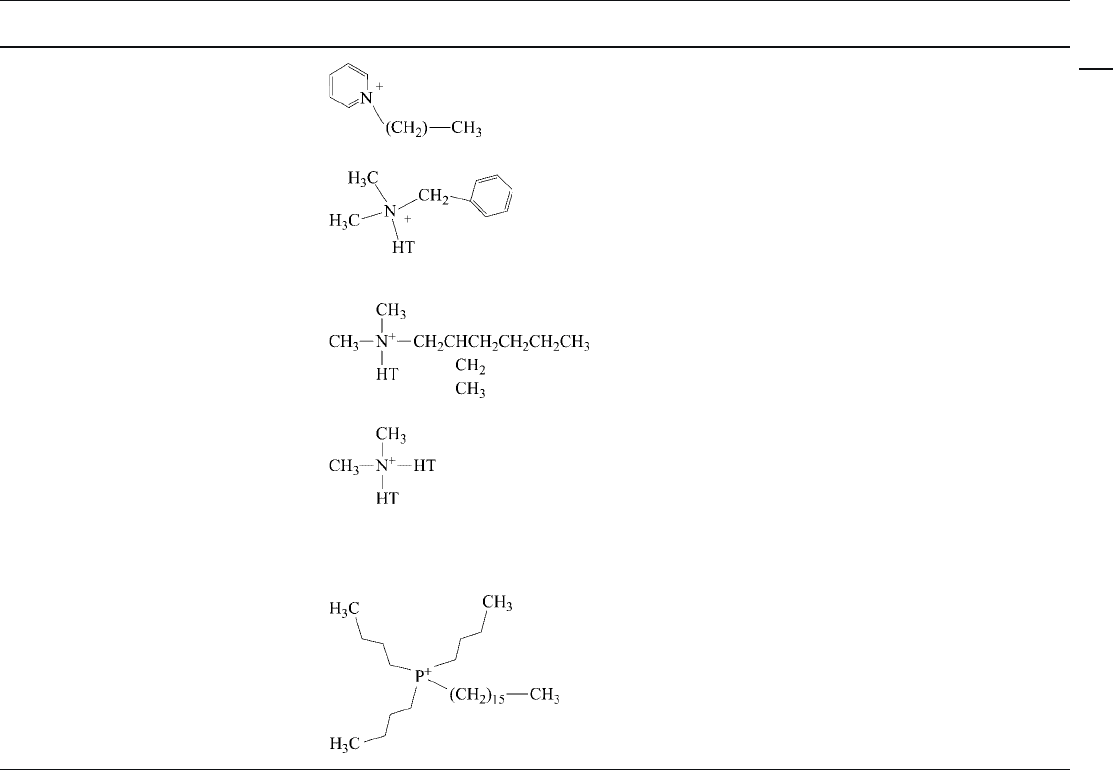
Formula of the cation Commercial name Reference(s)
(f) Hexadecyl pyridinium
montmorillonite
– [127]
(g) Dimethyl, benzyl, hydrogenated
tallow, quaternary ammonium
montmorillonite
HT = hydrogenated tallow
Cloisite 10A
Dellite 43B
[123]
(h) Dimethyl, dehydrogenated tallow,
2 - ethylhexyl quaternary ammonium
montmorillonite
Cloisite 25A [122, 125]
(i) Dimethyl, dehydrogenated tallow,
quaternary ammonium
montmorillonite
Cloisite 20A (0.95 mg g
− 1
clay)
Cloisite 15A (1.25 mg g
− 1
clay)
Cloisite 6A
(1.4 mg g
− 1
clay)
Dellite 72T
[127]
[123, 125]
[125]
(l) Tributyl hexadecyl phosphonium
montmorillonite
– [127]
Table 13.5 Continued.

13.3 Poly(Ethylene Terephthalate)-Based Nanocomposites 437
the cation, sodium - MMT, methyl, tallow, bis - 2 - hydroxyethyl, quaternary ammo-
nium - MMT (Cloisite 30B) (Table 13.5 , row b), dimethyl, benzyl, hydrogenated
tallow, quaternary ammonium - MMT (Cloisite 10A) (Table 13.5 , row g) and dime-
thyl, dehydrogenated tallow, quaternary ammonium - MMT (Cloisite 15A) (Table
13.5 , row i) were compared.
As revealed by both TEM and WAXD characterization, the shear in the extruder
favored the exfoliation process, which resulted in both intercalated and exfoliated
morphologies. PET nanocomposites obtained by using clay with polar modifi ers
showed intercalated and exfoliated morphologies, whereas tactoids were obtained
when only apolar modifi ers were present. The polymer – clay interactions and the
extrusion conditions were suffi cient to break the organized arrangement of the
natural MMT, so as to disperse it in the polymer matrix. The organic modifi er also
appeared to sustain the exfoliated clay sheets fl at since, in its absence, the intramo-
lecular interactions were stronger and the platelets tended to roll due to their high
fl exibility. A comparison of these two reports [121, 122] showed contradictory
results, however. As the recycled and virgin PET had practically identical structural
characteristics (although the recycled form usually had a lower viscosity in the
melt), the comparison mainly highlighted the strong effect of shear stresses on
the morphology. In fact, the stronger shear stresses developed in the twin - screw
extruder were most likely suffi cient to achieve an exfoliated/intercalated structure,
without using an organophilic modifi er. In the study of Pegoretti et al . [121] , the
lower shear stresses of the injection - molding machine produced the opposite
result, as in these conditions the main driving forces were the interactions of the
hydrophobic chains with the polymer matrix, which were capable of producing a
primary disaggregation of the fi ller.
The strong effects of processing conditions and rheological properties on mor-
phology were also reported by Krakalik et al . [123] , who prepared composites in a
co - rotating, twin - screw, microextruder by adding to recycled PET 5% (by weight)
of different modifi ed MMTs (Cloisite 6A, 15A, 20A, 25A, and 30B) (Table 13.5 ).
Subsequently, these authors observed the partial exfoliation of Cloisite 25A, 30B,
and 10A, which was in good agreement with the results observed by both Pegoretti
et al . [121] and Calcagno et al . [122] .
Davis et al . [125] investigated the effects of melt - processing conditions on the
quality of PET/MMT nanocomposites prepared in a mini twin - screw extruder
at 285 ° C, and identifi ed the need to use a highly stable ammonium salt in
modifi ed MMT. In fact, the use N , N - dimethyl - N , N - dioctadecylammonium - MMT
led to the production of black PET nanocomposites as a result of ammonium
salt degradation under the processing conditions. The most dispersed, exfoliated
PET nanocomposite was achieved by melt - mixing at 21 radians per second for
2 min in a nitrogen atmosphere, after drying the polymer at 120 ° C, and the
clay at 150 ° C. Alternative mixing conditions, longer residence times, and higher
screw speeds resulted in poorer - quality nanocomposites. The alternative use of
a hexadecyl imidazolium salt, which resulted in an intercalated/exfoliated mor-
phology, allowed improvements in stability, as the imidazolium salt (which has
a decomposition temperature of 350 ° C) is stable under the conditions of
438 13 Nanocomposites Based on Phyllosilicates
processing. The subject of modifi ed MMT stability was recently investigated by
Kim et al . [124] , who synthesized an imidazolinium salt with an aromatic group
and an hydroxyl group (Table 13.5 , row c), which was more stable than a
quaternary ammonium salt. Such treatment was found to provide a similar
dispersion with respect to Cloisite 15A and 30B, but with the advantage of a
higher thermal stability.
More recently, Stoeffl er et al . [126] used the surfactants alkyl phosphonium
(Table 13.5 , row l), alkyl pyridinium (Table 13.5 , row f) and dialkyl imidazolium
(Table 13.5 , row e) as intercalating agents for the preparation of highly thermally
stable organophilic MMTs, and compared these to commercial Cloisite 20A (Table
13.5 , row i) from the point of view of thermal stability. Although the thermal
stability of the former materials was improved with respect to the latter, a mass
spectrometric analysis of the volatile products showed the evolution of chlorometh-
ane from Cloisite 20A above 200 ° C, of pyridine from pyridinium - MMT above
250 ° C, and of tributyl phosphine and/or tributyl phosphine oxide from phospho-
nium - MMT above 250 ° C. Based on the toxicity of volatile products, the use of
imidazolium or phosphonium derivatives proved unsatisfactory. Rather, the most
interesting result obtained was the exfoliation of native sodium - MMT via the
establishment of proper extrusion conditions [122] .
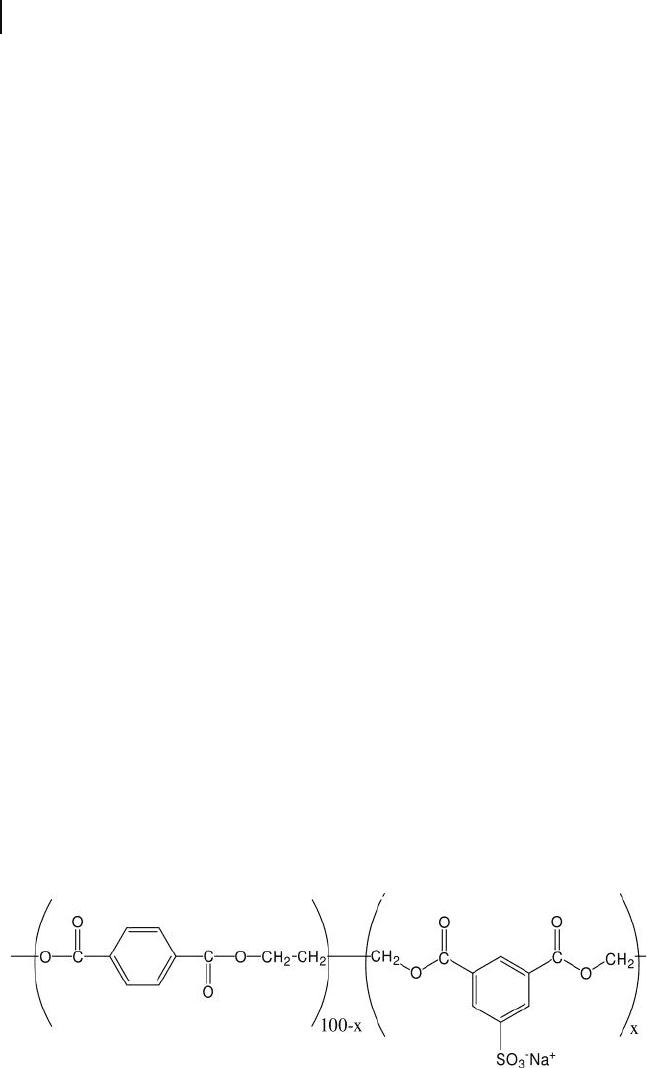
In only one report [127] was the possibility considered of using a proper com-
patibilizer, namely a polyester ionomer (Figure 13.12 ), to improve the compatibil-
ity between an OMMT (Cloisite 20A) and PET. Here, the polyester ionomer was
effi cient in promoting intercalation (or intercalation/exfoliation if the ionomer/
OMMT ratio was ≥ 3) of the OMMT in the PET matrix. Moreover, in terms of rheo-
logical behavior, the higher the fi ller content and/or the degree of intercalation/
exfoliation of the OMMT, the more the nanocomposite behaved as a solid. With
regards to rheological behavior, the higher the content of fi ller and/or degree of
intercalation/exfoliation of the OMMT, the more the nanocomposite behaved as
a solid because of the percolated structure formed by the OMMT layers, and the
more the storage and loss modulus, G ′ and G ″ , became independent of the fre-
quency at low frequencies.
Figure 13.12 Structure of the polyester ionomer (PETi) used by Vidotti et al . [127] . (x = 0.13).

13.4 Poly(Lactide) (PLA)-Based Nanocomposites 439
13.4
Poly(Lactide) ( PLA ) - Based Nanocomposites
Today, the development of renewable polymeric materials with excellent proper-
ties forms the subject of much active research interest worldwide [4] . Aliphatic
polyesters are among the most promising materials for the production of high -
performance, environment - friendly, biodegradable plastics [128] . Among these
materials, PLA is a renewable and biodegradable polyester, the thermomechanical
and gas - barrier properties of which prevent the replacement of traditional poly-
mers in many areas of application. Consequently, innovative methods must be
developed to modulate the properties of PLA, such as blending [129] , plasticization
[130] , and the preparation of nanocomposites [131] .
13.4.1
Overview of Preparation Methods
13.4.1.1 In Situ Polymerization
The preparation of some biodegradable polyesters, including PLA and PCL, is
often achieved via ROP from corresponding lactones [132, 133] . In particular, the
synthesis of PLA can be carried out starting either from the cyclic dimer, the lactide
(3,6 - dimethyl - 1,4 - dioxane - 2,5 - dione) by ROP, or by the condensation polymeriza-
tion of lactic acid or its derivatives.
In terms of molecular weight control, the living ROP of lactide yields a linear
relationship between monomer conversion and molecular weight and PLA with a
narrow polydispersity index ( PDI ; defi ned as the ratio between the weight average
and number average molecular weights, M
w
/M
n
). In contrast, the step - growth
condensation polymerization limits the practically accessible range of molecular
weights, and leads to a PDI of 2.
The benefi ts of ROP in conjunction with a “ living ” method have enabled the
controlled synthesis of block, graft, and star polymers [134] , and this had led to
the present consensus that living ROP represents a powerful and versatile method
of addition – polymerization. In particular, coordination – insertion polymerization
has been used extensively for the preparation of aliphatic polyesters with well -
defi ned structure and architecture. The most widely used initiators include various
aluminum and tin alkoxides and carboxylates. The covalent metal alkoxides or
carboxylates with vacant d - orbitals react as coordination initiators by interacting
with the oxygen of carbonyl group of the ester. These initiators are capable of
producing stereoregular polymers of narrow molecular weight distribution and
controlled molecular mass, with well - defi ned end groups.
Both, Kubies et al . [135] and Lepoittevin et al . [136, 137] studied the ROP of ε -
caprolactone ( ε - CL ) onto modifi ed MMTs. PCL - grafted layered silicate nanohy-
brids were thus prepared according to a controlled coordination – insertion
mechanism. For this purpose, MMT was previously modifi ed by an exchange of
the constitutive Na cations by ammonium cations bearing one hydroxy function

440 13 Nanocomposites Based on Phyllosilicates
((2 - hydroxyethyl)dimethylhexadecylammonium), or simply trimethylhexadecylam-
monium [136] . In a successive study [137] , Cloisite 30 B (Table 13.5 , row b), modi-
fi ed with methyl, tallow, bis - 2 - hydroxyethyl, quaternary ammonium, was also
employed.
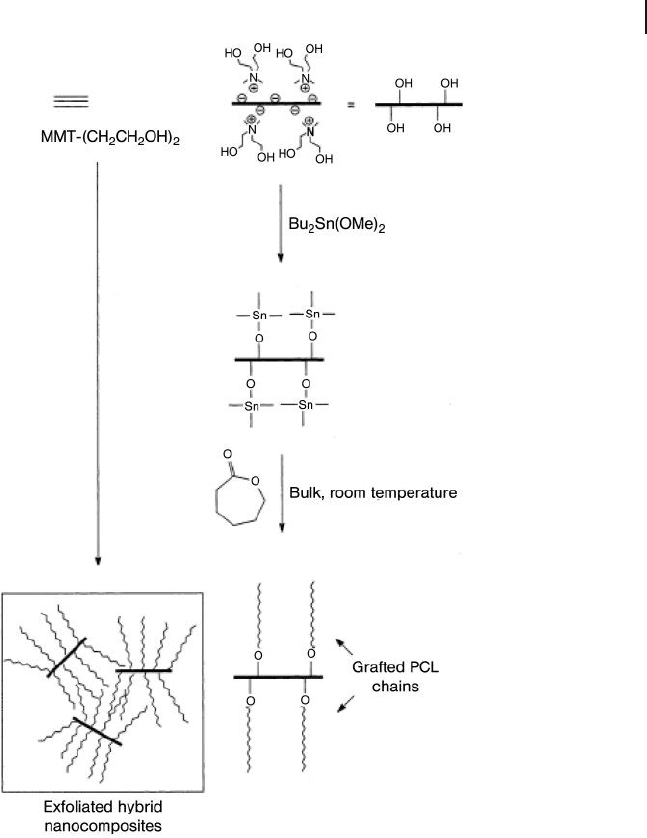
The modifi ed MMT was then treated with aluminum or tin (II or IV) com-
pounds [AlEt
3
, Bu
2
Sn(OMe)
2
and Sn(2 - ethylhexanoate)
2
] to obtain the respective
alkoxides, all of which are known to initiate the controlled polymerization of ε - CL,
by creating initiating species onto the MMT layers. The grafting of PCL onto the
MMT was achieved in the presence of ε - CL (Figure 13.13 ).
After polymerization, the molar mass of PCL, as determined by size - exclusion
chromatography ( SEC ) after a reverse ion - exchange reaction with LiCl in tetrahy-
drofuran ( THF ), was found to decrease with the increasing content of hydroxy
groups available at the clay surface. Indeed, the molar masses were 56 000, 47 000
and 28 000 for OH - deprived organomodifi ed clay and clay containing 50 and 100%
monohydroxylated ammonium cations, respectively. This observation suggests, at
least qualitatively, that polymerization is initiated by the surface - anchored hydroxy
groups activated in Sn(II) alkoxides by reaction with Sn(2 - ethylexanoate)
2
. In the
absence of hydroxylated ammonium cations, polymerization is initiated by resid-
ual protic impurities (water, silanol, etc.). Polymerization initiation on the clay
surface and PCL growth in a “ grafting - from ” manner each have strong effects on
the morphology of the PCL/layered silicate nanocomposites, such that intercalated
or exfoliated morphologies were obtained. However, extensive exfoliation occurred
only when the silicate sheets were surface - modifi ed with more than 25 wt% mono-
hydroxylated ammonium [136] . Below this value, partially intercalated/partially
exfoliated structures were found to coexist, and an intercalated structure was
obtained, starting from sodium - MMT.
A good correlation was obtained between morphology and thermal stability, as
the composites prepared with the clay that had been modifi ed with hydroxyl
groups were more stable than those deprived of them. Moreover, these composites
were more stable than those containing sodium - MMT.
More recently, Chrissafi s et al . [138] prepared PCL nanocomposites by following
a similar approach, but used Ti(OBu)
4
as the coordination – insertion catalyst.
Moreover, they performed ROPs not only onto sodium - MMT and Cloisite 20A
(Table 13.5 , row i), but also onto mica and fumed silica. In agreement with the
above fi ndings, there was also a decrease in the molecular weight of PCL obtained,
compared to the pure material prepared in the absence of fi llers. However, the
mechanical properties (tensile strength at break, elastic modulus, elongation at
break) of the nanocomposites were similar, or even slightly improved, compared
to those of the pure PCL.
It appears that only two reports have been made concerning the synthesis of
PLA using this method. For example, Paul et al . [139] synthesized PLA/layered
aluminosilicate nanocomposites by ROP, using two different types of OMMT
(Cloisite 30B and Cloisite 25A; see Table 13.5 , rows b and h) for the preparation
of nanocomposites. In a typical synthetic procedure, the clay was thoroughly dried
and placed in the polymerization vial. The lactide solution in dried THF was then
13.4 Poly(Lactide) (PLA)-Based Nanocomposites 441
Figure 13.13 Scheme of the synthesis of PCL nanocomposites
through in situ ROP onto montmorillonite modifi ed with
ammonium salt with hydroxyl groups. Reproduced with
permission from Ref. [137] ; © 2002, American Chemical
Society.
transferred to the vial under nitrogen, and the solvent eliminated under reduced
pressure. The polymerizations were conducted in bulk at 120 ° C for 48 h, after 1 h
of clay swelling in the monomer melt. When Cloisite 30B was used, the polymeri-
zation was coinitiated by AlEt
3
, while Sn(2 - ethylexanoate)
2
was used to catalyze the
polymerization of lactide in the presence of Cloisite 25A. The clay Cloisite 30B led

442 13 Nanocomposites Based on Phyllosilicates
to a fully exfoliated structure, whereas Cloisite 25A - based nanocomposites exhib-
ited an intercalated morphology.
In the Cloisite 30B nanocomposites, the growing polymer chains were directly
“ grafted ” onto the clay surface through the hydroxyl - functionalized ammonium
cations, yielding exfoliated nanocomposites with an enhanced thermal stability.
Notably, with increasing clay content the thermal stability was improved, with a
maximum effect at a clay loading of 5 wt%. With a further increase of fi ller content,
a decrease in thermal stability was observed – an effect explained by the relative
extent of exfoliation as a function of the amount of organophilic MMT. Nonethe-
less, a decrease in PLA molecular weight was observed compared to that synthe-
sized in the absence of fi ller.
A similar result was obtained more recently by Lee [140] , who modifi ed the clay
surface (Cloisite 30B, Table 13.5 row b) by grafting low - molecular - weight PLA
chains (M
n
9400 – 21 600) through the in situ polymerization approach, following a
preliminary activation of the hydroxyl sites with Sn(2 - ethylexanoate)
2
. The com-
posite obtained was then melt - blended with a high - molecular - weight PLA matrix.
This novel clay/PLA nanocomposite showed a high shear - thinning behavior when
the molecular weight of the grafted PLA was higher than the critical molecular
weight of chain entanglement.
Today, the scientifi c investigations in this fi eld are ongoing, with the in situ
polymerization process clearly warranting further investigation. In particular, the
ROP of lactide onto clay or organoclay may represent a promising approach for
obtaining nanostructured PLA/layered silicate composites, allowing excellent
control of the structural features of those materials prepared.
13.4.1.2 Intercalation in Solution
Recently, several studies have focused on the preparation of PLA - layered silicate
nanocomposites using intercalation from solution. Initially, Ogata et al . [141] dis-
solved the polymer in hot chloroform in the presence of OMMT, but observed that
only microcomposites were formed. Marras et al. [142] adopted a similar method
but, in contrast, obtained intercalated/exfoliated structures. The differences in
experimental procedure here consisted of sonication of the organophilic MMT
in chloroform, and of the solution containing both organophilic MMT and PLA.
In the latter report, an increase in the d
001
distance was cited as a function of
the organophilic MMT modifi cation, expressed as percentage of the CEC, when
investigated over the range of 0 to 250%. The degree of organophilic modifi cation
was controlled by an ion - exchange reaction, using controlled amounts of
hexadecylamine.
Krikorian and Pochan [143] prepared PLA nanocomposites using dichlorometh-
ane ( DCM ) as the polymer solvent and as the organophilic MMT dispersion
medium (Cloisite 30B, 25A and 15A; Table 13.5 , rows b, h, and i). These
authors obtained intercalated or exfoliated nanocomposites, depending on the
type of organophilic MMT used. Exfoliated nanocomposites were formed by
using Cloisite 30B; that is, when hydroxyl groups were present in the organic
modifi er of the clay, due to the favorable enthalpic interaction between the

13.4 Poly(Lactide) (PLA)-Based Nanocomposites 443
hydroxyl groups and the C – O bonds in the PLA backbone. Cloisite 25A, which
showed the higher starting basal interlamellar distance, gave a d
001
distance in
the nanocomposites lower than Cloisite 30B. Hence, the starting basal interla-
mellar distance, which infl uences the capability of the organophilic MMT to be
dispersed in a polyolefi nic matrix, is a key factor but is less important in PLA -
based nanocomposites.
Chang et al . [144] reported the preparation of PLA - based nanocomposites with
different types of OMMT via solution intercalation using N , N - dimethylacetamide
( DMA ). The preparation method allowed the production of intercalated/exfoliated
nanocomposites, providing material with an improved stiffness and barrier to
oxygen compared to pure PLA.
13.4.1.3 Intercalation in the Melt
To date, intercalation in the melt has attracted more attention that other intercala-
tion processes, with different aspects being considered by various research groups
with regards to melt blending. These include: the effects of different organophilic
modifi ers on morphology; the effects of the processing conditions; and the pos-
sibility of optimizing the processing and/or properties via blending or
plasticization.
Effect of Different Organophilic Modifi ers D i et al . [145] mixed two different orga-
nophilic MMTs (Cloisite 30B, Table 13.5 , row b; and Cloisite 93A) in a PLA matrix
by using an internal mixer. Cloisite 93A contains dimethyl - dihydrogenated tallow
ammonium as modifi er. It was observed that only the Cloisite 30B gave exfoliated
nanocomposites, which was in good agreement with results obtained by Krikorian
and Pochan [143] for nanocomposites obtained in solution. When Feijo et al . [146]
compared two commercial organophilic MMTs, namely Dellite 43B (Table 13.5 ,
row g) and Dellite 72T (Table 13.5 , row i), the former material interacted more
strongly with PLA, as confi rmed by the better dispersion of the organoclay in the
PLA matrix when compared to the neat PLA/Dellite 72T composites, which
showed aggregates of only micrometric dimensions. Moreover, the PLA/Del-
lite43B nanocomposite exhibited a slightly higher thermal stability. Hence, replace-
ment in the modifi er of a long alkyl chain (hydrogenated tallow) with an aromatic
ring renders the modifi er more suitable for creating interactions between a modi-
fi ed nanofi ller and the PLA polymer matrix. This result could, however, be ascribed
to the higher polarity of the Dellite 43B ammonium salt.
Effect of Processing Conditions Pluta [147] investigated the processing of PLA and
phyllosilicates by preparing, in a discontinuous laboratory mixer, nanocomposites
containing 3% by weight of Cloisite 30B. In particular, the blending time (6.5, 10,
20, and 30 min) and rotor rate (50 and 100 r.p.m.) were varied in order to establish
their effects on the morphology and properties of the nanocomposites. Molecular
weight changes of the PLA matrices induced by melt compounding were deter-
mined using SEC. Whilst the molecular weight was marginally reduced by increas-
ing the blending time, the level of dispersion of the fi ller into the matrix was

444 13 Nanocomposites Based on Phyllosilicates
improved by increasing the blending time, as revealed by WAXD and TEM
characterization.
The behavior of PLA during melt processing depends on many factors, includ-
ing the grade of PLA used, the processing conditions applied (temperature, rota-
tion speed, residence time, atmosphere, drying effi ciency of the components), and
the presence of additives and their chemical nature. Although pure PLA degrades
slightly during blending, it was noticed that the degradation of PLA was enhanced
by the presence of the nanofi ller. This suggested important roles for both the
shearing forces during compounding and the interaction of PLA with hydroxy
groups of the organomodifi er in determining the degradation of the PLA matrix.
Moreover, the change in rotation speed adopted during nanocomposite prepara-
tion, from 50 to 100 r.p.m., caused a decrease in molecular weight but had no
effect on the material ’ s morphology and/or properties. It was also found that an
increase in the degree of dispersion of the silicate layers led to a pronounced
modifi cation of the physical properties of the nanocomposites, via an increase in
thermal stability, as revealed by TGA.
The rheological properties of the nanocomposites, as determined during a
dynamic frequency sweep, appeared to be very sensitive to the nanostructure
evolution. On investigating the rheological behavior of PLA during melt blending
with Cloisite 30B, the apparent viscosity ( η * ) of the unfi lled PLA was unchanged
at low frequencies (indicating a Newtonian behavior), but this was followed by a
shear - thinning response at a higher - frequency region. The η * of the nanocompos-
ites showed that, the higher the shear - thinning effect, the better the organoclay
dispersion in the PLA matrix. These observed trends allowed an identifi cation of
the concentration of organoclay capable of providing a non - negligible interaction
between nanoplatelets, based on rheology experiments. Similar results were
obtained by Gu et al . [148] , who explained the same trend as a function of the
organophilic MMT content, by considering the formation of a “ percolating
network ” resulting from reciprocity among the strongly related sheet particles.
Because of this “ percolating network, ” the values of entanglement molecular
weight (M
e
), as calculated from master curves, were lower than that of pure PLA.
During such processing, Lewitus et al . [149] investigated the preparation and
dilution of different types of masterbatch. The study results indicated the possibil-
ity of preparing PLA/Cloisite 25A nanocomposites via the preliminary preparation
of a masterbatch which contained 20% by weight of the nanofi ller and PLA. In
particular, the most suitable PLA was that with the same grade as the fi nal
composite.
Control of Processability and Properties by Blending and Plasticization The addition
of a reactive compatibilizer (e.g., an ethylene copolymer functionalized with maleic
anhydride) during preparation in a discontinuous mixer of PLA/organophilic
MMT nanocomposites was monitored by Pluta et al . [150] . When polylactide - based
systems composed of an organoclay (Cloisite 30B; 3 – 10 wt%) and/or the compati-
bilizer were investigated, X - ray investigations revealed an exfoliated nanostructure
in a 3 wt% - nanocomposite. The degree of exfoliation of the organoclay was notice-