Франс Клинк. О тампонной печати
Подождите немного. Документ загружается.


изделия под пламенем (рисунок 8) чрезвычайно важные моменты для активизации, поэтому важна и
правильная установка горелок над активируемым изделием.
Чрезмерный перегрев при активизации пламенем повредит поверхность запечатываемого
материала, а недостаточный нагрев станет причиной того, что краска из-за недостаточной адгезии
поверхности не прилипнет. Обработка холодной газовой плазмой является эффективным способом
активировать полимеры, поразительно улучшая свойства их поверхности для высококачественной
печати. В некоторых случаях обработка (активизация) поверхности плазмой – единственное
приемлемое решения для проблем с запечатыванием поверхности не только тампонным способом но
и при помощи трафаретной печати. Единственный недостаток активизации холодной плазмой –
дороговизна оборудования, хотя некоторые компании предлагают плазменную обработку по более
или менее разумной цене.
Тестируя поверхность пластика перед печатью, на адгезию, можно убедиться насколько правильно ее
активировали. Можно приобрести наборы, позволяющие вам протестировать энергетику
поверхности. Применяя жидкости с определенным уровнем поверхностного натяжения измеряемого
в динах и наблюдая реакцию растекания капли по поверхности можно судить о достаточной или не
достаточной степени активации поверхности пластика. (Рисунок
9)
Если капля распространяется равномерно по поверхности, тогда
поверхностная энергетика равна или выше поверхностного
натяжения тестируемой жидкости. Если жидкость на поверхности
формирует капельки, значит, все-таки поверхностная энергетика
ниже. Эти тесты необходимы для того, чтобы установить готов ли
материал к печати. Эти тесты на активацию срабатывают
независимо от того, какая предварительная обработка
применяется.
Дин-тестовые наборы обычно состоят из 6-8 жидкостей с поверхностным натяжением от 28 до 56
дин/см². Крышечки необходимо плотно закрыть после использования, нужно надевать перчатки и
защитные очки для предотвращения контакта с кожей и глазами. Тестовые наборы также можно
приобрести в виде фломастеров, которые подходят для того, чтобы убедиться, что поверхность
имеет определенный минимальный уровень в динах.
Иметь дин-тестовый набор необходимо в любой типографии тампонной печати или трафаретной
печати, если она работает с пластиками. Вместо дин-тестового набора, можно попробовать несколько
простых тестов на активацию поверхности пластика. Сначала вы можете просто подержать
запечатываемый объект под струей воды и затем вынуть. Если поверхность обработана правильно,
вода намочит поверхность пластика равномерно и затем будет медленно высыхать. На
необработанной поверхности вода соберется в капли. Другой, менее надежный тест: пометить
поверхность шариковой ручкой. Приклеить полоску скотча на метку, сделанную ручкой, и оторвать.
Если поверхность хорошо предварительно обработана, большая часть чернил прилипнет к пластику,
а не к липкой стороне скотча. Этот тест далек от идеала, используйте его только как последнее
средство.
ДРУГИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА АДГЕЗИЮ КРАСКИ
Предварительная обработка или активация поверхности – это решающий фактор при печати на
полиэтилене и полипропилене. Но другие фактор, такой как миграция добавок, влияющие на адгезию
краски при тампопечати, нельзя определить при помощи дин-теста. При работе с подобными
материалами, упомянутыми несколькими главами ранее, Вы можете получить отличные результаты
по дин-тесту и все же хорошей адгезии краски при тампопечати не получится. Также, две
поверхности с одинаковым уровнем предварительной обработки, могут показывать различные по
характеристикам результаты окрашивания. Вы должны помнить об этом, когда испытываете
трудности при печати.
Если вы печатаете на полиолефинах, и предварительная обработка (активация) по каким либо
причинам нежелательна или невозможна, можно приобрести специальные краски, не требующие
предварительной обработки материала. НО все равно эти однокомпонентные краски требуют
последующей обработки либо инфракрасным излучением, либо обработки пламенем, либо УФ
облучением. Без такой последующей обработки, нельзя гарантировать высокой стабильности
тампопечати на подобных пластиках.
ОТЛИЧИТЕЛЬНЫЕ ЧЕРТЫ ОТВЕРЖДЕННОЙ КРАСКИ
Поверхность запечатываемого изделия сама по себе не дает достаточной информации для того,
чтобы определить какую краску использовать.
Подбор цвета по образцу. Вы должны знать, какой результат после высыхания красочного слоя
хочет получить заказчик. Сравнение красок на оттиске с эталонными красками из пантонного веера –
тема для другой статьи, но несколько базовых моментов следует упомянуть. Всегда стоит задача, что
бы образец краски, нанесенной на поверхность изделия, соответствовал номеру по системе
ПАНТОН или иной подобной системе. В подавляющем большинстве случаев данную проблему
подбора краски под заданный образец решается путем сравнения предоставленного образца краски с
образцами цветов из пантонного веера. Далее зная номер цвета по пантону, берется ЦМИКовские
краски, в определенной указанной в Понтоне пропорции и замешиваются. Система Пантонных
номеров гарантирует точное воспроизведения цветов. Другое дело как этот цвет будет одновременно
выглядеть на матовой, или глянцевой поверхности, да кто муже, если запечатывается не белая
поверхность. Но это как уже отмечено тема для отдельной статьи. Однако помните, что красочный
слой в тампонной печати очень тонкий, и часто единственным способом точного воспроизведения
заданного цвета при тампопечати является использование, как правило, белой подложки. И еще
помните, что искусственное освещение (кроме специального) дает некое тональное отклонения
цвета.
Тесты на прилипание и стойкость к износу. Тесты на прилипание и стойкость к износу (штриховой
тест, скотч тест, барабанный тест и т.п.), должны быть проведены до того, как вы выберете краску.
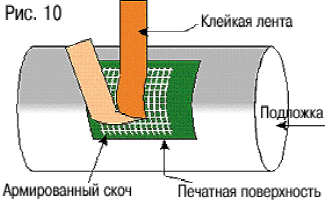
Классический высказывание "эта краска вроде не должна
отлететь" неприемлем. Самые подходящий тест на пропечатку –
прочертить решетку на высохшей краске около 4 мм площадью
(Рисунок 7). Решеточный тест, выполненный на цилиндрической
поверхности, самый распространенный тест на прилипание
краски в тампонной печати.
Затем приклеить скотч и оторвать его резким движением под
острым углом по отношению к поверхности. Количество
оставшейся краски на поверхности определяет степень
прилипания.
Сопротивление к химическому воздействию. Запечатанный материал должен противостоять
воздействиям масел, растворителей, кислот, щелочей или просто воды. Возможно, примером
«агрессивного» воздействий окружающей среды является посудомоечная машина, где присутствует
смесь чистящего средства, щелочи и горячей воды. Мне неизвестно о каких-либо не керамических
(речь идет о термокраски для стекла и керамики, подвергающиеся после тампопечати обжигу)
красочных системах, которые могли бы переносить посудомоечную машину в течение длительного
времени. Другой удивительно агрессивный материал – растаявший снег. Он содержит целый
коктейль из химикатов, которые собираются в облаках, и такой снег попадает к нам из атмосферы.
Всегда уточняйте, чего хочет ваш заказчик, чему должен противостоять отпечатанный красочный
слой до того, как вы начнете печатать. Прочитайте инструкции, которыми снабдил вас ваш поставщик
тампонных красок. Если есть сомнения, проведите тесты с тампонной краской и предоставьте своему
клиенту печатные образцы для того, чтобы он их утвердил. При необходимости, попросите своего
поставщика провести испытания.
Обесцвечивание, выцветание. Вновь, технические инструкции дадут вам информацию по этому
вопросу. Если эти характеристики очень важны, можно провести ускоренные испытания на
запечатываемой поверхности. Поставщик красок или независимая лаборатория может провести для
вас тесты, если у вас нет доступа к оборудованию.
Специальные требования, гигиенические требования. Продукты питания и игрушки – хорошие
примеры, т.к. и то, и другое может быть либо съеденным, либо проглоченным. Уровень токсичности
пигментов и смол, используемых в таких красках, очень тщательно контролируется. Тяжелые
металлы, такие как кадмий, абсолютно неприемлемы, и правила постоянно становятся жестче,
поэтому наличие соответствующего гигиенического сертификата даст вам уверенность на сто
процентов.
ЗАВЕРШАЮЩИЕ ПРОЦЕССЫ
Любые этапы послепечатной обработки, через которые должно пройти изделия, могут повлиять на
характеристики краски. Трафаретная печать, высечка и формовка, термоформовка все эти и не
только эти этапы постпечатной обработки изделия могут быть проблематичными при использовании
тех или иных типов тампонных красок.
Если возникают трудности с удержание красочного слоя после тампопечати, важно проверить все
следующие моменты:
• Использовалась ли формовка при производстве изделия?
• Использовались ли формовщиком какие-либо пластификаторы, масла смазки и т.п.?
• Оператор протирает область печати поверхности ладонью или пальцем, оставляя грязные
жирные отметины?
• Хранились ли детали при низкой температуре, а затем переносились в помещение с более
высокой температурой окружающей среды? (Это может стать причиной невидимого конденсата
на поверхности)
• Изменился ли химический состав или производитель применил иные добавки в материал?
• Вы используете ту же тампонную краску, изменялась ли пропорция различных добавок в
тампонную краску или пропорция в случае с двухкомпонентной краской?
• Вы использовали нужный разбавитель, замедлитель, отвердитель?
• Перед использованием тампонной краски, ее хорошо перемешали (разболтали)?
• Проверьте срок годности краски.
• Как долго тампонная краска оставалась в ракельной системе тампонной машине? Особенно если
это двухкомпонентная тампонная краска .
• Проводилась ли активация поверхности и был ли проверен результат активации? Обладает ли
поверхность адекватным дин уровнем для печати?
ПРАКТИЧЕСКОЕ ВЫПОЛНЕНИЕ ЭТИХ СОВЕТОВ
Если вы читали эту серию статей, вы знаете, как важно контролировать баланс растворителя в
краске, чтобы он правильно испарялся в процессе тампопечати. Производитель тампонной краски
тратит много времени и средств, разрабатывая краски для удовлетворения этого критерия. И что же
делают некоторые печатники, работающее на тампонной оборудовании? Наливают тампонную краску
непосредственно из банки в красочную ванну тампонного станка, даже не посмотрев на этикетку.
Затем эти «товарищи» добавляют к уже находящейся в красочной ванне тампонной краске какой-
нибудь растворитель и пытаются что-то «натампонить». А когда краска не передается с тампона или
не прилипает к изделию, кто виноват? Разумеется, производитель тампонной краски? А кто же еще?!
Когда печатник скажет что это его вина? В самом деле, это лучший способ снять с печатника
ответственность и переложить ее на производителя краски.
Представьте, что получаете новый заказ. Вам нужна некоторая информация о работе (материале)
еще до того, как вы начнете думать, какую краску использовать. Эту информацию следует занести в
форму заказа, которая может выглядеть примерно так:
Поверхность
Основной материал: нейлон 15% Наполнитель стеклоткань 66%
Цвет: поверхность Черная Фактура глянцевая
Красочные требования
Цвет: PMS оранжевый 021C Фактура: глянцевая
Тестовые требования
1. перекрестная решетка площадью 0.25-см². Скотч тест: процент отлипшей краски менее 10%.
2. Стойкость к стиранию 0.25 см² войлочный тампон, смоченный в уайт спирите, с приложенной
силой 1 кг.
Эти приведенные в карточке заказа факторы укажут на необходимость применения
двухкомпонентной тампонной краски с окончательной сушкой воздухом при невысокой температуре.
Такая краска даст необходимое прилипание и пройдет тест на стойкость к истиранию. Также будет
необходимо сделать несколько «ударов», может быть, даже три, для получения достаточной
плотности яркой оранжевой краски на черной подложке. Тампонная краска будет иметь глянец,
поскольку он есть у поверхности. Сушка циркулирующим воздухом значительно улучшит отверждение
красочного слоя и защитит поверхность от попадания пыли в красочный слой, до тех пор, пока краска
не высохнет окончательно. И перед тем как работа уйдет на производство, необходимо произвести
тесты на проверку сочетаемости краски/поверхность. Испытания не только установят, что
рекомендации по печатному процессу и сушке работают на практике, но также определяют смесь
растворителей, которые необходимо добавить в тампонную краску для получения оптимального
печатного результата.
Теперь вернемся к тампонному производству. Печатнику тампонного станка дается карточка, которая
содержит подробные инструкции по технологии тампопечати данного изделия установке и по
использованию необходимых тампонных красок. После чего печатник подбирает все необходимые
материалы и надевает необходимую защитную одежду (защитные очки, перчатки, фартук). Далее
Печатник убеждается что краска, отвердитель, и растворитель имеют надлежащий срок годности. Он
берет банку с тампонной краской и энергично взбалтывает содержимое, аналогично взбалтывает
отвердитель, замедлитель и т.д. После взвешивания определенного количества тампонной краски, в
нее добавляет отвердитель в нужном соотношении – по весу – и все перемешивает. Затем
добавляется смесь растворителей, тщательно перемешивая до полной дисперсии в смеси. На этой
стадии, неплохо было бы использовать вискозиметр для проверки текучести тампонной краски. Если
вы все смешиваете правильно по весу, текучесть в любом случае будет приемлемой.
В зависимости от красочной системы и температуры окружающей среды, краску придется полностью
заменять заново через каждые 8-10 часов. Это необходимо, поскольку двухкомпонентная краска
начнет отверждаться в красочной ванне, и ее печатные свойства будут меняться. При высокой
температуре окружающей среды, необходимо менять тампонную краску чаще. Очень важно
тщательно оценивать двухкомпонентную краску, чтобы ничто не расходовалось нерационально. Если
работа требует вестись однокомпонентной краской (без катализатора), то краска не должна высыхать
в красочной ванне и может использоваться в течение гораздо большего срока.
ЗАКЛЮЧЕНИЕ
В тампонной печати краска, наверное, самый важный элемент процесса, хотя он постоянно неверно
используется. Всегда производите тестирование краской на предмет совместимости с
запечатываемой поверхностью, перед тем, как начать производство. Материалы изменяются, и
может возникнуть проблема. Используйте систематический подход к выбору, тестированию,
подготовке, использованию ваших красок и вы увидите значительные улучшения в вашем печатном
процессе.
ПРАВИЛА ИСПОЛЬЗОВАНИЯ КРАСКИ
1. Прочитайте инструкции с техническими данными.
2. Прочитайте и уясните инструкции, касающиеся вашего здоровья и безопасности.
3. Всегда надевайте защитную одежду, перчатки, и очки при смешивании красок.
4. Убедитесь, что вентиляция достаточна все время.
5. Перемешайте краску и жесткость перед использованием.
6. Использовать только специальные растворители.
7. Взвешивайте краску, растворитель, отвердитель, компоненты и смесь.
8. Не используйте краски или отвердители, срок годности которых истек.
9. Плотно закрывайте начатые банки с краской. Срок их службы уменьшается после того, как их открыть.
10. Храните неиспользованную смешанную краску в закрытом контейнере.
11. Не применяйте смешанные двухкомпонентные краски по истечении срока годности.
12. Не используйте двухкомпонентные краски в закрытой красочной системе.
13. Если вы используете однокомпонентную краску, последовательно заменяйте ее каждые два дня.
14. Никогда не смешивайте типы красок для получения цветового оттенка.
15. Если краска попадает на вашу кожу, сотрите излишки тканью и смойте мылом и водой или специальной
чистящей жидкостью для рук.
16. Никогда не используйте разбавители для удаления краски с кожи.
17. Если краска или растворители попадали в глаза, промойте водой в течение 15 минут и немедленно
обратитесь за медицинской помощью.
18. В случае заглатывания, не вызывайте рвоту. Немедленно обратитесь за медицинской помощью.
19. В обоих вышеупомянутых случаях, возьмите с собой инструкции по Здоровью, Безопасности,
Технической информации для ознакомления медиков.
Поиск и устранение неполадок
Франц Клинк
After Sales Engineer
• Нет соответствия оригинальному оттенку краски.
• Брызги (нити) по краям.
• Тампон не забирает красочный слой.
• Полутоновые точки не видны.
• Тампон плохо освобождается от краски.
• Тонкие линии стекаются.
• Нет достаточной матовости.
• Области сплошного цвета не пропечатываются полностью.
• Видны небольшие включения воздуха.
• Печатные оттиски смазываются.
• Красочный слой не прилипает к продукту.
• Не достигается уровень яркости.
• Неудачная печать многокрасочного изображения
• Перекос печатного изображения.
• Нечеткая печать.
• Неправильный поток красочного слоя.
• Overprintability of multi-colour prints.
Решение
Нет соответствия оригинальному красочному оттенку
В тампонной печати этот дефект появляется частенько. Часто оригинальный оттенок не может быть получен
из-за невозможности смешать нужный оттенок из имеющихся в наличии. Для того, чтобы избежать
вмешательства цветной поверхности, попробуйте: Печатать на непрозрачной белой подложке; двойную или
тройную печать для увеличения непрозрачности; Добавить серебристую бронзу к готовой краске. Все методы
также имеют недостатки – сначала попробуйте их протестировать.
Возможная причина проблемы Приемлемое решение
• Недостаточная тягучесть.
• Неверно выбранный тип краски.
•
Снизить количество разбавителя.
• Использование красок для тампонной
• Неверный способ (для особых оттенков).
• Прозрачный оттенок.
• Невозможность смешать оттенок.
печати.
• Контроль и исправление способа (рецепта).
• Использование непрозрачных оттенков.
• Неверная глубина травления.
• Неверный тип сетки.
• Неверный тип формы.
• Контроль глубины. При необходимости,
сделайте новую форму.
• Протестируйте новую форму с другой
линеатурой.
• Используйте другой тип печатной формы.
• Неправильная форма.
• Грубая поверхность.
• Используйте жесткую, острую форму.
• Тампон изношен. Используйте новый
тампон.
• Темная поверхность.
• Изменение цвета поверхности.
• Попробуйте добиться более толстого
красочного слоя двойной и более печатью.
• смотри общие объяснения выше.
• Только один отпечаток. • Тестируйте с двойным или тройным
отпечатком.
Брызги (нити) по краям.
Попробуйте добавить антистатик к разбавителю (около 5% от количества растворителя) или
заземление печатной машины (если этого еще не сделал производитель). Брызги в основном возникают
с продуктами, сделанными из полистирена (PS), поликарбоната (PC) и акрила (PMMA).
Возможная причина проблемы Приемлемое решение
• Слишком высокая тягучесть.
• Краска скапливается на тампоне.
• Добавить больше разбавителя.
• Используйте более быстрый разбавитель.
• Глубина травления слишком большая.
• Неверно выбранный тип сетки.
• Сделайте новую форму с более мелкой
глубиной травления.
• Протестируйте новую форму с более мелкой
линеатурой сетки.
• Неверная форма.
• Загрубелая поверхность.
• Используйте более остроконечную форму.
• Тампон изношен. Примените новый тампон.
• Электростатические изменения поверхности. • Используйте ионизатор.
• Влажность воздуха слишком низкая.
• Время цикла очень высокое.
• Последовательность печати нерегулярна.
• Увеличьте влажность воздуха до 60-80%.
• Снизьте скорость печати.
• Поддерживайте регулярную
последовательность печати.
Тампон не берет красочный слой
Попробуйте добавить антистатик в разбавитель (около 5% от общего количества разбавителя) или
заземлить печатную машину (если этого еще не сделал производитель). Брызги в основном возникают с
продуктами, сделанными из полистирена (PS), поликарбоната (PC) и акрила (PMMA).
Возможная причина проблемы Приемлемое решение
• Тягучесть слишком высокая.
• Краска засыхает в углублениях формы.
• Не тот разбавитель.
• Добавьте больше разбавителя.
• Почистите форму разбавителем.
• Используйте разбавитель помедленнее или
один из тех, который соответствует
данному типу краски.
• Глубина травлений слишком низкая.
• Неправильный тип сетки.
• Поверхность пластиковых форм механически
повреждена.
• Сделайте новую форму с большей
глубиной травления.
• Протестируйте новую форму с сеткой с
другой линеатурой.
• Слишком плоско.
• Загрубевшая поверхность.
• Используйте более остроконечный тампон
• Тампон изношен. Примените новый тампон.
• Ход тампона слишком быстро настроен. • Настройте ход тампона на меньшую
скорость.
Полутоновые точки не видны.
В зависимости от типа печатаемого продукта, полутоновые точки должны быть видны. Некоторые
типы фотополимерных форм нельзя использовать без сетки или только с определенным типом сетки.
С более жесткими стальными формами, сетка обычно используется только как поддержка для ракеля,
позволяя печатать значительные области сплошного цвета.
Возможная причина проблемы Приемлемое решение
• Тягучесть слишком высокая.
• Тягучесть слишком низкая.
• Высоко тягучая краска, в сочетании с быстрым
разбавителем, в результате дает видимые полутоновые
точки. Отрегулируйте при необходимости.
• Низко тягучая краска, в комбинации с медленным
разбавителем, в результате дает видимую полутоновую
точку. Отрегулируйте так, как надо.
• Слишком большая глубина
травления.
• Неправильный тип сетки.
• Неправильный тип формы.
• Сделайте новую форму с меньшей глубиной.
• В зависимости от желаемого результата, попробуйте
использовать сетку потоньше для невидимых точек, или
более грубую для видимых точек.
• Используйте тип, который подходит для растрирования.
• Загрубевшая поверхность.
• Неправильная форма.
• Тампон изношен. Используйте новый тампон.
• В зависимости от желаемого результата, используйте
более остроконечный тампон для того, чтобы получить
видимые точки и более плоский тампон для того, чтобы
получить невидимые полутоновые точки.
• Очень грубая структура поверхности. • В этом случае, структура поверхности, а не полутоновые
точки видны.
• Пленка плохого качества. • Попробуйте контролировать пунктиры. При
необходимости, сделайте новую пленку.
Тампон плохо отпускает красочный слой.
Если тампон отпускает красочный слой только частично, это называют отрыв. Эта проблема не
возникает при непрерывном процессе, а при различных по времени печатных циклах или
кратковременных перерывах. Тампон отпускает целиком высохший красочный слой за раз и печатное
изображение становится неравномерным. Применение быстрых разбавителей уменьшает красочную
«пробку» и улучшает опускание красочного слоя.
Возможная причина проблемы Приемлемое решение
• Высыхание на тампоне.
• Слишком влажный тампон - краска не
прилипает.
• Используйте медленный разбавитель.
• Используйте быстрый разбавитель.
• Глубина травления слишком маленькая.
• Неправильный тип сетки.
• Сделайте новую форму, с более глубоким
травлением.
• Протестируйте новую форму с сеткой другой
линеатуры.
• Неподходящая форма.
• Огрубевшая поверхность.
• Используйте более острый тампон.
• Тампон изношен. Используйте новый тампон.
• Грязная поверхность (смазка, масло,
антиадгезив, капельки).
• Очистить. В зависимости от степени
загрязненности, например, спиртом. Если
необходимо, наденьте перчатки во время
печати.
• Медленная согласованность цикла.
• Слишком высокая температура в помещении.
• Сохраняйте регулярную цикличность.
• Наилучшая комнатная температура 18-20° C.
Тонкие линии стекаются (смыкаются).
Эта проблема возникает с формами, где на изображениях присутствуют тонкие линии, а также
обширные области сплошного цвета. Линии должны травиться плоско и без контакта сетки с
областями сплошного цвета, которым нужна сетка и более глубокое травление.
Возможная причина проблемы Приемлемое решение
• Тягучесть слишком низкая.
• Слишком медленно; краска смазывается.
• Снизить количество разбавителя.
• Используйте быстрый разбавитель.
• Глубина травления слишком большая.
• Не ступенчатое травление между тонкими
элементами.
• Неподходящий тип формы.
• Сделать новую форму с более мелкой
глубиной.
• Возможно только для отвержденных
или соединенных стальных клише.
• Неправильная форма.
•
Используйте более острую форму
• Огрубевшая поверхность.
тампона.
• Тампон изношен. Используйте новый
тампон.
• Ход тампона настроен слишком высоко. • Приводит к деформациям. Исправьте
так, как надо.
Недостаточная матовость.
Эта проблема часто возникает в тампонной печати и ее не всегда можно удовлетворительно решить.
При низкой передаче краски в тампопечати, на многих материалах нельзя достичь полной матовости,
особенно на темных подложках, с одиночной печатью (single print). Улучшения матовости можно достичь
двойной или тройной печатью, печатью с матовым белым, или в особых случаях, с добавлением 10-20%
серебристой бронзы, поскольку эти пигменты обладают высокой непрозрачностью.
Возможная причина проблемы Приемлемое решение
• Тягучесть очень низкая.
• Прозрачный цветовой оттенок.
• Неверный тип краски.
• Низкая передача краски.
• Снизьте количество разбавителя.
• Используйте матовые оттенки.
• Используйте краски для тампонной
печати.
• Дефект может быть обусловлен
тампоном или печатной формой.
• Слишком низкая глубина травления.
• Области сплошного цвета без сетки.
• Области сплошного цвета без наклона.
• Неправильный тип печатной формы.
• Неправильный тип сетки.
• Сделать новую форму с большей
глубиной травления.
• Используйте сетку.
• Наклон на 5-15°.
• Используйте тип, подходящий для
сеток.
• Протестируйте новую форму с сетками
различной линеатуры.
• Слишком плоско.
• Огрубевшая поверхность.
• Слишком мягко.
• Используйте тампон, форма которого
острее.
• Тампон изношен. Используйте новый
тампон.
• Используйте тампон большей
жесткости.
• Грязная поверхность.
• Темная поверхность.
• Структура поверхности слишком грубая.
• Очистить со спиртом.
• Двойная печать.
• Используйте тампон большей
жесткости и остроконечной формы.
• Используйте более мягкий или
быстрее застывающий тип
краски/разбавителя, чтобы не царапать
поверхность.
• Загрязнения от смазки, из-за дополнительных
приспособлений.
• «Черпание» ракелем.
• Почистить форму, ракель, и т.п. перед
использованием.
• Используйте более жесткий или
толстый ракель.
Области сплошного цвета не пропечатываются полностью.
Это происходит, когда внешняя область продукта печатается хорошо, тогда как внутренняя –
печатается хуже и хуже. См. также Недостаточная матовость
Возможная причина проблемы Приемлемое решение
• Тягучесть слишком низкая.
• Неверный тип краски.
• Прозрачный красочный оттенок.
• Снизить количество разбавителя.
• Используйте краски для тампонной
печати.
• Используйте матовые оттенки.
• Недостаточная глубина травления
• Неверный тип формы.
• Неверный тип сетки.
• Нет наклона печатного изображения.
• Сделайте новую форму с большей
глубиной травления.
• Используйте форму различных типов.
• Протестируйте новую форму с сеткой
другой линеатуры.
• Наклон на 5-15°.
• Неверная форма.
•
Используйте жесткий, остроконечный
• Слишком мягко.
• Огрубевшая поверхность.
тампон.
• Используйте более жесткий тампон
• Тампон изношен. Используйте новый
тампон.
• Структура поверхности слишком грубая.
• Грязная поверхность.
• Используйте более жесткий и
остроконечный тампон.
• Почистите, например, со спиртом.
• «Черпание» ракелем.
• Только одиночная печать.
• Используйте более толстый ракель,
или сетку, или другой наклон.
•
Д
войная печать или печать с матовыми
оттенком (белым).
Видны небольшие включения воздуха.
Этот дефект можно легко преодолеть. Если включения всегда появляются на одном участке, ищите
причину в печатной форме или тампоне. Если включения изменяют положение, дефект возникает из-за
частичек грязи или электростатических зарядов.
Возможная причина проблемы Приемлемое решение
• Тягучесть слишком высокая. • Добавьте больше разбавителя.
• Плохое травление. • Проверьте форму, используя
увеличительное стекло. Если
необходимо, сделайте новую форму.
• Поверхность повреждена
• Неправильная форма тампона.
• Слишком мягко.
• Тампон изношен. Используйте новый
тампон
• Используйте более остроконечный
тампон.
• Используйте более жесткий тампон.
• Электростатический заряд.
• Загрязнение частичками пыли.
• Используйте ионизатор.
• Почистите, если необходимо при помощи
нагнетательного вентилятора.
• Дефектная пленка.
• Пыль во время копирования пленки.
• Загрязнения вокруг, поднимается пыль.
• Контролируйте пленку.
• Сделайте новую форму.
• Тампон может переносить частички пыли
с продукта на краску, Тампон может
переносить частички пыли с продукта в
краску, включения воздуха.
Печатное изображение размывается.
Этот дефект часто возникает, когда краска и разбавитель при печати недостаточно хорошо
перемешиваются.
Возможная причина проблемы Приемлемое решение
• Тягучесть слишком низкая.
• Слишком медленно.
• Снизьте количество разбавителя.
• Используйте быстрый разбавитель.
• Неправильная глубина травления.
• Неправильный тип сетки.
• Неправильный тип формы.
• Контроль глубины. Если необходимо,
сделайте новую форму.
• Протестируйте новую форму с другой сеткой.
• Используйте другой тип сетки.
• Слишком мягко.
• Слишком маленький размер.
• Печать через края.
• Неравномерное давление над красящей
формой и продуктом.
• Используйте более жесткий тампон.
• Используйте больший тампон.
• Настройте ход тампона.
• Очень негладкая поверхность.
• Нет/недостаточно предварительно
почистили.
• Черточки (штрихи) на продукции.
• Используйте другие установки тампона, или
тампон специальной формы.
• Предварительно почистите поверхность.
• Переключитесь на другой материал (если это
возможно).
• Рабочие фиксаторы неправильно • Закрепите фиксаторы.