Duan C.G., Karelin V.Y. Abrasive Erosion and Corrosion of Hydraulic machinery
Подождите немного. Документ загружается.

164
Abrasive Erosion and Corrosion of Hydraulic Machinery
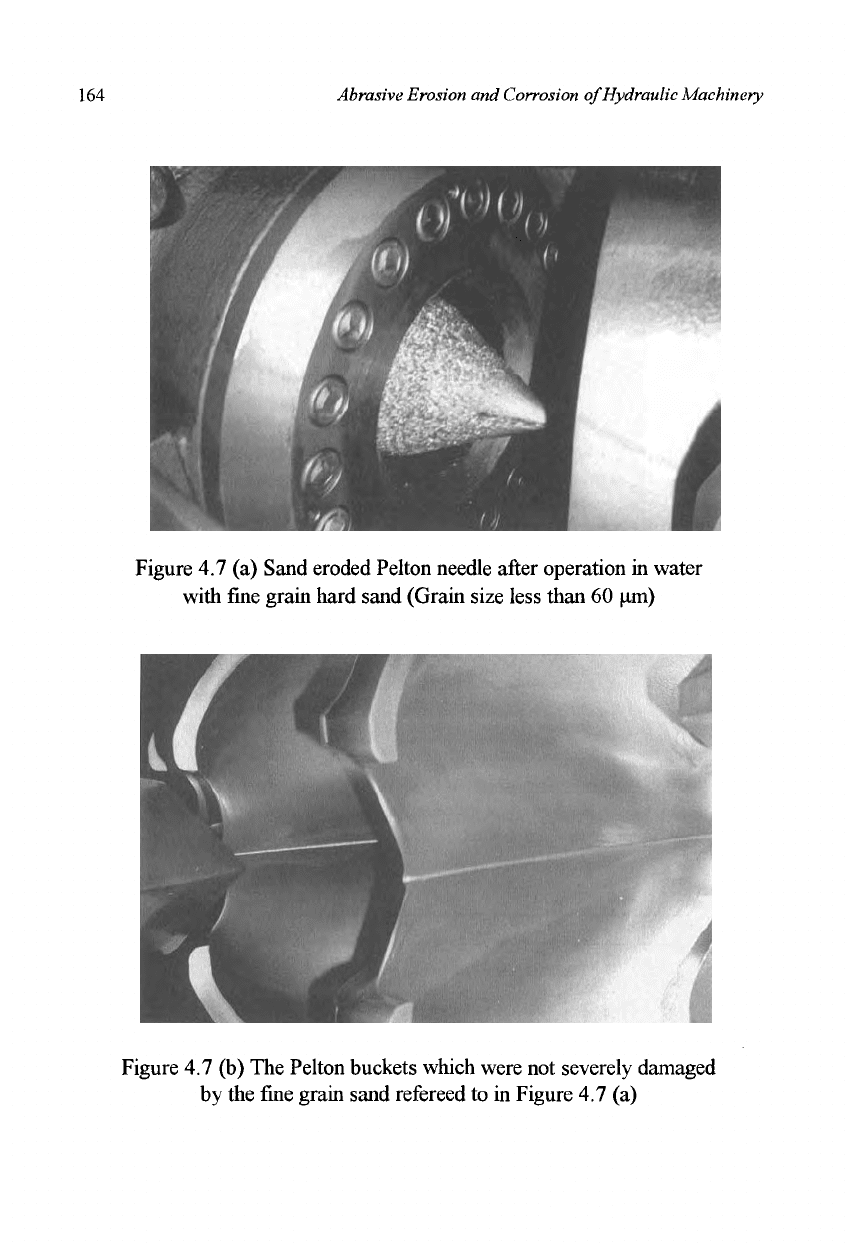
Figure 4.7 (a) Sand eroded Pelton needle after operation in water
with fine grain hard sand (Grain size less than 60 um)
Figure 4.7 (b) The Pelton buckets which were not severely damaged
by the fine grain sand refereed to in Figure 4.7 (a)
Design of Hydraulic Machinery Working in Sand Laden Water 165
Table 4.1 (b) Composition
Quartz
Kalifelspat
Plagioklas-feldpar
Slimmer
Clorit
Amfibal
Epidot
Magntite
Quantity %
17
15
38
10
2.5
1.5
8.5
7.5
Hardness
7
6
6
2
2
5
6.5
6.0
Density
2.65
2.5
2.6
2.7
2.9
3.0
3.4
5.2
This table shows that 86% of
the
sand had hardness 6 or over.
The amount of silt content in the water was not measured. But the water
was colored by sand. It is in this case important to note that only minor
erosion damage was observed on the Pelton runner. The possible reason for
this will be explained later in the next chapter.
The conclusion for the erosion damage problem of
needles
caused by hard
fine grain sand may be that the erosion cannot be solved by a hydraulic
design. However, the new ceramic materials with surface hardness close to
quartzite seem to be the solution of the sand erosion problem of a Pelton
turbine nozzle. The lifetime obtained has been proven to be acceptable for
certain chromic materials. Tests has been made is Switzerland and recently
started in Norway. It should be emphasized that such materials are under
testing also for guide vanes and facing plates in Francis turbines, but the task
is more complicated than for Pelton runners due to more complex geometry.
The Pelton Runner
The hydraulic analysis of the flow over a Pelton bucket may be solve by a
combines graphical and computerized method. The analysis is based on the
assumption that the resultant acceleration vector must be normal to the
surface of the water.
By assuming the shape of
the
water surface on the bucket at each step in
time based on stroboscopic photo studies and assuming the particle path from
time step to time step the acceleration components in radial direction = x,
tangential direction = y and axial direction = z can be found by differentiating
166 Abrasive Erosion and Corrosion of Hydraulic Machinery
twice the particle path. The resultant acceleration can be determined. If the
resultant acceleration is not normal to the surface, the particle path and/or the
surface contour or the water must be corrected by iteration until the resultant
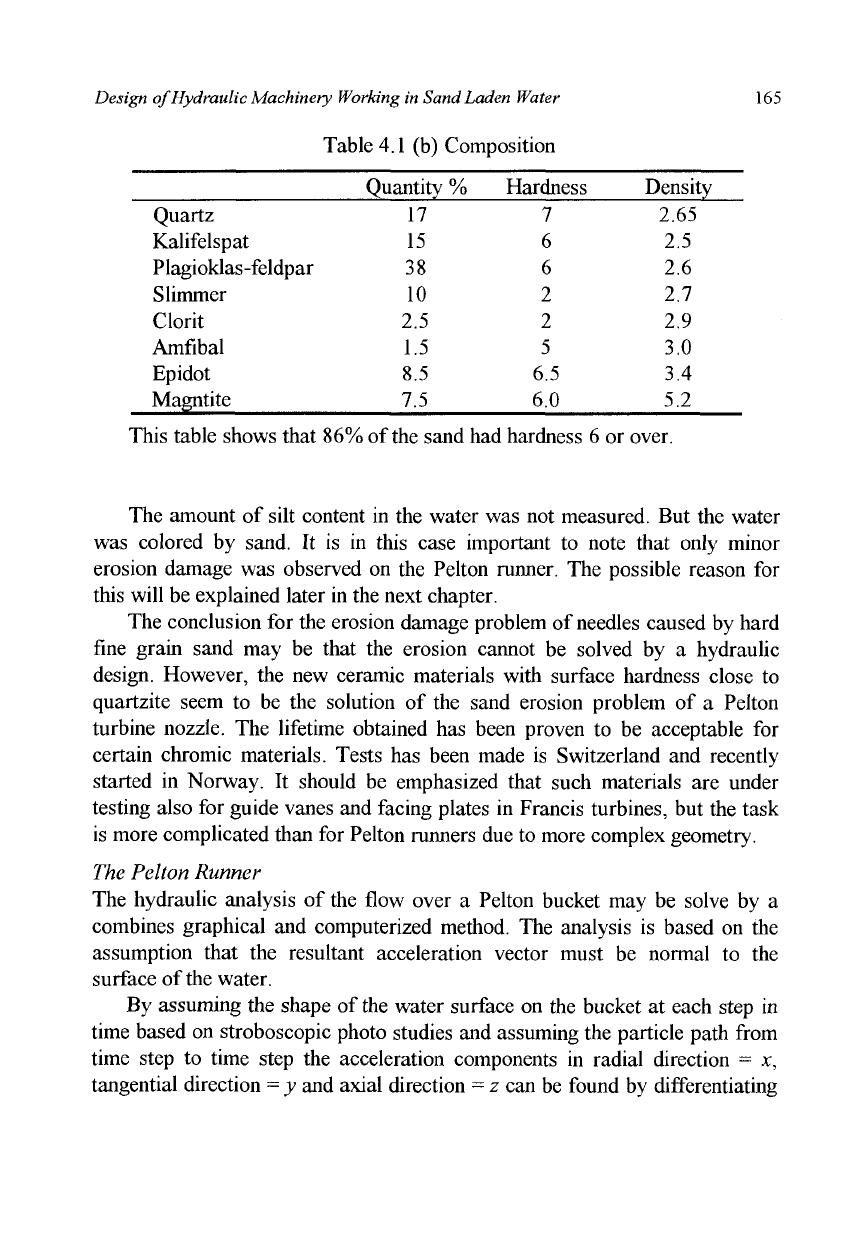
acceleration finally will be normal to the surface. In Figure 4.8 is shown the
result of particle paths through all time steps together with the surface of the
water for one step in time. The result of such analysis shown that the
maximum absolute acceleration normal to the surface will be between 50000
and 100000 m/sec
2
. This acceleration will have a strong effect by separating
the sand grains and bringing them in a collision course towards the buckets
surface. The pressure from one gram grain will then be 50 ~ 100 N against
the surface.
Figure 4.8 Particle paths on the water surface in Pelton bucket found
by theoretical analysis
Design of Hydraulic Machinery Working in Sand Laden Water 167
Because of the very strong acceleration of the flow over a Pelton bucket
the curvature are of great importance. The most severe damage one will find
from the bottom towards the outlet where the sand has been separated and
brought in touch with the steel combined with small radii in the curvature.
Other places exposed to the most severe erosion are the inlet region and at the
splitter top when direct collision of the incoming sand in the jet occurs. In
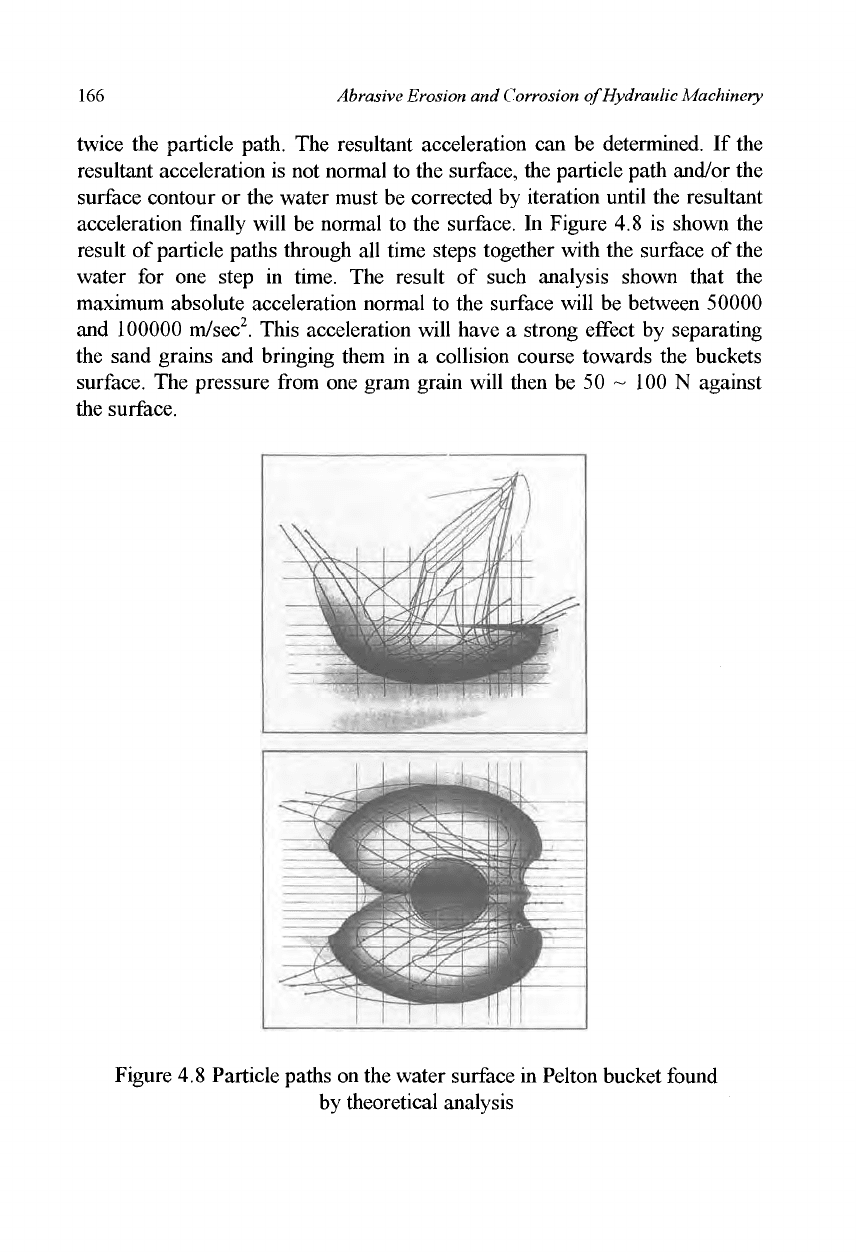
Figure 4.9 and Figure 4.10 the loss in efficiency, with and illustration of the
corresponding buckets are shown. As a rule of the thumb one may estimate
that the erosion can be measured by the thickness of the splitter, which will be
gradually worn down proportional to the erosion depth in the bucket.
>-.
o
a
<L>
o
*3
<u
<D
a
X)
3
<D
>
-t—>
OS
<D
(K
100%
99
98 -
97
96
95
20 40 60 80 100
Turbine output at H
n
=
645m [MW]
Vertical
6-jet
Pelton turbine P = 81 MW, H
n
= 645m, n = 500RPM
Figure 4.9 Loss in efficiency of a
6-jet
turbine caused by sand erosion
as shown in Figure 4.10, i.e. splitter width is
approximately 1% of the bucket width.
The rule of the thumb then yields:
When the thickness of the splitter has been increased to be 1% of the
bucket with the efficiency drops at 1% at full load.
168
Abrasive Erosion and Corrosion of Hydraulic Machinery
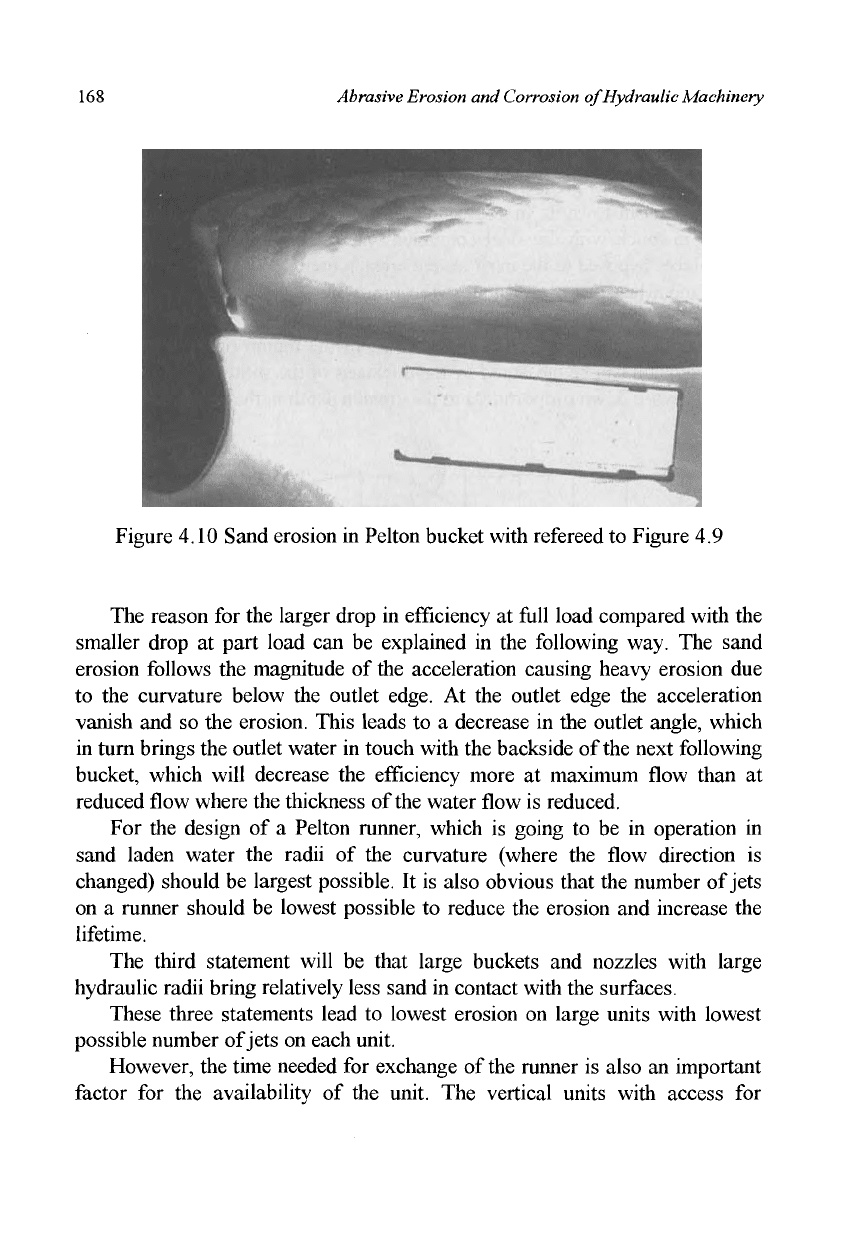
Figure 4.10 Sand erosion in Pelton bucket with refereed to Figure 4.9
The reason for the larger drop in efficiency at full load compared with the
smaller drop at part load can be explained in the following way. The sand
erosion follows the magnitude of the acceleration causing heavy erosion due
to the curvature below the outlet edge. At the outlet edge the acceleration
vanish and so the erosion. This leads to a decrease in the outlet angle, which
in turn brings the outlet water in touch with the backside of the next following
bucket, which will decrease the efficiency more at maximum flow than at
reduced flow where the thickness of the water flow is reduced.
For the design of a Pelton runner, which is going to be in operation in
sand laden water the radii of the curvature (where the flow direction is
changed) should be largest possible. It is also obvious that the number of jets
on a runner should be lowest possible to reduce the erosion and increase the
lifetime.
The third statement will be that large buckets and nozzles with large
hydraulic radii bring relatively less sand in contact with the surfaces.
These three statements lead to lowest erosion on large units with lowest
possible number of jets on each unit.
However, the time needed for exchange of
the
runner is also an important
factor for the availability of the unit. The vertical units with access for

Design of Hydraulic Machinery Working in Sand Laden Water
169
dismounting of the runner without dismounting any adjacent parts is in favor
of vertical units. The conclusion will be that large vertical units with 4 nozzles
are the right chose even if horizontal units with 1 or 2 nozzles and larger
buckets have a longer lifetime.
This is partly because of longer dismantling time of the runner, and in
addition the price of the runner will be higher due to the size and a spare
runner which normally must be available in case of fatigue problems with the
runner in operation, will also represent a relatively high cost. The compatible
life time factor for a runner for a 4-jet turbine versus a
6-jet
turbine and the
same speed and output per unit at a certain head can be found by the
following formula:
T
4
/T
6
= K - acceleration x K ~ size x K - jet number
which will be
^M=V6/4
x
V6/4
x6
/
4 = 2
-
5
(Note: often the speed will be lower for a 4-jet unit than a
6-jet
unit which
will increase the life time concerning fatigue due to decrease number of
impacts per unit).
The lifetime may also be based upon the relative erosion depth, which will
be a realistic measure of the absolute life time before the bucket will be too
thin for safe operation instead of limit of maximum acceptable absolute
roughness before cavitation occurs.
The lifetime ration based upon the relative erosion depth yields:
r
4
/r
6
=V6/4x xV67Tx 6/4 xV67i = 3.06
This formula is based on the bucket size found by following ratio
BjB
m
=4ZjZ
m
(4.3)
where Z„ and Z
m
are the number of jets and B„ and B
m
are the respective
buckets widths.

170
Abrasive Erosion and Corrosion of Hydraulic Machinery
From this formula one can determine the relative lifetime of the runner
depending on the number of
jets.
The lifetime is larger for a large unit with a
low number of jets and it will be more economic to install one or two bigger
units instead of a higher number of smaller units if more than one unit are
going to be installed. Then the question for the designer will be:
How big units can be built with the material technology of 1991. The
limitation will be the material thickness of the manifoil and valve as well as
the weight of the runner. Based on the experience from the turbines in Sirna
Power Plant in Norway units of 750 MW may be built for 1000 m head. For
higher heads up to 2000 m units with output of 1000 MW may be built. In
both cases the runners must be welded by sections because at present time no
foundary to be able to cast these big runners in one piece in quality 13% Cr
4%Ni.
The technology of runner welding from sections is known. In Figure 4.11
is shown the dimensions of a unit, which may be built. However, it is
important to have a foundry with high quality for runners experience in
vacuum method or Argon desoxidation method (AOD method). It is important
to avoid internal defects larger than 2x2 mm in the buckets roots to avoid
fatigue problems (The content of Sulfur, Nitrogen, Oxygen and Hydrogen
should be kept on a controlled minimum to avoid defects formed by inclusions
of MnS and Mitrides etc.). With modern casting technique and welding
procedures large Pelton turbines can be built for safety operation and
prolonged lifetime in sand laden water. Additional thickness of
5
~ 10 mm of
the buckets may also be done without a large drop in efficiency. Ceramic or
other hard surface materials are also in the developing stage and may be
commercialized within few years.
Such materials may increase the lifetime with acceptable maintenance
periods also for runners in smaller multijet units where repair work must be
carried out in periods of approximately 1000 hours with stainless steel
surfaces today. However, due to the fatigue problem of Pelton buckets caused
by the pulsating hydraulic load one must be very careful with a brittle surface
coating. Special care must be taken if heating of the surface material is
necessary because brittleness may occur also in the base material and this
may be fatal concerning fatigue resistance. Fatigue problems may give a
limitation for a successful use of ceramic coating, but so far this possible
problem has not been proven.
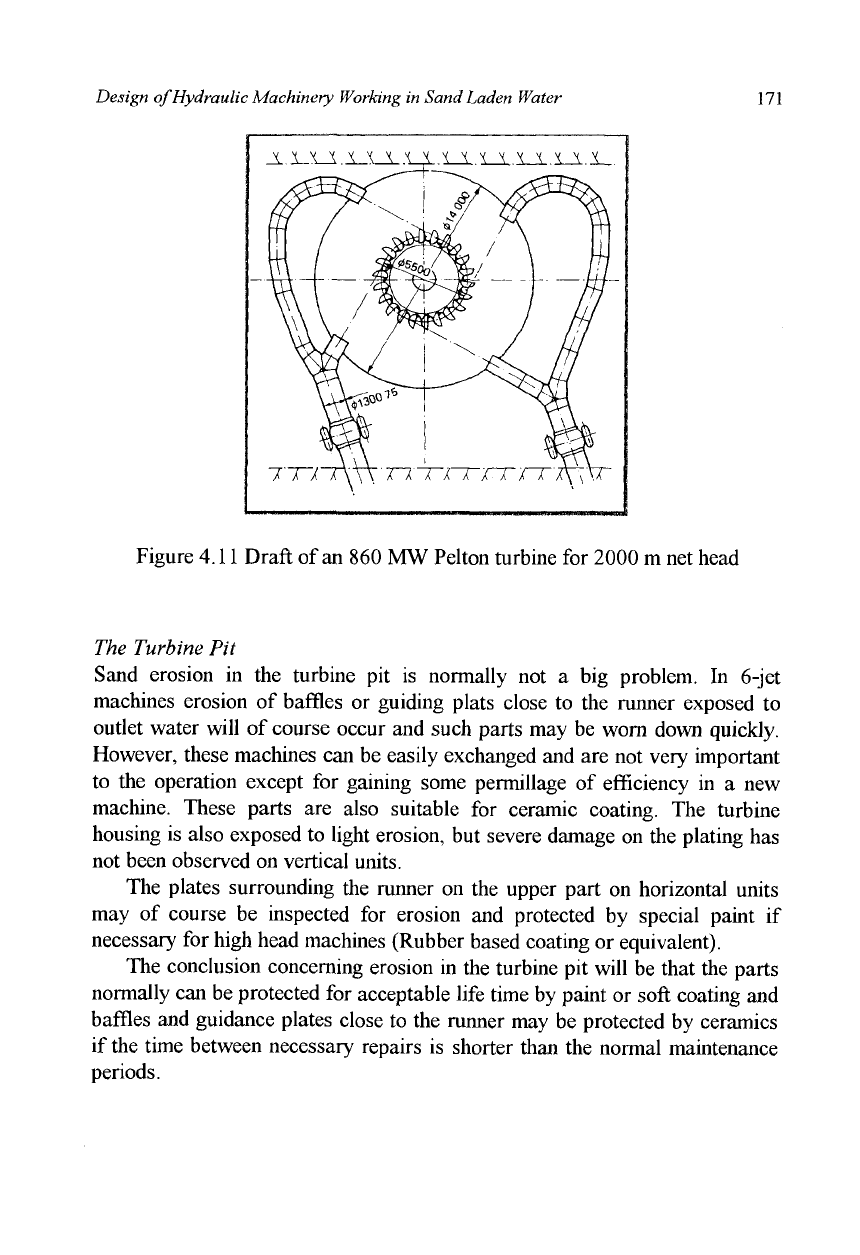
Design of Hydraulic Machinery Working in Sand Laden Water 171
Figure 4.11 Draft of an 860 MW Pelton turbine for 2000 m net head
The Turbine Pit
Sand erosion in the turbine pit is normally not a big problem. In
6-jet
machines erosion of baffles or guiding plats close to the runner exposed to
outlet water will of course occur and such parts may be worn down quickly.
However, these machines can be easily exchanged and are not very important
to the operation except for gaining some permillage of efficiency in a new
machine. These parts are also suitable for ceramic coating. The turbine
housing is also exposed to light erosion, but severe damage on the plating has
not been observed on vertical units.
The plates surrounding the runner on the upper part on horizontal units
may of course be inspected for erosion and protected by special paint if
necessary for high head machines (Rubber based coating or equivalent).
The conclusion concerning erosion in the turbine pit will be that the parts
normally can be protected for acceptable life time by paint or soft coating and
baffles and guidance plates close to the runner may be protected by ceramics
if the time between necessary repairs is shorter than the normal maintenance
periods.
172
Abrasive Erosion and Corrosion of Hydraulic Machinery
General Conclusion
The time needed for exchanging runner and nozzles in a Pelton turbine is
much shorter than changing guide vanes, seal rings and runner in a Francis
turbine. Because of this the Pelton turbine is normally chosen instead of
Francis turbines for high head operation i.e. over 400 ~ 450 m net head if
heavy sand erosion is expected. (Changing runner and nozzles in a vertical
multijet Pelton unit may be made in 4 days, while the work of exchanging and
repairing a Francis unit will require approximately 4 weeks).
4.1.3 Reaction Turbines
The Francis turbines and the Reversible Pump turbines cover the high head
range of the reaction turbines, which will get the most serious damage from
sand erosion due to the high velocities and accelerations. This chapter will
because of this cover for these turbines only.
The highest absolute velocities and accelerations one will find in the guide
vane cascade outlet and at the pressure side of the runner. The highest relative
velocities, however, one will find in the runner outlet regions for Francis
turbines .In a reversible pump turbine one will find high relative velocities
also on the pressure side of the runner (turbine inlet or pump outlet).
Because relatively high acceleration occurs in the runner together with
high velocities one will also find sand erosion here. Horseshoe vortex
acceleration occurs at the blades inlet and trenches from the inlet and along
the blades junction to hub and ring may be found as described later. However,
the most severe sand erosion damage in a Francis turbine occurs in the guide
vane cascade. The design of the high head reaction turbines which will have a
significant influence on the sand erosion in the different portions will be
described as follows in the following chapters.
The inlet valve system
The spiral casing
The pressure relief and/or by pass system
The guide vane system
The runner and runner seals
The draft tube
The shaft seal
The Inlet Valve System
Design of Hydraulic Machinery Working in Sand Laden Water 173
The inlet valves for Francis turbines or reversible pump turbines may be
furnished with rubber seals. The reason is that the pressure drop across the
valve will be reduced to approximately 50% during closure with open guide
vanes because of the pressure created on the runner inlet by the rotation
speed.
Rubber of strong quality shows a good resistance against sand erosion
and rubbing by sand between movable steal part and the stationary rubber
valve seat is reduced due to the soft rubber. An example of such valve seal
(made by Kvaerner, Norway) is shown in Figure 4.12.
It is important to made the by pass system large in order to create highest
possible pressure in the spiral casing before opening the valve seals and rotate
the valve plug. A low pressure in the spiral casing during opening will
increase the damage of the valve seals and the by-pass valve seats.
A minimum starting pressure indication system on the spiral casing will
give a warning of increased leakage in the guide vane system from sand
erosion. Such system or flow meter system on the by pass pipe should be used
as indication for planning of the maintenance work on the turbine.
The Spiral Casing
The velocity in a spiral casing is normally relatively higher than in a manifoil
of a Pelton turbine because of a shorter distance between the inlet valve and
the guide vanes compared with the distance from valve to nozzle on a Pelton
turbine.
The velocity in the inlet of the spiral case will normally be the same of
magnitude as the runner outlet meridional velocity. The velocity through the
inlet valve will normally be equal to the inlet velocity in the spiral case and the
connecting pipe between turbine and valve is normally cylindrical. Because of
the secondary flow in the spiral case an incorrect flow angle towards the stay
vanes inlet often occur at the top and bottom regions of
these.
For high head
turbines (heads above 500 m) turbulent erosion has occurred and removes
paint and caused deep corrosion on top and bottom regions of stay vanes of
traditional design as shown in Figure 4.13. In such case sand erosion will
cause severe damage by increasing the speed of destruction of the paint and
the turbulence corrosion erosion.
However, the modern design of stay vanes, with parallel stay ring facing,
effectively reduces the incorrect inflow angle at the top and bottom of the stay
vanes.
The reason for this is that the inlet ends of the parallel stay ring plates