Доронин С.В. Конструктивные формы металлургического оборудования
Подождите немного. Документ загружается.

50
ционные барабанные, среднеходовые, мельницы ударного действия и
ряд других.
К центробежным барабанным относится ряд типов мельниц не-
большой производительности, рабочий процесс в которых изучен недос-
таточно.
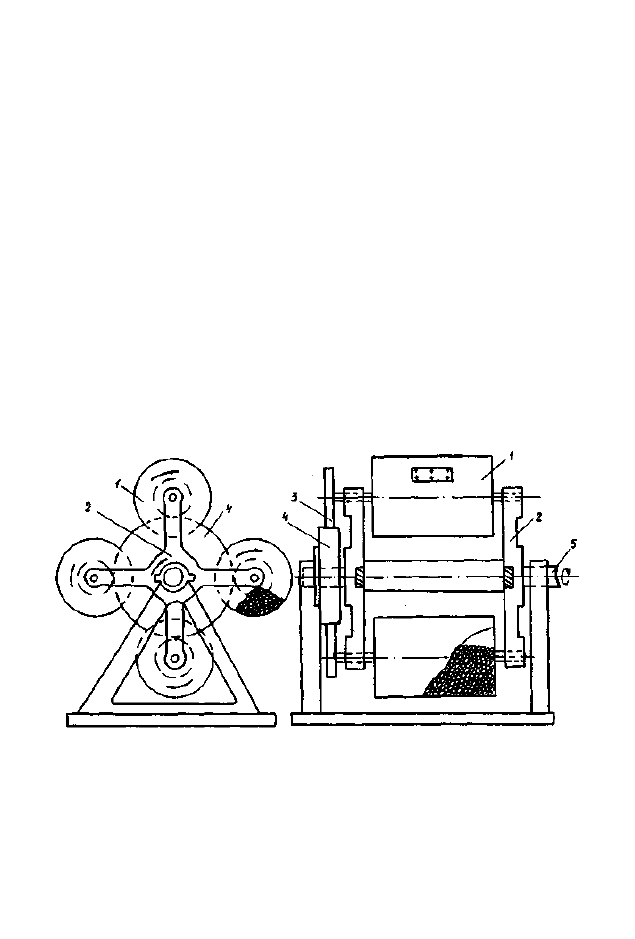
Планетарная мельница (рис. 27) представляет собой несколько
барабанов 1 с шарами, смонтированных на общем водиле 2. Каждый ба-
рабан свободно вращается в подшипниках водила и жестко соединен с
приводной шестерней 3, кинематически связанной с неподвижной шес-
терней 4. При вращении вала 5 и водила 2 барабаны 1 вращаются вокруг
общей оси и вокруг собственной за счет зацепления шестерен 3 и 4. Ра-
бота мельницы основана на том, что на шар в барабане действует не
только сила тяжести, но и во много раз превосходящая ее центробежная
сила, что позволяет соответственно интенсифицировать удар шара о ма-
териал и повысить производительность мельницы. Так, планетарная
мельница с тремя барабанами производительностью 5,5 т/ч при помоле
кварцита с начальной крупностью 7 мм до тонкости R
74
= 30 % имеет
массу около 1 т, в то время как обычная шаровая мельница той же про-
изводительности имела бы массу 25 т.
Рис. 27. Схема четырехбарабанной планетарной мельницы: 1 – барабан; 2 – во-
дило; 3 – приводная шестерня; 4 – неподвижная шестерня; 5 – вал
Вместе с тем ряд непреодолимых пока сложностей – необходи-
мость частой замены деталей, отсутствие решений по надежному непре-
рывному питанию и разгрузке – сдерживает повсеместное использова-
ние планетарных мельниц.
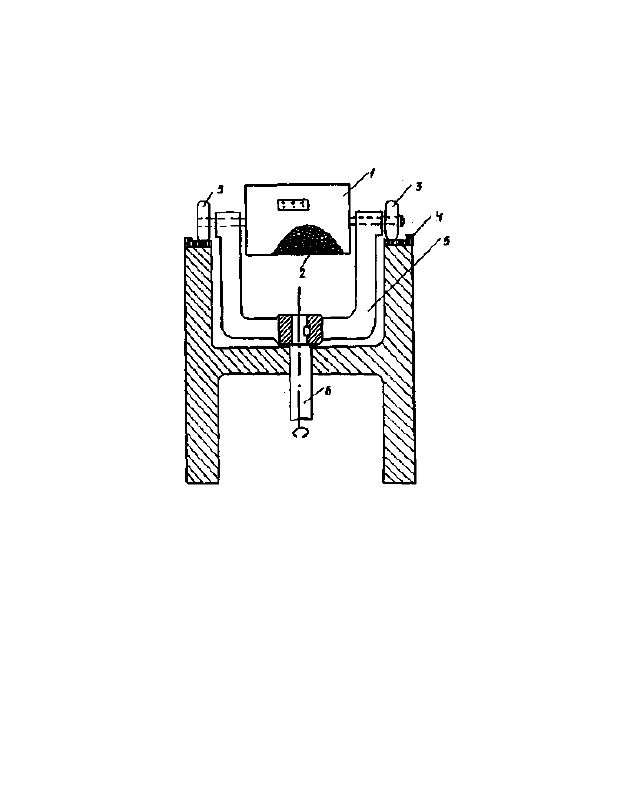
Гироскопическая мельница (рис. 28) состоит из барабана 1 с ме-
лющими телами 2, на цапфах которого находятся ролики 3, опирающие-
51
ся на опорную шайбу 4. С цапфами барабана связано водило 5, сидящее
на приводном валу 6. При вращении приводного вала барабан вращается
вокруг горизонтальной и вертикальной осей, при этом мелющие тела
приобретают сложное движение, интенсифицирующее размол по срав-
нению с обычной мельницей. Оптимальные соотношения частот враще-
ния барабана вокруг вертикальной и горизонтальной осей находятся в
пределах 1:1...1:5.
Рис. 28. Схема гироскопической мельницы: 1 – барабан; 2 – мелющие тела; 3 –
ролик; 4 – опорная шайба; 5 – водило; 6 – приводной вал
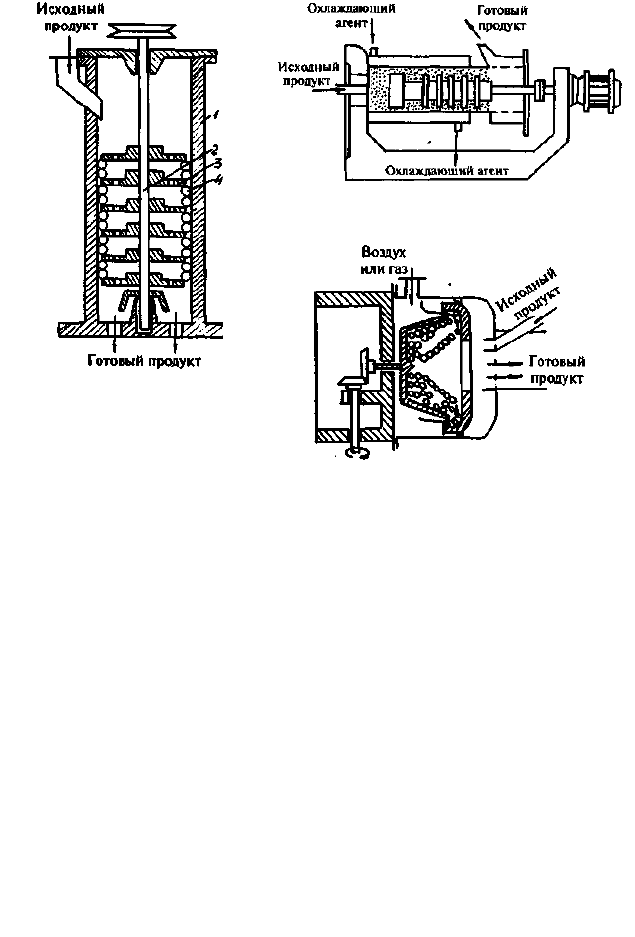
В одно- или многокамерной центробежной барабанной мельни-
це (рис. 29) с неподвижным вертикальным барабаном 1 и вращающимся
внутри него ротором-валом 2 с водилами 3 для свободно размещенных
металлических шаров 4 измельчение происходит за счет раздавливания
материала шарами, находящимися под действием центробежных сил
(вместо шаров могут применяться шарнирно закрепленные на водилах
ролики).
Последней конструкции аналогична бисерная мельница (рис. 30)
для сверхтонкого измельчения, в которой в качестве измельчающих тел
используется металлическая дробь или частицы других износостойких
материалов размером от 1...3 до 5...6 мм.
В химической промышленности при сухом измельчении при-
меняется также центробежная шаровая мельница с составным барабаном
(рис. 31), нижняя часть которого, выполненная в виде чаши, вращается с
большей частотой.
52
Рис. 30. Схема бисерной мельницы
Рис. 29. Схема многокамерной
центробежной барабанной
мельницы с вертикальным
водилом: 1 – неподвижный
барабан; 2 – ротор-вал; 3 –
водило; 4 – шар
Рис. 31. Схема центробежно-шаровой мельни-
цы
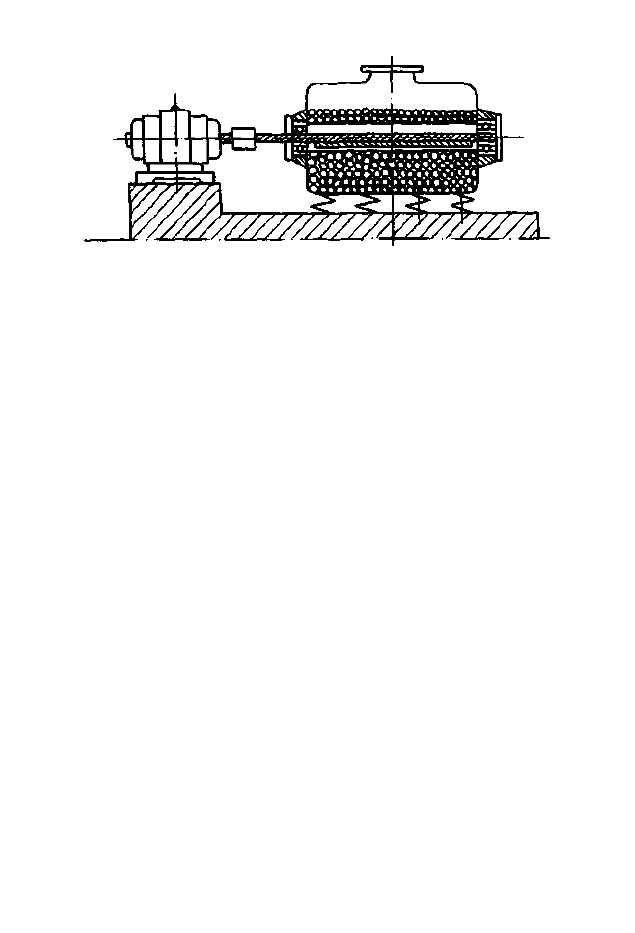
Вибрационная барабанная мельница (рис. 32) состоит из одного
или двух (включенных параллельно или последовательно) барабанов,
заполненных на 70...90% объема шарами или цильпебсом диаметром
5...20 мм и приводимых в колебательное движение дебалансным или
гирационным вибратором. Барабаны установлены на пружинных или
резиновых опорах. Колебания барабана передаются измельчающим те-
лам, что ведет к измельчению подаваемого в барабан материала. Вибра-
ционные мельницы используются для тонкого и сверхтонкого сухого и
мокрого измельчения, как периодического, так и непрерывного дейст-
вия. Обычно работают в открытом цикле, но могут функционировать и в
замкнутом цикле с классификатором. Производительность вибрацион-
ной мельницы сильно зависит от крупности исходного материала и осо-
бенно от тонкости помола и для одной и той же установки может изме-
няться в десятки раз.
Приемы формообразования центробежных и вибрационных ба-
рабанных мельниц сводятся к усложнению структуры конструкции, уве-
личению количества движущихся относительно друг друга частиц, что
53
приводит к усложнению кинематики, траектории движения частиц мате-
риала, более эффективному использованию центробежных сил.
Рис. 32. Схема вибрационной мельницы с внутренним инерционным вибратором
Название среднеходовых мельниц, работающих на одном из
наиболее экономичных принципов – раздавливании и частично истира-
нии, заимствовано из отечественной энергетики, где они получили к на-
стоящему времени наибольшее по сравнению с другими отраслями (хотя
и наименьшее по сравнению с другими типами мельниц) распростране-
ние. В этом названии отражается только скорость вращения ведущего
размольного органа по сравнению с тихоходными – барабанными и бы-
строходными – ударными мельницами. В литературе об измельчении в
разных отраслях используются разные названия этого класса мельниц:
роликокольцевые (вертикальные и горизонтальные), бегуны, катково-
чашевые, катково-тарельчатые, шаро-кольцевые, роликовые, валковые.
Из большого разнообразия конструкций среднеходных мельниц рассмот-
рим только серийно выпускаемые в России, а также некоторые зарубеж-
ные конструкции.
Среднеходные мельницы применяются в основном для размола
материалов средней измельчаемости до тонкости, характеризуемой ве-
личиной R
90
в пределах 5...40 %. Усилие раздавливания обеспечивается
весом валков (в бегунах) и специальной системой нажатия на валки или
шары. Возможны различные схемы компоновки размольных элементов
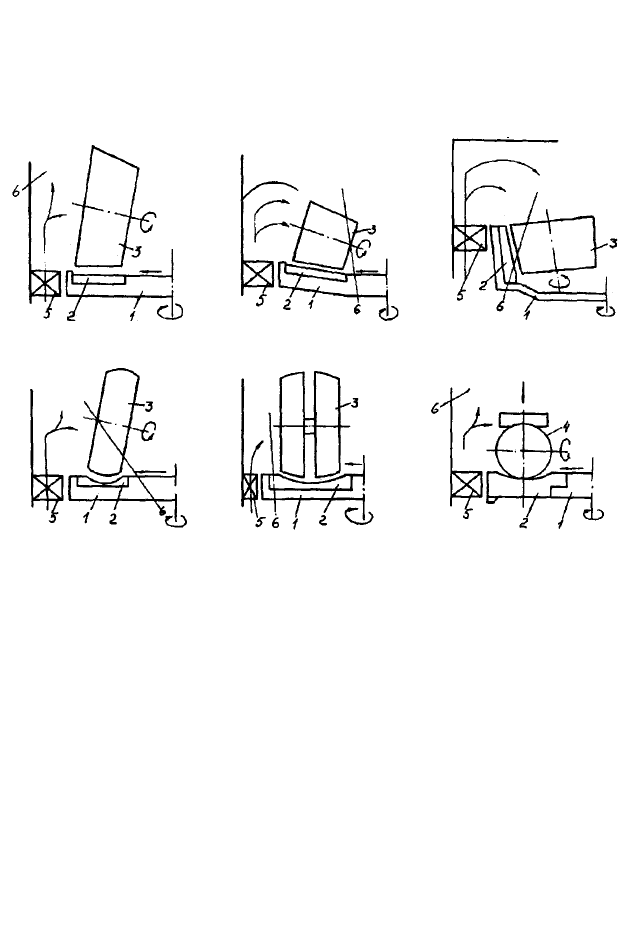
среднеходовых мельниц (рис. 38). Исходный материал, поступающий на
вращающийся размольный стол 1, снабженный броневыми плитами 2,
под действием центробежных сил отбрасывается под валки 3 или шары
4. Центробежными силами измельченный продукт сбрасывается со сто-
ла, подхватывается сушильно-транспортирующим агентом, чаще всего
воздухом, подаваемым через неподвижные или вращающиеся вместе со
столом сопла 5, и выносится в камеру мельницы 6, к которой примкнут
сепаратор (не показан). Из сепаратора готовый продукт идет на даль-
нейшее использование, а крупные частицы возвращаются на стол для до-
54
измельчения. Неразмалываемые предметы (металл, порода и т.п.) прова-
ливаются через воздушные каналы в пространство под размольным сто-
лом и затем непрерывно или периодически удаляются, как и некоторое
количество недоизмельченного материала, которое при нормальной ра-
боте мельницы не превышает 0,01...1% общей производительности.
а б в
г д е
Рис. 33. Схемы компоновки размольных элементов среднепроходных мельниц: 1
– размольный стол; 2 – броневая плита; 3 – валок; 4 – шар; 5 – сопло; 6 – камера
Единичная производительность среднеходовых мельниц – одно-
го из самых экономичных типов измельчителей, доходит до 500 т/ч. По
сравнению с шаровыми барабанными мельницами у этих машин на
30...50 % ниже удельный расход электроэнергии на размол и в 20...40 раз
ниже удельный износ металла мелющих органов. К недостаткам средне-
ходовых мельниц, сдерживающим их распространение, прежде всего
следует отнести более высокую сложность по сравнению с барабанными
вращающимися мельницами, возможность поломки при попадании с
исходным материалом крупных кусков металла, непригодность для ра-
боты с высоковлажными налипающими материалами.
В ФРГ среднеходовые мельницы выпускаются фирмами «Ле-
ше», «Бабкок», EVT, «Петере», «Полизиус» и некоторыми другими.
Валковые мельницы фирмы «Леше» типа LM производительностью от 3

55
до 500 т/ч идентичны отечественным мельницам типа МВС с плоским
размольным столом и коническим валками (рис. 33, а, 34) и выпуска-
ются со столом диаметром от 0,84 до 5 м. Фирма «Бабкок» выпускает
мельницы типа MPS производительностью от 0,8 до 160 т/ч (рис. 33, г) с
плоским столом диаметром от 0,48 до 4,75 м и тороидальными валками,
имеющими маятниковую подвеску, которая сохраняет валки при по-
падании металла. В России им аналогичны мельницы типа МПС со сто-
лом диаметром 3,4 м. Валковые мельницы фирмы EVT типов RP, PS,
RPS производительностью от 4 до 100 т/ч имеют по три валка и слабона-
клонный стол (рис. 33, б) диаметром от 1 до 2,64 м. Такая же конструк-
ция у мельниц французской фирмы «Штейн-Индустри». Фирма EVT
выпускает мельницы роликового типа «Раймонд» производительностью
от 2,5 до 26,5 т/ч (рис. 33, в) с тремя валками и столом в виде конической
чаши диаметром от 0,89 до 1,9 м. В мельницах фирмы «Полизиус» име-
ются две пары валков со сферическими рабочими поверхностями и раз-
мольный стол с вогнутой дорожкой (рис. 33, д). Наиболее крупные
мельницы производительностью 180...250 т/ч фирма «Полизиус» выпус-
кает для цементной промышленности, в том числе шаровые мельницы
типа ЕМ производительностью 3...55 т/ч с полыми шарами диаметром до
0,7 м и более (рис. 33, е) и столом диаметром 0,75...3,24 м.
В США среднеходовые мельницы почти всех типов распростра-
нены больше, чем в Европе, и частично изготавливаются по лицензиям
других фирм («Леше», «Пфайфер» и др.). Из оригинальных конструкций
можно отменить шаровые мельницы типов EL фирмы «Бабкок-
Вилькокс» производительностью 2,6...13 т/ч с полыми шарами диамет-
ром 192...267 мм и столом диаметром 0,48...1,8 м.
Конструкции мельниц Англии и Франции по форме и типу раз-
мольных органов в принципе аналогичны ранее рассмотренным, отли-
чаются устройствами нажатия, удаления неразмалываемых включений,
схемой подвода сушильно-транспортирующего агента и т.д.
Конструктивные формы среднеходовых мельниц характеризу-
ются большим разнообразием компоновки машин. При этом структур-
ные схемы отличаются незначительно и сводятся к конструктивному
оформлению подвижной и неподвижной поверхностей, между которыми
осуществляется раздавливание и истирание материала. Непосредствен-
ное силовое взаимодействие рабочих органов с материалом приводит к
возможности поломки машины при попадании в нее недробимого мате-
риала, при этом известные конструкции не предусматривают никаких-
защитных или предохранительных устройств.
56
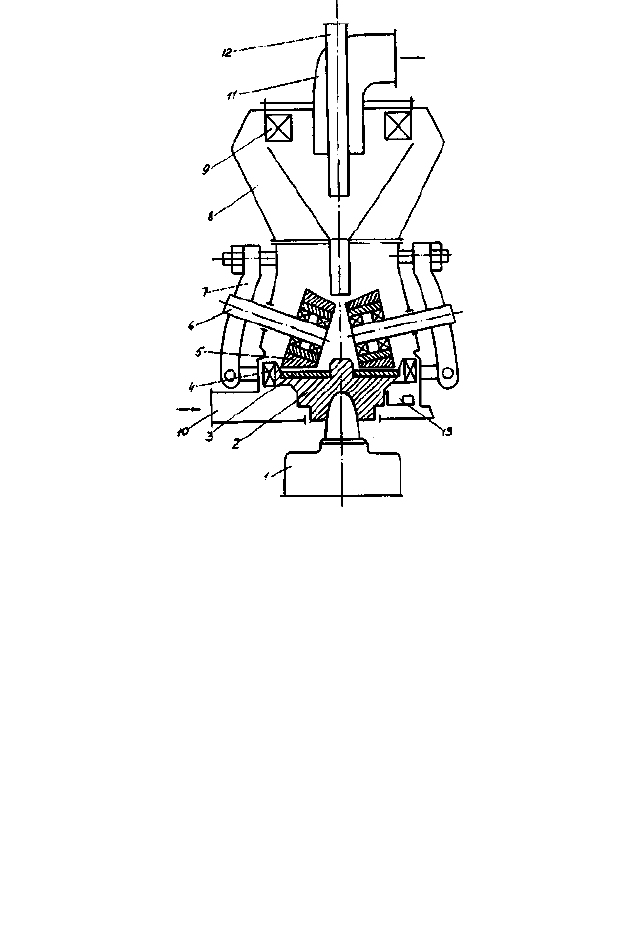
Рис. 34. Схема валковой среднеходной мельницы типа МВС: 1 – редуктор; 2 –
размольный стол; 3 – броневая плита; 4 – сопловый аппарат; 5 – размольные
валки; 6 – оси валков; 7 – нажимное устройство (пружины не показаны); 8 – се-
паратор; 9 – лопаточный аппарат сепаратора; 10 – подвод сушильно-
транспортирующего агента; 11 – отвод готового продукта; 12 – подвод исходно-
го продукта; 13 – устройство для отвода недробимых предметов и провала
В мельницах ударного действия материал разрушается высоко-
скоростным ударом частиц о рабочие органы или друг о друга. Преиму-
щества таких мельниц: компактность, относительно малая металлоем-
кость, возможность получения тонкодисперсных порошков при относи-
тельно малых энергозатратах, высокая степень механохимической акти-
вации продуктов помола. Общим недостатком мельниц этой группы яв-
ляется быстрый абразивный износ мелющих органов, что ограничивает
межремонтный ресурс, а в ряде случаев делает их неприменимыми, если
в продуктах измельчения недопустимо содержание намола металла. По-
этому мельницы ударного действия применяются в основном для помола
материалов малой и средней крепости.
По способу подвода энергии к материалу эти мельницы можно
57
разделить на механические и пневматические (струйные). Известно
большое количество механических ударных мельниц, но наиболее упот-
ребительны дезинтеграторы, дисмембраторы, ударно-отражательные
мельницы в малотоннажных технологиях и молотковые мельницы – в
крупнотоннажных.
Для малотоннажных производств в России серийно изготавли-
ваются такие механические ударные мельницы, как дезинтеграторы и
дисмембраторы.
Дезинтегратор (рис. 35) состоит из двух входящих друг в друга
роторов, представляющих собой диски с закрепленными в них размоль-
ными элементами в виде пальцев, вращающихся в противоположные
стороны. В дисмембраторе (пальцевом измельчителе) (рис. 36) вращает-
ся один диск, а второй диск неподвижный. Различают дисмембраторы с
вертикальным и горизонтальным валом ротора. Оба эти типа предназна-
чены для непрерывного тонкого сухого измельчения красителей, пиг-
ментов и других материалов малой и средней крепости. Исходный про-
дукт непрерывно подается через течку к центру дисков, где под дейст-
вием центробежных сил проходит между пальцами и, ударяясь о них,
измельчается.
Рис. 35. Схема дезинтегратора Рис. 36. Схема дисмембратора
Среди мельниц ударно-отражательного действия в России и за
рубежом большое распространение нашли мельницы с внутренней клас-
сификацией. К их достоинствам следует отнести возможность получения
очень тонких порошков при относительно невысоких энергозатратах.
Трехступенчатая мельница с центробежной классификацией в
каждой ступени (рис. 37) состоит из корпуса 1 с загрузочным патрубком
исходного материала 2, вала 3 с ротором 4, на котором закреплены диски
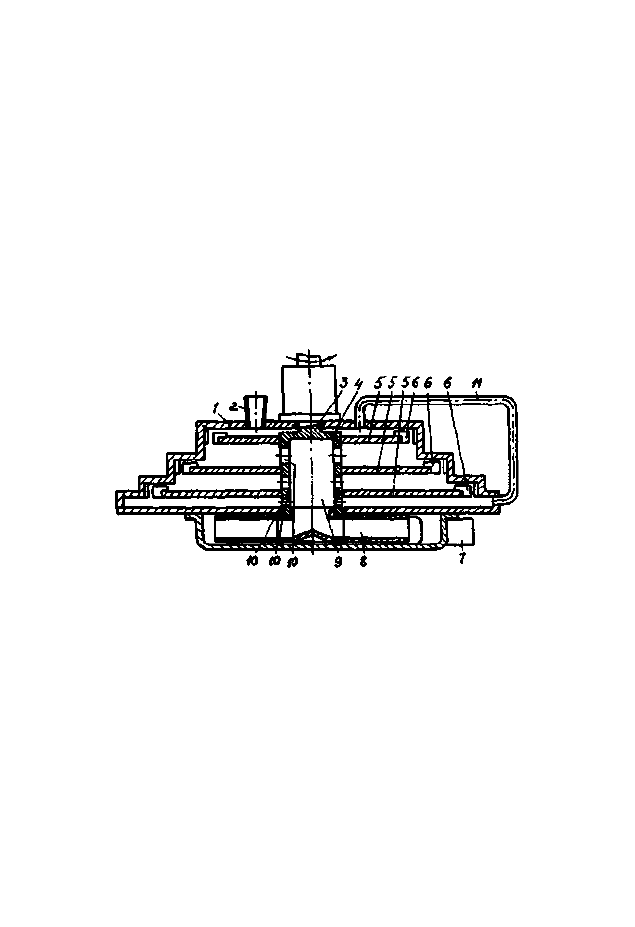
58
5 с ударными элементами 6, разгрузочного патрубка 7. Размалываемый
материал через патрубок 2 попадает под ударные элементы 6 в первой
ступени и измельчается. Из пространства между дисками первой и вто-
рой ступени материал попадает в зону центробежно-противоточной
классификации, причем мелкие частицы потоком воздуха, создаваемым
вентилятором 8, выносятся через окна 10 ротора 4 и центральное отвер-
стие 9 в патрубке 7 и поступают в готовый продукт, а крупные частицы
отбрасываются центробежными силами на ударные элементы 6 второй
ступени и процесс повторяется. Крупные, не разрушенные в последней
ступени частицы по трубе 11 возвращаются на дополнительное измель-
чение в первую ступень. Увеличение окружной скорости ударных эле-
ментов по ходу измельчения позволяет повышать скорость нагружения
частиц по мере уменьшения их размеров и сохранять тем самым высо-
кую эффективность размола. Этому же сопутствует и вывод мелких час-
тиц из каждой ступени.
Рис. 37. Схема ударно-отражательной мельницы: 1 – корпус; 2 – загрузочный
патрубок; 3 – вал; 4 – ротор; 5 – диск; 6 – ударный элемент; 7 – разгрузочный
патрубок; 8 – вентилятор; 9 – центральное отверстие; 10 – окно
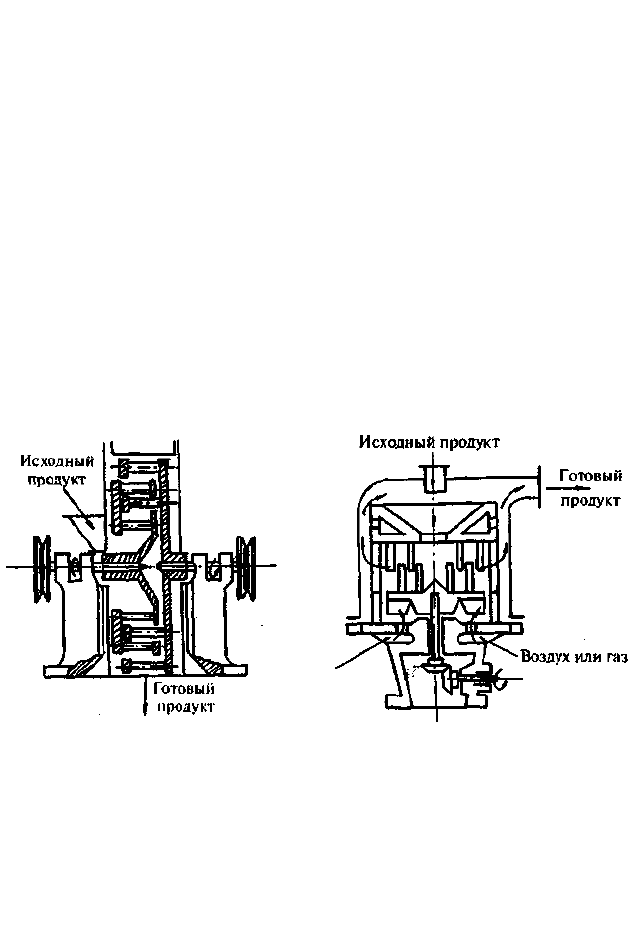
Молотковые мельницы (рис. 38) применяются в средне- и круп-
нотоннажных производствах для грубого и среднего измельчения мало-
абразивных материалов: угля, мела, глин, известняка, некоторых видов
пластмасс. При увеличении окружной скорости по сравнению с обычно
применяемыми (40...60 м/с) до 90 м/с и выше молотковые мельницы
можно использовать для измельчения искусственных и натуральных
кож, резины и т.п. Молотковые мельницы состоят из корпуса 1, защи-
щенного изнутри броневыми плитами, в которых вращается ротор, пред-
ставляющий собой вал 2 с дисками 3, билодержателями 4 и билами 5.
Непосредственно на корпусе мельницы устанавливается центробежный
(рис. 38, а) или инерционный (рис. 38, 6) сепаратор. Корпус мельницы
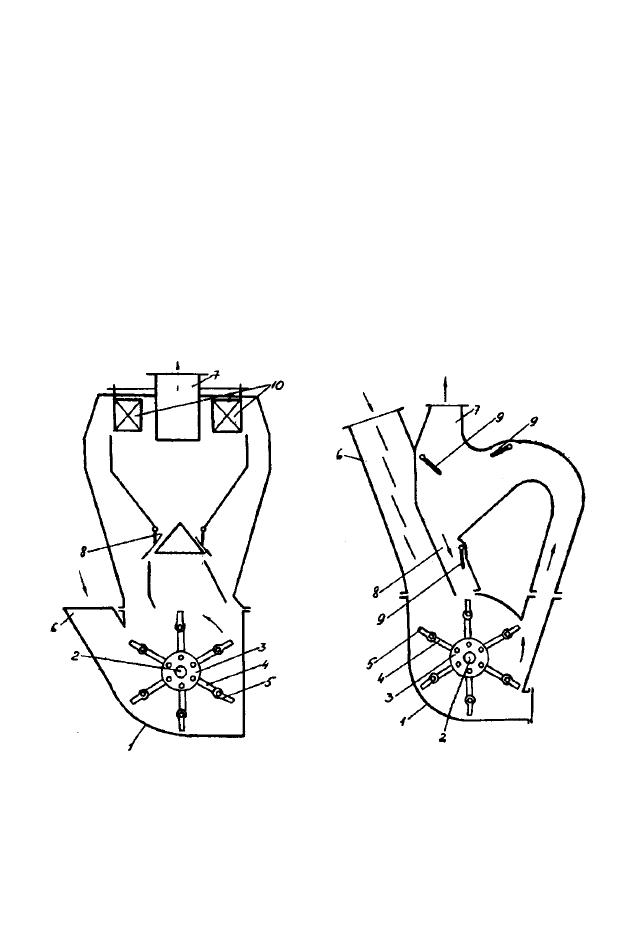
59
имеет тангенциальный подвод для сушильно-транспортирующего аген-
та. Измельчаемый материал поступает в мельницу по специальной течке
или вместе с сушильно-транспортирующим агентом, измельчается би-
лами и выдувается в сепаратор, где готовый продукт отделяется и вместе
с охлажденным агентом выводится через патрубок 7, а неизмельченный
материал по течке 8 возвращается в мельницу. Крупность готового про-
дукта регулируется изменением угла поворота закручивающих лопаток
центробежного сепаратора (рис. 38, а) или угла установки шибера (рис.
38, б). Мельницы с центробежным сепаратором (типа ММТ) предназна-
чены для более тонкого помола, с инерционными – более грубого.
Механические мельницы ударного действия имеют в своей
структуре движущиеся с большой скоростью ударные элементы, непо-
средственно разрушающие материал. В этом случае форма отдельных
элементов конструкций имеет второстепенное значение, а эффектив-
ность работы определяется скоростью движения ударных элементов, а
также их количеством и пространственной компоновкой (структурой).
а б
Рис. 38. Схемы тангенциальных молотковых мельниц с центробежным (а) и
инерционным (б) сепаратором: 1 – корпус; 2 – вал; 3 – диски; 4 – билодержатели;
5 – била; 6 – патрубок подачи исходного материала и сушильно-
транспортирующего агента; 7 – патрубок отвода готового продукта; 8 – течки
возврата; 9 – регулирующие шиберы; 10 – регулирующий лопаточный аппарат
Измельчение в струйных мельницах достигается за счет взаим-