Curry G.L., Feldman R.M. Manufacturing Systems Modeling and Analysis
Подождите немного. Документ загружается.

7.5 Batch Network Examples 223
q
1-q
p
1-p
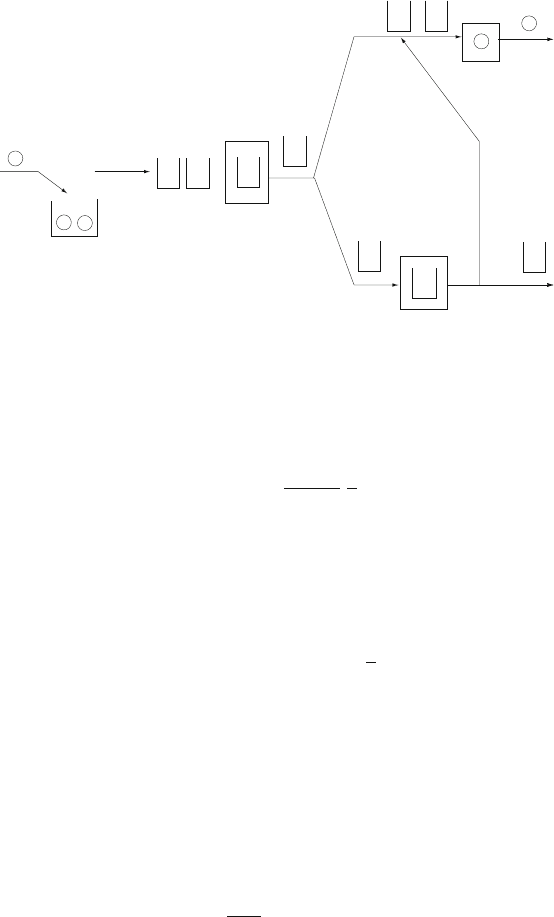
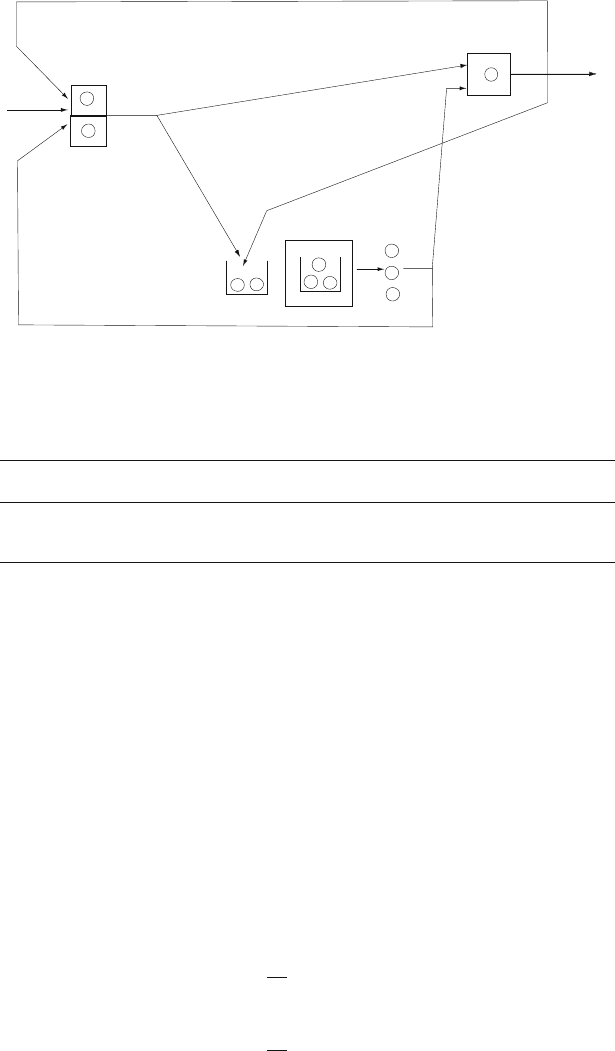
Batch Form
Size = k
Setup Batch
Oven Batch
Single Item
Fig. 7.3 Example manufacturing system where each workstation in the facility uses a different
form of the batch processing models
BT
start
=
(3 −1)
2
1
5
= 0.2hr,
where the 1/5 hour is the mean inter-arrival time. The arrival rate of batches to Work-
station 1 is the individual arrival rate divided by the batch size yielding
λ
1
(B)=5/3
per hour. Since the external arrival process is Poisson, the squared coefficient of
variation of the arrival stream of individuals is 1. Thus, the SCV for the inter-arrival
time of batches is
C
2
B
[T
a
(1)] =
1
3
.
The first workstation is a setup batch system where a setup is required for every
three jobs. The setup time has a mean of 12 minutes and a variance of 1080 minutes
2
.
After the setup, jobs are processed one-at-a-time with a mean processing time of 6
minutes and a variance of 240 minutes
2
. Thus the characteristics for processing the
entire batch is given as
E[ T
s,1
(B)] = 12 + 3 ×6 = 30 min = 0.5hr
V [T
s,1
(B)] = 1080 + 3 ×240 = 1800 min
2
= 0.5hr
2
C
2
s,1
(B)=
0.5
0.5
2
= 2 .
The workstation utilization is u
1
=
λ
1
(B) ×E[T
s,1
(B)] = 0.8333.Before using
Property 7.4 to determine the average cycle time within the first workstation, we
need to add a batch forming time after processing. Because all jobs are moved be-
tween workstations by a batch move, we add the batch forming time to the end
of this cycle time. (Although the formula of Property 7.1 includes the batch form-
224 7 Models of Various Forms of Batching
ing time as part of the next workstation, it easier to include with the first worksta-
tion’s cycle time because batches to the third workstation come from two different
sources.) The batch forming time after processing is given by
BT
fin
=
(3 −1)
2
0.1 = 0.1hr,
where 0.1 refers to the individual mean processing time. Thus, using Property 7.4,
the cycle time for per job in the first workstation is computed as
CT(1)=BT
start
+
1/3 + 2
2
0.8333
1 −0.8333
0.5 +
3 + 1
2
0.1 + 0.2 + BT
fin
= 3.616 hr .
The departing squared coefficient of variation from Workstation 1 (in terms of
batches) is determined by the standard approximation (Property 5.2)
C
2
d,1
(B)=(1 −0.833
2
)
1
3
+ 0.833
2
(2)=1.491 .
The proportion of this output stream of batches that goes to Workstation 2 is 2/3
while 1/3 goes to Workstation 3. Thus, the two branches from Workstation 1 will
have the following characteristics (Property 5.6) as arrival streams to the other two
workstations:
λ
1→2
(B)=
2
3
×
5
3
= 1.111/hr
C
2
a,1→2
(B)=
2
3
(1.491)+
1
3
= 1.327 and
λ
1→3
(B)=
1
3
×
5
3
= 0.556/hr
C
2
a,1→3
(B)=
1
3
(1.491)+
2
3
= 1.164 .
Workstation 2 Oven Batch Processing
The second workstation is an oven batch service process with a mean time of 48
minutes and a service SCV of 0.75. The only jobs coming into Workstation 2 come
from Workstation 1, so the arrival process characteristics are those calculated previ-
ously from the Workstation 1 departure stream; thus, we have E[T
a,2
(B)] = 0.9 hours
and C
2
a,2
(B)=1.327. The utilization for the workstation is u
2
= 1.111×0.8 = 0.889.
(Do not forget to make units consistent by converting 48 minutes to 0.8 hours.) The
formula of Property 7.6 is used after deleting the first term since the batch forming
occured and was counted in Workstation 1; thus, the cycle time calculation is
7.5 Batch Network Examples 225
CT(2)=0.8 +
(1.327 + 0.75)
2
0.889
1 −0.889
(0.8)=7.454 hr .
The inter-departure time SCV for Workstation 2, again in terms of batches, is
C
2
d,2
(B)=(1 −0.889
2
) ×1.327 + 0.889
2
×0.75 = 0.871 .
The proportion of this departure stream that is branched (again full batch branching)
is 3/4; thus,
λ
2→3
(B)=
3
4
×1.111 = 0.833/hr
C
2
a,2→3
(B)=
3
4
(0.871)+
1
4
= 0.903 .
Workstation 3 Batch-Arrival Individual-Service
The arrival of batches into Workstation 3 comes from both Workstations 1 and 2;
therefore, the total mean arrival rate is given by
λ
3
(B)=
λ
1→3
(B)+
λ
2→3
(B)=0.556 + 0.833 = 1.389/hr .
The SCV of the arrival stream is approximated by a weighted average of the two
streams that merge (Property 5.5) yielding
C
2
a,3
(B)=
0.556
1.389
×C
2
a,1→3
(B)+
0.833
1.389
×C
2
a,2→3
(B)
= 0.4 ×1.164 + 0.6 ×0.903 = 1.007 .
The service process at Workstation 3 is for individual items; hence, the Batch
Move Model of Sect. 7.1 is used to determine cycle time. The mean and standard
deviation of t he individual processing times are 12 and 8.458 minutes, respectively.
The utilization factor for the workstation is u
3
= 3×1 .389×0.2 = 0.833/hr, and the
application of Property 7.2 yields the mean time that a job spends within Worksta-
tion 3 as
CT(3)=
3 ×1.007 + 0.5
2
0.833
1 −0.833
0.2 +
3 + 1
2
0.2 = 2.156 hr .
Note that the SCV for the service time is the square of the standard deviation divided
by the mean.
System Measures
The throughput rate of individual items for this system has to equal the arrival rate
of 5 jobs per hour. The cycle time for the system including batches that exit from
226 7 Models of Various Forms of Batching
Workstation 2 is determined by computing the work-in-process (WIP) at each work-
station, then summing to obtain the system WIP. From the system WIP, using Lit-
tle’s Law (WIP = th ×CT), the cycle time for individuals is determined. Note that
the WIP is to be computed in individual units so that the cycle time for individuals
in the system can be computed. The data needed for this analysis and the results are
contained in Table 7.4.
Table 7.4 WIP calculations for the example of Sect. 7.5.1
Workstation i
λ
i
(I) CT(i) WIP(i)
1 5/hr 3.616 hr 18.08
2 3.333/hr 7.454 hr 24.84
3 4.167/hr 2.156 hr 8.98
Table 7.5 Transportation time calculations for the example of Sect. 7.5.1
From/To Move Rate Travel Time WIP
Entrance to WS 1 5/hr 5 min 0.417
WS 1 to WS 2 3.333/hr 8 min 0.444
WS 1 to WS 3 1.668/hr 9 min 0.250
WS 2 to WS 3 2.499/hr 6 min 0.250
Thus, the total system WIP is 51.9 jobs and the average cycle time for individual
jobs through this system regardless of their exit point is 51.9/5 = 10.38 hours. These
calculations ignored all transportation times. If we assume a sufficient number of
forklifts so that there is no waiting when a batch is ready to be moved, it is relatively
easy to include the time necessary for batch moves. Table 7.5 shows the data and
the calculations needed to include the transportation time needed for the forklifts to
move the various jobs between workstations.
From the analysis contained in Table 7.5, we have that there is an average of
1.36 jobs within the transportation system of the factory. Thus, the total WIP in the
factory is 53.26 jobs and the mean cycle time, including move times, is 10.65 hours.
7.5.2 Batch Network Example 2
Consider the network given in Fig. 7.4. The first workstation has two processing
machines, the second workstation has one machine, and the third workstation has
an oven process that serves three units simultaneously. The arrival rate of jobs into
this system is a Poisson process with jobs entering at Workstation 1 at a mean rate
of 10 jobs per hour. The data for the three workstations are given in Table 7.6.
Because there are reentrant flows within this factory, the total arrivals rates must
be determined using a routing matrix. These probabilities given in Fig. 7.4 and result
7.5 Batch Network Examples 227
WS 3
WS 1
WS 2
1/4
3/4
1/2
1/2
1/3
1/3
1/3
Fig. 7.4 Manufacturing system with batch processing at Workstation 3; batches are formed in front
of Workstation 3 and individual items are shipped out from 3; Workstation 1 has two machines and
Workstation 2 has one machine
Table 7.6 Data for the example of Sect. 7.5.2
External Number of Batches Size
Workstation Arrival Rate Machines for Processing E[T
s
] C
2
[T
s
]
1 10/hr 2 1 2.4 min 1
2 0 1 1 1.714 min 1
3 0 1 3 3.75 min 1
in the following:
P =
⎡
⎣
00.25 0.75
0.33300.333
0.50.50
⎤
⎦
.
The mean total arrival rate into each workstation,
λ
i
for i = 1,2, 3, are determined
from the following system of equations (Property 5.7):
λ
1
= 10 +
λ
2
/3 +
λ
3
/2
λ
2
=
λ
1
/4 +
λ
3
/2
λ
3
= 3
λ
1
/4 +
λ
2
/3 .
The solution to this system is
λ
λ
λ
=(40/hr,30/hr,40/hr). Using these inflow rates, the
utilizations for the three workstations are determined from
u
1
=
40
2
×0.04 = 0.800
u
2
= 30 ×0.0286 = 0.858
u
3
=
40
3
×0.0625 = 0.833 .
228 7 Models of Various Forms of Batching
The squared coefficient of variations of the arrival streams into the three worksta-
tions are also determined by solving a system of linear equations. These equations
are considerably more complex to develop than the arrival rate equations since they
are a combination of the departure SCV’s for each workstation, and the branch and
merging mechanisms for network traffic streams as in Property 5.8. Now we will
need to make further modifications to Properties 5.8 and 5.9 due to batching.
Because of reentrant flows, Workstations 1 and 2, those stations could be mod-
eled using the approach taken in Sect. 7.4.2 using the random batch size method-
ology as in Property 7.8; however, this will lead to a relatively complex system of
equations, and in fact, most of the batch sizes will be of size one. Therefore, we
will take the approach of using the i.i.d. departure stream SCV approximation of
Eq. (7.24) for individual departures. Note that (7.24) is in terms of departures from
Workstation 1 going to Workstation 2. Before using this equation in our system
to define the arrival stream SCV’s, we must rewrite (7.24) in terms of the arrivals
to Workstation 1 (namely, we use the standard relationship given in Property 5.2
adjusted for batch arrivals). This yields the following equation f or the SCV of the
inter-arrival times to Workstation 2 following a batch operation of size k in Work-
station 1
C
2
a,2
(I)=
kp
'
(1 −q
k
)
(1 −u
2
1
)(C
2
a,1
(I)/k)+u
2
C
2
s,1
(B)
+ q
k
+ 1
(
1 −q
k
−1 , (7.25)
where the subscript indicates the appropriate workstation.
The modification to the equation of Property 5.8 that is necessary is the inclusion
of (7.25) whenever the subscript of the summation refers to the third workstation.
The resulting system of equations to be solved to obtain C
2
a
(i) for i = 1,2,3, are the
following:
C
2
a
(1)=
10
40
(1)+
30/3
40
1
3
)
(1 −0.858
2
)C
2
a
(2)+0.858
2
(1)
*
+
2
3
+
40/2
40
1.5
(7/8)
(1 −0.833
2
)C
2
a
(3)/3 + 0.833
2
(1)
+ 9/8
7/8
−1
C
2
a
(2)=
40/4
30
1
4
+
(1 −0.8
2
)C
2
a
(1)+0.8
2
1 +
√
2 −1
√
2
,
+
3
4
+
40/2
30
1.5
(7/8)
(1 −0.833
2
)C
2
a
(3)/3 + 0.833
2
(1)
+ 9/8
7/8
−1
C
2
a
(3)=
40(3/4)
40
3
4
+
(1 −0.8
2
)C
2
a
(1)+0.8
2
1 +
√
2 −1
√
2
,
+
1
4
+
30/3
40
1
3
)
(1 −0.858
2
)C
2
a
(2)+0.858
2
(1)
*
+
2
3
.
7.5 Batch Network Examples 229
The solution to this system of equations can be solved directly as a system of linear
equations. Or, if a matrix inverse routine is not available, an iterative procedure can
be used where all the C
2
a
’s are initialized to 1 and the above equations are used to
obtain an updated estimate. This process, using the updated estimates, is repeated
several times until the C
2
a
values do not change to whatever degree of accuracy
that you deem necessary. This iterative process converges to the unique solution to
this system of linear equations. Using this iterative process, the solution to three
decimals places repeats itself after the fifth iteration. Thus, the sixth iteration yields
the solution
C
2
a
(1)=1.589, C
2
a
(2)=1.780, C
2
a
(3)=1.137 .
The workstation performance measures of cycle time, CT (i), and WIP(i) can
now be estimated. These are
CT(1)=
(1.589 + 1)
2
2.4
60
0.8
√
2(3)−1
2(1 −0.8)
+
2.4
60
= 0.134 hr
WIP(1)=0.134(40)=5.347
CT(2)=
(1.780 + 1)
2
1.714
60
0.858
1 −0.858
+
1.714
60
= 0.267 hr
WIP(2)=0.267(30)=8.006
CT(3)=
(3 −1)
2
1
40
+
(1.137/3 + 1)
2
3.75
60
0.833
1 −0.833
+
3.75
60
= 0.303 hr
WIP(3)=0.303(40)=12.118 .
Note that Workstation 3 has the batch forming time included in the cycle time.
The total system performance measures are 10 jobs per hour for throughput (what
comes in must go out in steady-state), a total work-in-process of
WIP
s
= WIP(1)+WIP(2)+WIP(3)=25.472 jobs,
and a mean cycle time per job of 25.472/10 = 2.547 hr (using Little’s Law).
• Suggestion: Do Problems 7.10, 7.11(b) and 7.12.
Bibliographical Note
The batch move (Sect. 7.1) and setup batch (Sect. 7.2) cycle time models follow the
development of Hopp and Spearman [5]. The random batch arrival and unit service
model for M/G/1 systems is developed in Cooper [2], and the generalization for
230 7 Models of Various Forms of Batching
the G/G/1 case developed herein agrees with his result for Poisson arrivals. The
renewal process approximations for the departure SCV’s from the various batch
service processes are developed in Curry and Deuermeyer [3]. The development
approach is an extension of the G/G/1 departure process analysis of Buzacott and
Shanthikumar [6]. A more general batching rule is contained in [4] where instead
of using a fixed batch size, a minimum size and a maximum size are established
so that processing would begin whenever the minimum size is available but if more
that the maximum number of items are queued at the end of an operation, only the
maximum would be allowed in the processor.
Problems
7.1. Consider a system with a single workstation that processes jobs one at a time.
Jobs arrive to the factory at a rate of one per hour. An analysis of the arrival data
indicates that these inter-arrival times have a squared coefficient of variation (SCV)
of 1.5. The service time mean is 0.75 hours with an SCV of 2. The company policy is
to work on orders k at a time. That is, orders are held until there are k jobs, then this
group of jobs is released into the factory for processing. Since there is no physical
reason for holding the incoming work and forcing it into groups, what is the impact
on cycle time of this ”batching” operation for specified k values?
(a) k = 2.
(b) k = 3.
(c) k = 4.
(d) k = 5.
7.2. Consider a factory that has a single workstation that processes parts individu-
ally. These parts are quite heavy and the company policy i s to palletize incoming
parts into groups of k items for ease of transportation. These batches are then re-
leased into the factory for processing. These k items are processed at the machine
and again placed back on the pallet. When the pallet is full, the k items have been
processed, the pallet is transported to shipping.
(a) Neglecting the actual transportation time, what is the equation for cycle time of
individual parts for this factory. This cycle time includes the waiting time for all
batching operations. Compare the batch movement cycle time with that of a system
that does not need to batch these items for movement within the factory. How much
extra time does an average item incur due to batching for movement purposes?
(b) Assume it takes an average of t
1
to move a pallet from the unloading dock to the
workstation and an average of t
2
to move a pallet from the machine to the next work-
station. Assuming no waiting for a forklift to move the pallet, add the transportation
time to the model.
7.3. Consider a factory that processes a single job type. Orders are processed one at
a time in a serial processing configuration. One of the workstations requires a ma-
chine cleaning operation periodically. This workstation has only one machine. No
Problems 231
more than 9 jobs can be processed between the cleaning of this machine. To insure
proper cleaning of the machine, management has jobs batched at the machine in
the specified group size, and then the operator cleans the machine before processing
each batch. Jobs arrive at this workstation at a rate of four per hour. An analysis of
the arrival data indicates that these inter-arrival times have a squared coefficient of
variation (SCV) of 1.5. The service time for individual-unit processing has a mean
of 0.15 hours with an SCV of 0.75. The cleaning operation takes a mean time of
one-quarter of an hour with an SCV of 1.5. Management would like to know the
impact on cycle time and the departure SCV for this machine (workstation) for the
various batch sizes that are feasible between 1 and 9.
7.4. Consider a workstation with a batch server of capacity 4. Jobs arrive at the
workstation individually at a rate of 6 jobs/hour and an inter-arrival time C
2
a
(I) of 3.
Only full batches are processed at the workstation. The batch mean service time is
0.6 hours with C
2
s
(B)=0.8. Find:
(a) The cycle time for this workstation including the batch forming time.
(b) The expected number of batches waiting to be processed.
(c) What is the mean and C
2
d
(B) of the batch inter-departure times?
(d) Considering that the batch is immediately broken into individual jobs on com-
pletion of service, what are the mean and C
2
d
(I) of the individual inter-departure
times?
7.5. Consider the output from an oven batch server with batch size k and C
2
d
(B).The
batch is immediately broken into the individual items. Compute the missing items in
the following table (using Property 7.7): the individual item’s departure SCV, C
2
d
(I),
and the individual item’s arrival SCV, C
2
a
(I) at the next workstation after random
branching of individuals with probability p.
kC
2
d
(B) C
2
d
(I) pC
2
a
(I)
40.8 1/4
40.8 1/2
40.8 3/4
52.0 1/4
52.0 1/2
52.0 3/4
7.6. An oven-type processing workstation processes two products. The products are
processed separately, not mixed, in the oven. The oven holds 5 units of both prod-
ucts. The products enter the workstation as individual units (not batches) and leave
the workstation as individual units.
Product
λ
i
C
2
a
(i) E[S
i
] C
2
s
(i) batch size
1 5 1.5 0.50 Poisson 5
2 4 2.2 0.35 Erlang-3 5
(a) Compute the workstation average cycle time, CT
s
(avg).
(b) Compute the cycle time for Product 1, CT (1).
232 7 Models of Various Forms of Batching
(c) Compute the cycle time for Product 2, CT (2).
(d) Compute the C
2
d
(B) for outgoing batches.
(e) Compute the C
2
d
(I) for outgoing individual jobs.
7.7. Consider a workstation that processes 4 jobs simultaneously (k = 4). The de-
parture stream from this workstation has a mean rate of 4 batches/hour with an
SCV of 1.5. After leaving the workstation, individuals are randomly branched to
other workstations for further processing. Two-thirds of the units are branched to
Workstation Q, as its only arrival stream, that has service time characteristics (for
individuals) of E[T
s
(I)] = 0 .08 and C
2
[T
s
(I)] = 1 .3. Determine the expected cycle
time f or Workstation Q.
7.8. Consider a workstation that processes 5 units simultaneously (k = 5). The de-
parture stream from this workstation has a mean rate of 4 batches/hour with an
SCV of 1.75. After leaving the workstation, individuals are randomly branched to
other workstations for further processing. Sixty percent of the units are branched to
Workstation G, as its only arrival stream, that has service time characteristics (for
individuals) of E[T
s
(I)] = 0 .07 and C
2
[T
s
(I)] = 1.7. Determine the expected cycle
time f or Workstation G.
7.9. Reconsider the batch service network example illustrated in Fig. 7.3.Re-
analyze this network with the following data rather than the data used in the ex-
ample. The network structure is identical to the example, but all of the numerical
data have been changed, including the branching probabilities. Obtain the system
throughput, cycle time and work-in-process. The problem data by workstation fol-
lows.
Batch forming and external arrival data:
γ
1
= 6, C
2
a0
(1)=1, k = 4.
Workstation 1 data (setup batching):
E[ T
si
(I)] = 1/15,
V [T
si
(I)] = 1/10,
E[ R ]=1/4,
V [R]=4/10.
p = 1/4,
1 − p = 3/4 .
Workstation 2 data (oven batching):
E[ T
s
(B)] = 0.8,
C
2
[T
s
(B)] = 3/4,