Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

PAGE
22
. 5
duction. A "faster" reacting coating will be more sensitive to
time (or exposure units) and to thickness of the coating. With
the faster coatings, particularly the "pure photopolymer" coat-
ings, your conditions should be closely calibrated to insure suc-
cess. (Refer to page 2.19 for calibration and monitoring).
Reclaimability should not be counted as crucial as those facets
of the product that slow down productivity (transparency for
example, see side bar page 2.3). The cost of off-press func-
tions should not be weighed as high as on-press functions.
Nevertheless for reclaimability you may trade water resistance,
but the bulk of the process is in the hands of your exposure
and drying (refer to pages 2.19 and 2.25). Insufficient drying
and/or under exposure can make the job of reclamation very
difficult. (Note that some coatings are more difficult than oth-
ers to reclaim, so check with your supplier on a starting point,
then be sure you don't make the condition worse).
Multiple wet coats and coat-dry-coat are cross grain to the
desires of both the emulsion suppliers and screen room per-
sonnel. Some of the emulsion suppliers don't want to have to
say that the best results are achieved with the coat-dry-coat
method: its not what the printer wants to hear. And the
screen-room personnel are under pressure to get the screen to
the production floor: coat-dry-coat takes more time. However,
for the best real-world outcome, coat-dry-coat produces supe-
rior results. Even the premium products shrink toward the
knuckles of the mesh; depending on your conditions and qual-
ity standards this shrinkage may not bother you but will be
affected by mesh geometry, coating thickness, type of coating
and vacuum conditions. With coat-dry-coat, you allow the
emulsion to shrink which forms an irregular surface; then you
return after drying, probably with a thinner blade, to put a
thin, flat finish coat on the surface, that fills in the valleys
caused by shrinkage.
Transparency of the dried emulsion is crucial for image regis-
tration on the T-shirt press. The best solution is to use the
patented M&R Tri-Loc system so that any need to see through
the screen is minimal. Otherwise, dyed emulsion, which is
often the complimentary color to the screen mesh, will offer
Stencils
1. The tension level of
the screen.
2. The edge of the coater.
3. How much force you
want to apply.
4. If you have permanent
blockout around the
perimeter.
5. If you wipe up the drips of
coating near the corners of
the frame.
6. The maximum image size.
V
V
ariables Ef
ariables Ef
f
f
ecting
ecting
Selection of Coat
Selection of Coat
er
er
Length
Length
PAGE
22
. 6
Chapter 2
the best resolution and latitude of exposure in trade for the
ability to see through it with ease. Before you might under-rate
this aspect, look to page 6.7 to see the value of one minute of
downtime.
Coating The Stencil
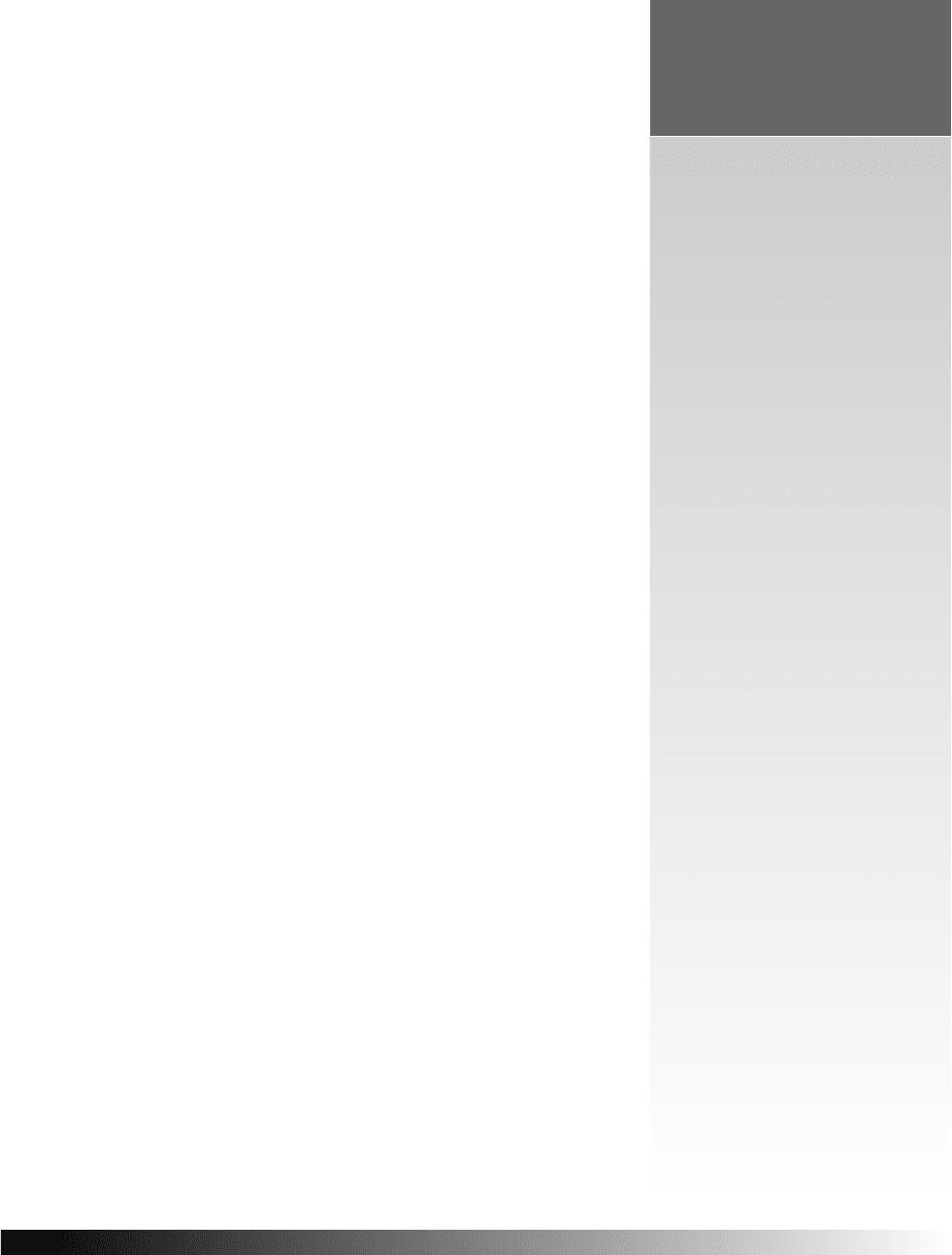
When you are ready to have flawlessly consistent screens, color
after color, job after job and year after year, you are ready for a
Digikote, digitally controlled screen coater (see figure 2.1).
There are a variety of coaters on the market and, though they
all look similar, Digikote has solved the one problem that
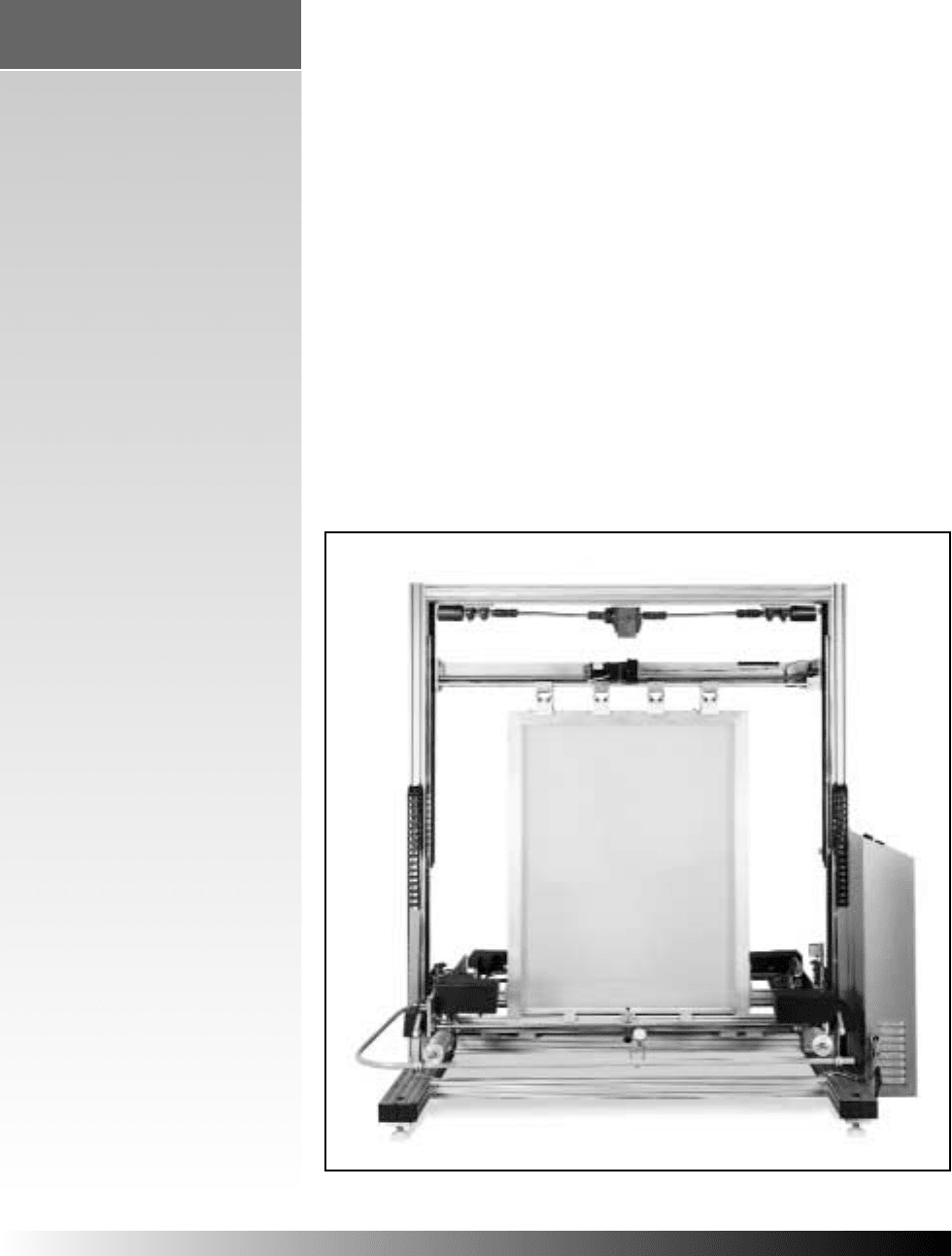
exists with all other coating machines: how to apply pressure
consistently (see figure 2.2).
Electronic drivers on each side of the screen apply consistent
pressure on the face of the screen regardless of your airflow,
Round-edge coaters:
v allow a faster coating speed
than sharp.
v bridge coarser (160 and
below) fabrics.
v create less turbulence (air
bubbles) on coarser fabrics.
v apply more coating with
fewer passes.
v allow a wider range of [oper-
ator] force.
v require more [operator] force.
v should be slightly shorter
than sharp.
v are less sensitive to the angle
(coater to screen) of attack.
Sharp-edge coaters:
v work better on higher tension
levels.
v more accurately meter the
coating onto the mesh.
v are definitely best for face
coating.
v are generally better for finer
(160 and up) mesh counts.
R
R
ound vs Shar
ound vs Shar
p
p
Figure2.1 Frontal view photograph of the Digikote automatic screen coater.
PAGE
22
. 7
age of the machine or characteristics of the screen. No other coater can make
that claim. All T-shirt printers print too close to the edge of the screen; it is a
requirement of multi-color
press screens. Now you can
have a stencil that is the same
thickness at the edge as in the
center. Digikote is fully pro-
grammable to coat the front
and/or the back of the
screen.
Digikote comes with two
coating blade edgesa .050"
and .080" (one and two mm).
The .050" is typically used on
finer mesh counts of 230
and up, while the .080" is
used for 230 mesh counts and
down.The .050" lays down a thinner deposit and results in a smoother surface.
The .080" lays down a heavier deposit, which creates a rougher surface. For the
ultimate application you can use the .080" first and finish with the .050" (refer to
figure 2.5).
CCooaatteerr LLeennggtthh
The proper selection of a
coater length depends on a
few variables. If your tension
is low, below a nominal 20
N/cm² (Newtons per-square-
centimeter), then a shorter
coater length is recommend-
ed. If you are using a round-
edge coater a shorter length is
also in order. The longer the
coating trough, the more
force you will have to apply
to get an accurate stencil
even more force if the edge is
rounded. If you have perma-
nent blockout on the perimeter
Stencils
Figure 2.2 Electronic pressure sensor from the Digikote.
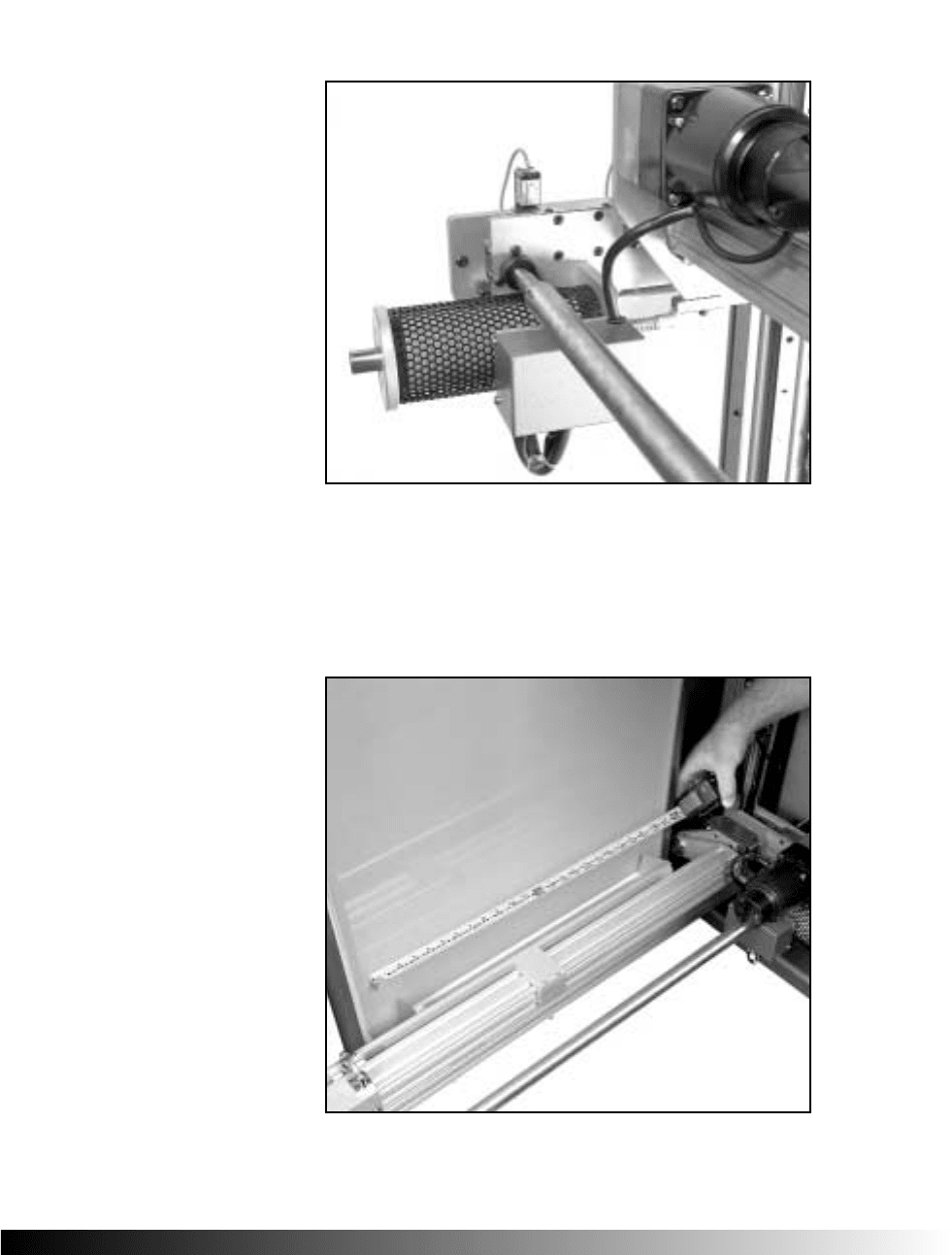
Figure 2.3 The width of the coater should be larger than the maxi-
mum image width yet leave ample room between the coaters ends and
frame for consistent coatings center-to-edge.
PAGE
22
. 8
of the screen, the coater
should not pass over the
blockout. As the length
increases you will spend more
time contending with runs
and puddles in the corners of
your retensionable screen.
To be practical, the coater
should be two inches longer
than your maximum image
size (see figure 2.3). The limit
of the coater length is predi-
cated upon the consistency of
the coating from the very
edge to the center. You may
not care if the margins
[edges] are properly coated,
but consider this: as the
coater gets closer to the edge,
you need more force to create
equal pressure across the sur-
face of the screen. If the
pressure is unequal, so will be
the coatingthicker in the
center. Resolution is lost and most of the coating that you paid for will wash
down the drain during development wash-out, due to underexposure. The con-
sistency of the coating can be assessed by a gray scale and resolution target test.
(Refer to page 2.21 and 2.23 for details). Mount one of each of the scales to the
middle of the screen and one at the edge. Expose as normal, develop the
images, then compare the two scales. The solid step for the center should match
the solid step for the edge.
Chapter 2
1. Length must be 1" greater than the maximum
image width.
2. Length must be 2" (or more) shorter than the
frame I.D. (interior dimension).
3. Gauntlet = 17" to 18"
4. Challenger = 20" to 21"
5. The edge of the coater must:
a. Fineness of mesh thread and count.
b. Resolution goals.
c. Viscosity of emulsion coating.
d. Applied force, screen tension, coater length
and frame I.D.
e. Intended number of passes.
f. Intended dry time.
g. Coating speed.
Selecting a Coater
How To
Instructions
MC
Coating
Method
Edge
Type
Rz
EOM
Step
Pos.
Res.
Neg.
Res.
80/71
1 Imp. - 1 Sqg.
Rnd.
Dual
16.2
25.0
6
8.5
8.0
150/45
1 Imp. - 1 Sqg.
Rnd.
Dual
9.5
14.2
5
3.5
3.0
230/40
2 Imp. - 1 Sqg.
Rnd.
Dual
10.4
6.6
8
3.0
2.5
305/35
2 Imp. - 2 Sqg.
Dry - 1 Imp.
Rnd.
Sharp
Dual
8.3
5.8
8
2.5
2.5
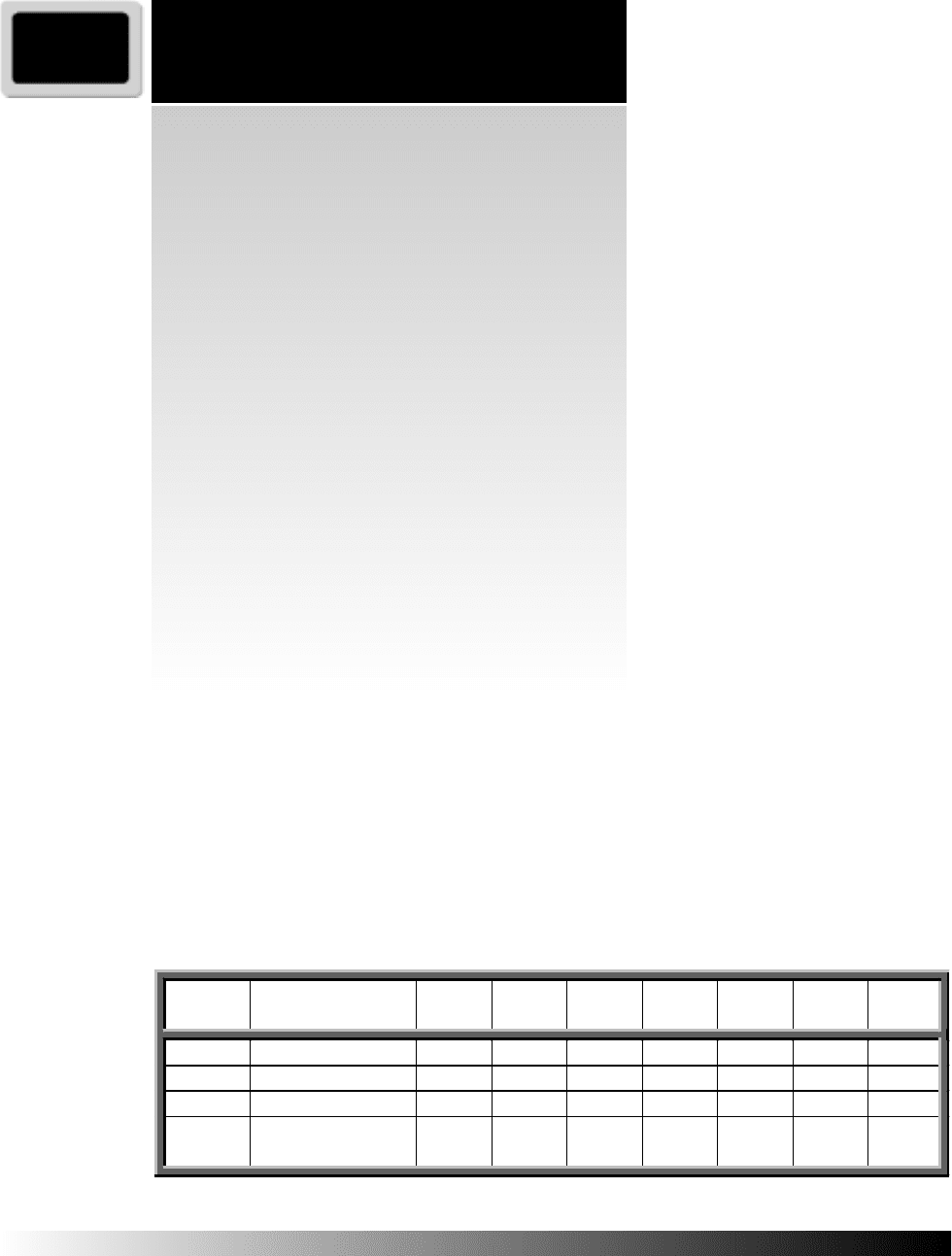
Figure 2.4 Test Screen Look-Up-Table
PAGE
22
. 9
On a Challenger screen, the coater should be a maximum of
22" wide and, on a Gauntlet, 18" wide. If at all possible, use of
a narrower coater can save you dollars. It is our recommenda-
tion that you never try to coat to the very edge of the frame.
CCooaatteerr EEddggee((ss))
In the battle of the blades edges, there is room for both round
and sharpit just depends what you want to accomplish (see
figure 2.5). The best of all worlds is, at times, to apply the ini-
tial coats with a round-edge blade, then to finish with a sharp-
edge. To decide, see the coating tables, (figure 2.4) for details
on how we coated the four test fabrics. The four test fabrics
were choosen to allow a wide range of printing applications
and all four offer excellant ink transfer and coverage. Or you
can use the infor-
mation contained in
this section to
decide for yourself,
if and when to use
each type of coater
blade.
The Digikote offers
two standard blade
edges, a 50-mil
sharp and an 80-mil
round. Available
coaters in the field
range from a 20-
mil sharp edge to a
100-mil round edge.
The general fea-
tures of round and sharp blade edges can be found in the
sidebar on page 2.6.
Round edges are more forgivingand can have its time and
placebut, for the highest resolution imaging, while a sharp
will be more demanding the results are worth the effort.
LLoossss ooff HHiigghhlliigghhtt DDoottss
v Add more impression-side
coats.
v Over-exposed.
v Inadaquate vacuum.
LLoossss ooff SShhaaddooww DDoottss
v Add more impression-side
coats.
v Development too
aggressive.
v Under-exposed.
LLoossss ooff BBootthh
HHiigghhlliigghhtt && SShhaaddooww DDoottss
v Add more impression-side
coats.
PPiinnhhoolleess ((cceenntteerr ooff mmeesshh ooppeenn-
iinnggnnoott dduusstt rreellaatteedd))
v Coating too thin.
v Severe under-exposure.
v Moisture content too high
during exposure.
SSmmeeaarriinngg oorr bblluurrrriinngg dduurriinngg
pprreessss rruunn..
v Add more impression-side
coats.
v Related to press settings or
poor calibration.
IInnkk PPiilliinnggdduuee ttoo ttoooo mmuucchh iinnkk
vvoolluummee iinn ddeettaaiillss..
v Add more squeegee-side
coats.
v Sorely under-exposed.
v Should see scumming during
washout.
Stencils
S
S
t
t
encil
encil
T
T
r
r
oubleshoo
oubleshoo
ting
ting
Figure 2.5 M&R will install a Delrin® knife-edge with
the coating trough, you specifya 50 mm sharp edge or an
80 mm round edge. This engineering plastic is virtually inde-
structible and is manufactured to the precise edge required for
coating emulsions.
PAGE
22
. 10
CCooaattiinngg TTeecchhnniiqquueess..
To gauge the potential of
your coating methods, use
either a meter to measure
both EOM (emulsion over
mesh) and Rz(flatness of the
emulsion surface), (refer to
pages 2.13 through 2.14) or
for a lesser investment (and
less quantification), use the
gray scales and resolution tar-
gets described on pages 2.21
through 2.23.
Proper coating techniques are
a delicate balance of the
emulsion parameters, ambient
conditions, exposure capabili-
ties, the mesh geometry and
tension, the particulars of the
coater blade, the Digikote set-
tings and operator influence.
We will assume that you have
quality film positives, a well-
prepared screen (refer to
chapter one), and that your
press is calibrated (refer to
chapter four). Use the trou-
bleshooting list in the sidebar
(found on page 2.9) to assist
you in adjusingt your coating
methods.
HHooww TToo CCooaatt WW
iitthh AA DDiiggiikkoottee
AAuuttoomm
aattiicc CCooaatteerr
Automatic stencil coating has
been made affordable by
M&R with the introduction
of the Digikote. For decades
Chapter 2
1. Select the proper length coater (page 2.7).
2. Use the prescribed coater edge (page 2.9).
3. Use a coating rack or support the screen at a
slight angle.
4. Fill the coater to the same point frequently.
5. Coat the impression side first.
6. Center the coater near the bottom of the
screen .
7. Apply firm pressure from left to right and
throughout the stroke.
8. Slow and steady maintaining contact, bring the
coater near the top.
9. Do not alter the angle of the coater.
10. Make additional passes as required (page 2.14).
11. * Turn the screentop to bottom(vertically) and
coat the squeegee side last.
12. Wipe the edge of the coater with a damp soft
cloth.
13. Refill the coater with emulsion frequently: do
not wait until almost empty.
14. Dry print side down.
15. Apply additional coats after drying if necessary
(refer to the how-to onstructions on page 2.14).
* Although it is recommended to flip screens vertically
during manual coating, the size of the T-shirt screen
rarely demands it. Flipping screen is done to compen-
sate for inconsistent pressure from side to side or bot-
tom to the top. Large format screens tend to show
more variance in pressure (deposit) as the operator
reaches the top of the screen. It gets increasingly harder
to maintain even pressure as the operator gets closer to
shoulder height. If you are experiencing a thickness
variance in your screens, you may want to flip your
screen, if notyou may choose to eliminate this step.
Manual Stencil Coating
How To
Instructions
PAGE
22
. 11
the most sophisticated print-
ers have known that to get a
quality print, you need a qual-
ity stencil. But until the
Digikote, automatic screen
coating was affordable only to
the largest plants.
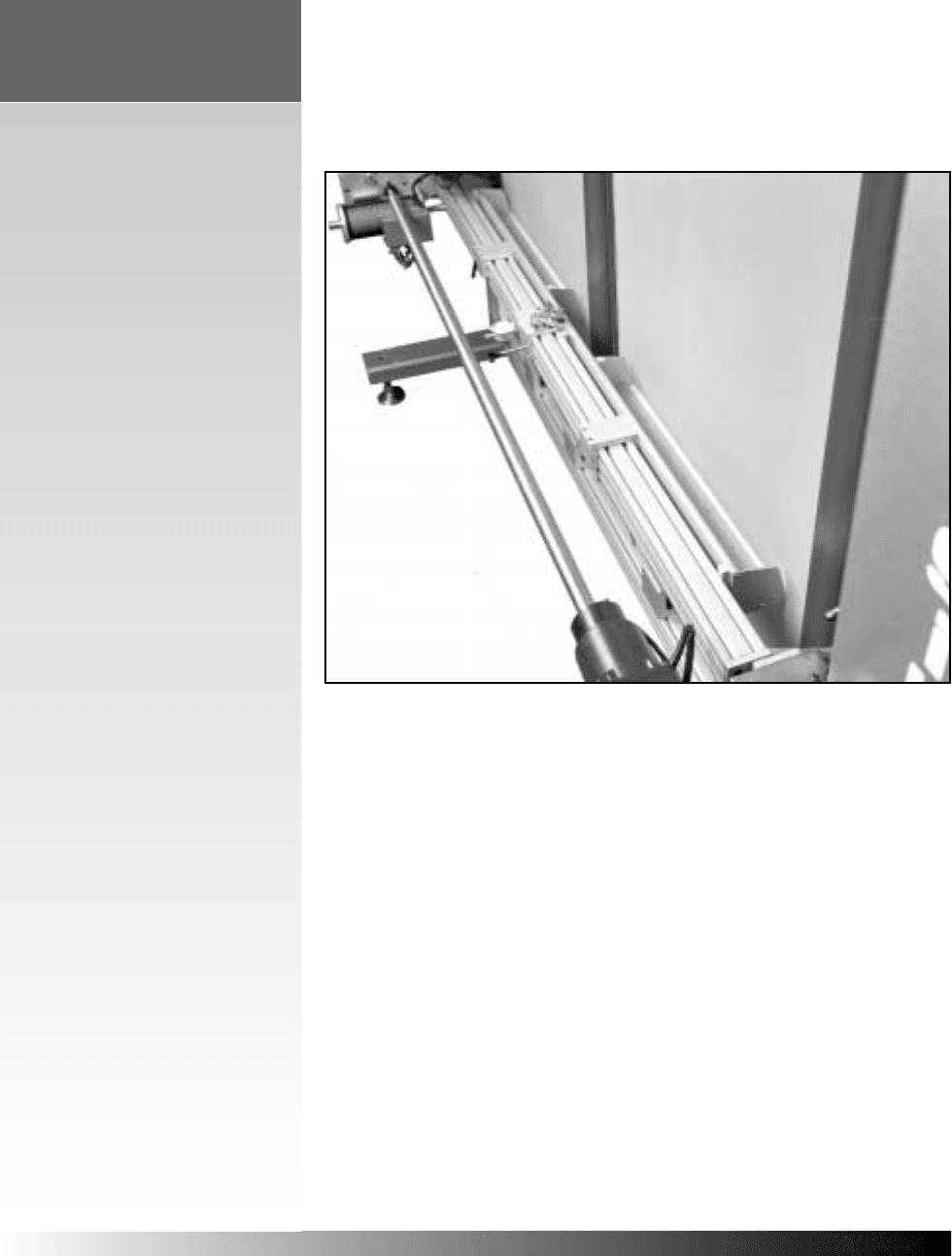
The Digikote T2 accommo-
dates one or two screens at a
time with no variance in the coating (see figure 2.6). The T2 is intended for high
throughput plantsover 100 screens per day. Like all Digikote units it is fully
programmable for virtually any viscosity, profile or application of liquid emul-
sion coatings. Operating the Digikote is straightforeword; refer to the sidebar
above for instructions.
Your coating will be flawlessly consistent, dry times will be more predictable,
Stencils
1.. Turn the Digikote on (see manual for specifica-
tions).
2. Place a round coater(s) in the back of the Digikote.
3. Place a sharp coater(s) in the front of the Digikote.
4. Insert the frame into the self-centering clamps.
5. The impression side of the mesh should be facing
the operator.
6. Lower the top clamps to near the frame.
7. Push the frame-locking button, located on the cen-
ter of the top rail of the machine. The button
rigidly locks the frame into position.
8. Set the speed, begin at 5 ips (inches per second).
9. Set the pressure, beginning at ___ units.
10. Set the number of coats, front and back.
11. Store this procedure in memory.
12. Fill the coating troughs to the same level and refill
often to keep the level consistent.
13. Refer to table 2.31on page 2.42 for mileage.
14. Measure the results as described in this
chapter.
15. Push the start button to begin coating.
16. When done, release frame from holder.
Automatic Stencil Coating
How To
Instructions
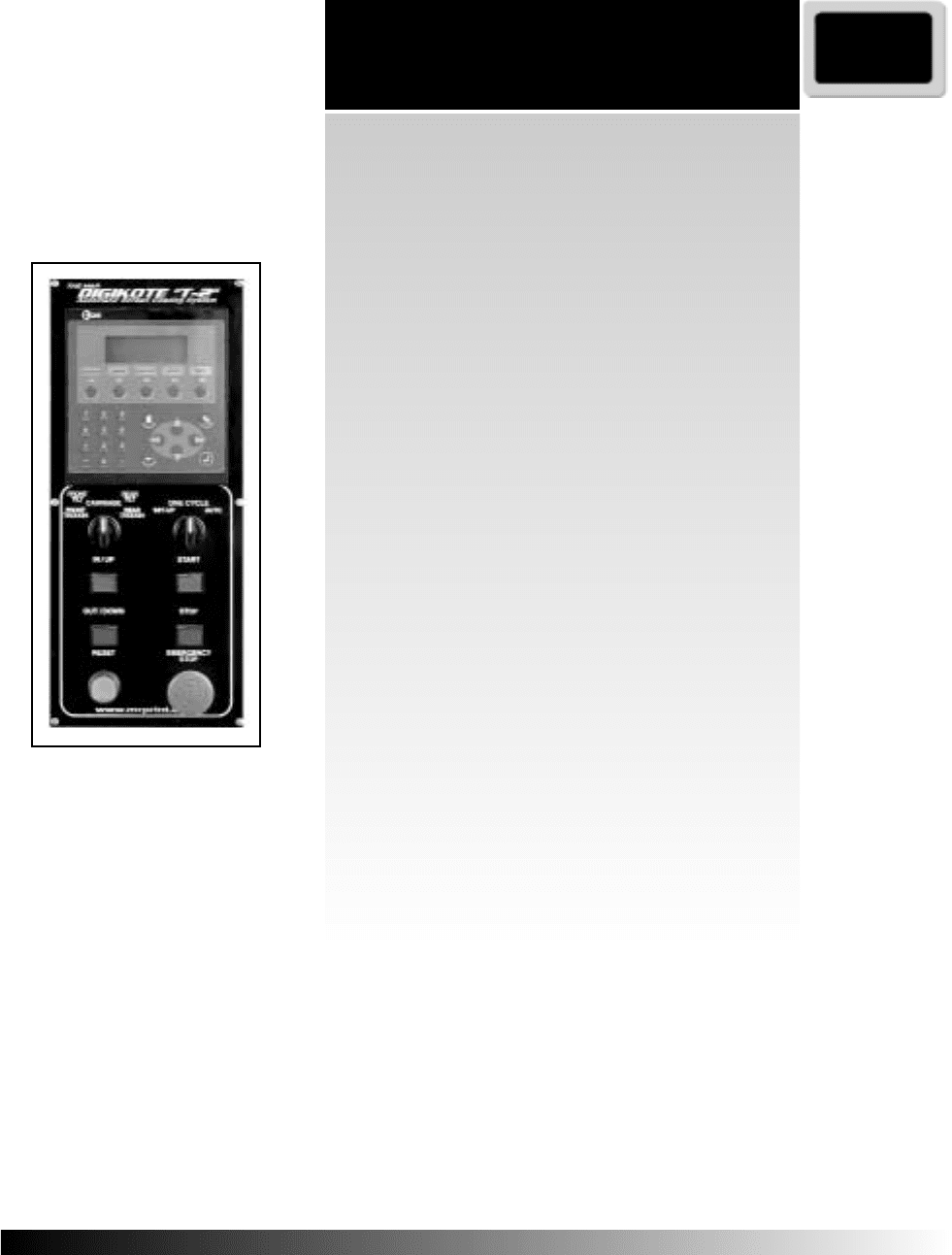
Figure 2.6 Start, stop, frame
lock and releaseall program-
ming controls are conveniently
located on the eye-level control
panel, on the right hand side of
the Digikote.
PAGE
22
. 12
exposures will be more consistenttherefore press break-
downs will be reduced. Still, T-shirt screens offer some unusual
challenges for the stencil maker: Please refer to the sidebar left
for further details.
An intimate understanding of the T-shirt printing business
allowed us to design the Digikote to adapt to all of its particu-
lar needs and more. Digikote can be automatically pro-
grammed to handle your needs:
1. One round and one sharp coater blade come
with every Digikote.
2. Infinite speed control accommodates the
coarsest mesh counts.
3. Only Digikote can adapt to the deflection of
a textile screen.
4. Only Digikote is sensitive to the gamut of
screen tensions.
v Meshes range from 20 tpi
(threads-per-inch to 460 tpi,
however, T-sirt printers tend
to use relatively coarse mesh
counts.
v The image is very close to the
edges of the frame.
v Industry tension levels vary
up to over 50 N/cm².
v The quantities of [multicolor
press] screens per day is very
high.
v The wear on multi-color
screens is significant.
v No other process prints wet-
on-wet with plastisols.
v No other process must deal
with the heat created by flash
units over the platens.
Chapter 2
Obstacles Of The T
Obstacles Of The T
-
-
Shir
Shir
t Screen Mak
t Screen Mak
er
er
Figure 2.7 The Digikote model T-2 can hold two screens and nearly double your productivi-
ty without sacrificing coating accuracy or consistency.
PAGE
22
. 13
5. Programmable controls allow highest
throughput.
6. Sufficient and repeatable EOM eliminates
breakdowns.
7. Proper R
z
improves print quality.
8. Consistent coating weight allows consistent
and thorough exposure.
PPeerriimm
eetteerr CCooaattiinngg..
You may contact your supplier for a permanent blockout,
which can be applied to the perimeter of the low-elongation
mesh screen. The blockout seals the ink in and saves you time
and money on processing chemistry. Often, as much as 40 per-
cent of the screen can be stabilized. That could mean a sav-
ings of 40 percent in chemistry and the associated time for
using that chemistry. For example, the amount of reclaiming
solution is reduced, as is the time of reclaiming the smaller
area. If you choose to seal the perimeter, be mindful that it
must be a thin layer on the impression side or it will adversely
affect the coating thickness.
EEOOMM ((eemmuullssiioonn oovveerr mmeesshh))
aa
nndd RR
zz
((sstteenncciill ffllaattnneessss))
IImmppoorrttaannccee
These two measurements should be read in tandem and con-
sidered as a pair of data points. If you considering them singu-
larly, it can be very misleading. Refer to the table on page 2.14
for standards on both EOM coating thickness, as well as R
z
flatness.
EEOOMM
The basis for this measurement is to produce a stencil coating
to overcome the irregular surface of the screen mesh. Once it
has done so and the stencil has formed a gasket or relief on
the underside of the screen, it is usually thick enough. There
are always exceptions such as high-cut-pile terry towels and
high-density fine-detail printing, but for the majority of T-shirt
printing, the thick enough policy is sound advice. You may
1. A smaller well requires more
pressure for coating
consistency.
2. Coating too close to the
edges can harm the mesh.
3. Keep the coating trough
filled to a consistent level.
4. Begin at five ips blade speed.
5. Higher mesh counts allow
higher speeds.
6. Mesh counts that have a flat-
ter mesh surface allow higher
speeds.
7. If intermittent drying, use a
round-edged coater first.
8. Use a round-edge coater on
the squeegee and sharp on
the impression-side.
Stencils
Tips On Using The
Tips On Using The
Digik
Digik
o
o
t
t
e
e
PAGE
22
. 14
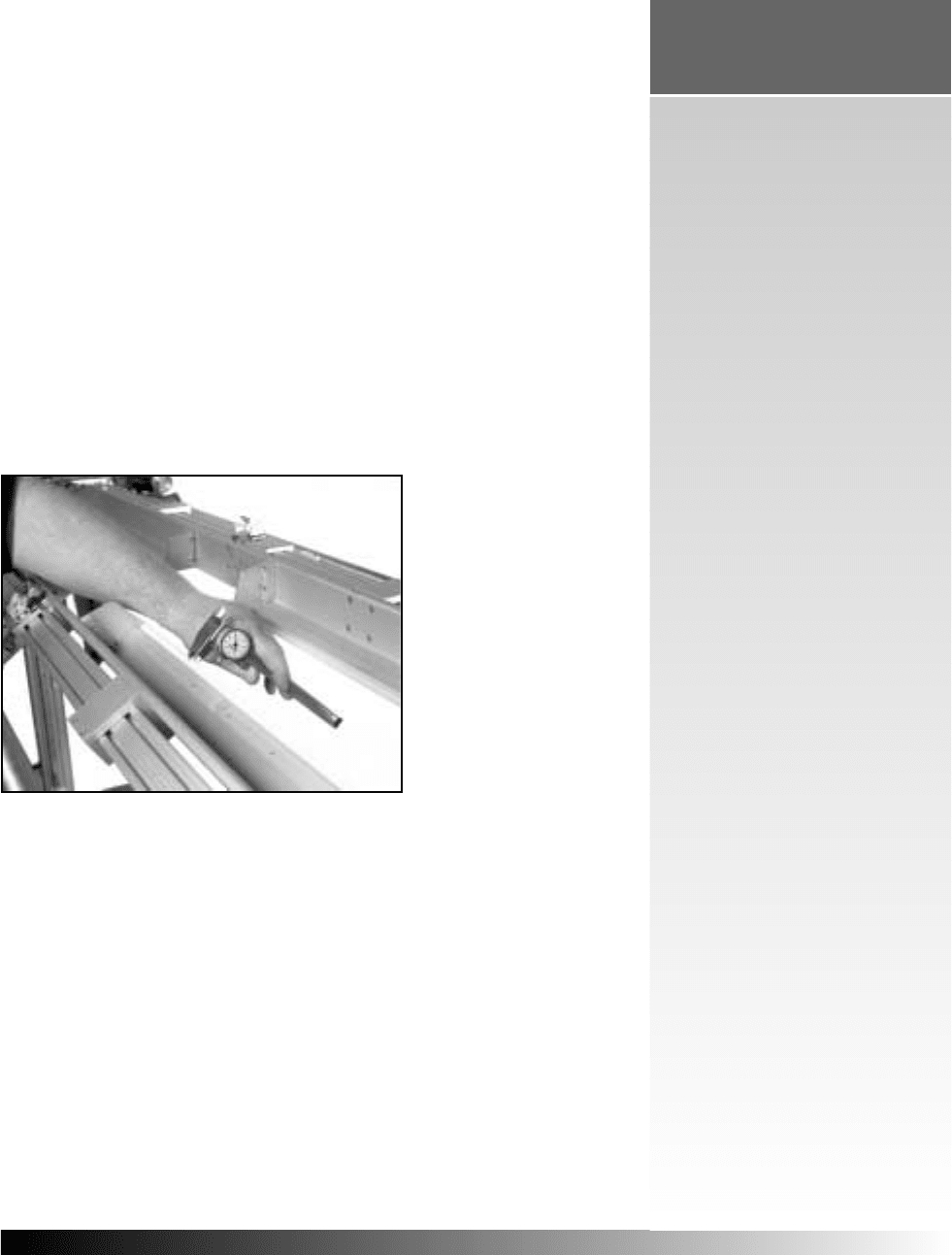
choose to use a thickness
gauge to meter the thickness
of the coating (see figure 2.8).
An inadequate coating thick-
ness leads to pinholes, very
poor image detail, poor expo-
sure latitude and premature
breakdown on press. If the
coating is too thick, the
dosage of exposure to get the
screen properly exposed
(refer to page 2.19) is exces-
sive. This leads to light diffusion and a loss in image accuracy. Further, such a
coating will begin to lose its flatness (due to a reduced ability to evacuate the
moisture from the screen)effecting the R
z
level, as well as its ability to transfer
ink (due to the long tunnel created by the too-thick stencil). The EOM reading
should be used in conjunction with a flatness or R
z
reading.
RR
zz
While you are achieving a coating that is just thick enough, it should be moni-
tored for flatness. If the impression side of the stencil is not flat, it will not hold
accurate detail. Even under the best vacuum, the coated screen will not develop
Chapter 2
1. Record your coating procedures (per mesh type).
a. Edge radius.
b. Passes per side.
c. Dryingposition and number of times.
d. Dryingtimes and environmental conditions.
2. Measure and record EOM.
3. Measure and record R
z
both sides.
4. Expose test screens with gray scales and resolution
targets.
5. Develop, dry and inspect.
6. Compare results to the tables on pages 2.40 and
2.41.
7. Interpreting results of scales:
a. Loss at positive and negative ends of scales
improve R
z
.
b. Generally low resolution of scalesimprove
EOM.
Determining Coating
Properties
How To
Instructions
Figure2.8 Majestech's TQM-ETG elec-
tronic stencil thickness gauge is designed
specifically to measure the stencil thickness in
microns. This is the best method of gauging
EOM.