Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

PAGE
11
. 5
Screens
published specifications are useful for one purposecomparison. For example, if
you have one mesh with a 45-micron thread and another of the same count but a
larger mesh opening, it is fair to plan on improved ink flow and, perhaps, higher
elongation. A problem arises if and when specification names are taken as preci-
sion measurements. Below we explain the utility of each of the most frequently
used specification names.
Mesh count is nominal and defines the target number of threads and open-
ings per linear inch in either direction. In the real world, the count is not too
often exactly on target and rarely is the count the same in both directions. This is
not an inherent problem. Rather, the manufacturers have a specification (or toler-
ance range) within which they work and, at times, that range may be inadequate
for our purposes. Also, as the fabric is stretched, the count literally drops, based
on the amount of elongation. The on-press mesh count is the only one that really
matters to you. Thus, mesh count should never be relied upon as a singular entity
for the reasons above and those to follow.
Thread diameter is nominal and defines the target diameter of the filament
as they arrive from the yarn spinner; there is no guarantee that your bolt was
composed of precisely the named thread diameter. Once the fabric is woven then
finished, the threads are oval in shape. They do not significantly change diameters
in the tensioning process, particularly with low-elongation fabric. The thread
diameter sets the range for fabric thickness and, other than that, only connects
the stencil to the frame. If there was another way to secure the stencil to the
frame, you would want to eliminate the mesh, because the threads only get in the
way. Thinner threads offer far less interference in the forms of printed resolu-
tion, ink passage, moiré and artifacts, but are not as strong as thicker threads.
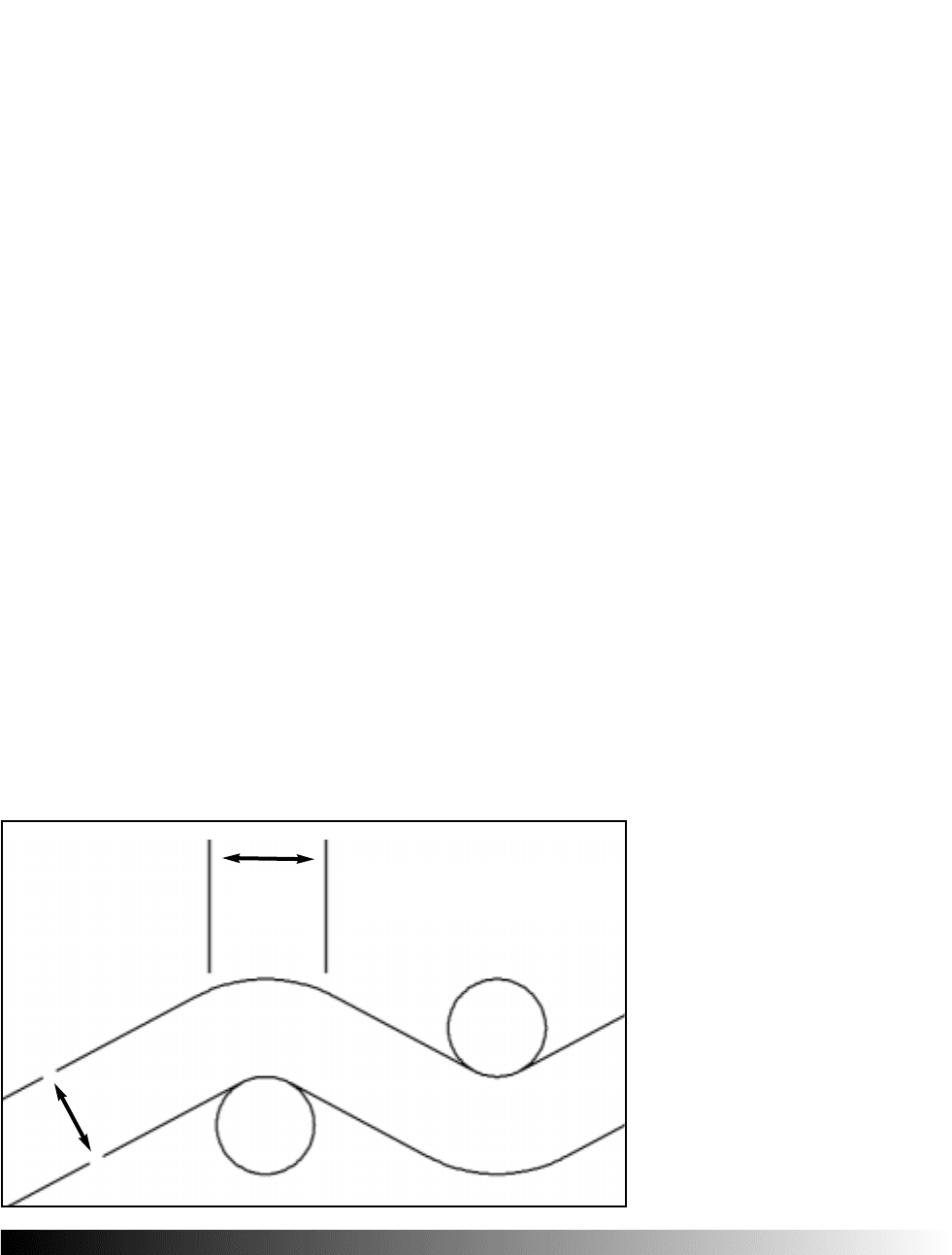
Virgin Thread Diameter
Figure 1.1 Shows a
line drawing of a fabric
thread in its cross sec-
tional form. The yarn
(thread) is spun in a
cylindrical form. In the
manufacturing and fin-
ishing processes it
becomes ovaled. The
thread diameter is
given as though the yarn
was still cylindrical in
form
TD
PAGE
11
. 6
Chapter 1
Mesh opening is theoretical and defines the averagenot the minimum
distance between adjacent threads. It is not often square as indicated by the fact
that the mesh count is not usually equal, warp to weft. Further, it becomes
enlarged as the fabric is stretched. You should monitor the stretched distance
(percentage of elongation) of your fabric in order to know just how un-square
the mesh opening has become. When the mesh opening is large enough, it allows
the ink to pass with a minimum of effort. There are three ways to enhance this:
coarser mesh, higher elongation, or thinner, stronger threads. We recommend the
last of these options.
Percent open area is theoretical and, unfortunately, is based on a calculation
that uses a thread diameter that is round and a mesh opening that is square.
Again, as a comparative factor used prior to in-plant testing, this may have some
utility. Generally, we recommend the highest percentage of open area per mesh
count. While it does have a proportional relationship to the flow rate and pres-
sure drop of the mesh, as a single entity this measurement offers little more than
comparative value.
Theoretical ink volume is, again, very theoretical, as its name suggests. This
specification is best used for general comparison of ink volume within a single
count of differing diameters. Any more creative comparisons become less
accurate.
Fabric thickness is offered in two forms, nominal and measured. Naturally,
the measured form should be far more accurate (depending on the accuracy of
the test methods versus the variance from nominal data used to established the
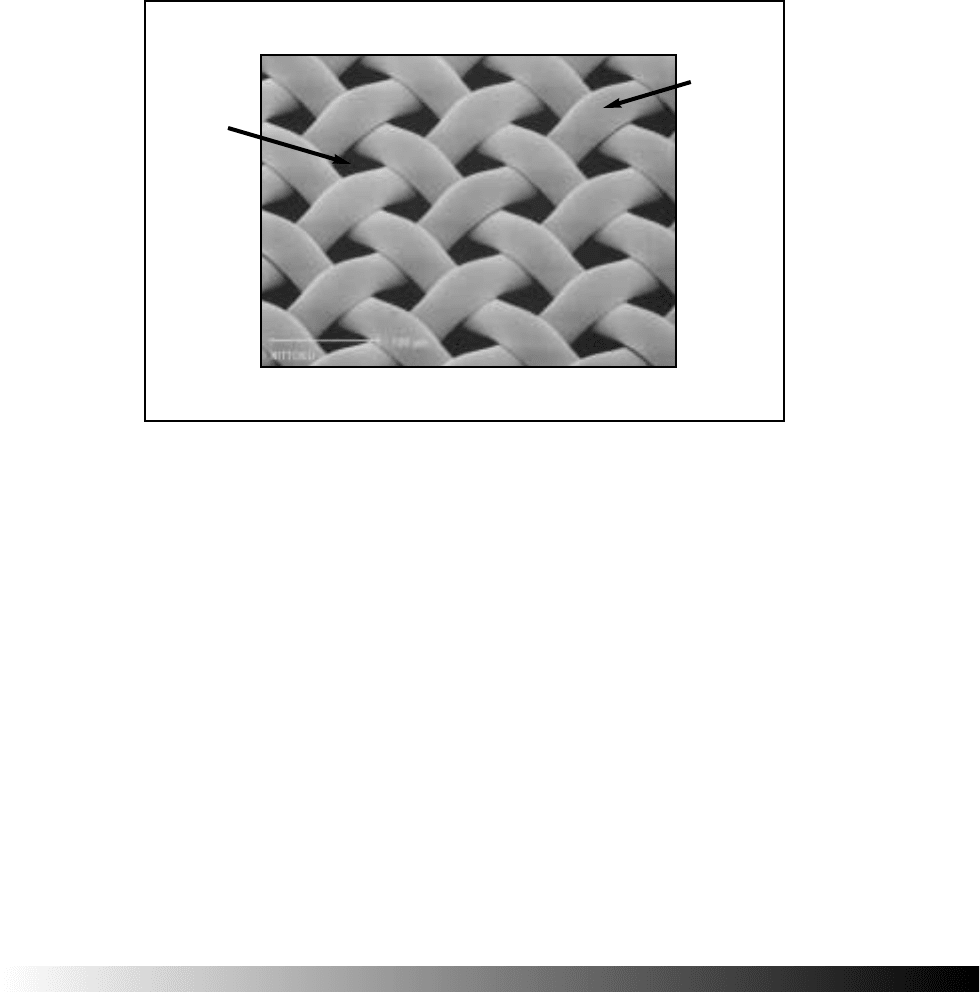
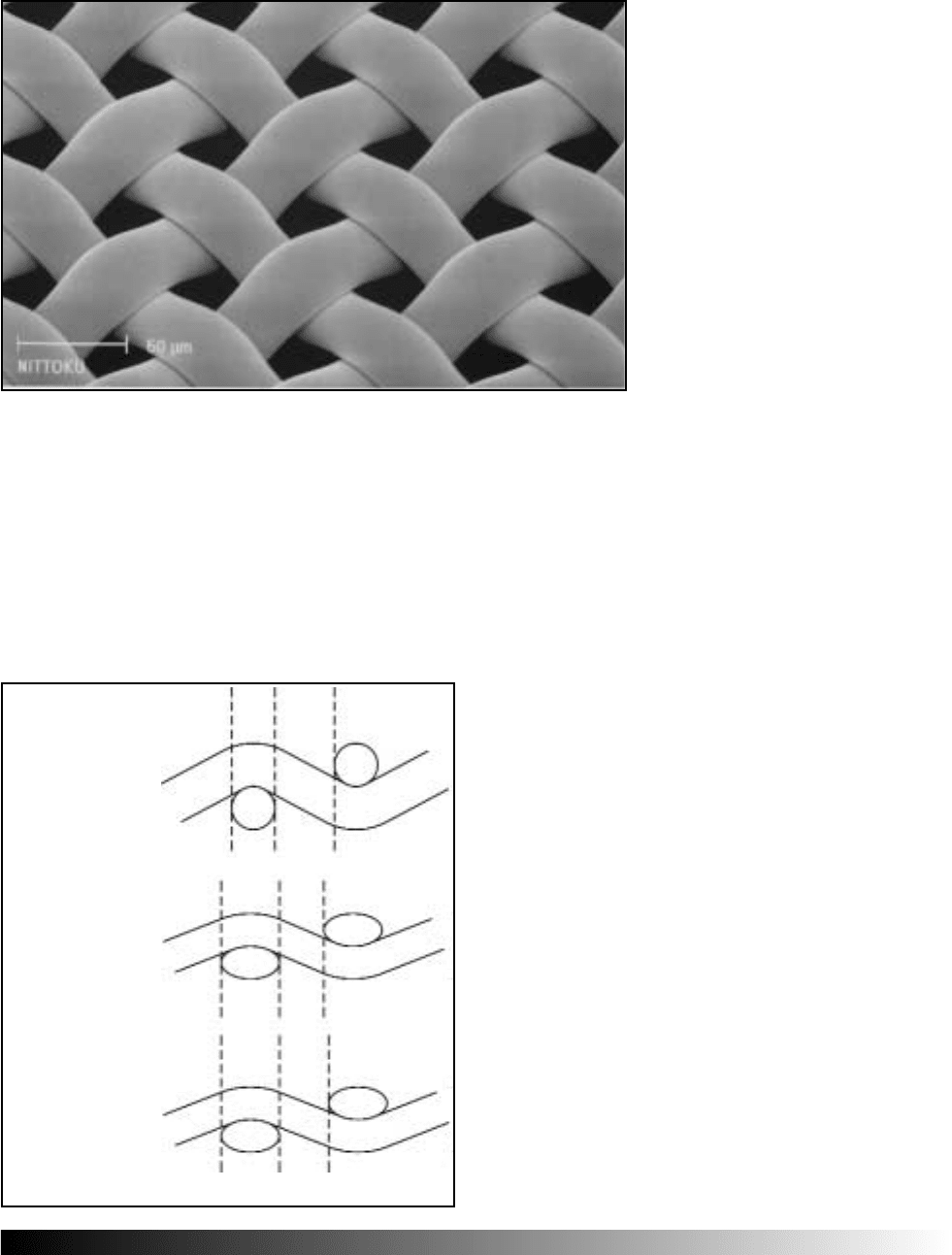
Figure 1.2 This a
photomicrograph of a
thin thread 300 S fab-
ric compliments of
Murakami Screen US
Inc. The dark areas of
the photo represent the
mesh opening. Even
though this fabric would
print very well, you can
readily see that the
opening is quite small.
Just imagine the aper-
ture if the thread was a
T or HD, ink passage
becomes very restricted.
Thread
Opening
300s Mesh
PAGE
11
. 7
Screens
target). Fabric thickness roughly describes the length of the tunnel through
which you will have to pump ink. This is of considerable significance to the tee
shirt printer for a few reasons; white constitutes approximately 45% of the inks
used. It must be deposited in a sufficient film thickness to be opaque. It has a
dilatent (shear thickening) flow property so the harder you push it the less it
flows. Whites like a large opening and a thin tunnel.
Weave type
options include plain and twill weaves, as well as multi-filament,
which is infrequently used today. Plain woven is the only fabric that should be
used for high quality screen-printing. Most of the manufacturers and or dealers
have at one time or another swapped twill weave fabric for plain and not
announced this to the public. The attitude may have been that the screen printer
will never know the difference. But the fact is the printer will notice a difference,
but identifying the mistaken twill mesh as the culprit, can be time consuming and
difficult. You should be aware of the problems twill weave fabric causes and
develop a system for verification of your incoming materials. Generally it is pre-
cisely the wrong type of geometry, a small opening and thick threads. Blue Jeans
should be twill woven for strength, but for printability screen mesh should not.
Properties Of Test Screen Fabric
Now let us build on the basic information we have identified. We offer a model
(refer to figures 1.4 and 1.5) based on information of the theoretical category
measured SS curves, and measured fabric thickness. The model is not intended as
an absolute, but to give you a variety of perspectives to help illustrate the cause-
and-effect relationship of the mesh specifications.
The table in figure 1.4 lists comparative factors of four test mesh counts used in
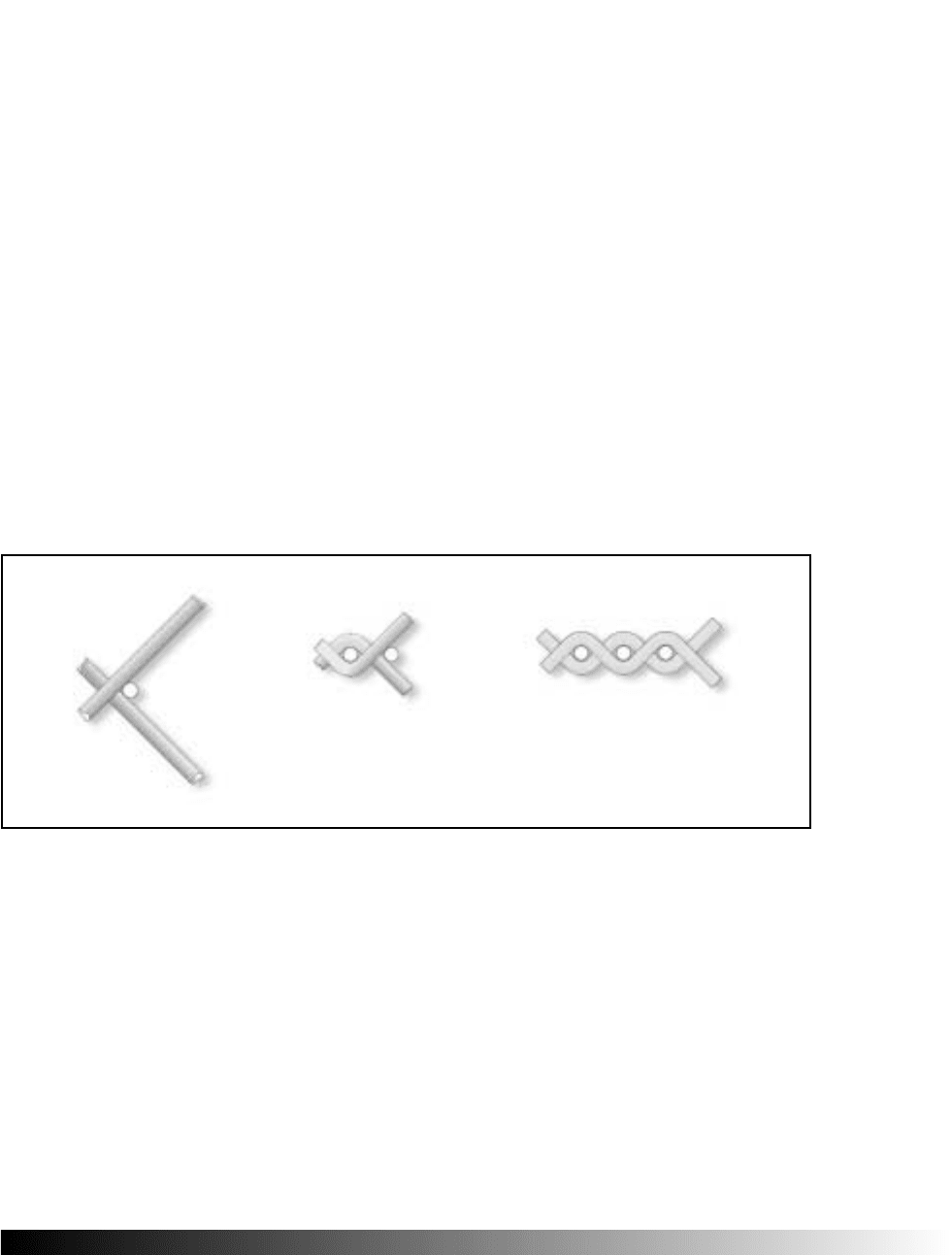
Figure 1.3 This a cross sectional view of plain-woven screen mesh. From the left, the warp yarns are separated and a
weft yarn is shot between for the width of the bolt and held under tension. Next the warp yarns are again separated and are
wrapped around the weft yarn. Next the process is shown as it continues. Drawings courtesy of Printwear Magazine.
Plain Woven Mesh Construction
End View of Weft Threads
PAGE
11
. 8
Chapter 1
this manual (and explained on pages 1.8 through 1.14). The
data below is computed after the noted percent elongation and
resulting tension level. Some of the criteria used were a 65-lpi
for modeling halftone equivalents and 10-ips (inches per sec-
ond) squeegee speed for modeling pressure drop and flow rate.
The SS information was based on 45 dyed mesh.
AApppplliiccaattiioonnss
The four fabrics are 80/71, 150/45, 230/40 and 305/35
thread. These were chosen for a variety of reasons, including
that they address a good cross section of printing needs and
offer good mesh geometry. For inventory and real-world con-
trol, you will want to keep some distance between mesh counts
and limit the number of counts you use.
The mesh manufacturers usually use a single thread to weave
four mesh counts; it is economical and provides a wide range
of products from which you may choose. The thread diame-
ters are nominalthat is, given a name. These are not
absolute dimensions nor do they need to be. The tried and
untrue mesh count is just that. It is rare that a published
count is the actual number of threads, in either direction.
Further, the count is not usually the same in warp and weft
directions. If you are ordering strictly by the count of the
mesh, you are probably getting a fabric with a thick thread and
a small openingsuch is the least expensive for the weaver to
manufacture. Last but definitely not least, the warp direction
may not build tension as fast as the weft, and no tension meter
will report that reality. All in all, you may not know what you
are buying, particularly if your reference is the manufacturers
catalog. We will, however, try to help you get to the bottom of
the mesh.
The 80/71 can be used for athletic printing, high-density
graphics, and metallic and puff-ink designs. It will deposit a
thick-but-smooth layer of even the tackiest of inks with a min-
imum of squeegee force.
The 150/45, in the context of these four fabrics, is the work-
horse; it will print most wet-on-wet applications with a reason-
We selected fabrics that were low-
elongation, whenever possible,
and obtained SS data to support
our choices. We selected fabric
that had the selvage edge on both
sides so we knew our bolt was not
cut from a larger woven width.
The filament in all possible cases
were colored to reduce light scat-
ter (halation) during exposure.
The threads were thin as was the
fabric thickness, and they all had a
proportionately large mesh open-
ing. Such geometry allows the fast
and unrestricted transfer of the
thickest plastisols. The fabrics
were all relatively flat to permit
fast squeegee speeds. Finally, we
published the model of the fab-
rics once they were tensioned, in
order to make the information as
real world as possible.
How We Developed
The Mesh Model
PAGE
11
. 9
Screens
able hand and drape. The print speed on this fabric is excellent. It is fine for the
brightest of underbases and clears well on both fleece and jersey-knit T's.
The 230/40 mesh offers finer detail, softer hand but higher print speed only with
the proper ink, intended for high-speed, automatic printing. Naturally, the ink
mileage on this fabric is excellent and it performs well for overprinted colors.
The 305/35 is traditionally intended for halftones and process color, but even
serves well as an underbase for high-detail work. Its flow rate and pressure drop
allow it to fill the knit in the garment at high speeds and still provide details for
65-lpi and above.
Many of the specifications in the tables below are defined as nominal. These
are target dimensions and, per manufacturer, are to be within a published or
unpublished range. The use of this data allows us to anticipate results of certain
printing conditions with a minimum of testing prior to production. From this
data we have constructed models of printing performance. The model is a simu-
lation of what can be expected from a fabric with particular properties. We
encourage you to test for yourself and determine the best product for your needs.
Meanwhile, use the tables below to jump start your process.
Following is a detailed explanation of the variables for the first six columnsthe
mesh specifications of Part 1.
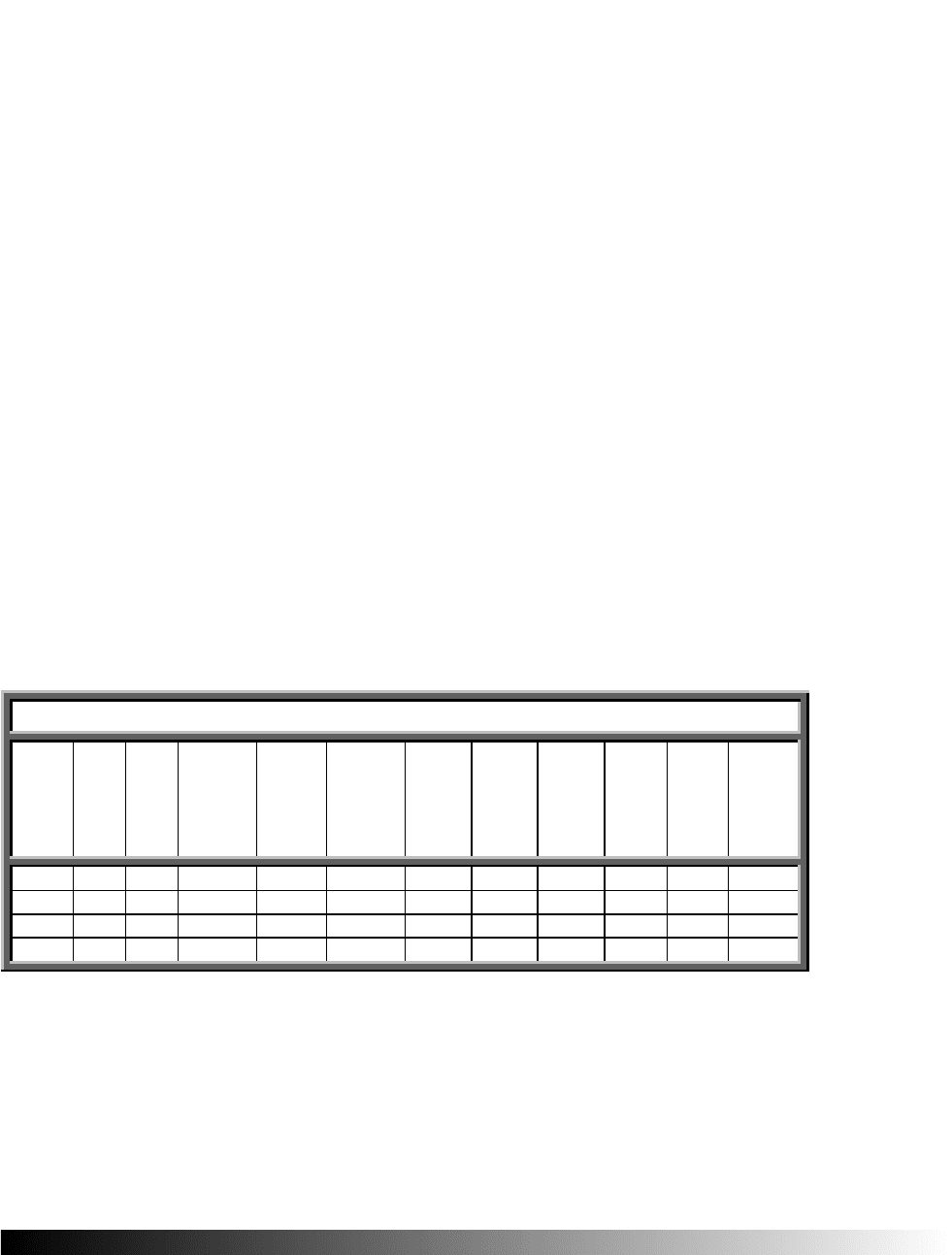
Mesh Model Part 1
Mesh Count
Thread
Diameter
N/cm²
Percent
Elongation
Actual
Mesh Count
Fabric
Color
Fabric
Thickness
Mesh
Opening.
Open Area
Ink Height
Flow Rate
Pressure
Drop
80S
71m
25
3.9ST
77
White
119
247
60%
4.0
.223
3.5%
150S
45m
23
5.6LE
141
Amber
72
124
54%
2.5
.126
10.3%
230S
40m
25
5.0LE
216
Amber
60
70
41%
1.5
.102
19.8%
305T
35m
24
6.1LE
291
Amber
53
48
34%
1.0
.070
27.6%
Figure 1.4 This table lists the properties of our four sample screens (details follow in the text). The 80S for example has
a 71 micron thread diameter, was tensioned to 25 Newtons per square centimeter, the ST elongation fabric was taken to
3.9% elongation. The actual count as woven and finished was a 77 average mesh. The cloth was white with a thickness of
119 microns, a mesh opening of 247 microns and an open area of 60%. Its nominal ink height is 0.004 or four mils,
with a flow rate of 0.223 L/cm2/S and a pressure drop of 3.5%. Note that the flow rate and pressure drop can be used
at this stage for comparative purposes. They are used more appropriately after the mesh is tensioned.
PAGE
11
. 10
Chapter 1
SSppeecciiffiiccaattiioonnss
These are the terms applied to the mesh that you buy. As we described above,
many of them are nominalor simply namesand should not be mistaken
for dimensions or specifications. Depending on the manufacturer, you may be
able to get actual measurementsor even a Certificate of Analysis (C of A) to
specify the measurements on the actual bolt of material.
Mesh count means the number of threads and openings in a linear inch in
either direction. It is nominal because the fabric is frequently of a different count
than labeled. For example, the 305 mesh may have a weft count equal to 301 and
a warp count equal to 306 so that the stress strain can be balanced. (refer to page
1.16 for explanation). The letter designation next to the nominal count is a rela-
tive diameter of the thread and should be used as a reference only; for real-world
comparisons use the thread diameter data provided in microns instead.
Thread diameter refers to a nominal thread diameter in microns. You should
realize that this name is based on a cylindrical (unwoven) filament. The actual fila-
ment become ovaled during the weaving process. So, if you realize that the thread
acts to obstruct details and ink passage, then coarse-thread fabrics are even worse
than this data might suggest. Further, there is little change in thread diameter at
any tension level.
N/cm² (Newton per square centimeter) is a measure of the average ten-
sion of the test screen in either direction, based on the percent elongation to
keep a balanced SS relationship (refer to page 1.15). This tension level was a
result of a percentage of elongation, which allowed us to maintain a square mesh
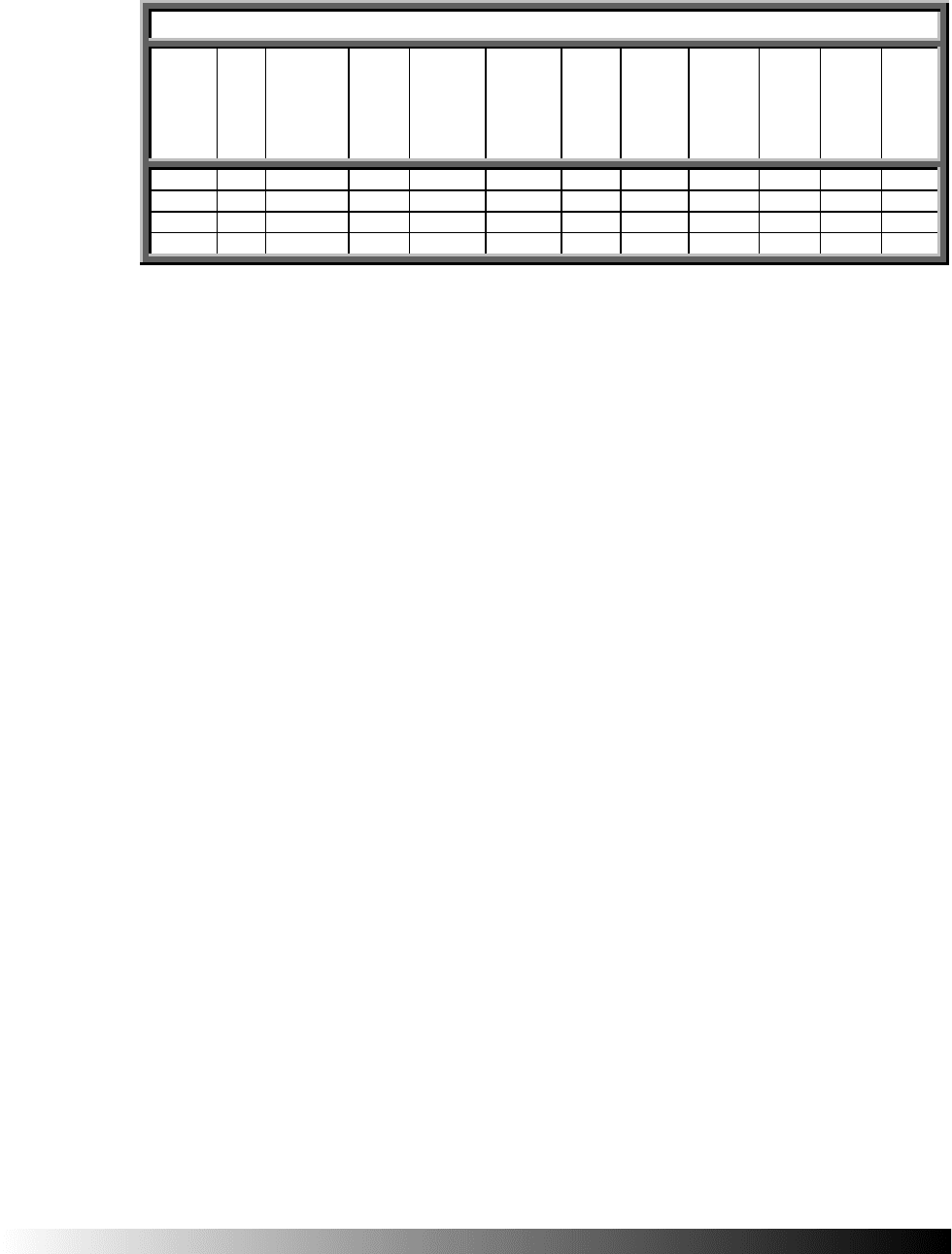
Mesh Model Part 2
Actual
Mesh
Count
Stress-
Strain
Stress-
Strain
Variance
Cross
Section
Actual
Mesh
Opening
Flatness-
Angle
Open Dot
Tonal-
Range
Alpha-
Angle
Moiré-
Angle
Moiré
Frequency
Ideal Lpi
77
6.4
< 1.0%
120
272
11.3°
----
----
84.3°
----
.033
7.6
141
4.1
< 0.5%
88
145
12.9°
----
19%
79.8°
27.5°
.016
24.9
216
5.0
< 0.5%
106
83
17.4°
50.5
62%
75.3°
17.5°
.013
54.9
291
3.9
< 0.5%
110
57
19.8°
37.2
77%
72.0°
12.9°
.012
89.8
Figure 1.5 This is a list of the performance properties of the four sample mesh counts. Row Three shows a 216 mesh
as tensioned. The stress-strain variance was less than 1/2%, which is agreeable. It has a cross section of 106 with an actu-
al open area of 83 microns with a flatness angle of 17.4°. The open dot area for a 65-line halftone is 50.5%, substantial-
ly greater than the 41% open area. Its geometry represents a tonal range of 62% (excluding the stencil) and the optimal
angle of intersection is 75.3°. Symmetry is found at 17.5° to forestall radial moiré and its tendency to cause moiré based on
the 65 Lpi is 0.013. The ideal Lpi for ink transfer and symmetrical balance is 54.9 lines per inch.
PAGE
11
. 11
Screens
opening as well
as a balance of
strain on both
the warp and
weft.
Percent. elon-
gation is the
percentage of
elongation for
warp and weft
threads,
required to take
the mesh to a
specified ten-
sion level. If
the fabric is bal-
anced, this per-
centage is the
same in both the warp and weft directions. Otherwise, you compromise the shape
of the opening or the tension between stroke and non-stroke directions (refer to
figure 1.24, on page 1.30 for details.)
Figure 1.6 This is a photomicrograph compliments of Murakami Screen US Inc. It is an
enlargement of a 420 S mesh count. The count should be given in both the warp and weft
directions for two reasons; the mesh count from all manufacturers is nominal, it is rarely a per-
fect 420. Secondly the warp and weft do not always match identically. You want the manufac-
turer to tell you both actual, not published, mesh counts. If these are too different or move from
the target too far, you may have problems with moiré and registration.
a. Virgin-before
weaving.
b. Finished-
after weaving
and finishing.
c. Tensioned-after
stretching.
Figure 1.7 This is a cross sectional illustration
of the changes in the thread diameter from vir-
gin to finished to tensioned. The top illustration
shows the relationship when the threads are cylin-
drical, in a virgin state. The middle illustration
shows the mesh as finished in manufacturing. The
threads have been ovaled, there fore the opening is
smaller. The bottom illustration shows the results
of the mesh once it is tensioned. The opening has
increased in size. Note that the theoretical data
does not show such differences but when used as
intended it is very representative of the relation-
ships between one mesh and another related mesh.
PAGE
11
. 12
Chapter 1
Low elongation is noted in the same column and indicates the modulus of
the fabricwe refer to it colloquially as low elongation. Note that it is less a
specification than a tendency, and each manufacturers LE properties differ. LE
fabric actually has a higher modulus of elasticity; that is, it develops tension at a
higher rate. This is the only type of fabric that you should use for high-quality
printing. Not only does it get to tension faster, but it retains that tension level
better than traditional (lower modulus) mesh. With low-elongation fabric, the
purpose of retensioning became less of a factor in a high quality print and the
concept of work hardening screen mesh applied to conventional mesh much
more than low elongation (refer to figure 1.8 below for details).
Actual mesh count is based on the nominal count, and percentage of elon-
gation. For example, if the fabric starts at 230 and is elongated five percent, the
resultant count would be 218.5. As elongation increases, the count continues to
drop. This is critical information when you are aligning images specific to the
mesh in order to eliminate radial moiré or fluctuations in printed-line thickness
(see figure 1.36 on page).
Fabric color is most often a factor with finer mesh counts (that have dyed fil-
ament), while the coarser counts are typically white (undyed). The colored fila-
ment inhibit light scatter or halation from costing detail in the image. The manu-
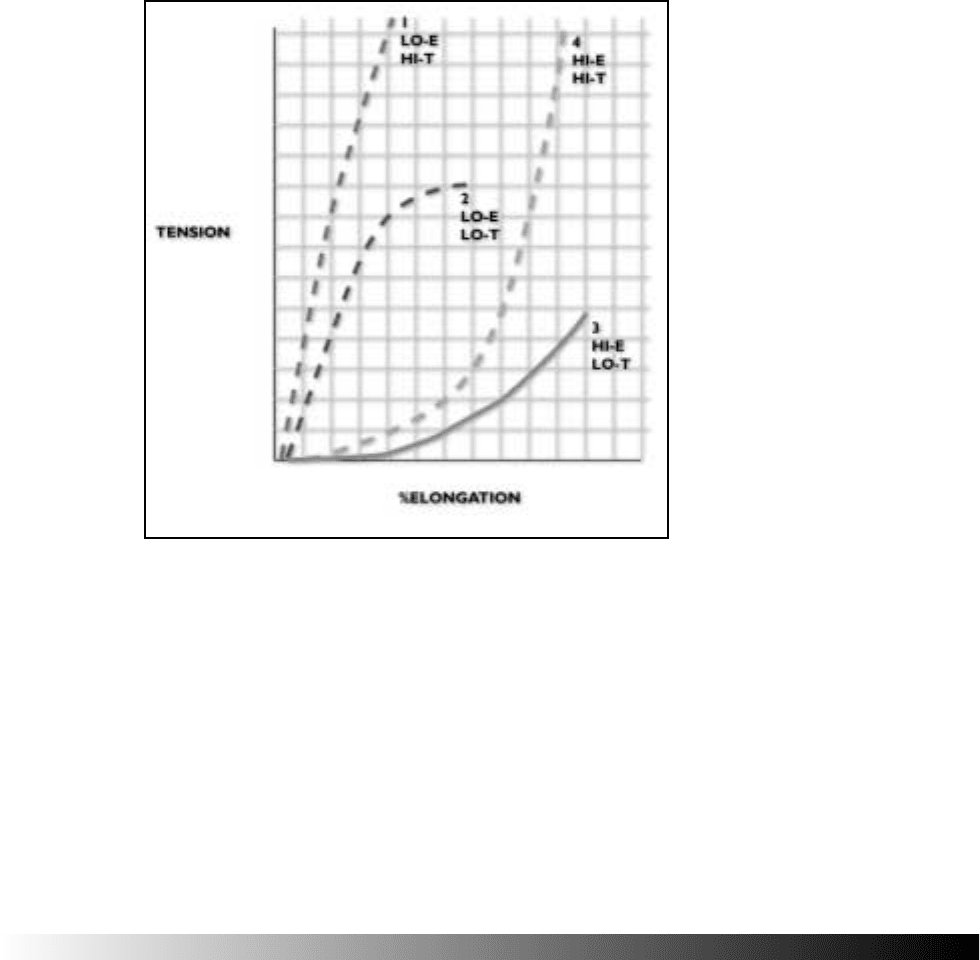
Figure 1.8 This is a graph of four
relative possibilities of percentage of
elongation. The vertical axis indicates
tension while the horizontal axis indi-
cates stretch or elongation as a percentage.
From left to right, the first mesh is a low
elongation fabric at a relatively high-ten-
sion level. The next is a low elongation
fabric taken to a low-tension level.
Number three is a fabric taken to high
tension that required a great deal of
stretch. And the last fabric is a high
elongation fabric that was never taken to
high tension. For stable on press geometry
and consistent openings, one or two are
best suited. The level of tension should be
to support the proper off-contact distance
refer to page ___ for details. Graph com-
pliments of Printwear Magazine.
PAGE
11
. 13
Screens
facturer logic is that the dying allows you a greater window of exposure latitude
at a longer exposure time. Additional manufacturer logic is that no one (so they
think) wants finer detail on lower mesh counts. Be wary of both. Some fabrics
lose their SS balance because theyve been dyed as woven material; and many of
the white fabrics are not production friendly when it comes to detail.
Fabric width (not listed in chart) may, if changed, also affect your SS balance.
Once you set your standards, do not arbitrarily switch widths without correspon-
ding data on the balance of that width. Also, you want to be sure the manufactur-
er does not cut your cloth from a wider bolt or you will never know what you
have.
IInnkk TTrraannssffeerr
The next six elements deal with the ability of the tensioned mesh to transfer ink
both at a high rate of speed and with minimal obstructions. Note that there is an
ink height but no theoretical ink volume listed. The reason is that the specific vol-
ume is greatly affected by the fabric mass of the garment.
Fabric thickness is the thickness of the woven cloth. Depending on the
manufacturer it may be a measured (versus computed) number. This aspect has a
primary influence on the ink-deposit height and smoothness of the print. You
want the fabric to be as thin as possible so that it is easier to pump ink through
the tunnel of the mesh, as measured by its thickness. This is most important
when the ink in question is white. White ink is shear thickeningits viscosity
actually increases under shearand does not travel well or far on its own. Thus,
the solution for white ink is as thin a mesh as possible.
Ovaled Thread
Diameter
Mesh Opening
Fabric
Thickness
Figure 1.9 This is a
cross sectional illustra-
tion of the basic geome-
try of the fabric.
Labeled is the ovaled
thread diameters the
mesh opening and the
fabric thickness. Since
the fabric thickness is
based on the initial
(cylindrical) thread
diameter and the crimp
angle, it may wise to
have an actual measure-
ment taken from time to
time.
PAGE
11
. 14
Chapter 1
Mesh open is the average dimension from thread to thread prior to tension-
ing. Once the fabric is stretched, the mesh opening becomes enlarged. The open-
ing increases in direct proportion to the elongation, but it is not proportional to
the measured tension level. A larger opening allows larger-particle and higher
tack-level inks to transfer.
Open area is a percentage of mesh area. As a single entity, it has little rele-
vance to the printer other than the rule of thumb that bigger is better in virtually
all cases. In our context, it allows a comparison to the Open dot area, below.
The open dot area is calculated for the 230 and 305 fabrics only. You may note
from the table that the percentage open area runs nearly parallel to pressure drop
(but it is not a linear relationship).
Nominal ink height is the nominal ink height in mils, deposited by the ten-
sioned mesh. The substrates, the inks themselves and the press settings also affect
the ink height. The numbers shown are reasonable and can be used for compari-
son, but are not intended for precise mileage calculations. Actual thickness is
quite specific to the ink used.
Flow rate is expressed in liters per square centimeter per second and is a key
factor in the printing process. It is the rate that a quantity of ink can transfer
through the mesh, and is bounded by the geometry of the tensioned mesh. Our
model is based on a blade speed of 10 inches per second. You want to select a
mesh with as high a flow rate as possible, per actual fabric thickness.
Pressure drop lists the percentage of change in hydrostatic pressure on the
ink due to the mesh geometry and based on a squeegee interface greater than
1/MC.Graphically, the mesh is shaped like an hourglass, wide open on the top
and on the bottom with a narrow passage in the middle. It is the particular shape
of the hourglass that must be dealt with. Either by using ink that is very thin to
accommodate the hourglass or by better mesh selection. It is preferable to have a
lower pressure-drop number. This number can be used to compare various mesh
Mesh Model Part 2
Actual
Mesh
Count
Stress-
Strain
Stress-
Strain
Variance
Cross
Section
Actual
Mesh
Opening
Flatness-
Angle
Open Dot
Tonal-
Range
Alpha-
Angle
Moiré-
Angle
Moiré
Frequency
Ideal Lpi
77
6.4
< 1.0%
120
272
11.3°
----
----
84.3°
----
.033
7.6
141
4.1
< 0.5%
88
145
12.9°
----
19%
79.8°
27.5°
.016
24.9
216
5.0
< 0.5%
106
83
17.4°
50.5
62%
75.3°
17.5°
.013
54.9
291
3.9
< 0.5%
110
57
19.8°
37.2
77%
72.0°
12.9°
.012
89.8