BS EN 13480-4: 2002 Metallic industrial piping - Part 4: Fabrication and installation (Eng)
Подождите немного. Документ загружается.

EN 13480-4:2002(E)
Issue 1 (2002-05)
29
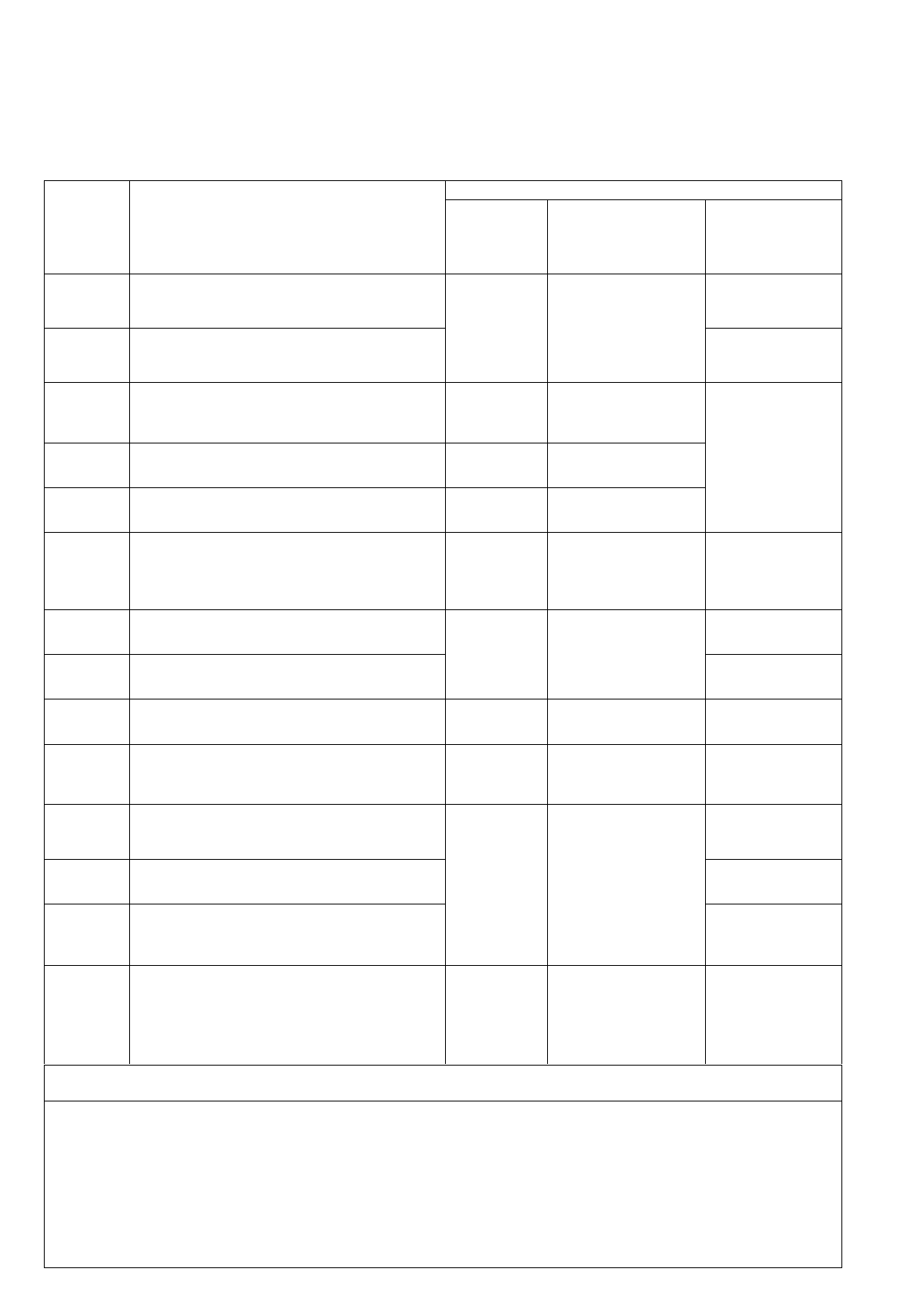
Table 9.14.1-1 — Post-weld heat treatment
Post-weld heat treatment
Material
Group
Material
a
Controlling
Thickness
w
mm
Holding time
minutes
Temperature
°C
1.1
1.2
Unalloyed steel with
R
eH
360 N/mm²
550 to 600
c
1.3
Normalized fine grained steels with
360 N/mm²
<
R
eH
460 N/mm²
< 35
b
35 to 90
> 90
30
w
, minimum 60
40 +
w
530 to 580
b
3.1
QT steel with 360 N/mm² <
R
eH
690 N/mm²
< 15
15 to 60
> 60
30
2
w
, minimum 60
60 +
w
3.2
QT steel with
R
eH
> 690 N/mm²
60
> 60
60
60 +
w
3.3 Precipitation hardened steel
60
> 60
60
60 +
w
530 to 580
b,d
4
Low vanadium Cr-Mo-(Ni)-steel with
Mo
0,7 % and V
0,1%
< 20
20 < 35
35 to 90
> 90
30
60
w
, minimum 60
40 +
w
550 to 620
5.1
Cr-Mo-steel with 0,75 %
Cr
1,5 % and free
of vanadium (e.g. 13CrMo4-5)
630 to 700
e
5.2
Cr-Mo-steel with 1,5 % < Cr
3,5 % and free of
vanadium (e.g. 10CrMo9-10)
< 15
15 to 60
> 60
2
w
, minimum 15
2
w
, minimum 60
40 +
w
670 to 730
e
5.3
Cr-Mo-steel with 3,5 % < Cr
7,0 % and free of
vanadium (e.g. X16CrMo5-1)
All
2
w
, minimum 60
700 to 750
5.4
Cr-Mo-steel with 7,0 % < Cr
10 % and free of
vanadium (e.g. X10CrMo9-1)
< 12
12 to 60
> 60
30
2,5
w
, minimum 60
90 +
w
730 to 780
6.1
High vanadium Cr-Mo-(Ni)-steel with
0,3 %
Cr
0,75 % (e.g. 14MoV6-3)
690 to 730
6.2
High vanadium Cr-Mo-(Ni)-steel with
0,75 % < Cr
3,5 % (e.g. 15CrMoV5-10)
710 to 740
6.4
High vanadium Cr-Mo-(Ni)-steel with
7,0 % < Cr
12,5 %
(e.g. X20CrMoV11-1, X10CrMoVNb9-1)
< 12
12 to 60
> 60
30
2,5
w
, minimum 60
90 +
w
730 to 770
f
9.1
9.2
Steel with maximum 8 % Nickel
< 20
b
20 < 35
b
35 to 90
> 90
30
minimum 60
w
, minimum 60
40 + 0,5
w
530 to 580
NOTE Material Groups in accordance with CR ISO 15608:2000
a
Materials not covered by this table require individual consideration.
b
For these thicknesses PWHT is only necessary in special cases (e.g. stress corrosion, hydrogen embrittlement, low temperatures).
c
For material 16Mo3 the temperature should be 550 °C to 620 °C.
d
Quenched and tempered steels should be given a PWHT at a temperature not exceeding 20 °C lower than the tempering temperature.
e
Renounce of PWHT is possible for dimension
d
a
114,3 mm and w
7,1 mm, when the preheat temperature is 200 °C or above
f
Intermediate cooling of the weld before PWHT should be added to produce transformation into martensite.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI
EN 13480-4:2002(E)
Issue 1 (2002-05)
30
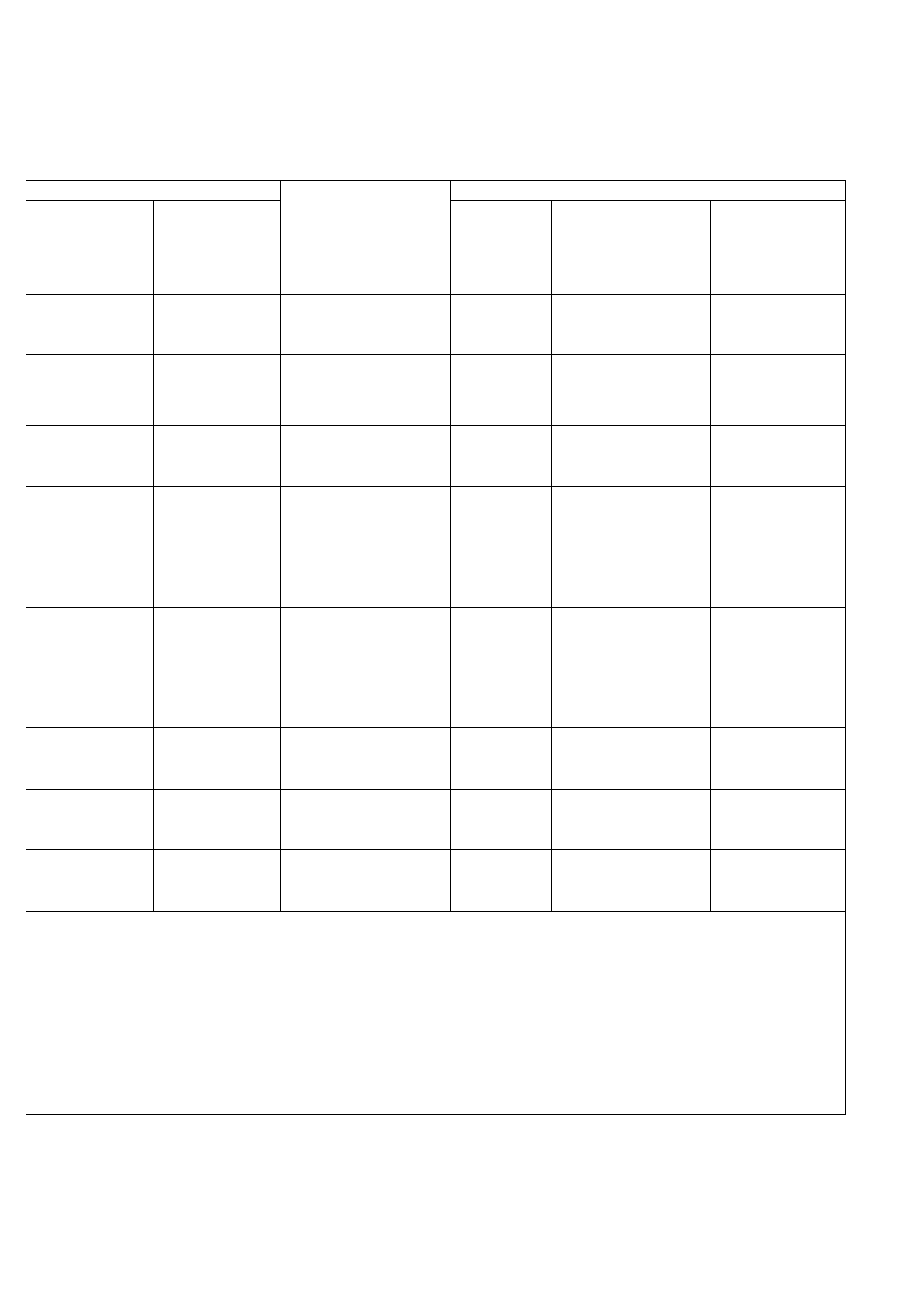
Table 9.14.1-2 — Post-weld heat treatment of material combinations
Material combination
a
Post-weld heat treatment
Material Group Material Group
Recommended
welding consumables
Controlling
Thickness
w
mm
Holding time
min
Temperature
°C
1.1
1.2
5.1
5.2
Unalloy or Mo-alloy
< 15 to 60
> 60
2
w
, minimum 15
2
w
, minimum 60
40 +
w
550 to 600
b,c
1.3
1.1
1.2
Unalloy or Mo-alloy
< 35
d
35 to 90
> 90
30
w
, minimum 60
40 +
w
530 to 580
1 3 Mo-alloy or Mn-Ni-alloy
< 15
15 to 60
> 60
30
2
w
, minimum 60
60 +
w
530 to 580
d,e
5.1 5.2 Like material group 5.1
< 15
15 to 60
> 60
2
w
, minimum 15
2
w
, minimum 60
40 +
w
670 to 700
b
5.2 6.4 Like material group 6.4
< 12
12 to 60
> 60
30
2,5
w
, minimum 60
90 +
w
700 to 750
f
6.1 5.1 Like material group 5.1
< 12
12 to 60
> 60
30
2,5
w
, minimum 60
90 +
w
680 to 700
6.1 5.2 Like material group 5.2
< 12
12 to 60
> 60
30
2,5
w
, minimum 60
90 +
w
690 to 730
6.4 6.1 Like material group 6.1
< 12
12 to 60
> 60
30
2,5
w
, minimum 60
90 +
w
710 to 730
6.4 6.2 Like material group 6.2
< 12
12 to 60
> 60
30
2,5
w
, minimum 60
90 +
w
720 to 740
9.1
9.2
1.1
1.2
1.3
Unalloy or Mo-alloy
< 35
d
35 to 90
> 90
30
w
, minimum 60
40 +
w
530 to 580
NOTE Material Groups according to CR ISO 15608:2000
a
Materials not covered by this table require individual consideration.
b
Renounce of PWHT is possible for dimension
d
a
114,3 mm and w
7,1 mm, when the preheat temperature is 200 °C or above.
c
For material 16Mo3 the temperature should be 550 °C to 620 °C.
d
For these thicknesses PWHT is only necessary in special cases (e.g. stress corrosion, hydrogen embrittlement, low temperatures)
e
Quenched and tempered steels should be given a PWHT at a temperature not exceeding 20 °C lower than the tempering temperature.
f
Intermediate cooling of the weld before PWHT should be added to produce transformation into martensite.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
31
9.14.2 Equipment
Equipment for the heat treatment, monitoring and recording of the thermal cycle shall be suitable for the heat
treatment in question.
9.14.3 Temperature measurements
The temperature shall be measured on the surface of the weld unless otherwise specified.
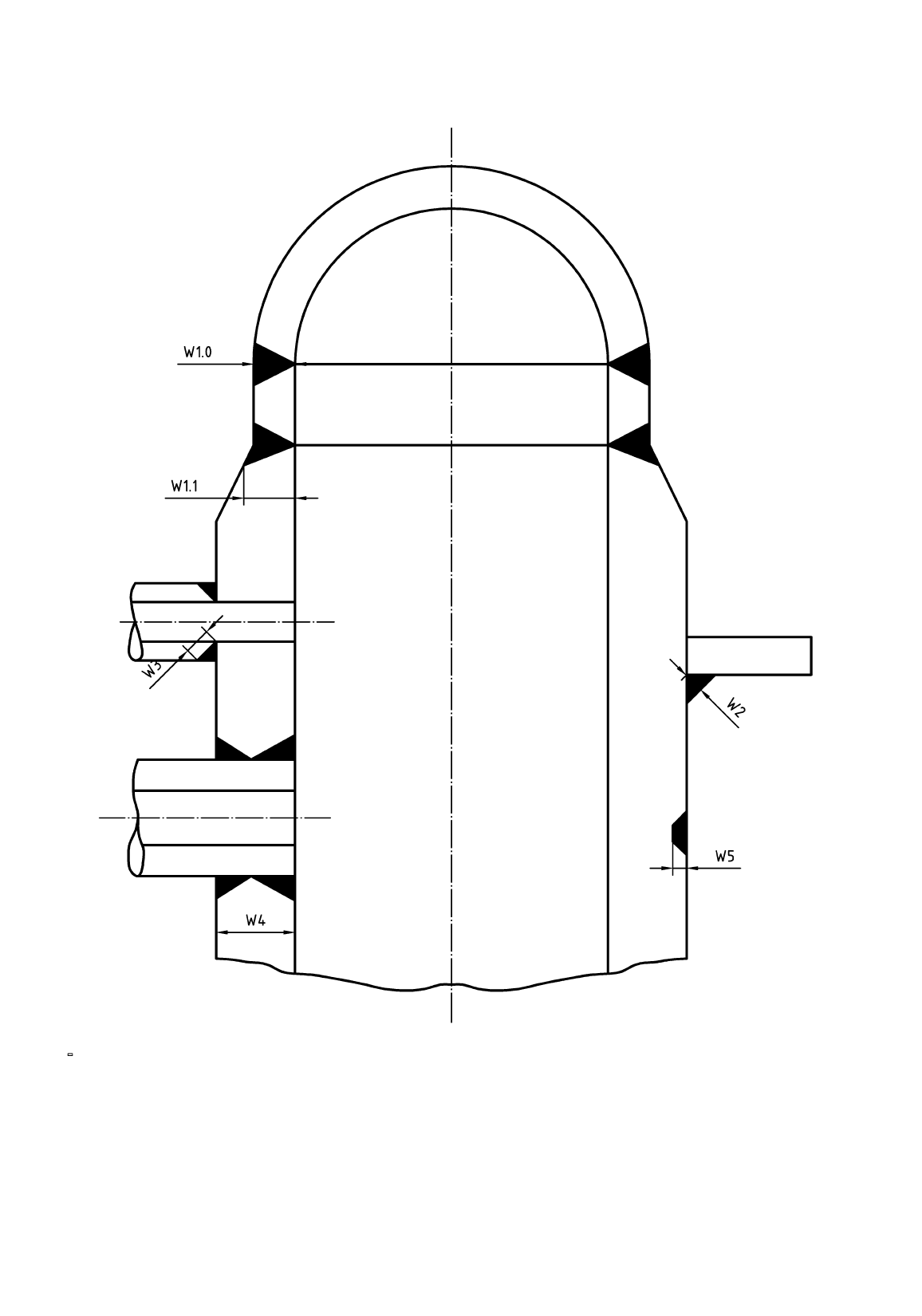
9.14.4 Controlling thickness
9.14.4.1 Full penetration welds
Where the component contains welded joints connecting parts which differ in thickness, the controlling thickness,
w
to be used in determining the requirements for PWHT times shall be:
the thickest part of the welded joint;
the specified thickness of the weld;
the greatest thickness of the weld between the component and the branch;
the greatest thickness of the weld joining the branch into the component;
!"#$ the thickness of the repair weld.
NOTE See Figure 9.14.4-1 for examples of W1.0, W1.1, W2, W3, W4 and W5.
When the component to receive PWHT contains welds with different individual controlling thicknesses, the
controlling thickness to be used to determine the overall PWHT shall be the greatest of the individual controlling
thicknesses.
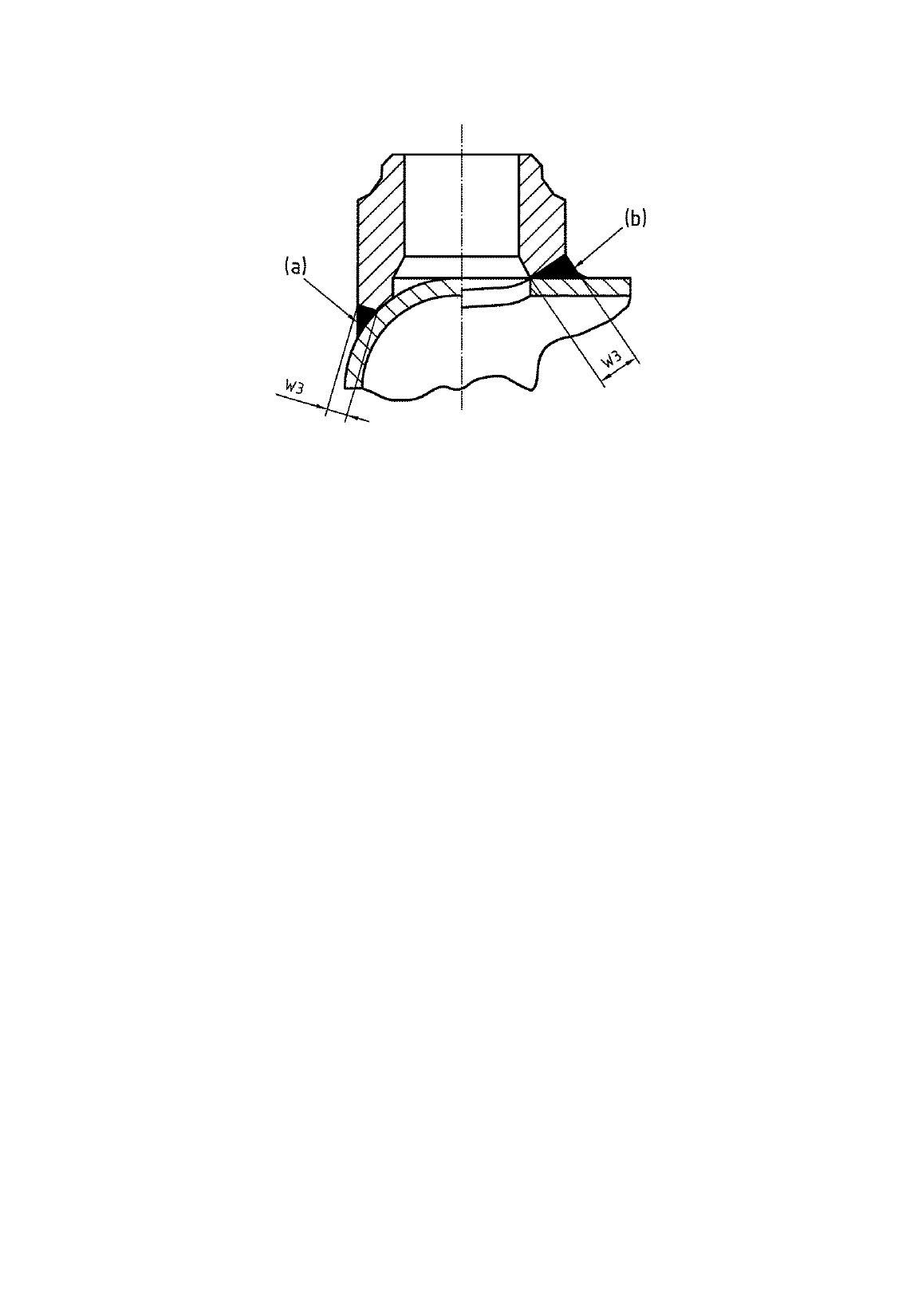
9.14.4.2 Weldolets
For weldolets and similar, the controlling thickness shall be the throat thickness (W3). Where the throat thicknesses
at the crotch and flank are different (see Figure 9.14.4-2), the controlling thickness shall be the greater of the two.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI
EN 13480-4:2002(E)
Issue 1 (2002-05)
32
Figure 9.14.4-1 — Typical examples of controlling thickness
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI
EN 13480-4:2002(E)
Issue 1 (2002-05)
33
Key
a flank
b crotch
Figure 9.14.4-2 — Weldolets
9.14.5 Rate of heating
The rate of heating or cooling above 300 °C shall not exceed 5 500/
w
°C/h with a maximum of 300 °C/h where
w
is
the controlling thickness, in mm.
9.14.6 Local heat treatment
When local heat treatment of circumferential welds is applied by heating a shielded band around the entire
circumference, the heated band shall be such as to provide the specified temperature for a minimum of 50 mm on
either side of the fusion line of the weld.
When local heat treatment of branches and other welded attachments is applied by heating a shielded band around
the entire length of the weld, the heated band shall be such as to provide the specified temperature for not less
than 50 mm on either side of the fusion line of the weld connecting the branch or attachment to the pipe.
NOTE 1 Care should be taken during local heat treatment that the material properties of adjacent zones are not impaired.
The manufacturer shall be able to demonstrate that the controlling thickness of the material has been heat treated
in accordance with Tables 9.14.1-1 and 9.14.1-2.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
34
Pipes shall be supported during PWHT.
NOTE 2 It is recommended that ends should be closed.
9.14.7 Insulation
Insulation shall be fitted to ensure that the temperature of the weld and its heat affected zones is not less than that
specified and that the temperature at the edge of the heated band is not less than half the peak temperature.
Insulation shall also be added to ensure that the thermal gradients outside the heated zones are not harmful.
NOTE A minimum total insulated band width of
wR10
is recommended for this purpose.
where
R is the internal radius of the component, in millimetres (mm).
wis the controlling thickness, in millimetres (mm).
9.15 Weld identification
The welds or the sections thereof shall be identified by the welder’s symbol close to the weld.
NOTE The weld identification may be replaced by corresponding details in the fabrication documents.
10 Adjustment and repair
10.1 General
Where deviations from the requirements are found during fabrication or installation, it shall be decided whether a
repair or adjustment is necessary and possible.
If repairs or adjustments are necessary, these repairs or adjustments shall be executed in accordance with the
design specification and, if necessary, in accordance with a specially approved welding procedure in order to
ensure that the repaired or adjusted piping or component fulfil the original requirements.
Deviations, repairs or adjustments shall be documented.
10.2 Adjustment
10.2.1 General
The adjustment of formed components using local heating shall be permitted, provided that the final supply
condition of the component is not altered.
Cold hammering of pipes to remove wrinkles or indentations shall not be permitted.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
35
10.2.2 Adjustments by means of heat
Heat straightening by local heating shall be performed under strict supervision.
For materials other than group 1 materials, the use of this method shall be allowed only in so far as it can be
demonstrated that the procedure does not adversely modify the characteristics of the metal.
NOTE A test can be conducted to check the absence of notable alteration in the heated area (e.g. dye penetrant, hardness
test).
10.2.3 Adjustment by welding
Adjustment by welding, with or without filler metal may be used on welded joints. Details such as parameters of the
welding procedure (capping pass) shall be specified.
10.2.4 Adjustment by local forging
Local forging shall only be performed by uniform circumferential heating of the part to be adjusted. During the local
forging operation, the temperature and the rate of heating and cooling shall be carried out in accordance with a
written procedure.
The requirements of 7.3 shall apply to local forging.
NOTE The material characteristics should be taken into account before forging.
10.3 Weld repair
Welding defects which require repair shall be removed by grinding, chipping, gouging, flame, plasma or machining
part or all of the weld. When using thermal processes, the pipe and weld material shall not be adversely affected.
Weld repairs shall be made using approved procedures and approved welding personal. Prior to repair welding, the
surface of all joints shall be examined by NDT to ensure freedom from cracks and other defects.
A weld defect shall not be repaired more than twice with the same procedure. Any further repair shall be done in
accordance with an approved, modified and documented procedure.
If a weld is repaired as a result of radiographic examination, the films showing the defects shall be made available.
The original assessment that led to the repair shall appear in the documentation. All weld repairs shall be
documented
All repaired welds shall be non-destructively tested in accordance with EN 13480-5.
11 Marking and documentation
11.1 Marking of spools and components for installation
All spools and components shall be marked for identification. The markings shall be by means of paint, stamping,
or tags. For materials working in the creep range or under cyclic load, only low-stress stamps shall be used.
This marking shall remain visible throughout the installation process.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
36
11.2 Marking of installed piping
11.2.1 General
To provide clear identification of piping or a piping section, the piping as installed shall be marked by painting,
lettering, tagging etc. From the markings, it shall be possible to determine the system to which the piping belongs.
11.2.2 Marking
All piping of piping classes I to III shall bear a unique identification directly on the piping or on a name plate
attached to it, which relates to a document containing the information necessary for operation, maintenance and
periodic inspections. The marking shall include the following:
a) Unique identification relating to the relevant part of the piping system and to the final documentation package;
b) Name and address of the manufacturer;
NOTE If more than one manufacturer is involved, the main manufacturer's data should be given.
c) Description of the piping, including the fluid contained;
d) nominal diameter, DN, both DNs at reducers;
e) maximum allowable pressure,
PS
, in bar;
f) Safety device set pressure, if applicable, in bar;
g) Maximum/minimum design temperature, in degrees Celsius;
h) Test pressure in bar, and medium of the pressure test if not water;
i) Date of pressure test;
j) Reference to this European Standard and piping class;
k) Identification mark(s) of the Responsible Authority, if applicable;
l) The CE mark, if applicable.
For piping class 0, items a), b), c) and d) shall be given only in the documentation.
The markings shall be affixed in prominent positions in each of the following locations:
clear main runs;
all take-off points.
Take-off points shall be marked on the main run side, indicating the fluid contained.
11.3 Final documentation package
Final documentation shall be compiled after completion of the fabrication and installation of the piping in
accordance with EN 13480-5:2002, 9.5.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
37
12 Additional requirements
12.1 Cleaning
The condition of the internal and external surfaces of spools, together with the standard of cleanliness shall be
specified.
NOTE 1 Cleaning may be by mechanical means such as wire brushing, by abrasive blasting or by chemical treatment such
as pickling in an inhibiting acid.
NOTE 2 Photographs for comparison of surface cleanliness can be found in EN ISO 8501-1.
NOTE 3 After cleaning, spools may be subject to special surface treatments, such as the acid passivation of stainless steels.
12.2 Temporary preservation
If the spools are to be stored prior to installation, the cleaned internal surfaces shall be protected from re-
contamination or rusting by closing the ends with tightly fitting caps or plugs to prevent the ingress of particles and
air.
NOTE 1 The spools should be further protected by the inclusion of vapour phase inhibiting chemicals in the form of powder
in sachets attached to strings, or fine powder in soluble paints spread evenly over the surface. Loose pellets are not
recommended.
The external surfaces shall be protected by the application of a temporary paint or coating. For high temperature
piping, this paint shall contain no substances which will be harmful at the operating temperature.
All protective caps, plugs and sachets shall be removed immediately prior to installation.
NOTE 2 Piping can be preserved after installation by purging with dry air and filling with an inert gas such as nitrogen.
12.3 External corrosion protection
Piping which is subjected to external corrosive influences and is made of materials which are not sufficiently
corrosion resistant shall be protected against corrosion.
Tags and other markings shall be legible after coating.
12.4 Thermal and acoustic insulation
The installation of the insulation shall, preferably, not start before the inspection of the piping is completed. Where
installation commences before the inspection of the piping is completed, the areas to be inspected shall be left free
until all the required examinations have been carried out.
The insulation shall in no way impede function and access to devices for safety, operation and measurement.
12.5 Connections for static electricity
The piping in an ambient explosive atmosphere shall be installed in such a way that any operation cannot cause
any harmful static electricity. The resistance measured between piping and earth shall not be more than 10
6
.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
38
NOTE Special care should be taken in the following cases:
piping completely coated on the inside and outside;
gaskets with metallic core;
valves with insulated internals (cones, balls, needles).
For electrical connections made directly to the piping system, compatible materials shall be used.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI