BS EN 13480-4: 2002 Metallic industrial piping - Part 4: Fabrication and installation (Eng)
Подождите немного. Документ загружается.

EN 13480-4:2002(E)
Issue 1 (2002-05)
19
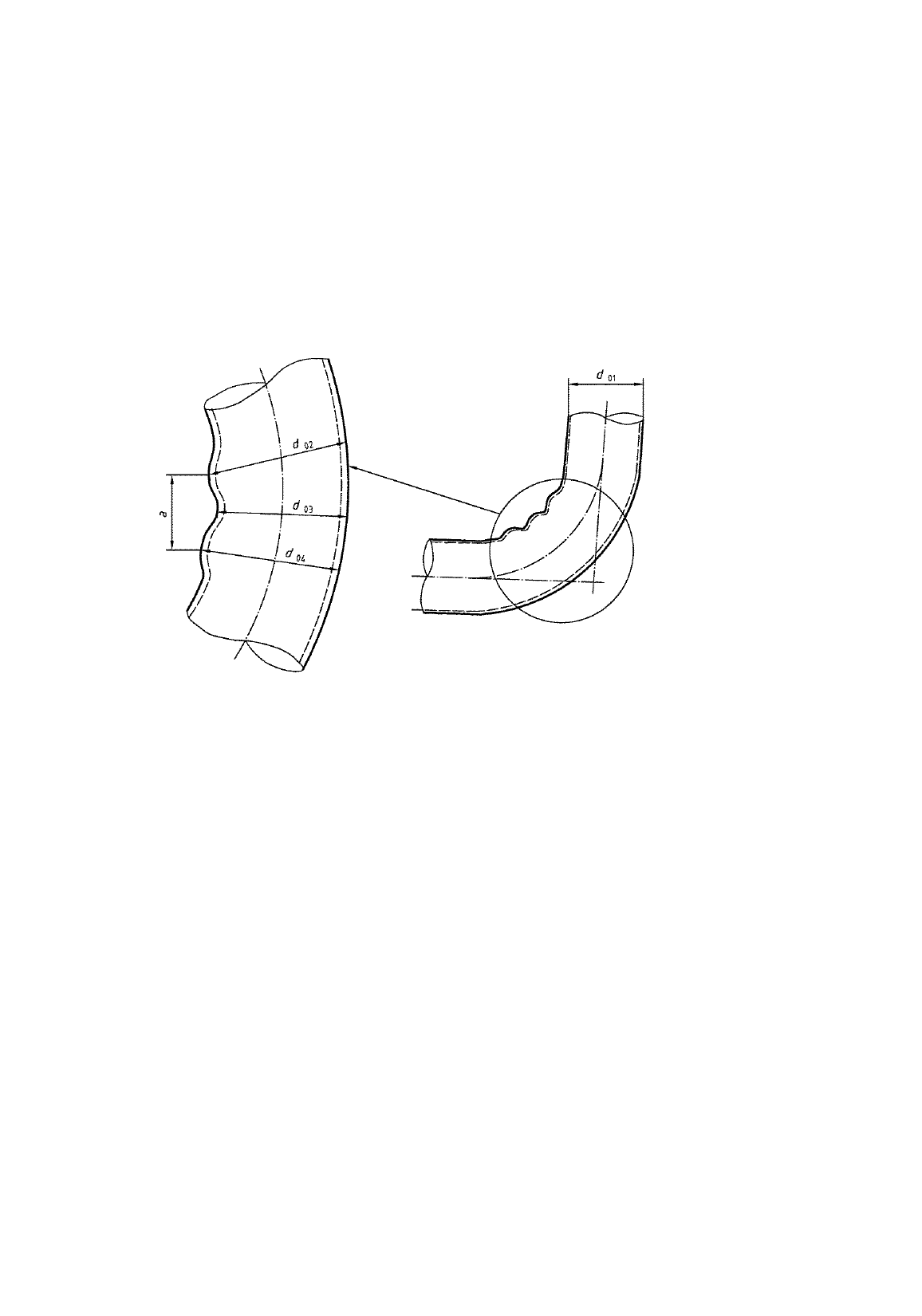
b)
m
12 ha (7.4.3-3)
where
a
is the wave distance;
h
m
is the mean height of adjacent waves, calculated as in (7.4.3-1).
NOTE
For clarity, waves have been exaggerated.
Figure 7.4.3-1 — Waves at bends
7.4.4 Start-up bulge of induction bends
The height of any start-up bulge/hump shall not exceed 25 % of the nominal wall thickness, and the maximum
dimension of its base shall be at least eight times its height and shall blend smoothly into the adjoining surfaces
(see Figure 7.4.4-1).
The out-of-roundness tolerance specified in 7.4.1 shall also be applicable on a cross-section taken at the point of
irregularity.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
20
NOTE
a
8
h
4
e
h
where
e
is the nominal wall thickness
Figure 7.4.4-1 — Start-up bulge
7.5 Surface finish
The surface of the bend shall be such as to permit a visual examination.
All bends shall be free from surface imperfections such as cracks, indentations, laps and scabs. Where surface
imperfections are ground out, the wall thickness shall not be reduced below the calculated minimum wall thickness.
Areas which are ground to remove imperfections shall be examined by surface crack detection methods
appropriate to the material to ensure complete removal of the imperfections.
Repairs by welding shall not be permitted.
8 Installation of piping
8.1 Fixing and alignment
The piping shall be installed in accordance with the design requirements given in EN 13480-3. For special
operations, e.g. balancing and cold pull, instructions shall be specified. The slope of the piping shall be checked to
ensure that continuous falls are achieved in accordance with the design.
Where necessary, during assembly of piping sections, the installer shall use temporary supports to ensure that no
unacceptable stress or deformation occurs in the piping and connected equipment as a consequence of the
cantilever effect of unsupported weight distribution.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
21
NOTE 1 Temporary auxiliary supports should be used to replace the supporting effort of connected equipment.
Piping shall not be distorted for the purpose of alignment for joint assembly.
NOTE 2 Such distortion can introduce detrimental strains in the piping or connected equipment.
Longitudinal weld seams shall be located so as to avoid openings or attachments wherever possible.
Longitudinal weld seams in adjoining components shall be staggered by twice the nominal wall thickness, with a
minimum distance of 20 mm.
Supports shall be installed to ensure that the identification, load and travel scales are readily visible. All threaded
parts shall be fully engaged, and locking nuts tightened.
The installer shall ensure that all clamping parts fit closely on the pipe.
Supports for pipes larger than DN 50 shall not be located more than 1 pipe diameter from the specified position on
the piping. Where necessary, the fixing of the support to the structure shall be adjusted to ensure that the
angulation of support rods is in accordance with the specified limits.
Variable spring hangers and constant load hangers shall be locked during the installation and assembly of the
piping unless otherwise specified in the design instructions. If supports are unlocked for specially controlled
operations such as balancing or cold pull, they shall be re-locked prior to the hydrostatic pressure test and
chemical cleaning.
NOTE 3 Temporary adjustment of the springs should be considered for operations such as hot chemical cleaning.
The installer shall ensure that the load setting of spring supports is pre-set to the design requirements. If
adjustment of the load is required, the installer shall ensure that such adjustment does not prevent or reduce the
anticipated travel of the support.
Sliding supports and guide bearings shall be arranged in the cold position such that the sliding pad is located on its
supporting parts for all movements predicted by the design.
Before final assembly, the piping system shall be examined and any potential restrictions to the planned
movements shall be removed.
When cold pull is specified, the pulls shall be made against permanent anchors and shall be maintained to ensure
the correct gaps and orientation throughout the welding and subsequent heat treatment of the final joints. After cold
pull, the installer shall check that the piping has taken up the designed cold positions. If the cold setting of a
variable spring and constant load hanger requires adjustment (e.g. using a turnbuckle and rod), the installer shall
subsequently check that adjacent supports are free to move in accordance with the design.
Expansion joints shall be installed in accordance with the specification of the system analyst, e.g. orientation, cold
pull, and regarding the installation instructions of the supplier for the particular expansion joint.
After final assembly and the hydrostatic pressure test, the installer shall ensure that all temporary supports and
locking devices are removed.
8.2 Field run piping
Field run piping shall be made in accordance with the requirements given in EN 13480-3 regarding the span of
supports, risks of vibration and the flexibility of the system.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
22
Field run piping shall be laid so that no clashes occur with other piping and structures during subsequent operation.
NOTE The position of the piping during service should be taken into account.
Ease of access and replacement of components shall be ensured.
8.3 Flanged or similar mechanical connections
8.3.1 Flange connections
Before assembly, the installer shall ensure that all flange faces are clean.
Flanges shall be brought up flush and square, without forcing, so that the entire mating surfaces bear uniformly on
the gasket, and then tightened up with uniform bolt tension.
Flanges shall be aligned so that the bolt holes are placed equally on either side of a line at right angles to the plane
of the pipe, see Figure 8.3.1-1. Mating flanges shall be aligned to permit correct fitting of bolts.
Flange bolts shall be tightened to the value specified for the joint design.
Unless otherwise specified in any other European Standard, the following requirements shall be met:
Nuts shall be screwed onto the bolt so that at least one full thread of the bolt is protruding.
For screws and studs, the minimum thread length
I
e
entering into the threaded hole shall depend on the
material the fasteners are screwed into, and their nominal diameter
d
:
Where
I
e
is
d
for steel and steel castings and 1,25
d
for cast iron.
Key
(a) is the plane of pipe
Figure 8.3.1-1 — Flange face
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI
EN 13480-4:2002(E)
Issue 1 (2002-05)
23
8.3.2 Threaded connections
The correct number of threads shall be inserted into each fitting, and the fitting shall not bottom either on the end of
the pipe or on the washout thread.
NOTE 1
Threaded connections include unions and threadolets.
NOTE
2 Suitable jointing compounds, sealing tapes etc. may be used for all threaded joints with the exception of those
required to be seal welded.
Seal welding shall be performed by approved welders to approved welding procedures.
8.3.3 Couplings and compression fittings
Couplings and compression fittings shall comply with European Standards, or be approved by the piping
manufacturer for the specific use. They shall be marked with suitable type information. All components of any
coupling or compression fitting that does not comply with a European Standard, shall be supplied by the same
manufacturer.
Tubes used with compression fittings shall meet the requirements specified by the fitting manufacturer. Burrs and
deformed areas shall be removed before assembly.
8.4 Protection of ends of piping components
To protect the ends of piping components (e.g. bevels, screwed ends, flange faces) during transport, storage and
assembly, suitable measures shall be taken if necessary, (e.g. covering, coating). Any end protection applied by
the fabricator shall only be removed immediately before the parts are joined together.
9 Welding
9.1 Welding personnel
9.1.1
Welding work shall be carried out by approved welders.
The welders shall be approved in accordance with EN 287-1 for the intended processes, material groups and range
of sizes and shall be in possession of a valid test certificate in accordance with EN 287-1 : 1992, Annex B.
Welding operators for fully mechanized or automatic processes shall be approved in accordance with EN 1418.
9.1.2
Welding work shall be monitored by supervisors.
The supervisors shall have sufficient knowledge and experience in the field of welding. They shall be capable of
giving the welders clear and unambiguous working instructions, and have the authority to do so, and shall take the
necessary measures to achieve and maintain the required quality of welding.
9.2 Welding procedure specifications
Welding procedure specifications (WPS) shall be prepared in accordance with EN 288-2 for all welding between
pressure retaining parts and attachments to pressure retaining parts, both for welding on site and for shop welding.
The WPS shall also include information on non-destructive testing, misalignment and wall thicknesses.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI
EN 13480-4:2002(E)
Issue 1 (2002-05)
24
9.3 Welding processes
9.3.1 Verification of suitability
The suitability of the intended welding processes shall be verified on the basis of a welding procedure approval in
accordance with table 9.3.1-1.
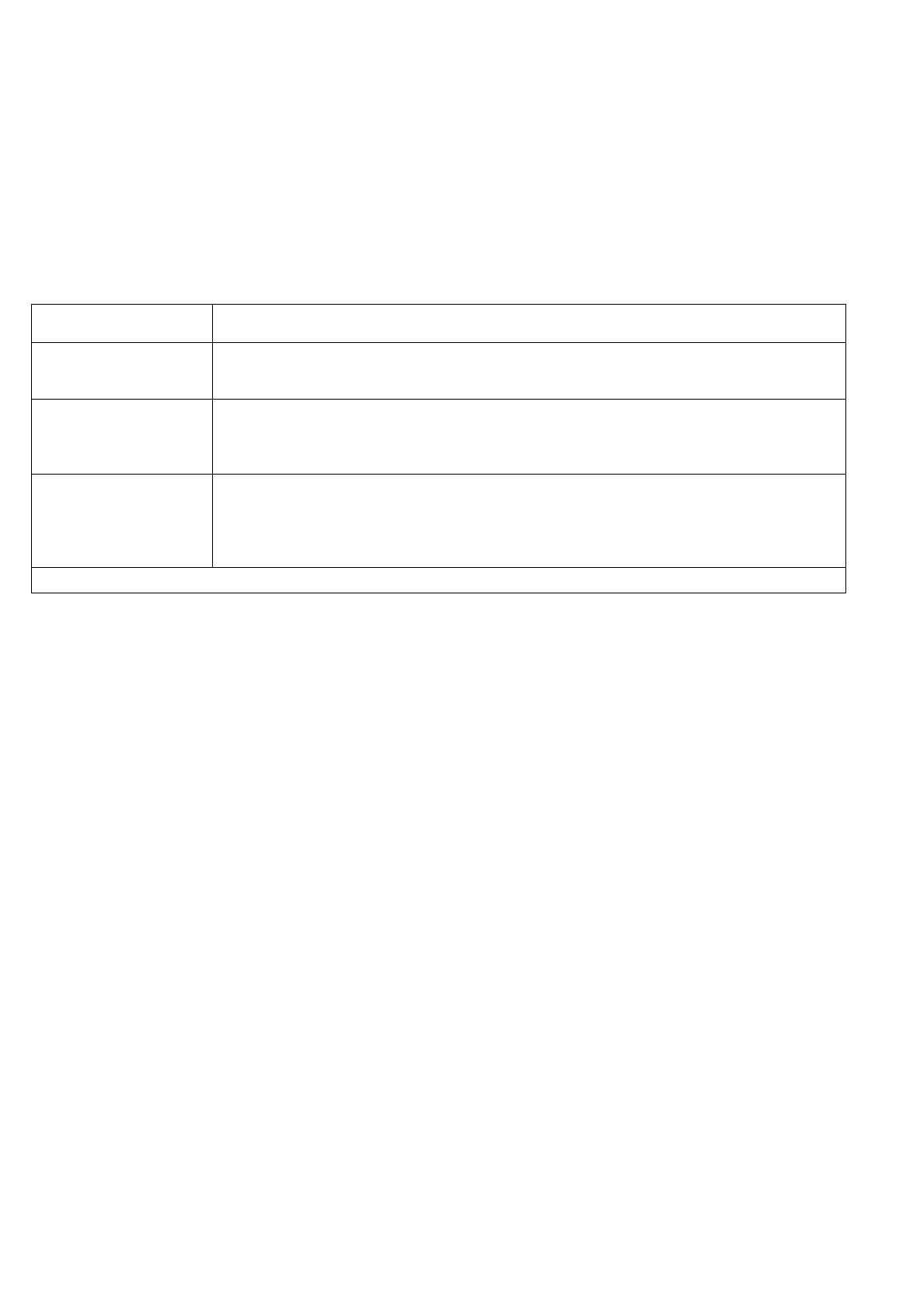
Table 9.3.1-1 — Approval of welding procedure
Piping class Requirement
II, III Welding procedures shall be approved in accordance with EN 288-3, EN 288-8 by a
competent third party.
I Welding procedures for the pressure envelope shall be approved in accordance with
EN 288-3, or EN 288-8 as relevant unless the design specification specify that EN 288-
6 or EN 288-7 is acceptable.
0 Welding procedures in the pressure envelope shall be approved in accordance with
EN 288-3, EN 288-6, EN 288-7 or EN 288-8.
Welding procedures in non-pressure retaining parts shall be approved in accordance
with EN 288-5.
NOTE Piping classes are given in EN 13480-1.
9.3.2 Application
9.3.2.1
The application of the various processes shall depend on the material, size, intended use of the piping
systems or their components and on the accessibility of the joints. Nomenclature of processes and reference
numbers for symbolic representation on drawings shall be in accordance with EN 24063.
9.3.2.2
For practical reasons, e.g. risk of lack of fusion, oxy-acetylene welding processes shall only be used for:
the material in accordance with CR ISO 15608:2000, group 1;
sizes DN 100 and smaller;
wall thicknesses not exceeding 6 mm.
9.3.2.3
Where gas-shielded welding processes are used, particularly on site where chimney effects may occur,
the shield gas flow shall be protected from draughts and interruption by external influences.
When welding the root run, and also all filling runs, on pipes made out of high-alloy steels of material groups 4, 6,
7, 8 and 10, the inner surfaces shall be protected from oxidation by shielding gas. The shielding gas shall be
matched to the type of pipe material.
NOTE Where metal arc welding and metal arc active gas welding processes are used, it should be noted that lack of fusion
can occur, particularly at the start of welding.
9.4 Filler metals and auxiliary materials
The filler metals and auxiliary materials shall be documented in accordance with EN 10204:1991, test report 2.2,
and shall be suitable for use with the parent metals, the welding processes and the fabricating conditions.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
25
All welding consumables shall be stored and handled with care, and used in accordance with the conditions
specified by the welding consumable manufacturer.
Electrodes, filler wires and rods, and fluxes shall show no sign of damage or deterioration.
NOTE Cracked or flaked coatings, rusting or dirty electrode wire are typical forms of damage or deterioration.
9.5 Climatic conditions
The welding area of the pipe shall be free of moisture (condensation, frost, ice).
NOTE 1 In order to achieve this, it can be necessary to preheat the welding area.
NOTE 2 With unfavourable weather conditions and low temperatures, both the working conditions and the material
properties are adversely affected and appropriate precautions should be taken to assure good quality welding.
9.6 Cleaning before and after welding
Internal and external surfaces to be welded shall be clean and free from paint, oil, rust, scale and other material
that would be detrimental to either the weld or the base metal when heat is applied.
Coated parts shall be free of coating products for a sufficient length on both sides of the weld, in order that the
coating does not interfere with the welding process, and to safeguard the coating itself.
After welding, the welded areas shall be cleaned, and any residues, slag, spatter, etc. shall be removed.
NOTE Recommendations for the treatment of austenitic stainless steel welds are given in Annex A.
9.7 Weld joint preparation
The weld joint preparation shall be in accordance with the applicable WPS.
NOTE Basic weld joint details are contained in EN 1708-1. Examples for weld joint preparation are contained in EN 29692
and subsequent parts.
9.8 Edge protection
The prepared welding edges shall be protected to prevent damage during transport and assembly of the pipes.
Damaged welding edges shall be reworked before assembly.
9.9 Assembly for welding
To maintain the specified alignment requirements in accordance with EN 25817 and the details for the root gap as
given in the WPS, the parts to be welded shall be securely held in position by mechanical means or tack welding.
NOTE 1 The dimensions of the root gap are the dimensions after tack welding.
NOTE 2 Piping and components should be fixed in such a way that excessive stressing of the welds due to shrinkage during
welding is avoided.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
26
Where ends of piping components do not match within the tolerances specified by the welding procedure,
adjustment shall be made by machining or drifting, or, if these methods are not practical, by using welding to build
up the inside or outside diameter before edge preparation. If the inside or outside diameter is build up by welding,
the following requirements shall apply:
a) the thickness of the piping components at the end to be joined shall meet the minimum design thickness before
welding ; and
b) welding shall be carried out to an approved procedure ; and
c) all properties of the weld metal deposit at the design temperature shall be equal to or better than those of the
parent metal ; and
d) the length of pipe built up shall not be less than 25 mm, and where ultrasonic examination of the butt weld is to
be carried out, the length shall be sufficient to allow complete examination of the weld ; and
e) all built up pipe ends shall be subject to 100 % non-destructive examination as for the butt weld.
9.10 Earthing
During electric arc welding, piping shall be earthed so that no welding currents flow through spring hangers,
constant load hangers, snubbers, machines, valves, mechanical connections etc. There shall be no damage or
degradation in the mechanics of these components (e.g. ball bearings) due to high welding currents.
9.11 Execution of welded joints
9.11.1 Preheating
The preheating temperature (working temperature) specified in the WPS shall be adhered to when tacking and
during the entire welding operation. Adherence to the preheating temperature shall be monitored with suitable
measuring instruments or temperature indicating crayons.
The WPS shall include the preheating temperatures and, where relevant, the inter-pass temperatures required for
the welding. The preheating temperature shall be determined by taking into consideration the chemical
composition, and thickness of the metal being welded, the welding process being used and the arc parameters.
NOTE General recommendations for preheating are contained in EN 1011-2
1)
.
9.11.2 Striking marks
Arc strikes shall be avoided. All accidental arc strikes shall be ground smooth and the area shall be inspected in
accordance with EN 13480-5.
9.11.3 Fillet-weld connections
Fillet-welded connections to pipes shall show no evidence of burn-through.
NOTE Oxide formation should be avoided on the rear side in the case of austenitic, corrosion-resistant steels.
1)
Other materials to be considered later.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
27
9.11.4 Dissimilar joints
The joints between austenitic steels and ferritic steels shall be welded with suitable austenitic or nickel based filler
metals.
9.12 Backing rings
9.12.1
The material of the backing rings shall be in accordance with the requirements of the welding procedure.
NOTE The backing ring should not cause the joint to be restrained whilst contracting.
9.12.2
Permanent backing rings shall not be used in piping class III.
NOTE For piping class I and II backing rings may be used under the following conditions.
The gap between the ring and the bores of both pipes should be kept to a minimum and in no case should exceed 0,4 mm.
The pipe ends should be bore trimmed by machining for roundness, and fit;
Particular attention should be paid to such factors as the joint gap, the root face, the misalignment, the thickness of the ring
and the welding procedure;
If the weld is subject to corrosion, erosion aerated fluids, fatigue or creep, the use of rings is not recommended.
9.12.3
Fusible inserts shall be of material which is compatible with the parent metal, and shall be completely
fused into the joint.
The suitability shall be demonstrated by a welding procedure test and approval relevant to the application.
9.13 Attachments
9.13.1 General
When post-weld heat treatment is required, welding of the pipe support directly onto the pressure retaining parts
shall be made before post-weld heat treatment.
9.13.2 Temporary attachments
Where temporary attachments (rods, lugs, etc.) are welded to piping, these shall be attached using an approved
welding procedure with filler metal compatible with the pipe material. Such fixings shall be removed by cutting or
grinding and any temporary weld metal removed by cutting or grinding to ensure smooth surfaces. Such cutting or
grinding shall not reduce the wall thickness of the pipework component below the minimum calculated. Temporary
fixings and temporary weld metal shall not be removed by hammering.
Welder's approval for temporary welds shall be the same as that required for permanent welds.
9.13.3 Permanent attachments
Pipe supports and other permanent attachments which are connected directly to the pipe shall be fabricated from
the same materials as the pipe to which they are connected, or from compatible materials.
Pipe support attachment welds to pipework shall be continuous unless the design specifies otherwise.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI

EN 13480-4:2002(E)
Issue 1 (2002-05)
28
9.14 Post-weld heat treatment
9.14.1 General
All post-weld heat treatment (PWHT) shall be performed in accordance with a written procedure. PWHT shall be
applied in accordance with Table 9.14.1-1 or Table 9.14.1-2 on completion of welding.
For steels not included in Table 9.14.1-1 or Table 9.14.1-2 the need for PWHT shall be given individual
consideration by the manufacturer.
NOTE 1 PWHT may be required on steels with lower thickness than specified in Table 9.14.1-1 or Table 9.14.1-2 due to
service conditions (stress corrosion cracking, low temperature, hydrogen embrittlement etc.) or design. For these cases, the
temperature and the holding time should be specified.
If clad materials need PWHT, account shall be taken of the properties of the cladding materials.
When additional welds or weld repairs have been made on a system after PWHT, a further treatment shall be
carried out in accordance with Table 9.14.1-1or Table 9.14.1-2, or an approved alternative procedure.
NOTE 2 Precautions should be taken to prevent stresses during handling of piping assemblies prior to heat treatment.
Licensed Copy: London South Bank University, London South Bank University, Wed Jul 12 21:19:14 BST 2006, Uncontrolled Copy, (c) BSI