Беляев В.М., Миронов В.М. Конструирование и расчет элементов оборудования отрасли. Часть 1: Тонкостенные сосуды и аппараты химических производств
Подождите немного. Документ загружается.

111
[]
.884,0}884,0;1min{
866/159611
2,2
;1min
2
==
⎪
⎩
⎪
⎨
⎧
⎪
⎭
⎪
⎬
⎫
⋅++
=
p
K
Тогда [p] =0,884·0,655 = 0,553 МПа, [p]
u
= 0,884·0,941 = 0,794 МПа. При
таких допускаемых давлениях условие прочности не выполняется как для
рабочих условий (0,6>0,553), так и для условий испытаний (0,9>0,794).
Следовательно, необходимо увеличить толщину крышки во столько раз, во
сколько расчетные давления превышают допускаемые, т.е. в
max[0,6/0,553; 0,9/0,794] = max[1,085; 1,134] = 1,134 раза.
Получаем s
П
= 1,134*160 = 181,4 мм. Принимаем s
П
= 190 мм и
повторяем вычисление допускаемых давлений:
2
2
0
190 1
[ ] [ ] 132,8 1 0,925
1,937 1,35 866
R
sc
p
KK D
σϕ
Π
⎛⎞
−
−
⎛⎞
== ⋅=
⎜⎟
⎜⎟
⋅⋅
⎝⎠
⎝⎠
МПа,
2
2
0
200 1
[] [] 190,91 1,33
1, 937 1, 35 866
uu
R
sc
p
KK D
σϕ
Π
⎛⎞
−
−
⎛⎞
== ⋅=
⎜⎟
⎜⎟
⋅⋅
⎝⎠
⎝⎠
МПа,
[]
.831,0}831,0;1min{
866/189611
2,2
;1min
2
==
⎪
⎩
⎪
⎨
⎧
⎪
⎭
⎪
⎬
⎫
⋅++
=
p
K
Откуда [p] =0,831·0,925 = 0,787 МПа, [p]
u
= 0,831·1,33 = 1,105 МПа. При
полученных значениях допускаемых давлений условие прочности плоской
крышки толщиной s
П
= 190 мм выполняется.
7.2. Расчет на прочность и устойчивость от действия внутреннего
и наружного давлений
Задача 7.4.
Выполнить из условия прочности и устойчивости расчет
необходимых толщин стенок корпуса вертикального аппарата с эллиптиче-
ским днищем и рубашкой на корпусе (рис. 7.4).
Исходные данные: внутренний диаметр корпуса D = 1400 мм, рубашки
- D
р
= 1500 мм; высота цилиндрической части корпуса под рубашкой
l = 1300 мм; рабочее давление: в рубашке р
руб
= 0,4 МПа, в аппарате -
р = 0,5 МПа; максимальная температура среды, соприкасающейся со стенкой,
t
c
= 150 °С, материал аппарата — сталь марки 16ГС. Среда в аппарате плот-
ностью
r
c
= 1010 кг/м
3
оказывает лишь коррозионное воздействие на матери-
ал корпуса при заданной температуре с проницаемостью П = 0,05 мм/год.
Теплоноситель — водяной пар, вызывающий коррозию стенок с проницае-
мостью П
руб
= 0,01 мм/год. Эрозия стенок отсутствует. Аппарат изготовлен
из листового проката, не имеющего минусового допуска. Утонение стенок
при вальцовке обечайки и штамповке днищ не превышает 5 % толщины лис-
та. Продольные швы цилиндрических обечаек, а также сварные швы днищ
выполнены полуавтоматически стыковыми швами с двусторонним сплош-
112
ным проваром. Длина контролируемых швов составляет 100 % от общей
длины. Срок эксплуатации
t = 20 лет. Колебания нагрузки во времени отсут-
ствуют. Одновременное действие давлений р и р
руб
при эксплуатации не
обеспечивается.
Рис. 7.4. Вертикальный аппарат с рубашкой с эллиптическими днищем и крышкой
(а) и расчетные схемы цилиндрической обечайки его корпуса при действии в от-
дельности внутреннего давления (б) и давления в рубашке (в)
Аппараты с рубашками являются сложными конструкциями, у которых
цилиндрическая обечайка корпуса одновременно воспринимает внутреннее и
наружное давление. Возможны ситуации, когда одно из давлений отсутству-
ет. При этом не очевидно, какое давление приведет к максимальной расчет-
ной толщине стенки. Следовательно, расчет необходимо проводить как на
прочность от действия внутреннего давления, так
и на прочность и устойчи-
вость от действия наружного давления.
Определение расчетных параметров
Расчетная температура стенок
t
R
= max (t
с
; 20°С) = max (150°С; 20°С) = 150°С.
Рабочие расчетные давления:
•
внутри аппарата (для днища, обечайки корпуса и крышки)
р
R
= р = 0,5 МПа, так как максимальное значение гидростатического
давления рабочей среды
р
г
= g·r
c
·(2H + l
1
+ l) = 9,81·1010·(2·0.35 + 0,245 + 1,3) = 22243,68 Па ≈
≈ 0,022 МПа < 5 % р = 0,05·0,5 = 0,025 МПа,
где Н = 0,250·D = 0,25·1,4 = 0,35м;
•
в рубашке p
Н
.p
= р
руб
= 0,4 МПа, так как максимальное значение гидро-
статического давления в рубашке при наличии конденсата пара
р
г. р
= g·r
в
·(2H + l
2
+ l) = 9,81·1000·(0,35+ 0,1 + 1,3) = 17167,5 Па ≈
≈ 0,017 МПа < 5 % р
py6
= 0,05·0,4 = 0,02 МПа,

113
где
r
в
= 1000 кг/м
3
— плотность воды.
Пробные давления гидроиспытаний:
•
пробное внутреннее давление при р
R
= 0,5, согласно табл. 1.4,
p
и.в
= max{
][
][
25,1
20
σ
σ
p ; p+0,3} = {1,25·0,5·170 / 154 = 0,69; 0,5 + 0,3 = 0,8},
p
и.в
= 0,8 МПа, где [s]
20
= hσ
ном
= 170 МПа — при температуре +20°С.
•
пробное наружное давление в рубашке, согласно табл. 1.4, при
р
руб
= 0,4 < 0,5 МПа
p
и.н
= max{
][
][
5,1
20
σ
σ
p ; 0,2} = {1,5·0,4·170 / 154 = 0,66; 0,2} = 0,66 МПа.
Допускаемое напряжение:
•
в рабочем состоянии [s] = hσ
ном
= 1·154 = 154 МПа, где h = 1 — для
листового проката, σ
ном
= 154 МПа — номинальное допускаемое на-
пряжение для стали марки 16ГС при температуре t = 150°С;
•
при гидравлических испытаниях [s]
и
.= s
Т20
/1,1 = 280/1,1 = 254,6 МПа,
где
s
Т20
= 280 МПа - предел текучести для стали марки 16ГС при
t = 20°С.
Коэффициент запаса устойчивости:
для рабочих условий n
u
= 2,4; для условий испытаний n
u
= 1.8.
Расчетные значения модулей продольной упругости для стали марки
16ГС при t
R
= 150°С и при t = +20°С соответственно равны Е= 1,86·10
5
МПа и
Е
20
= 1,99·10
5
МПа.
Коэффициент прочности сварных швов
f = 1 при указанных в исход-
ных данных способах исполнения сварки .
Прибавки к расчетным толщинам стенок:
•
для компенсации коррозии
обечайки и днища с
к
= (П + П
руб
)·t = (0,05 + 0,01)·20 = 1,2 мм,
крышки c
к. кр
= П ·t = 0,05·20 = 1 мм,
рубашки c
к.р
= П
руб
·t = 0,01·20 = 0,2 мм;
•
для компенсации эрозии с
э
= 0, так как эрозия отсутствует;
•
для компенсации минусового допуска и утонения стенки элементов ап-
парата можно принять соответственно с
2
= 0 и с
3
= 0, так как сумма
(с
2
+ с
3
) не превышает 5 % толщины листа.
Тогда при условии, что с
1
= с
к
+ с
э
, величина суммарной прибавки к
расчетным толщинам обечайки и днища корпуса с = Σс
i
= с
к
= 1,2 мм; крыш-
ки с
кр
= Σс
кр.i
= с
к.кр
= 1 мм; рубашки с
р
= Σс
р.i
= с
к.р
= 0,2 мм.
Расчетная длина цилиндрической обечайки корпуса, находящегося под
действием наружного давления, с учетом отбортовки эллиптического днища
l
R
= l + Н/3 = 1300 + 350/3 = 1417 мм.
114
Определение толщины стенок (проектный расчет)
Расчетная толщина цилиндрической обечайки корпуса:
•
при действии внутреннего давления
R
R
R
p
Dp
s
−
=
ϕσ
][2
=0.5·1400/(2·154·1 – 0,5) = 2,28 мм;
•
при действии наружного давления (приближенно)
2
.2
max ; 1,1
2[ ]
RH R
D
sKDp
σ
−
⎧
⎫
=
⎨
⎬
⎩⎭
;
s
R .H
= max{0,57·1400·10
–2
; 1,1·0,4·1400/(2·154)} = max{7,28;2,00} = 7,98 мм,
где р
R
= p
R.p
= 0,4 МПа; K
2
= 0,57—по номограмме (см. рис. 2.14) при
15,2
1086,1104,2
4,04,2
104,2
566
1
=
⋅⋅⋅
⋅
=
⋅
=
−−
E
pn
K
Ru
, 94,0
1400
1317
3
===
D
l
K
R
и
[
]
83,0
1086,1
1541010
5
33
=
⋅
⋅
=
E
σ
.
Исполнительная толщина стенки цилиндрической обечайки корпуса в
первом приближении
s
> max (s
R
; s
R .H
) + с = max (2,28; 7,98 ) + 1,2 = 9,18 мм.
Принимаем большее стандартное значение s = 10 мм.
Так как обечайка корпуса при наличии давления в рубашке и отсутст-
вии давления внутри аппарата работает под совместным действием наружно-
го давления p
R.p
и осевого сжимающего усилия P
1
, то должно выполняться
условие устойчивости
1
][][][][
2
1
.
.
≤
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+++
Q
Q
M
M
P
P
p
p
pH
pH
при M = 0 и Q = 0.
Осевое сжимающее усилие P
1
— это усилие прижатия днища к обечайке
давлением в рубашке, которое может быть рассчитано (пренебрегая непол-
ным охватом днища рубашкой, силой тяжести днища и его связью с рубаш-
кой) следующим образом:
P
1
≈ 0,25p (D+ 2s)
2
p
R.p
= 0,25·3,14·(1,4 + 2·0.01)
2
·0,4 = 0,63 МН.
Допускаемое наружное давление:
•
из условия прочности
[p]
нp
=2·[s]·(s – c) / (D + s – с) =2·154·(10 – 1,2) / (1400 + 10 – 1,2) = 1,92 МПа;
•
из условия устойчивости в пределах упругости:
по приближенной формуле (при K
2
= 0,52 < 2)
4,0
4,2
1086,11015,2
4,2
10
4,2][
56
6
1
H
=
⋅⋅⋅
=
⋅
=
−
−
u
E
n
EK
p
МПа,
по точной формуле
45,0
)(100)(100108,1
][
2
1
5
H
=
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
=
−
D
cs
D
cs
l
D
Bn
E
p
Ru
E
МПа,
115
где
1
)(100
15,8;1min
1
=
⎭
⎬
⎫
⎩
⎨
⎧
−
=
cs
D
l
D
B
R
;
с учетом обоих условий
44,0
45,0
92,1
1
92,1
][
][
1
][
][
2
22
H
H
H
=
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
E
p
p
p
p
p
p
p
МПа.
Допускаемое осевое сжимающее усилие при 1 < l
R
/D < 10:
•
из условия прочности в пределах пластичности
•
MH; 0,6154)0012,001,0()0012,001,04,1(14,3])[)((][
1
=⋅
−
⋅
−
+
⋅
=−−+=
σ
π
cscsDP
P
•
из условия устойчивости в пределах упругости
D
cs
D
cs
D
n
E
P
u
E
)(100)(10010310
][
2
2
6
1
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
=
−
;
75,14
1400
)2,110(100
1400
)2,110(100
4,1
4,2
1086,110310
][
2
2
56
1
=
−⋅
⎥
⎦
⎤
⎢
⎣
⎡
−⋅
⋅
⋅⋅⋅
=
−
E
P МН;
•
с учетом обоих условий
56,5
75,14
6
1
6
][
][
1
][
][
2
22
1
1
1
1
=
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
E
P
P
P
P
P
P
МН.
Условие устойчивости обечайки корпуса при полученных значениях
[p]
p
и [P
1
] не выполняется (0,4 / 0,44 + 0,63 / 5,56 = 1,022 > 1).
Толщина эллиптического днища:
•
требуемая толщина днища по избыточному внутреннему давлению
28.2
5,05,011542
14005,0
5,0][2
=
⋅−⋅⋅
⋅
=
−
=
R
R
R
p
Rp
s
ϕσ
мм,
где R – максимальный внутренний радиус кривизны днища. Для стандарт-
ного эллиптического днища с H
д
= 0,25D R = D;
•
требуемая толщина днища по наружному давлению (приближенно)
⎭
⎬
⎫
⎩
⎨
⎧
=
−
][2
;
10
510
max
6
σ
Rp
E
pnRK
s
R
Rue
H
R
;
{}
6,51,8 ;6,5max
1542
14004.0
;
1086,110
4,04,2
510
14009,0
max
56
.
==
⎭
⎬
⎫
⎩
⎨
⎧
⋅
⋅
⋅⋅
⋅⋅
=
−
HR
s мм,
где для предварительного расчета принято К
е
=0,9.
Исполнительная толщина стенки в первом приближении
s
д
> max (s
R
; s
R .H
) + с = max (2,28; 5,6 ) + 1,2 = 6,8 мм.
Принимаем исполнительную толщину эллиптического днища равной
толщине цилиндрической обечайки, т.е. s
д
= 10 мм.
116
Допускаемое внутреннее давление для эллиптического днища
92,1
)2,110(5,01400
)2,110(11542
)(5,0
)(][2
][
д
д
=
−⋅+
−⋅⋅⋅
=
−+
−
=
csR
cs
p
ϕ
σ
МПа.
Допускаемое наружное давление для днища:
•
из условия прочности
92,1
)2,110(5,01400
)2,110(11542
)(5,0
)(][2
][
д
д
=
−⋅+
−⋅⋅⋅
=
−+
−
=
csR
cs
p
p
ϕ
σ
МПа;
• из условия устойчивости в пределах упругости
89.0
1400946,0
)2,110(100
4,2
1086,11026)(1001026
][
2
56
2
6
=
⎥
⎦
⎤
⎢
⎣
⎡
⋅
−⋅⋅⋅
=
⎥
⎦
⎤
⎢
⎣
⎡
−⋅
=
−−
RK
cs
n
E
p
eu
E
МПа,
где 946,0
0943,0)0943,0103(1
0943,0)0943,084,2(1
)103(1
)84,2(1
=
⋅⋅++
⋅
⋅
+
+
=
++
++
=
χχ
χ
χ
e
K
при
0943.0
1400
3502
3502
1400
1400
2,110
10
2
2
10
д
д
д
=
⎟
⎠
⎞
⎜
⎝
⎛
⋅
−
⋅
−
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−
−
=
D
H
H
D
D
cs
χ
;
• с учетом обоих условий
81,0
89,0
92,1
1
92,1
][
][
1
][
][
22
=
⎟
⎠
⎞
⎜
⎝
⎛
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
E
p
p
p
p
p
p
МПа.
Условие устойчивости днища (p
R
/ [p] = 0,4 / 0,81 < 1) выполняется.
Таким образом, принятая в проектном расчете толщина стенок корпуса
s = s
д
= 10 мм не полностью удовлетворяет условиям прочности и устойчиво-
сти. Следовательно, требуется увеличение толщины стенки корпуса. Примем
ближайшее большее стандартное значение s = s
д
= 12 мм и выполним пове-
рочный расчет.
Определение допускаемых давлений (поверочный расчет)
Цилиндрическая обечайка при рабочих условиях
Допускаемое внутреннее давление на обечайку корпуса
36,2
)2,112(1400
)2,112(11542
)(
)(][2
][ =
−+
−
⋅
⋅
⋅
=
−+
−
=
сsD
cs
p
ϕ
σ
МПа.
Условие прочности р
R
< [р] выполняется (0,5 < 2,36).
Допускаемое наружное давление:
•
из условия прочности
[p]
Н
p
=2·[s]·(s – c) / (D + s – с) =2·154·(12 – 1,2) / (1400 + 12 – 1,2) = 2,36 МПа;
•
из условия устойчивости в пределах упругости
=
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
=
−
D
cs
D
cs
l
D
Bn
E
p
Ru
E
)(100)(100108,1
][
2
1
5
H
117
72,0
1400
)2,112(100
1400
)2,112(100
1417
1400
14,2
1086,1108,1
2
55
=
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
⋅⋅⋅
=
−
МПа,
где
1
)2,112(100
1400
1417
1400
15,8;1min
)(100
15,8;1min
1
=
⎭
⎬
⎫
⎩
⎨
⎧
−⋅
=
⎭
⎬
⎫
⎩
⎨
⎧
−
=
cs
D
l
D
B
R
;
• с учетом обоих условий
69,0
72,0
36,2
1
36,2
][
][
1
][
][
2
22
H
H
H
H
=
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
E
p
p
p
p
p
p
МПа.
Допускаемое осевое сжимающее усилие при 1 < l
R
/D < 10:
•
из условия прочности в пределах пластичности
37,7154)0012,0012,0()0012,0012,04,1(14,3])[)((][
1
=⋅
−
⋅
−
+
⋅
=
−
−+=
σ
π
cscsDP
P
МН;
•
из условия устойчивости в пределах упругости
D
cs
D
cs
D
n
E
P
u
E
)(100)(10010310
][
2
2
6
1
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
=
−
,
61,24
1400
)2,112(100
1400
)2,112(100
4,1
4,2
1086,110310
][
2
2
56
1
=
−⋅
⎥
⎦
⎤
⎢
⎣
⎡
−⋅
⋅
⋅⋅⋅
=
−
E
P МН;
•
с учетом обоих условий
06,7
61,24
37,7
1
37,7
][
][
1
][
][
2
22
1
1
1
1
=
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
E
P
P
P
P
P
P
МН.
Условие устойчивости обечайки корпуса с полученными при рабочих
условиях значениями [p]
p
и [P
1
] выполняется (0,4/0,69+0,63/7,06=0,67 < 1).
Цилиндрическая обечайка в условиях испытаний
Осевое сжимающее усилие при испытаниях (усилие прижатия днища к
обечайке пробным давлением в рубашке, пренебрегая неполным охватом
днища рубашкой, силой тяжести днища и его связью с рубашкой)
P
1u
≈ 0,25p (D+ 2s)
2
p
и.н
= 0,25·3,14·(1,4 + 2·0.012)
2
·0,66 = 0,74 МН.
Допускаемое внутреннее давление на обечайку корпуса при [
s]
u
= 254,6
9,3
)2,112(1400
)2,112(16,2542
)(
)(][2
][ =
−+
−
⋅
⋅
⋅
=
−+
−
=
сsD
cs
p
u
u
ϕ
σ
МПа,
т.е. условие прочности при испытаниях p
и.в
< [р]
u
выполняется (0,8 < 3,9).
Допускаемое наружное давление при испытании:
•
из условия прочности
[p]
p
=2·[s]
u
·(s – c) / (D + s – с) =2·254,6·(12 – 1,2) / (1400 + 12 – 1,2) = 3,9 МПа;
•
из условия устойчивости в пределах упругости
=
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
=
−
D
cs
D
cs
l
D
Bn
E
p
Ru
E
)(100)(100108,1
][
2
1
5
118
03,1
1400
)2,112(100
1400
)2,112(100
1417
1400
18,1
1099,1108,1
2
55
=
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
⋅⋅⋅
=
−
МПа;
• с учетом обоих условий
0,1
03,1
9,3
1
9,3
][
][
1
][
][
2
22
=
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
E
p
p
pu
p
p
p
p
МПа.
Допускаемое осевое сжимающее усилие при 1 < l
R
/D < 10:
•
из условия прочности в пределах пластичности
2,126,254)0012,0012,0)(0012,0012,04,1(14,3])[)((][
1
=
−
−
+
=−−+=
uPu
cscsDP
σ
π
МН;
•
из условия устойчивости в пределах упругости
D
cs
D
cs
D
n
E
P
u
Eu
)(100)(10010310
][
2
2
6
1
−
⎥
⎦
⎤
⎢
⎣
⎡
−
⋅
⋅
=
−
;
1,35
1400
)2,112(100
1400
)2,112(100
4,1
8,1
1099,110310
][
2
2
56
1
=
−⋅
⎥
⎦
⎤
⎢
⎣
⎡
−⋅
⋅
⋅⋅⋅
=
−
Eu
P МН;
• с учетом обоих условий
5,11
1,35
2,12
1
2,12
][
][
1
][
][
2
22
1
1
1
1
=
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
Eu
Pu
u
P
u
P
P
P
P
МН.
Условие устойчивости обечайки корпуса с полученными при условиях
испытаний значениями [p]
pu
и [P
1
]
u
выполняется:
0,66 / 1,0 + 0,74 / 11,5 = 0,72 < 1.
Условие применимости расчетных формул выполняется:
(s – c) / D = (12 – 1,2) / 1400 = 0,008 < 0,1.
Эллиптическое днище (s
д
= 12 мм) при рабочих условиях
Допускаемое внутреннее давление для эллиптического днища
37,2
)2,112(5,01400
)2,112(11542
)(5,0
)(][2
][
д
д
=
−⋅+
−⋅⋅⋅
=
−+
−
=
csR
cs
p
ϕ
σ
МПа.
Допускаемое наружное давление для днища:
•
из условия прочности
37,2
)2,112(5,01400
)2,112(11542
)(5,0
)(][2
][
д
д
=
−⋅+
−⋅⋅⋅
=
−+
−
=
csR
cs
p
p
ϕ
σ
МПа;
• из условия устойчивости в пределах упругости
66,1
1400935,0
)2,112(100
4,2
1086,11026)(1001026
][
2
56
2
6
=
⎥
⎦
⎤
⎢
⎣
⎡
⋅
−⋅⋅⋅
=
⎥
⎦
⎤
⎢
⎣
⎡
−⋅
=
−−
RK
cs
n
E
p
eu
E
МПа,
где
935,0
116,0)116,0103(1
116,0)116,084,2(1
)103(1
)84,2(1
=
⋅⋅++
⋅
⋅
+
+
=
++
++
=
χχ
χ
χ
e
K
119
при
116.0
1400
3502
3502
1400
1400
2,112
10
2
2
10
д
д
д
=
⎟
⎠
⎞
⎜
⎝
⎛
⋅
−
⋅
−
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−
−
=
D
H
H
D
D
cs
χ
;
•
с учетом обоих условий
36,1
66,1
37,2
1
37,2
][
][
1
][
][
22
=
⎟
⎠
⎞
⎜
⎝
⎛
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
E
p
p
p
p
p
p
МПа.
Условие устойчивости днища (p
R
/ [p] = 0,4 / 1,36 < 1) выполняется.
Эллиптическое днище (s
д
= 12 мм) в условиях испытаний
Допускаемое внутреннее давление для эллиптического днища
92,3
)2,112(5,01400
)2,112(16,2542
)(5,0
)(][2
][
д
д
=
−⋅+
−⋅⋅⋅
=
−+
−
=
csR
cs
p
u
u
ϕ
σ
МПа.
Допускаемое наружное давление для днища:
• из условия прочности
92,3
)2,112(5,01400
)2,112(16,2542
)(5,0
)(][2
][
д
д
=
−⋅+
−⋅⋅⋅
=
−+
−
=
csR
cs
p
u
pu
ϕ
σ
МПа;
•
из условия устойчивости в пределах упругости
96.1
1400935,0
)2,112(100
8,1
1099,11026)(1001026
][
2
56
2
6
=
⎥
⎦
⎤
⎢
⎣
⎡
⋅
−⋅⋅⋅
=
⎥
⎦
⎤
⎢
⎣
⎡
−⋅
=
−−
RK
cs
n
E
p
eu
Eu
МПа,
где
935,0
116,0)116,0103(1
116,0)116,084,2(1
)103(1
)84,2(1
=
⋅⋅++
⋅
⋅
+
+
=
++
++
=
χχ
χ
χ
e
K
при
116.0
1400
3502
3502
1400
1400
2,112
10
2
2
10
д
д
д
=
⎟
⎠
⎞
⎜
⎝
⎛
⋅
−
⋅
−
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−
−
=
D
H
H
D
D
cs
χ
;
•
с учетом обоих условий
75,1
96,1
92,3
1
92,3
][
][
1
][
][
22
=
⎟
⎠
⎞
⎜
⎝
⎛
+
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
=
Eu
pu
pu
u
p
p
p
p
МПа.
Условие устойчивости днища (p
и.н
/ [p]
u
= 0,66 / 1,75 < 1) выполняется.
Условие применимости расчетных формул выполняется:
(s
д
— c) / D = (12 - 1,2) / 1400 = 0,008 < 0,1.
Таким образом, принятая исполнительная толщина стенок корпуса
s = s
д
= 12 мм полностью удовлетворяет условиям прочности и устойчивости,
что обеспечит надежную работу корпуса аппарата, как при рабочих услови-
ях, так и при условиях гидроиспытаний.
7.3. Расчет укрепления отверстия
Задача 7.5.
Проверить укрепление нормального одиночного отверстия
для конического днища аппарата, работающего под внутренним давлением
(рис.7.5).
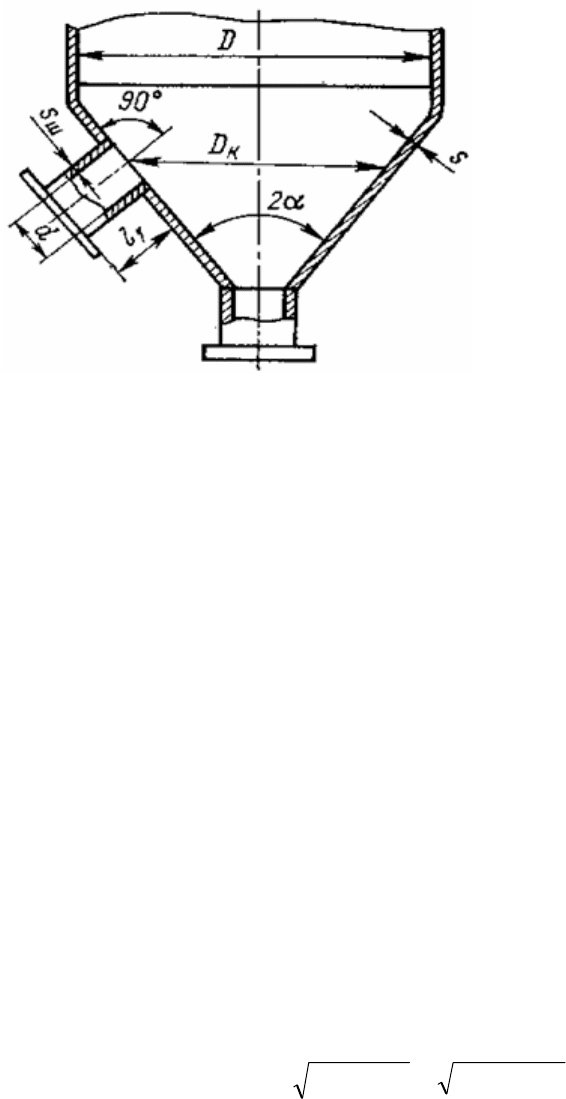
120
Исходные данные: внут-
ренний диаметр аппарата —
D = 1200 мм, исполнительная
толщина стенки днища и шту-
цера s = s
ш
= 6 мм, внутренний
диаметр днища по центру ук-
репляемого отверстия D
к
= 750
мм, внутренний диаметр шту-
цера d = 150 мм, наружная
длина штуцера l =125 мм,
внутреннее расчетное давле-
ние — p
p
= 0,6 МПа, расчетная
температура стенок аппарата
— t
p
= 100°C, материал кони-
ческой оболочки и штуцера—сталь 12Х18Н12Т; угол при вершине кониче-
ского днища 2
α
= 90°, прибавка к расчетной толщине стенки c=c
ш
=1 мм, ко-
эффициент прочности сварных швов φ= 1.
Решение задачи
Допускаемое напряжение в рабочем состоянии
[
s] = hσ
ном
= 1·152 = 152 МПа, где h = 1 — для листового проката,
σ
ном
= 152 МПа — номинальное допускаемое напряжение для стали марки
12Х18Н12Т при температуре t = 100°С.
Расчетный диаметр отверстия в днище
d
p
= d + 2c =150 + 2 = 152 мм.
Расчетный диаметр конической оболочки по центру укрепляемого от-
верстия
м 061,145cos/75,0cos/ ===
α
Kp
DD .
Минимальное расстояние от штуцера до края цилиндрической обечай-
ки должно быть
42,111)15084,72(5,0)(5,0
00
=
+
=
+≥ dBx мм,
где B
0
– ширина зоны укрепления при отсутствии накладного кольца,
84,72)16(1061)(
0
=−=−= csDB
p
мм.
При заданных размерах днища расстояние от штуцера до края цилинд-
рической обечайки равно
l
k
= (D - D
к
)·cos45 – (d/2 + s
ш
) = (1200 - 750)·cos45 – (75+6) = 237,2 мм,
т.е. условие l
k
≥ x
0
выполняется (237,2 ≥ 111,42).
Расчетная ширина зоны укрепления в стенке в окрестности штуцера
84,72}84,72;2,237min{};min{
01
=
=
=
Blb
kp
мм.
Расчетная толщина стенки конического днища, работающего под внут-
ренним давлением, в месте расположения отверстия
Рис. 7.5. К задаче 7.5