Белкин И.М. Допуски и посадки
Подождите немного. Документ загружается.

401 ВЗАИМОЗАМЕНА ЕЛЮСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
считывают от основной плоскости •— плоскости, перпенди-
кулярной с-си резьбы и расположенной от торцов внутрен-
ней резьбы на расстоянии /
2
и от торцов наружной резьбы
на расстоянии (рис. 8, б). В основной плоскости диаме-
тры конической резьбы равны соответствующим номи-
нальным диаметрам метрической резьбы (табл. 20). Для
внутренней цилиндрической резьбы основная плоскость
совпадает с торцом детали и для нее 1
г
= 0.
20. Размеры (в мм) конической резьбы в основной плоскости
(рис. S)
Номим
лльный
диаметр d (D) Шаг
Р
d
2
= О
г
d, = D,
/
h
i-й ряд
2-й ряд
6
__
5,350
4,917
8
.—
1 7,350
6,917 8 2,5
3
10
—
1
9,350
8,917
12
_
11,026
10,376
—
14
13,026
12,376
16
15,026
14,376
—
18
1,5 17,026
16,376
11 3,5
4
20
- .
1,5
19,025
18,376
22
21,026
20,376
24
—
23,026
22,376
Номинальны;'!
диаметр d(D)
Шаг
Р
d
2
= D
t
di = -D,
l
h h
! й ряд
2-й ряд
27
25,701
24,835
30
28,701
27,835
33
31,701
30,835
36
34,701
33,835
39
37,701
36,835
42
.—.
2
40,701
39,835 16 5
6
—
45
43,701
42,835
48
46,701
45,835
52
50,701
49,835
56
54,701
53,835
—
60
58,701
57,835
Примечание. При выборе диаметров резьб 1-й ряд следует
предпочитать 2-му; I — рабочая длина резьбы.
РЕЗЬБА КОНИЧЕСКАЯ С КОНУСНОСТЬЮ 1 : 16
399
Средний диаметр в основной плоскости принят за но-
минальный. Отклонения по среднему диаметру косвенно
ограничиваются смещением основной плоскости в осевом
направлении. Осевое смещение основной плоскости на-
ружной Д/j и внутренней Л/
2
резьб (рис. 8, б) относи-
тельно номинального расположения не должно превышать
величин, указанных в табл. 21. Смещение основной плоско-
сти является суммарным, включающим отклонения соб-
ственно среднего диаметра, шага, угла наклона а/2 боко-
вой стороны профиля и угла конуса 9. Для конической
резьбы (см. рис. 8, а) установлены предельные отклонения
среза вершин и впадин (размеров Н/8 и Н/4), угла на-
клона боковой стороны профиля а/2, шага резьбы Р
и угла конуса ф (в виде разности средних диаметров на
длине l
x
-j- /
2
). Для цилиндрической внутренней резьбы
(рис. 8, е) установлены предельные отклонения внутрен-
него диаметра D
x
и среза впадины (размер Н/8). Поле до-
пуска среднего диаметра внутренней цилиндрической резь-
бы должно соответствовать 6Н.
21. Предельные отклонения элементов конической резьбы, мкм (рис. 8)
Номиналь-
ный диаметр
резьбы d (0),
мм
Шаг
!',
мм
Предельные отклонения
коннческоА резьбы
Разность
средних
диаметров
i!.i длине
п. и
Продель-
ные от-
клонения
цилин-
дрн че-
ской вну-
трепней
резьбы
От
До
Шаг
!',
мм
Л/,
Д1
2
и/з И/4
са
X
Л
сз
о
Откло-
нения
резьбы
Продель-
ные от-
клонения
цилин-
дрн че-
ской вну-
трепней
резьбы
От
До
Шаг
!',
мм
Л/,
Д1
2
SS П
. 1 i
E g-
=.« i
-1
О
j
Г
li
са
X
Л
сз
о
а
К
сх
Н
м
5 к
Н/8
Dt
G
10 I
+ 900
±
1200
+32
0
=ьзо
• rp! 1
ХЩД30|344
; 3s! + i9|
4
_
30
-19;—38|
-f~ 120
0
10
„
1,5
±1100 150'i
:- J. f05'
4
О; ;+20i
•169
! i
.1. КГ -!_ORl
+
150
0
24
00 2
± MOOL lsool+^Uac'ltg ±50
688
+38
+
190
При м о ч а и И е. Предельно? отклонения угла наклона «х/2 не
более rfc45'. Предельные отклонения шага на длине /, + L не более
;Ь40 мкм; на длине t — не более _-.:70 мкм.
400
ВЗАИМОЗАМЕНА ЕЛЮСТЬ МЕТРИЧЕСКИХ РЕЗЬБ
Коническую резьбу обозначают буквами Л*К, внутрен-
нюю цилиндрическую — М; в обозначении указывают
также номинальный диаметр, шаг и номер стандарта.
Соединение внутренней цилиндрической с наружной ко-
нической обозначают дробью, например iM/MK20X 1,5.
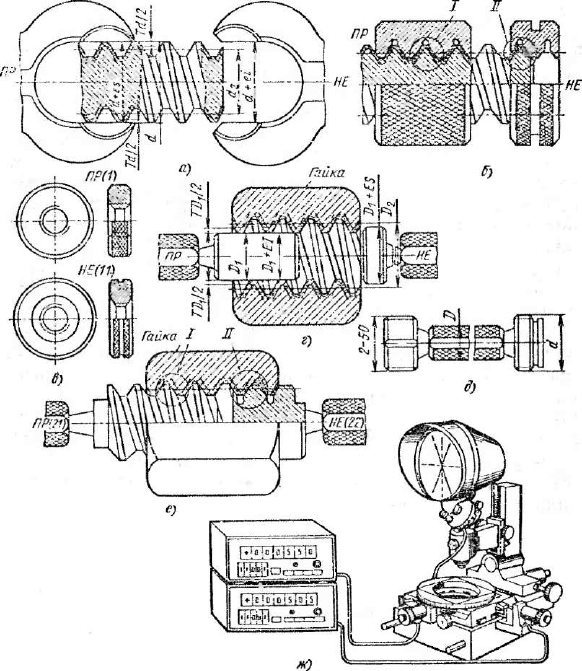
Рис. 9. Средства контроля и измерения параметров резьбы:
а — гладкие калибры -скобы; б и в— резьбовые ПР и НЕ калибры-кольца:
г — гладкие калибры-пробки; д и е — резьбовые ПР и НЕ калибры-пробки;
ж — инструментальный микроскоп с цифровым отсчетом
РЕЗЬБА КОНИЧЕСКАЯ С КОНУСНОСТЬЮ 1 : 16 401
Контроль точности резьбовых изделии выполняется как
комплексным, так и дифференцированным методом. В про-
изводственных условиях резьбу контролируют преиму-
щественно комплексным методом, т. е. с помощью набора
калибров. По виду контролируемой поверхности калибры
подразделяют на калибры для контроля внутренней резь-
бы и калибры для контроля наружной резьбы. В ком-
плект калибров для контроля наружной резьбы входят
гладкие скобы ПР и НЕ {рис. 9, а), контролирующие поле
допуска Td по наружному диаметру, и два резьбовых коль-
ца IIP и НЕ (рис. 9, б и с). Проходной резьбовой калибр-
кольцо ПР контролирует приведенный средний диаметр
и одновременно внутренний диаметр резьбы, а непроход-
ное кольцо НЕ •— наименьший средний диаметр d
2 га
щ.
В комплект калибров для контроля внутренней резьбы
входят гладкие пробки ПР и НЕ (рис. 9, г), контролирую-
щие ноле допуска TD, по внутреннему диаметру, и две
резьбовые пробки ПР и НЕ (рис. 9, д и с). Резьбовой
проходной пробкой ПР контролируют приведенный сред-
ний диаметр и одновременно наружный диаметр резьбы, а
резьбовой непроходной пробкой НЕ — наибольший вну-
тренний диаметр
max
резьбы.
Дифференцированный метод предусматривает измере-
ние каждого параметра резьбы (трех диаметров, шага и
угла профиля) в отдельности. Наиболее универсальным
прибором Для измерения параметров резьбы является ин-
струментальный микроскоп различных модификаций. В по-
следнее время выпускается инструментальный микроскоп
с цифровым отсчетом (рис. 9, ж). Распространен косвен-
ный метод измерения среднего диаметра с помощью про-
волочек или роликов.
Гласа 7
СИСТЕМА ДОПУСКОВ НА УГЛОВЫЕ РАЗМЕРЫ.
ПОСАДКИ КОНИЧЕСКИХ СОЕДИНЕНИЙ
Стандарты на допуски угловых размеров и конических
соединений приведены в табл. 1.
Единицей плоского угла согласно ГОСТ 8.417—81 яв-
ляется радиан. Углом в один радиан называется плоский
угол между двумя радиусами круга, вырезающий из ок-
ружности дугу, длина которой равна радиусу. Однако
в практике продолжает применяться старая система, по-
строенная на таких единицах, как угловой градус уг-
ловая минута (') и угловая секунда (") при соотношении
между ними 1° = GO' — 3600". Соотношение между еди-
ницами градусной и радианной систем угловых мер приве-
дено в табл. 2.
1. Стандарты на допуски угловых размеров
гост
Наименование
8593—81
ОПВ.
ну со:;
Нормальные конусности и углы ко-
8908- 81
ОН В.
Нормалънце углы и допуски углов
25307—82
ОПВ. Система допусков и посадок для ко-
нических соединений
СТ СЭВ 1779—79
ОПВ.
мины
Конусы н конические соединения. Тер-
и определения
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
403
2. Соотношение между угловыми единицами (1°= 60' = 3600")
га
Ч
га
ft
| га
ra
о О
к
>.
Ьй
й>
о
га
Ж
п
X
>•
ьг
о
о
сз
j
f X
X
£
я
га
К
е£
>>
к
к
га
X
rt
«
га
с.
>>
га
Си
и
к
га
а
о
с;
га
Си
О
ех
х
к
е
о
га
Си
О
Си
X
X
I
к
га
ю
о
1
4
л
О
О.
X
3;
к
га
a
о
га
си
О
Си
X
°
И
о
к
га
к
«
=s
о
и
CJ
X
га
я
•=£
£
1
£
£
£
£
1
£
О. £
га
а
1 5
31
150 1 1
291 31
9 018
1
0,017453 31
0,541052
2 10
32
155
2 582
32
9 309
о
0,034907
32
0,558505
3
15 33
160
3 873- аз
9 600
3
0,052360
33
0,575959
4 19
34
165
1 4
1164j
34 9 890 4
0,069813
34
0,593412
Б
24 35 170 5
14541 35
10 181
5
0,087266
35 0,610865
6 29 36
175
6
1745
36 10 472, 6
0,104720 36 0,628319
8
34 37
179 7
2036
37 10 763
7
0,122173
37
0,645772
7
39 38
184 8
2327;
38
11 054 8
0,139626 38
0,663225
9
44
39
189 9
2618 39 11 345 9
0,157080!
39
0,680678
10
48 40
194 10
2909 40
11 636
10
0,174533|
40 0,698132
11 53
41
199 11 3200 j 41
11 926
11
0,1919861
45
0,785398
12 58
42
204
12 349И 42 12 217]
12
0,209440
50
0,872665
!3 63 43
208
13
3782:
43 12 508,'
13
0,226893 j
55
0,959931
14
68
44
213 14
4072!
44
12 7991
14
0.244346!
60
1,047190
15
73
45 218 15
4363 i
45
13 090
1
15
0,261799'
65
1,134468
16 78
46
223 16
4654!
46
13 381
;
16
0.279253 j
70
1,221734
17 82
47 228
17
4945 j 47 13 672!
17
0,296706:
75
1,308997
18 87
48 233 18 5236! 48
13 963; 18
0,3141591
80
1,396263
19 92
49 238 19 5527 i 49
14 2541 19
0,331613 !l 85
1,483530
20
97
50
242 20
5818!
50
14 544 ' 20
0,349066,
90
1,570796
21
102
51
52
247
21 6109'
51
14 8351
21 0,366519 3100 1,745329
22
I07j
51
52
252
22
6400 j
52 15 126: 22
0,383972;
120
2,094395
23 112
53
257:
23
6690
1
53 15 417;
23 0,401426 if 135
2,356194
24
116
54 261 24
6981!
54
15 7081 24
0,4188791
150
2,617994
25
121
55
267
25
72721
55
15 999!
25
0,436332 180
3,141593
26
126
56
271 26
7563
56
16 290|
26
0,453786 i 200
3,490658
27
131
57
276
27
7854!
57
16 581 !
27
0,471239
250
4,363339
28
136
58
281 28
8145:
58
16 872
i
28 0,488692 270
4,712329
29
141
59 286 29
84361
59 17 162 i
29 0,506145 300
5,235881
30
145
60
291
30
87271
60
17 453 '
30
0,523599 i
360
6,283985
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
Размеры нормальных углов общего назначения приве-
дены в табл. 3. Нормальные углы применяют при незави-
симых угловых размерах, т е. конструктивно не связан-
ных с линейными или другими угловыми размерами дан-
ного изделия.
404
СИСТЕМА ДОПУСКОГ. IIA УГЛОВЫЕ РАЗМЕРЫ
3. Нормальные углы общего назначения
п
tx
Сц
г>1
р;
А.
Ряд 3
Ряд I
Ряд 2
Ряд 3
Ряд I
Ряд 2
Ряд 3
Ряд 1
сч
£
Ряд 3
0°
6°
1
35°
|
1 90°
„ .
15'
—
7°
—
40°
—. | — .—
100°
30'
— —
8°
45°
— —
I —
—.
110°
_
45'
_
—
9°
—
50°
120°
—
„
1°
— —
10°
—. —
55°
— —
135°
Г 30'
—
—-
12°
60°
.— — .—
150°
2°
—
15°
—
— 1
—
—
65°
—
165°
,
—
2° 30'
—
—
18°
—
—
70°
—
180°
,
3°
—
20°
—.
—
—
75°
—
—
—
270°
•
4°
—. — —
22° 1
—. —
80°
.— —
360°
КО
—
—•
30°
—
25° j
— —
85°
—
—
—-
Примечая и е. При выборе углов 1-й ряд следует предпочи-
тать 2-му, а 2-й ряд —3-«у ряду.
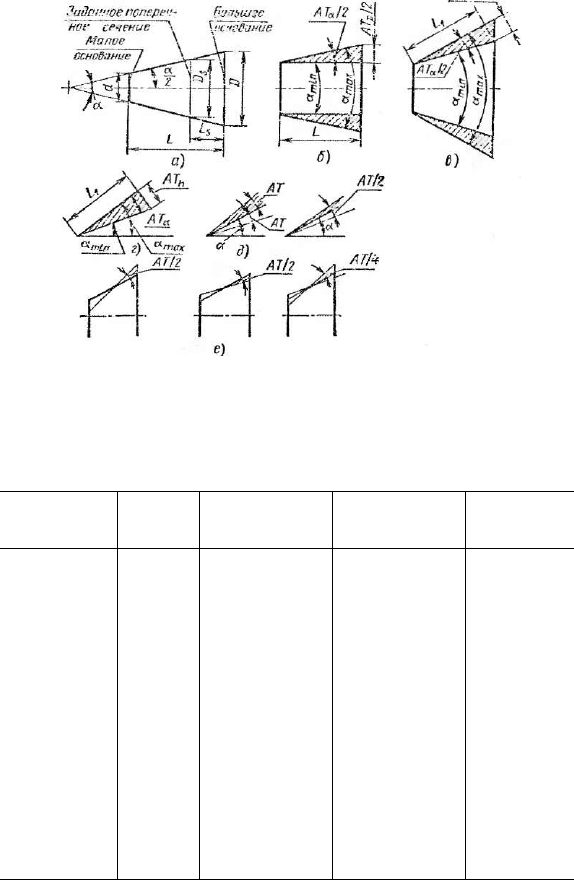
Углы конусов, например конусов инструментов, вы-
ражают через конусность, обозначаемую буквой С:
С,2tg-f-. (1)
Конусность С — отношение разности диаметров двух
поперечных сечений к расстоянию между ними (рис. 1, а).
Конусность часто указывают в виде отношения 1 : х, где
х — расстояние между поперечными сечениями конуса,
разность диаметров которых равна 1 мм, например С =
~ 1 : 20. Нормальные конусности и углы конусов ука-
заны в табл. 4.
Для углов установлено семнадцать степеней точности,
обозначаемых в порядке убывания точности ATI, АТ2,
АТЗ, ..., АТ16, АТ17. Латинские буквы AT обозначают
допуск угла — разность между наибольшим и наимень-
шим предельными (допустимыми) углами. По 1—7-й сте-
пеням точности изготовляют угловые меры и калибры.
Стандартом для каждой степени точности определены
четыре вида допусков на угловые размеры (табл. 5).
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
405
АТ„П
Рис. 1. Конусность (а) и допуски угла в угловых и линейных единицах
(б и в); варианты расположения допуска угла относительно номиналь-
ного размера угла (г—е)
4. Нормальные конусности и углы конусов
1-й ряд 2-й ряд
Конусность С Угол конуса
Значение
угла
в радианах
!
: 500 0,002 000 0
0° 6' 52,5"
0,002 000 0
1
: 200
—
0,005 000 0
0° 17' 11,3"
0,005 000 0
)
: 100
—
0,010 000 0 0° 34' 22,6"
0,010 000 0
1
: 50
—
0,020 000 0 1° 8' 45,2" 0,019 999 6
—
1
: 30
0,033 333 3 1° 54' 34,9" 0,033 330 4
1
: 20
—
0,050 000 0 2° 51' 51,1"
0,049 989 6
—
1
: 15 0,066 666 7
3° 49' 5,9"
0,066 642 0
—
I
: 12 0,083 333 3
4° 46' 18,8"
0,083 285 2
1 : 10
—
0,100 000 0 5° 43' 29,3" 0,099 916 8
—
1
: 8
0,125 000 0 7° 9' 9,6"
0,124 837 6
—
1
: 7
0,142 857 1
8° 10' 16,4"
0,142 614 8
—-
1 : 6 0,166 666 7
9*31' 38,2"
0,166 232 4
1 : 5
—
0,200 000 0 11° 25' 16,3" 0,199 337 4
—
1
: 4 0,250 000 0 14° 15' 0,1"
0,248 710 0
1 : 3
—.
0,333 333 3
18° 55' 28,7" 0,330 297 2
! : 1,860025
—
0,535 898 5
30°
0,523 598 8
1
: 1,2071(57
—.
0,828 426 9 45°
0,785 398 2
409
СИСТЕМА ДОПУСКОГ. IIA УГЛОВЫЕ РАЗМЕРЫ
Продолжение табл. 4
1 Я ряд 2-Я ряд
Конусность С Угол конуса
Значение
угла
в радианах
1 : 1,806025
1,154 701 0
60° 1,047 197 6
—
1 : 0,65
1,534 653 2 75°
1,308 997 0
I : 0,500000
1 : 0,65
2,000 000 0
90° 1,570 796 4
1 : 0,288675
—
3,464 103 2 120"
2,094 395 2
П рнмсча н н я: 1. При выборе кон yen сетей или углов кону-
сов 1-й ряд следует предпочитать 2-му ряду.
2. Предусмотрены конусности специального применения для ин-
струментальных конусов: конус Морзе 0 — 1 : 19,212 (2° 58' 53,8");
конус Морзе 1 — 1 : 20,047 (2° 51' 20,7"); конус Морзе 2 — 1 : 20,020
(2° 51' 41"); конус Морзе 3 — 1 : 19,922 {2° 52' 31,5"); конус Морзе 4 —
1 : 19,254 (2° 58' 30,0"); конус Морзе 5 — 1 : 19,002 (3° 0' 52,4"); конус
Морзе 6 — 1 : 19,180 (2° 59' 11,7").
5. Допуски на угловые размеры
Обо-
Нзименованис
Пояснение
зна-
допуска
Пояснение
чение
допуска
Допуск угла и угло-
вых единицах
(рис. 1,6)
Округленный допуск
угла (в угловых еди-
ницах)
Допуск угла призма-
тических элементов
(рис. \,е)
Допуск угла конуса
(рис. 1,0)
Допуск ЛТ
а
выражают в угловых еди-
ницах, например, в мкрад, градусах,
минутах и секундах; так, ЛТ
а
!7 =
-
--
4° 35' 01"
Если допуск ЛТ
а
17— 4° 35'01", то
соответствующий ему округленный до-
пуск ЛТ^ 17 •«= 4°
Допуск АТ/, выражают отрезком
(в мкм) па перпендикуляре к короткой
стороне угла, противолежащего углу
ЛТ
а
на расстоянии Ц от вершины
этого угла
Допуск AT о выражают допуском на
разность диаметров в двух нормаль-
ных к оси конуса сечениях на задан-
ном расстоянии между ними; опреде-
ляется по перпендикуляру к оси ко-
nvca
П р и м е ч а н и е. Допуски углов назначают: для конусов с ко-
нусностью не более 1 : 3 — в зависимости от длины конуса L (рис. 1,6);
для конусов с конусностью свыше 1:3 — в зависимости от длины
образующей конуса L
t
(рис. 1,е); для углов призматических элемен-
тов — в зависимости от длины меньшей стороны угла.
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
407
Е о
О ч
о ст о о
см со ю сч
С! (О Ю СО
О о
—I сч
со о о
СО о
СМ
о о
rf со
СЧ О о
и «
и
О
и ft
а о
U ^
со ю оо см о
см о о
со ю см
СЧ СО Ю СО
О со о
см
о
о о
со
СЗ со о со
о о
<М -Ч<
3: 3 ^
сч о см
—< сч со
о о
ю сч
т
ю 00
2 g
3
СП
о
о
Ей О
о «
ы О
о «
СО со о
— СЧ
о о
СО
СТ о О СО СО
О СЧ о
сч со ю
о о
-а* сч
см со «о оо сч о см
—• сч со
о о
тг СО
В о
о «
и
О
о «
ЕП О
О
Ч
о
сч о о
СО ю см
C4COIOCOCMOCMO
— сч со ю
СО
см
о
со
о
сч
со ю ОО сч о сч о
сч со ю
о о о
СО
^ ~ - - о S1 О С
—<СМ-^СОООСОО—<- я
—< СМ
СО-^ЮСО^-ОООО—I (N О f Ю О N