Белкин И.М. Допуски и посадки
Подождите немного. Документ загружается.

7n
гг
м
Поле допуска
cn
SS
о
СЛ
СЛ
N3
о
СЛ
СЛ
КЗ
о
СЛ
о
н
о
•Сь
сл
о
СЛ
о
ф.
СЛ
й
о
Л
f"D
•
СЛ СЛ
Ф
• •ИИ
те
2. 8 $
те
ft ft
fb
(я И
те
ГС ft fb
1— и
сл
га
ft> fb fD
«-' СЛ
«5
пз
rQ
2.8 8
ft
я»
га
-и и
0
н
*
Обозначение от-
клонения
1
1
,4-4-
I
КЗ
со
-4
СО КЗ
1 1
is
1
Сл УЗ О
1
1
Mil
>*»• N3 — 2
До 12
Диаметр d делительной окружности, мм
1
,++
' кз л
00
00
о
j_H—ь
т^кз со
00 СТ) С5
!
1 1
со
—
N3
to
О
LL
00
о о
1
1 1 1
сл со кз
ммо
1 И g
л КЗ — g
О 00 00 Э .
в
Св. 12
до 25
Диаметр d делительной окружности, мм
-Н-+
— «сл
О
СЛ
о
_!_++
|
00
О >f»
.++
т^кэ Ф.
00 Оо
о
1JL
О
СЛ
о
1 1
со
—
о
U
Ю N3
о
1 ! I
СГ> N3
СЛ о СЛ
1 1 1
СЛ СО КЗ
N3 О N3
X
Mil
СЛ СО КЗ
КЗ КЗ о и
Св. 25
До 50
Диаметр d делительной окружности, мм
+++
— СО СЛ
•—
со
о
+++
— CU СЛ
о
сл
о
++1
00
о л
1 1
л-
—
СЛ
-J о
1 1
л
—
О
СЛ
о
U
I 1 1
члм
со
сл оо
1 1 1
О
-t-
N3
СЛ О СЛ
in:
сл со КЗ Я
00 О КЗ g
Св. 50
до 100
Диаметр d делительной окружности, мм
+++
— СГ5
01
**
+++
— СО СЛ
-001
++4*
со сл
о
сл
о
1 jl
о
00
О
I 1
JS. —
СП о
11
О
СЛ
о
1 1 1
оо сп со
N3 О N3
U 1
>£• КО
СО СЛ 00
III
1
"
«Й Ф- КЗ
СЛ О СЛ
Св. 100
до 200
Диаметр d делительной окружности, мм
+++
— СЛ
-J
О КЗ КЗ
tfc» CD
о
•+-
1
1 1
СЛ N3
ООО
I 1
СП —
о
03
о
1
1
1J
сс сл со
N3. О О
1 1 1
BSS
1
Св. 200
до 400
Диаметр d делительной окружности, мм
.
— СЛ Со
Ч о
1 1
I 1
Р> КЗ
СО
со
о
1 1
Li 1
О о л
W СО
о
1
1
Св. 400
Диаметр d делительной окружности, мм
СО
о.
оо
•о
Со
?г
00
Поле допуска
о
сл
in
to
о
"сл
СЛ
N5
О
СП
сл
to
©
сл
О
ч
.3?
а
tr
сл
о
ьЬ.
сл
о
сл
УтЛ
О
сл
За
о
.3?
а
tr
га
СЛ
2.8 К
(D fi №
—
hi
и
cS
С П) (ТЗ
— 'Л и
Cj
л га о
—
Ц)
и
о
га л га
—
СЛ СЛ
ft ft ft
«-.
СЛ
с/з
ft ft ft
— (/>£/)
ft)
ra га га
—
СЛ
сл
га
гагат
<л сл
CS
Обозначение от-
клонения
!
со
tO
1
1
--+-I-
—
ео -и
N3 СО
1 I
1
+
+
to+
—
OWC1
1 1
1 1 1
СО СО —
Ю
О О
До 12
>
к
ы
2
3
•а
а.
ft
(D
S
X
4
0
5)
Г
X
0
=
0
я
•а
•<
Jj
1
н
2
г
л
л
!
+++
— Ф» СП
СЛ 00
о
_j-*_} U
—
со
СО Ф-
1
I +Н-
Ю "(О
само
1
+ +
tO Г —
to со а
1
1 1 !
СП
со to
слчо
III
S со оо
Св. 12
до 25
>
к
ы
2
3
•а
а.
ft
(D
S
X
4
0
5)
Г
X
0
=
0
я
•а
•<
Jj
1
н
2
г
*
2
+++
—
Cl М
о сл сл
-ioi
СП 00 СЭ
i X
СП
сл
СО
о
i
со | to
—
сл сл
1 -L+
КЗ ' to
00 if to
1 _L+
to~to
сл со о
1 I 1
00 KD
— СП СП
I 1 1
Ч AM
to о ю
1 1 I
СП
со to
СЛ «•)
о
Св. 25
до 50
>
к
ы
2
3
•а
а.
ft
(D
S
X
4
0
5)
Г
X
0
=
0
я
•а
•<
Jj
1
н
2
г
1
А.
+++
— £ £
+++
Сл
М
со
сл сл
+++
1— СП
СП
00 С}
I ++
СО I ю
сл ел оо
l+ь*
—
сл сл
I -L+
N3
00 ^ to
1 I I
СО Сл Ю
оо
1 1 1
00 N3
—
сл сл
\
1
11
-J to
to о to
Св. 50
до 100
>
к
ы
2
3
•а
а.
ft
(D
S
X
4
0
5)
Г
X
0
=
0
я
•а
•<
Jj
1
н
2
г
СЛ
о
"to со
С10 01
4—(--]_
ю dn со
— —
i it
СО
сл сл
1 ++
СО
<
СО
со сп ю
1 +Т
СО~
Ю
Сл
ci
CO
! -L +
со 1 to
— СЛ
01
L ! !
8 от й
1 1 1
со сл to
— —
00
1
00
р-
I
t- to
Л СЛ
Св. 100
до 200
>
к
ы
2
3
•а
а.
ft
(D
S
X
4
0
5)
Г
X
0
=
0
я
•а
•<
Jj
1
н
2
г
1
+ 108
+78
+28
—!—
МЧ'О
СЛ
О
CD
1
1 J.4-
45* 1 to
L+t
motо
1
ll 1
-ОМ
Сз
О О
!i 1
О
СЛ СО
со оо ю
1
Св. 200
до 400
>
к
ы
2
3
•а
а.
ft
(D
S
X
4
0
5)
Г
X
0
=
0
я
•а
•<
Jj
1
н
2
г
1
+ 120
+ 8G
+30
1 1
1
осяо
i 1
i! 1
w л.
о о
1
1
Св. 400
>
к
ы
2
3
•а
а.
ft
(D
S
X
4
0
5)
Г
X
0
=
0
я
•а
•<
Jj
1
н
2
г
оо со _
ООО
to
со
Oit-O
О
CO
oso
—
л.
кз —
о
КЗ
СЛ VI
о
to
гг
ft ft ft
— (Л СЛ
ГС
о
КЗ
03 со о
-J
КЗ
— СП
о
I I
00 со
ООО
со со
04»0
о
со
очо
О
СП
Л) О ft
— СЛ сл
са
О
00
сл КЗ
ООО
I I
и"
•' 03
О
Ч кз
—
о о
00 со
ООО
со л» —
КЗ КЗ КЗ
ot-
оо Ф»
со сл —
о to
оо
•а.
о
ко
СЛ Сл
О
to
0U
-J
со —
СО со
о
00 СО -
КЗ
-J
•
СО ф. —
КЗ КЗ КЗ
о
Ъс
сл
КЗ I
00 СТ. 00
О КЗ
I
сл
to
со
СО —
КЗ КЗ КЗ
СО
в.
с
"сл
оо сл
кз
о
со сл
КЗ
о
о
СП
СО Со
СО 03
о о
Поле допуск
За
Обозначение от-
клонений
До 12
Св. 12
до 25
Св. 25
до 50
Св. 50
до 100
Сз. 100
до 200
Св. 200
ДО 400
Св. 400
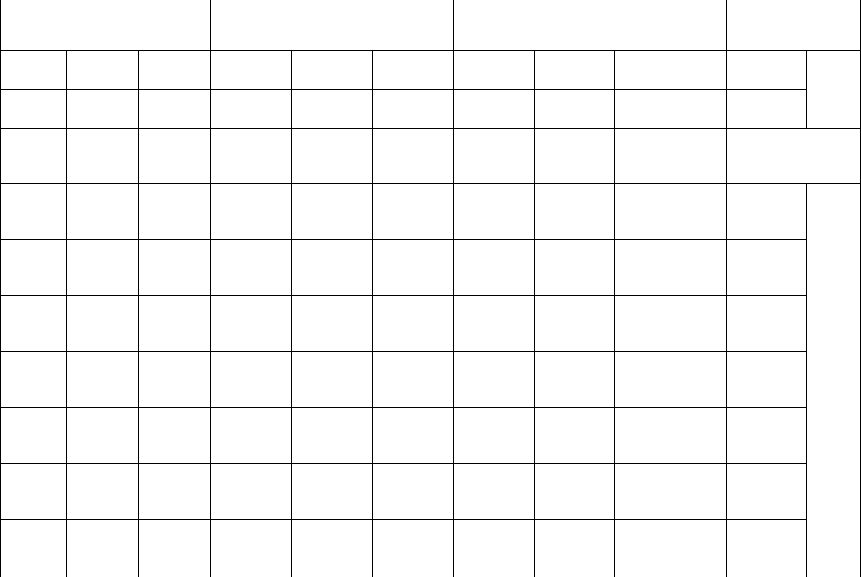
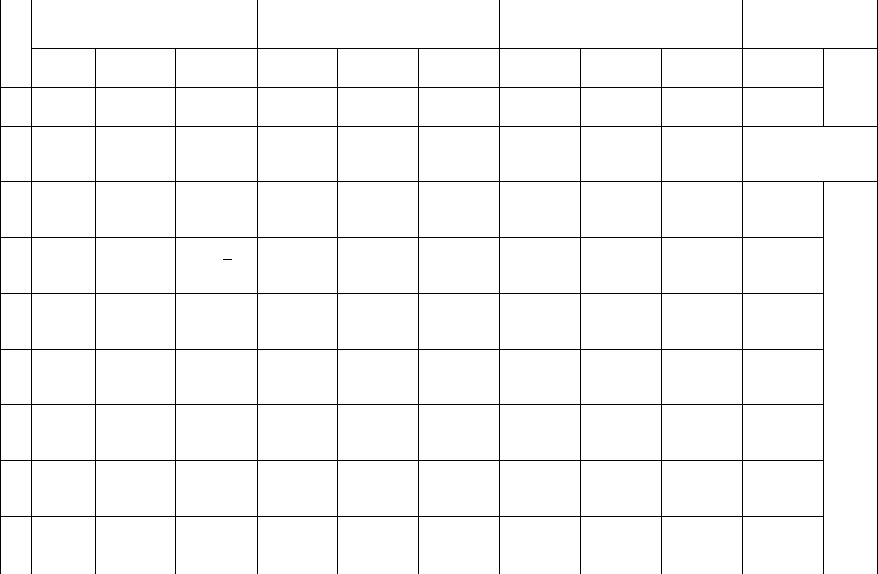
ДОПУСКИ ЭВОЛЬВЕНТНЬГХ ШЛИЦЕВЫХ СОЕДИНЕНИЯ 341
Продолжение табл. 16
Поле допуска
Модуль
т. ым
о
О
Диаметр d делительной окружности, мм
Поле допуска
От
До
<и Я
и* ГГ
И 21
О о
\о g
О *
см
О
tt
<м
1"
см
и о
U Ч
о
сч
О
Ю
(й о
О ч
о
ю
о
о
ш о
о ч
<25
О
— О
о
сч
3§
о
о
СЧ О
О
-а-
я о
и Ч
о
о
£)
U
0,5
1,5
es
es
e
ei
+ 64
+46
+
14
+72
+ 52
+
16
+ 80
+ 57
+
17
+88
+ 62
+
17
+
100
+ 70
+20
_ _
9г
2 4
es
es
e
ei
—
+ 80
+ 57
+
17
-(-88
+
62
+
17
+
100
+70
+20
+
112
+ 78
+ 22
+
128
+ 91
+28
—
5 10
es
es
e
ei
— —
+
100
+ 70
+ 20
+
112
+ 78
+ 22
+
128
+ 91
Н 28
+
144
+
103
+ 32
+
160
+
115
+35
0,5
1.5
es
es
e
ei
—32
—58
— 102
—36
—66
-116
—40
—74
— 130
—44
—81
— 144
—50
—91
— 162
—
—
10d
2 4
es
es
e
ei
—
—40
—74
—130
—44
—81
— 144
—50
—91
— 162
—56
— 101
— 181
—64
— 114
—204
—
5
10
es
es
e
ei
— —
—50
—91
— 162
—56
— 101
— 181
—64
— 114
—204
—72
— 132
—232
—80
— 148
—260
0,5
1,5
es
es
c
,
ei
—48
—85
— 148
—54
—95
— 166
—60
— 105
— 185
—66
— 116
—206
—75
— 135
—235
_
—
11с
2 4
es
es<?
ei
—
—60
— 105
—185
—66
— 116
—206
—75
—135
—235
—84
— 152
—264
—96
— 171
—296
—
5 10
es
cs
e
ei
—
—75
-135
—235
—84
-152
—264
—96
- 171
—296
— 108
— 192
—332
— 120
—210
—370
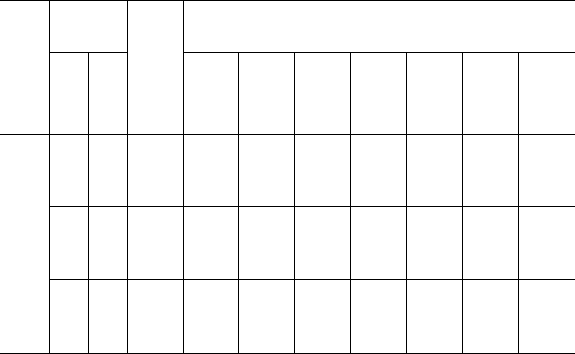
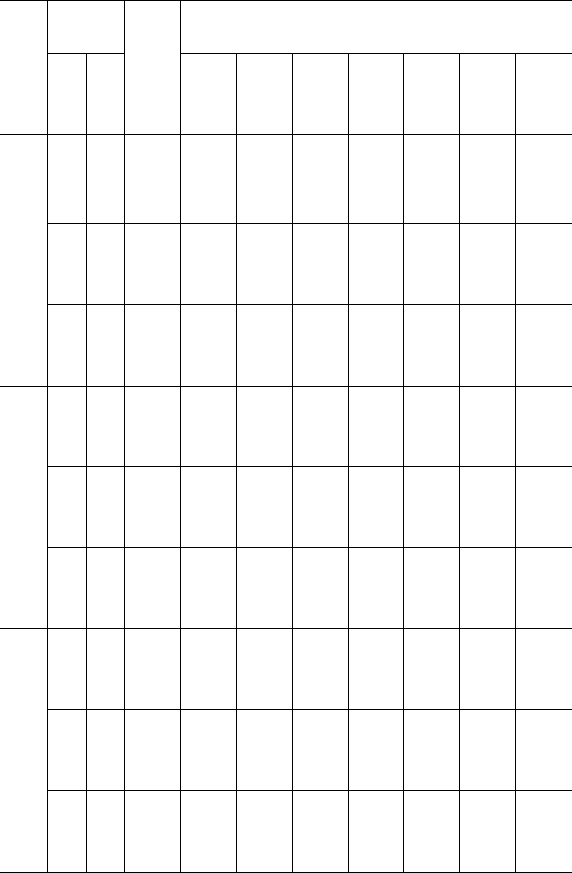
342 " ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 16
!
Поле допуска
Модуль
т, им
Обозначение от-
клонения
Диаметр d делительноЯ окружности, мм
!
Поле допуска
От
До
Обозначение от-
клонения
о
Ч
сч
С1
А °
О rt
1- _
Сч о
ю
ta о
и Ч
оо
Щ О
й о
и ч
о_
о °
СЧ
e О
О ч
О
Оо
сч о
-а*
<3§
о
о
•-Г
и
о
11а
0,5 1,5
es
es
c
ei
—80
— 117
— 180
—90
— 131
—202
— 100
— 145
—225
— 110
— 160
—250
— 125
— 185
-285
— —
11а
2
4
es
es
e
ei
—
— 100
-145
-225
— НО
— 160
—250
— 125
— 185
—285
— 140
—208
—320
— 160
—235
—360
—
11а
5 10
es
es
e
ei
— —
— 125
— 185
—285
— 140
—208
—320
— 160
—235
—360
— 180
—264
—404
—200
—290
—450
Вследствие того, что допуск Т по толщине зуба вала и
ширине впадины втулки состоит из двух частей, стан-
дарт содержит три отклонения: основное (суммарное),
обозначенное es для вала и EI для втулки; верхнее es
c
и
нижнее ei—для вала и соответственно ES и Е1
е
— для
втулки (см. табл. 16).
Варианты условных обозначений эвольвентных шли-
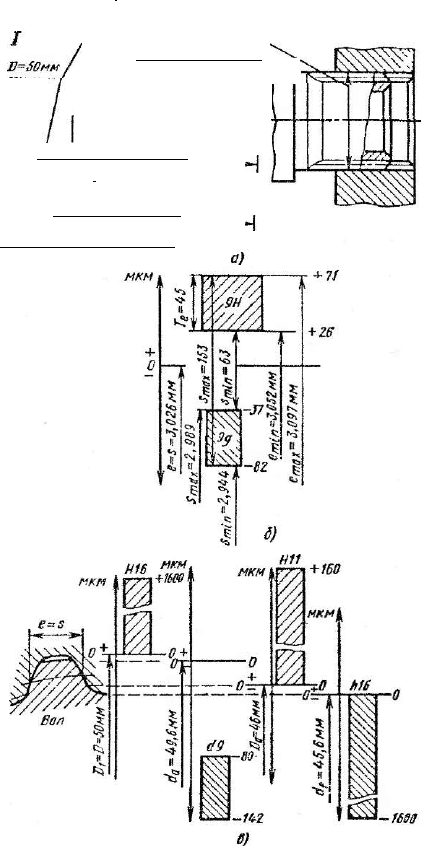
цевых соединений на чертежах показаны на рис. 10, а.
Вариант / обозначает шлицевое эвольвентное соединение
с D = 50 мм; т = 2 мм при центрировании по боковым
сторонам зубьев с посадкой 9H/'g. Вариант II относится
к соединению с центрированием по наружному диаметру
с посадкой H7/g6. Вариант III — при центрировании но
внутреннему диаметру с посадкой H7/g6.
Пример 3. Для шлицевого соединения (вариант /, рис. 10. о)
определить предельные размеры вала и втулки, предельные зазоры и
выполнить схему расположения полей допусков.
Задано шлицевое соединение с центрированием по Соковым по-
верхностям зубьев. Номинальный (исходный) диаметр соединения
D = 50 мм, модуль т — 2 мм, число зубьев (по табл. 13) z = 24. По
табл. 14 находим для вала толщину зуба по делительной окружности
s = 3,026 мм, диаметр окружности вершин зубьев d
a
= 49,6 мм, а
также для шлицевой втулки ширину впадины по делительной окружно-
сти с — 3,026 мм, диаметр окружности вершин зубьев втулки D
a
—
= 46 мм.
ДОПУСКИ ЭВОЛЬВЕНТНЬГХ ШЛИЦЕВЫХ СОЕДИНЕНИЯ 343
Л
ш
т=2мм
I
50 г. 2 *9Н/д ГОСТ 5031-10
| Посадка по боковым
поверхностям зубьеИ\ •
Н7- попе допуска втулки по Вf
дб-поле допуска вала по d
a
SQxH7fg6x2 ГОСТ 6033-80
т-2мм
I
i5Qx2xHj(gg ГОСТ £033-вО
посадка по дааметруд^\
Рис. 10. Обозначение допусков и посадок эвольвентного шлицевого
соединения при центрировании:
1 — по боковым поверхностям зубьев (я) и схема расположения полей допу-
сков (б и в); 11 — по наружному диаметру; III — по внутреннему диаметру
344 " ВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
17. Вспомогательная таблица к примеру 3
Параметр,
о
ег
«>§
Предельные отклонения, |
мкм
Предельные
размеры, мм
X
и
>.
с
С с
ES (es)
EI
e
(es
c
)
El (<-i) j
max | min
s = 3,026
d
a
= 49,6
dj = 45,6
Шлицевый вал
Эй
—11
—37
—82 2,989 2,944
с!9 —80
—
—142 49,520
49,458
hlG
0
—
— 1600 45,6
44,0
Шлицевая втулка
0,045
0,062
1,6
е = 3,026
Df = 50
D
a
= 46
9Н
-1 71
+26
0 3,097
3,052
1-116 + 1600
.—
0 51,6 50,0
НИ
+ 160
—
0 46,16
46,0
0,045
1,6
0,16
Вычисляем диаметр делительной окружности d-mz=2-24 —
— 48 мм, а согласно примеч. 3 к табл. 15 определяем для плоской
формы дна впадины диаметр окружности впадин вала df
тах
—D—
— 2,2т = 50 — 2,2-2= 45,6 мм и диаметр окружности впадины
втулки Df — D = 50 мм.
11а каждый размер шлицевых деталей установлены поля допусков;
которые из табл. 15 выписываем в вспомогательную табл. 17. В ту же
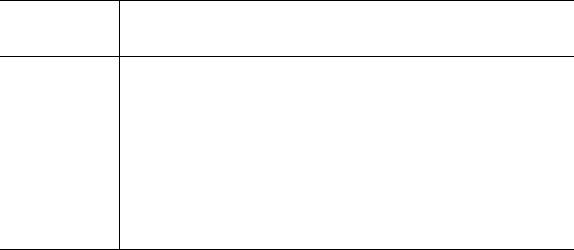
Рис. 11. Комплексные калибры для контроля деталей шлицевых пря-
мобочных соединений:
a — калибр-пробка; б — калибр-кольцо
ДОПУСКИ ЭВОЛЬВЕНТНЬГХ ШЛИЦЕВЫХ СОЕДИНЕНИЯ 345
таблицу выписываем верхние, нижние и основные отклонения из
табл. 16, а также верхние и нижние отклонения для полей допусков
иецептрирующих диаметров из таблиц гл. 2: 9 (для d9), 12 (для hi6)
и 7 (для НИ и Н16).
Предельные размеры и допуски подсчитываем по формулам табл. 3
гл. 1, а предельные зазоры по табл. 4 гл. 1.
В табл. 17 приведены предельные размеры и допуски собственно
на ширину впадины е и толщину зуба s. Суммарный допуск втулки Т =
= 71 мкм используют для расчета комплексного калибра-пробки.
Схемы расположения полей допусков изображены на рис. 10, б
и е.
Определяем наибольший S
inax
и наименьший S
m
m зазоры для
посадки 9H/g по боковым поверхностям зубьев:
•Smax = <ТШХ — «mm = 3,097 — 2,944 = 0,153 мм;
s
mln
= ftnln -
s
max = 3,052 - 2,989 = 0,063 мм.
Контроль размеров шлицевого вала и шлицевой втулки
осуществляют с помощью поэлементных, гладких калиб-
ров (скоб и пробок) н шлицевых комплексных калибров.
Калибры для контроля диаметров аналогичны калибрам-
скобам и калибрам-пробкам, применяемым для контроля
цилиндрических валов и втулок.
Комплексными проходными калибрами контролируют
отклонения формы п расположения поверхностей. Без
указанного контроля невозможно обеспечить сборку шли-
цевых деталей. На рис. 11 показаны комплексные калибры
для контроля шлицевой прямобочной втулки (рис. 11, о)
и шлицевого прямобочного вала (рис. 11,6). Комплекс-
ные калибры-пробки при контроле должны входить в от-
верстие шлицевой втулки. Аналогично комплексные ка-
либры-кольца должны проходить по шлицевому валу. На
калибрах наносят условное обозначение детали, для кон-
троля которой предназначен калибр.
Глава 6
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
МЕТРИЧЕСКИХ РЕЗЬБ
Резьбовые соединения широко распространены в ма-
шиностроении и приборостроении. В большинстве сов-
ременных машин свыше 60% всех деталей имеют резьбу.
Из большого разнообразия резьб следует выделить метри-
ческую крепежную резьбу, допуски и посадки иа которую
нормированы стандартами, приведенными в табл. 1.
1. Стандарты на допуски и посадки резьбовых соединений
гост Наименование
4608-
-81
онз. Резьба
метрическая. Посадки с натягом
9000--81 ОНВ. Резьба
метрическая для диаметров менее 1 мм.
Допуски
11708-
-82 ОНВ. Резьба Термины и определения
11709-
-81 ОНВ. Резьба
метрическая для детален из пластмасс
26093-
-81 ОНВ.
Резьба метрическая. Допуски, Посадки с за-
зором
24834-
-81
ОНВ.
Резьба
метрическая. Переходные посадки
25229-
-82 ОНВ. Резьба метрическая коническая
ПАРАМЕТРЫ МЕТРИЧЕСКОЙ РЕЗЬБЫ
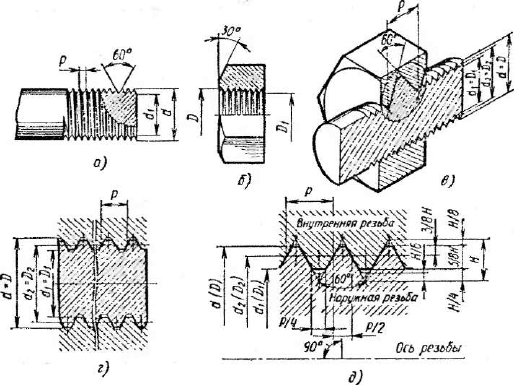
Резьбы подразделяются на наружные и внутренние.
К наружным резьбам относят резьбу болта, шпильки,
винта и т. д. (рис. 1, а), а к внутренним резьбам — резьбу
гайки, гнезда, муфты и т. д. (рис. 1, б).
Параметры резьбы: наружный диаметр d (D), внутрен-
ний диаметр d
l
(DJ, средний диаметр d
2
(D
2
), шаг Р,
угол профиля а и длина свинчивания I. Все параметры
характеризуются номинальными размерами, каждый из
ПАРАМЕТРЫ
347
Рис. 1. Наружная (а) и внутренняя {б) резьбы; соединение болта с гай-
кой (в); параметры резьбы (г и д)
которых одинаков для болта (шпильки, винта) и для гайки
(гнезда). Диаметры наружной резьбы обозначают строч-
ной латинской буквой d, d
t
, d
2
, а диаметры внутренней
резьбы —• прописной D, D
1
и D
2
-
Номинальным диаметром резьбы является наружный
диаметр d = D (рис. 1, с) — диаметр воображаемого пря-
мого кругового цилиндра, описанного вокруг вершин на-
ружной или впадин внутренней цилиндрической резьбы.
Внутренний диаметр d
t
= D
1
-— диаметр воображае-
мого прямого кругового цилиндра, вписанного во впадины
наружной или вершины внутренней цилиндрической резь-
бы.
Средний диаметр d
2
= D
s
— диаметр воображаемого
соосиого с резьбой прямого кругового цилиндра, каждая
образующая которого пересекает профиль резьбы таким
образом, что ее отрезки, образованные при пересечении с ка-
навкой, равны половине номинального шага Р резьбы.
Образующая воображаемого цилиндра пересекает номи-
нальный профиль резьбы так, что ширина канавки равна
толщине выступа.