Багров Н.М., Г.А. Трофимов, В.А. Андреев В.В. Основы отраслевых технологий
Подождите немного. Документ загружается.

151
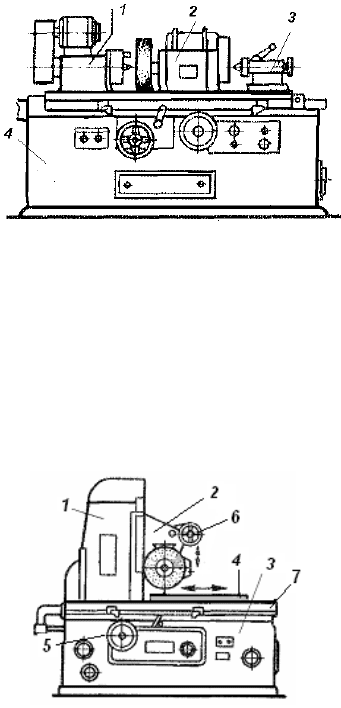
Рис. 4.45, а. Круглошлифовальный станок
Плоскошлифовальные станки. Станки для плоского
шлифования подразделяются на шлифующие круглой боковой и
плоской торцевой поверхностями шлифовального круга
(см. рис. 4.44, г и др.) Наибольшее распространение получили
плоскошлифовальные станки с прямоугольным столом и гори-
зонтальным шпинделем для шлифования заготовок боковой по-
верхностью круга (рис. 4.45, б).
Рис. 4.45, б. Плоскошлифовальный станок
На столе станка укреплена электромагнитная плита 4,
служащая для установки и закрепления заготовки. Стол со-
вершает возвратно-поступательное движение по направляющим
станины 3. По вертикальным направляющим стойки 1 переме-
щается шлифовальная бабка 2 для установки шлифующего
круга на глубину шлифования. Поперечное перемещение
шлифовального круга может осуществляется вручную –
маховиком 5 или автоматически, вертикальное перемещение –
маховиком 6.
4.6.9. Отделочные методы обработки. Отделочными и
доводочными методами обработки достигается получение глад-
152
ких зеркальных поверхностей с высокой точностью размеров.
Основными видами отделочных работ являются хонингование,
суперфиниш, притирка и полировка.
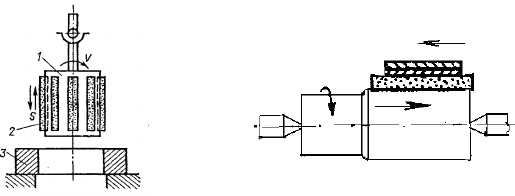
Хонингование (англ. Honing от hone, буквально – то-
чить) – метод отделки поверхности сквозных отверстий вра-
щающимися мелкозернистыми абразивными брусками 2 (рис.
4.46, а), которые вставлены в специальное приспособление – хо-
нинговальную головку 1, и совершают вместе с ней вра-
щательное и поступательное перемещение вдоль заготовки 3.
а
б
Рис. 4.46. Схемы тонкой обработки поверхностей
Применяется при обработке точных отверстий, напри-
мер, в блоках цилиндров внутреннего сгорания.
Суперфиниш (рис. 4.46, б) – применяют, в основном,
для наружной обработки поверхностей. Бруски, закрепленные в
головке над заготовкой, совершают продольное поступательно-
возвратное движение ∆S
пр
, а заготовка вращается со скоростью
V
3
и движется возвратно-поступательно (S
nр
).
Притирка – метод чистовой обработки, обеспечиваю-
щий получение точных размеров (до 1 мкм) и малой шерохова-
тости поверхности. Притирка производится абразивными паста-
ми или порошками, смешанными со смазкой и нанесенными на
поверхность притира. Наиболее часто для этой цели использу-
ется так называемая паста ГОИ (разработана Государственным
оптическим институтом). В процессе притирки совершается пе-
ремещение притира и детали.
Притирка выполняется на универсальных и специальных
притирочных станках, а также вручную. В качестве притиров
используют вращающиеся диски, плиты, бруски и т.д.
Полировальные работы. Окончательная обработка по-
верхности достигается полированием ее быстро вращающимся
эластичным кругом, покрытым войлоком, тканью и т.д., с нанесени-
153
ем на него полировальной пасты – абразивного порошка, смешан-
ного с воском, салом, парафином и др. материалами. Наибольшее
распространение получила указанная выше паста ГОИ. Полирова-
ние поверхности в обязательном порядке производится при ее по-
следующей гальванической обработке – при покрытии никелем или
хромом.
4.6.10. Механизация и автоматизация производст-
венных процессов. Станки с числовым программным
управлением (станки с ЧПУ). В зависимости от масштаба про-
изводства (единичного, серийного, массового) предприятия обо-
рудуются станками различной степени автоматизации.
При единичном производстве используется универсаль-
ное оборудование, позволяющее производить его быструю пе-
реналадку и изготовление различных видов деталей. Однако
производительность такого оборудования низкая, и для ее по-
вышения осуществляются механизация и автоматизация наи-
более трудоемких процессов при его обслуживании. Под меха-
низацией понимается применение устройств, заменяющих руч-
ной труд по обслуживанию станка – ускоренные перемещения
суппортов, установка и закрепление деталей и т.д. При авто-
матизации ручное управление процессом работы станка за-
меняется автоматическими устройствами. При этом следует от-
личать два понятия – автоматизированное производство и
автоматическое. Первое предполагает участие в управлении
станком человека по отдельным функциям управления и кон-
троля, второе – работа ведется полностью без какого-либо уча-
стия человека.
По конструкции системы управления различают станки с
цикловым программным управлением (ЦПУ) и с числовым про-
граммным управлением (ЧПУ).
В условиях массового производства наиболее рента-
бельны станки с ЦПУ – станки-автоматы, в которых автоматизи-
рован как процесс установки и съема заготовки, так и весь цикл
ее обработки. В этих станках управление осуществляется рас-
пределительным валом и системой соединенных с ним различ-
ных кулачков. При полном повороте распределительного вала
осуществляется полный цикл обработки заготовки (например,
рассмотренный выше токарный станок-автомат). Достоинствами
таких станков являются высокая производительность и автома-
тический цикл обработки, но такие станки предназначены чаще
всего для изготовления деталей определенного типоразмера и
требуют чрезвычайно длительной переналадки для изготовле-
ния другой, даже подобной детали. Поэтому их применение ог-
154
раничено продукцией массового производства и необходимо-
стью достаточно длительного применения.
С начала 80-х годов широкое распространение получили
станки с числовым программным управлением, сокращенно –
станки с ЧПУ.
Сущность станков с ЧПУ состоит в том, что программа вы-
полнения всех необходимых для изготовления детали перемеще-
ний исполнительных органов (изменения режимов резания, пере-
ключения частот вращения шпинделя, скорости, направления, ве-
личины подачи резца или заготовки и др.) записывается с помо-
щью числового кода на программоносителе. В качестве програм-
моносителя могут быть использованы перфокарты, перфоленты,
магнитные диски и ленты, лазерные компакт-диски и др. носители
информации. Записанная программа вводится в считывающее
устройство станка, в котором она преобразуется в командные им-
пульсы, передающиеся исполнительным органам станка, обеспе-
чивающие их необходимые перемещения. В функциональную сис-
тему ЧПУ входят три основных компонента: управляющая про-
грамма, блок управления и объект управления – станок.
Эффективность систем с ЧПУ объясняется тем, что
изменение программы не требует существенной перестройки
станка. Станки с ЧПУ позволяют в 3–6 раз повысить произво-
дительность труда в мелкосерийном и единичном производ-
стве, одновременно повышая качество обработки и стабиль-
ность размеров.
Практически все основные виды металлорежущих стан-
ков могут выпускаться и выпускаются с ЧПУ.
Обработка крупных корпусных деталей может состоять
из ряда различных операций – сверления, растачивания, фре-
зерования и т. д. Переход к каждой операции требует смены ин-
струмента и заготовки, транспортировки заготовки от станка к
станку, т.е. требует значительных дополнительных затрат вре-
мени. Поэтому в последнее время широкое распространение
получили многоцелевые станки с ЧПУ – обрабатывающие цен-
тры. Они позволяют обрабатывать деталь с применением мно-
гих, до 150 шт., инструментов без снятия детали.
Пример обработки заготовки на обрабатывающем цен-
тре, созданном на базе горизонтально-расточного станка, пока-
зан на рис. 4.47. На станке имеются два приспособления – спут-
ники 2 и 10, предназначенные для последовательного переме-
щения и смены заготовок на столе 8 по мере их обработки. Тех-
нологический процесс обработки состоит из следующих опера-
ций. Первая операция – заготовка 3 устанавливается на спутник 2
и подается с него на поворотный стол 8 под шпиндельную бабку
155
9. Затем, по заданной программе, установленным в шпинделе 7
инструментом, начинается обработка заготовки. Пока идет об-
работка первой заготовки, на второе приспособление – спутник
10 устанавливается следующая заготовка. После окончания
первой операции обработки заготовки двухзахватный оператор
5 вынимает одним захватом (5а) из шпинделя отработавший
инструмент, другим (5б) вынимает из магазина 4 инструмент для
следующей операции обработки, затем поворачивается на 180º,
вставляет отработавший инструмент в магазин, новый инстру-
мент – в шпиндель, и производится следующая операция обра-
ботки заготовки. По окончании обработки готовая деталь пере-
носится на спутник 2 и удаляется, новая заготовка со спутника
10 устанавливается на поворотный стол и начинается ее обра-
ботка. Все действующие операции перемещения и обработки
производятся автоматически по программе.
На обрабатывающих центрах можно обрабатывать все
поверхности детали, кроме базовой, без перестановки заготов-
ки.
Обрабатывающие центры отличаются высокой производи-
тельностью и находят широкое применение в промышленности.
156
Рис. 4.47. Многоцелевой станок мод. 2623ПМФ3 и схема его
двухзахватного оператора см. Аосновы отр техн сбор 2010а
граф
157
ГЛАВА 5. ПЛАСТМАССЫ
5.1. Основные виды, свойства и применение
Пластмассами называют материалы, получаемые на основе природных или синтетических
полимеров, которые на определенной стадии производства или переработки обладают высокой пла-
стичностью.
Пластмассы широко применяются практически во всех отраслях народного хозяйства, что
обусловлено наличием у различных видов пластмасс широкого спектра полезных свойств.
Пластмассы получаются синтезом (соединением) молекул простых органических и неоргани-
ческих веществ (мономеров) с получением больших макромолекул – полимеров ("поли"– много).
В зависимости от поведения при нагревании пластмассы делятся на термопластичные и
термореактивные.
Пластмассы, свойства и строение которых после нагревания и последующего охлаждения не
изменяются, называются термопластичными – каждый раз при нагревании они размягчаются, а
при охлаждении затвердевают, не изменяя своих свойств, поэтому могут перерабатываться много-
кратно. Полимеры, которые при нагревании или охлаждении необратимо изменяют структуру, теряя
способность плавиться и растворяться, называются термореактивными. Эти полимеры могут об-
рабатываться однократно.
Для придания пластмассе различных полезных свойств в ее состав вводят наполнители,
пластификаторы и различные добавки.
Наполнителями служат органические или неорганические вещества в виде порошков (дре-
весной или кварцевой муки, графита), волокон (бумажных, хлопчатобумажных, асбестовых, стеклян-
ных) или листов (ткани, слюды, древесного шпона). Наполнители повышают прочность, теплостой-
кость, износостойкость и другие свойства пластмасс.
Пластификаторами называют вещества, вводимые в состав пластмасс с целью повыше-
ния их пластичности и эластичности.
158
К добавкам откосятся вещества, замедляющие разрушение пластмасс при воздействии теп-
ла, света и других факторов. Для изменения цвета пластмассы в нее добавляют красители.
По происхождению пластмассы делятся на природные и синтетические. К природным поли-
мерам относятся материалы, созданные на основе целлюлозы (продукта переработки древесины и
хлопка) – целлофан, целлулоид, ацетатное волокно, нитролаки, кинопленка и др.
Экономически наиболее эффективными являются синтетические пластмассы, получаемые поли-
меризацией или поликонденсацией.
Полимеризацией называется процесс образования высокомолекулярных соединений – по-
лимеров, при котором макромолекулы образуются путем последовательного соединения молекул
низкомолекулярного вещества – мономера, при этом не происходит образование каких-либо по-
бочных продуктов.
Поликонденсацией называется процесс образования высокомолекулярных соединений не
менее чем из двух мономеров, проходящий с выделением низкомолекулярных продуктов (низкомоле-
кулярных веществ – воды, спирта и т. д.).
Широкое применение пластмасс определяется их ценными физическими и химическими
свойствами. Для органических полимеров и пластмасс на их основе характерна низкая плотность, что
определяет их широкое использование в авиа-, авто-, ракето- и судостроении.
Многие пластмассы отличаются высокой химической стойкостью. Они не подвержены элек-
трохимической коррозии, на них не действуют слабые кислоты и щелочи. Некоторые из пластмасс
(фторопласты, поливинилхлориды, полиолефины и др.) находят применение в химическом машино-
строении, в ракетостроении, служат для защиты металлов от коррозии. Большинство пластмасс без-
вредно в санитарном отношении.
Пластмассы обладают высокими диэлектрическими свойствами и широко применяются в
электро-, радиотехнике и радиоэлектронике.
Пластмассы имеют низкую теплопроводность (в 70–220 раз ниже теплопроводности стали), что
позволяет их использовать в качестве теплоизоляторов.
159
Механические свойства пластмасс находятся в широком диапазоне. В зависимости от вида
они могут быть твердыми и прочными или же гибкими и упругими. Ряд видов пластмасс по механиче-
ской прочности превосходит чугун и бронзу.
Многие пластмассы обладают высокой морозостойкостью и теплостойкостью (например,
фторопласт может применяться при температурах от –269 до +260°С).
Хорошие антифрикционные свойства одних видов пластмасс позволяют применять их для
изготовления подшипников скольжения, высокий коэффициент трения других видов позволяет их ис-
пользовать для изготовления деталей тормозящих устройств.
Пластмассы обладают хорошей восприимчивостью к окрашиванию. Некоторые пластмассы
могут быть изготовлены прозрачными, не уступающими по своим оптическим свойствам стеклу. При
этом пластмассы, в отличие от стекла, пропускают ультрафиолетовые лучи.
Пластмассы обладают хорошими технологическими свойствами – при обработке хорошо
льются, прессуются, обрабатываются резанием. Изделия из пластмасс изготавливают способами
безотходной технологии (без снятия стружки) – литьем, прессованием, формованием с применением
невысоких давлений в вакууме.
Недостатком пластмасс являются: малая прочность, жесткость и твердость, большая ползу-
честь, особенно у термопластов, низкая теплостойкость (для большинства пластмасс температура
составляет от -60° до +200°), старение, плохая теплопроводность. Однако положительные свойства
пластмасс несравнимо выше их недостатков, поэтому их применение очень высокое и непрерывно
растет. Рассмотрим наиболее часто применяемые виды пластмасс.
5.2. Основные виды термопластичных пластмасс,
их свойства и применение
Из полимеризационных пластмасс наиболее широко используются: полиэтилен, полипро-
пилен, полистирол, винипласт, фторопласт и полиакрилат.
160
Полиэтилен. Полиэтилен является продуктом полимеризации этилена. Его получают при
крекинге нефти, из коксового газа, из этилового спирта.
Полиэтилен выпускается в виде пленок толщиной 0,03–0,3 мм, шириной 1400 мм и длиной до
300 м, а также в виде листов толщиной 1–6 мм и шириной до 1400 мм. Полиэтилен обладает исклю-
чительно высокими диэлектрическими свойствами, поэтому находит широкое применение при изго-
товлении кабельной изоляции, деталей для радиоаппаратуры, телевизионных и телеграфных уста-
новок. Вследствие водонепроницаемости и химической стойкости (при температурах до 60°С он стоек
против соляной, серной, азотной кислот, растворов щелочей и многих органических растворителей)
полиэтилен применяют для изготовления деталей химической аппаратуры, нефте- и газопроводов,
цистерн, им выстилают каналы оросительных сетей. Полиэтилен нетоксичен, поэтому из него изго-
тавливают пленку для хранения пищевых продуктов, применяют для изготовления предметов до-
машнего обихода. Так как полиэтилен прозрачен, то его применяют в качестве заменителя стекла, в
сельском хозяйстве полиэтиленовой пленкой покрывают парники. Из полиэтилена изготавливают
крышки подшипников, детали вентиляторов и насосов, гайки, шайбы, полые изделия вместимостью
до 200 л, тару для хранения и транспортировки кислот и щелочей.
Полипропилен является производным этилена. По сравнению с полиэтиленом полипропи-
лен имеет более высокую механическую прочность и жесткость, большую теплостойкость и меньшую
склонность к старению. Недостатком полипропилена является его невысокая морозостойкость.
Полипропилен применяют для изготовления антикоррозионного покрытия резервуаров, труб и
арматуры трубопроводов, электроизоляторов, а также для изготовления деталей, применяемых при
работе в агрессивных средах. Из полипропилена изготавливают корпуса автомобилей и аккумулято-
ров, прокладки, трубы, фланцы, водонапорную арматуру, пленки, пленочные покрытия бумаги и кар-
тона, корпуса воздушных фильтров, конденсаторы, зубчатые и червячные колеса, ролики, подшипни-
ки скольжения, фильтры масляных и воздушных систем, уплотнения, детали приборов и автоматов
точной механики, кулачковые механизмы, детали телевизоров, магнитофонов, холодильников, сти-
ральных машин, изоляцию проводов и кабелей и т.д. Полипропилен обладает хорошими технологи-
ческими свойствами – способностью к литью, экструзии, прессованию, сварке и обработке резанием.