Багров Н.М., Г.А. Трофимов, В.А. Андреев В.В. Основы отраслевых технологий
Подождите немного. Документ загружается.

111
ся разрежение, и расплав ее заполняет. После заполнения
формы расплавом и затвердевания отливки разрежение снима-
ется, и отливка извлекается из формы.
Непрерывное литье заключается в том, что расплав не-
прерывно и равномерно заливается в охлаждаемую водой фор-
му (кристаллизатор), из которой затвердевшая отливка в виде
квадрата, прутка, трубы или другого профиля вытягивается спе-
циальным устройством и после дополнительного охлаждения
разделяется на мерные заготовки.
Литье армированных деталей. Армирование – это соеди-
нение в один блок двух или более сплавов, обладающих разными
свойствами и неодинаковой температурой плавления, например,
металлические сплавы и неметаллические материалы (пластмас-
сы, керамика, металлокерамика и др.) Армирование повышает
износостойкость и снижает материалоемкость литых деталей.
Литье с окунанием. Очищенная от оксидов стальная
деталь помещается, например, в расплав бронзы, который при-
варивается к её стенкам и, в зависимости от продолжительности
выдержки, намораживается заданным слоем. Способ применяют
для изготовления биметаллических отливок.
Основными направлениями развития технологии литей-
ного производства являются:
развитие высокоточных и безотходных технологий;
стремление к полной автоматизации и расширение сфе-
ры применения компьютерной техники;
развитие работ по полной регенерации отходов или без-
вредной для окружающей среды их утилизации.
Актуальность экологического направления подтверждают
следующие данные: при производстве 1 т отливок литьем в разо-
вые песчаные формы в атмосферу выбрасывается около 1600 м
3
вредных веществ, в водный бассейн поступает 3000 м
3
сточных
вод и вывозится в отвалы 6 т отработанных формовочных и стер-
жневых смесей. В год это составит, соответственно, 6,4 млрд м
3
,
12 млн м
3
и 24 млн т.
4.4. Обработка металла давлением
4.4.1. Прокатное производство. Прокаткой называется
обработка металлов давлением путем обжатия слитка или заго-
товки между вращающимися валками прокатного стана для
уменьшения их сечения и придания им заданной формы. Про-
каткой получают изделия с постоянным по длине сечением
(прутки, арматуру, трубы, балки, фасонный профиль, листы и
т.д.) или с периодически изменяющейся по длине формой. Про-
112
катка – завершающая часть полного металлургического произ-
водства.
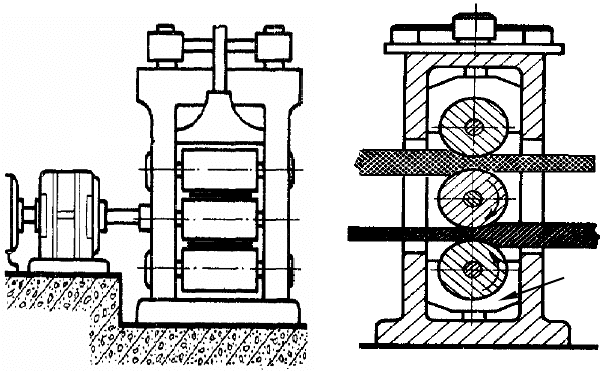
Прокатка осуществляется на прокатных станах (рис.
4.12, 4.13). Прокатываемый слиток увлекается силой трения,
возникающей между валками и слитком, при этом валки обжи-
мают слиток и при прокручивании придают его поперечному се-
чению соответствующую форму – профиль. Прокатка подразде-
ляется на горячую – с предварительным нагревом металла – и
холодную.
Рис. 4.12. Схема работы прокатного стана
Валки подразделяются на листовые – для получения
листов, и сортовые – для получения фасонного металлопроката
– рельсов, балок и т. д.
Первичную прокатку делают на мощных станах – блю-
мингах для последующего проката заготовок в сортовой прокат и
слябингах – для последующего получения листа. Соответственно,
заготовки называются блюмы (сечением от 150 ×150 до 450 ×
450) и слябы (толстые плиты толщиной до 350 мм).
Станы для прокатки готовых изделий подразделяются на
сортовые (для получения сортового проката), листопрокатные,
рельсобалочные, трубопрокатные и специального назначения.
Валки
113
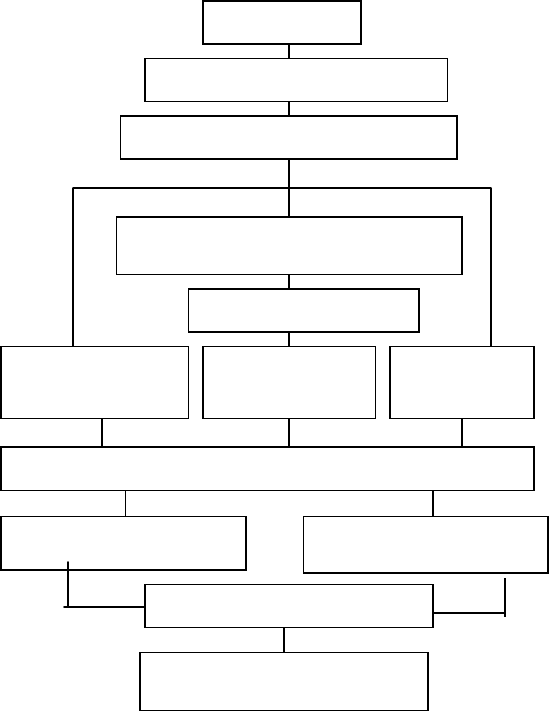
Рис. 4.13. Схема технологического процесса производства
сортового и листового проката
Сортамент проката. Форма поперечного сечения про-
ката называется профилем. Совокупность форм и размеров про-
филей называется сортаментом. Сортамент разделяется на 4
группы: сортовой, листовой, трубы и специальные виды проката.
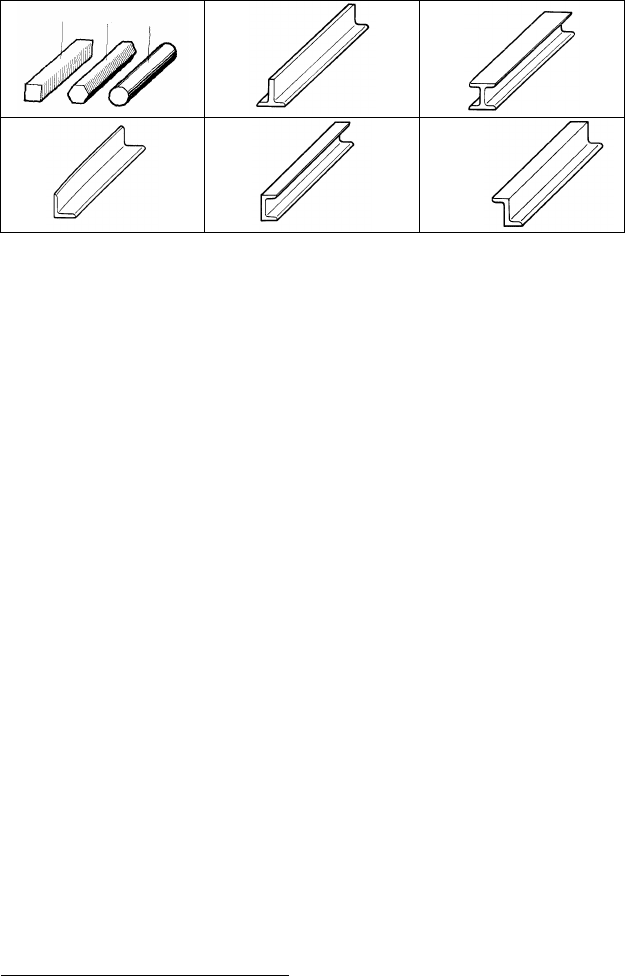
Сортовой прокат (рис. 4.14) делят на профили простой
геометрической формы – квадрат (1), шестигранник (2), круг (3),
прямоугольник и фасонные – швеллер, тавр, двутавр, угловой
прокат и др., а также профили специального назначения для
различных отраслей промышленности.
Нагрев слитков
Прокатка слитков в блюмы и слябы
Обрезка концов, резка на части
Прокатка блюмов в заготовки на загото-
вительных станах
Резка заготовки на части
Охлаждение, ос-
мотр, зачистка сля-
бов
Охлаждение, ос-
мотр, зачистка
заготовок
Охлаждение,
осмотр, за-
чистка блюмов
Нагрев заготовок (блюмов, слябов) в периодических печах
Прокатка на листопрокат-
ных станах
Прокатка на сортовых ста-
нах
Охлаждение проката
Отделка и приемка готового про-
ката
114
1 – квадрат, 2 – шестигранник, 3 – круглый
Рис. 4.14. Основные виды сортового проката
Листовая сталь делится на толстолистовую (4–160 мм),
тонколистовую – до 4 мм и фольгу – толщиной менее 0,2 мм.
Листовой прокат из стали и цветных металлов в отдельных слу-
чаях подразделяют и называют по применению: автотракторная
сталь, кровельная жесть, трансформаторная сталь и т.д. При-
меняют прокат с оловянным, цинковым, алюминиевым и пласт-
массовым покрытием. Листы, полученные холодной прокаткой,
имеют более равномерную толщину и высокую чистоту поверх-
ности.
Цветные металлы прокатывают преимущественно на
простые профили – круглый, квадратный, прямоугольный и шес-
тигранник. К специальным видам проката относятся вагонные
колеса, шары, периодический прокат и т.д.
При холодной прокатке тонколистовой стали для снятия
наклепа
1
применяют промежуточный отжиг с последующим про-
травливанием поверхности для снятия окалины – такие листы
называются декопированными. Они широко применяются для
листовой штамповки деталей.
4.4.2. Производство труб. Трубы подразделяются на
сварные и бесшовные или цельнотянутые.
Производство бесшовных труб. Бесшовные трубы
значительно дороже сварных, отличаются большей точностью,
лучшей поверхностью и могут обтачиваться. Производство бес-
шовных труб состоит из следующих операций.
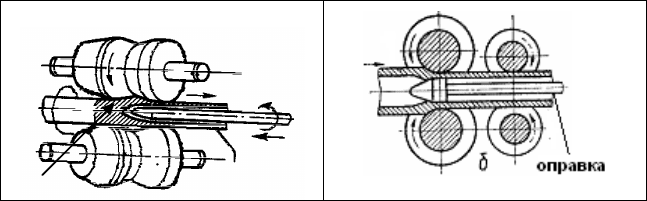
На прошивочных станах поперечно-винтовой прокатки с
валками 1 (рис. 4.15, а), оси которых расположены под углом
4–14° друг к другу, получают из заготовки 2 толстостенную гиль-
1
Наклеп – поверхностное изменение кристаллической структуры металла при
его обжатии валками.
Швеллер
Тавр Двутавр
Уголок Зетовый
прокат
1 2 3
115
зу. Рабочие валки и поддерживающие ролики вращаются в од-
ном направлении, при этом заготовка получает винтообразное
поступательное движение. Образование отверстия достигается
движением заготовки через оправку 3. После прошивки и нагре-
ва гильза поступает на раскатный стан.
Рис. 4.15. Производство бесшовных труб
На раскатном стане полученная гильза раскатывается
между двумя валками на оправке (рис. 4.15, б). Зазор между оп-
равкой и калибром валка определяет толщину стенки трубы. По-
сле обкатки трубы подвергают калибровке для получения окон-
чательных размеров.
Производство сварных труб. Сварные трубы, диа-
метр которых достигает 2500 мм, значительно дешевле бесшов-
ных, но менее прочны, имеют худшую поверхность и не могут
обтачиваться. Заготовкой для сварных труб служат лента или
листы шириной, равной длине окружности трубы.
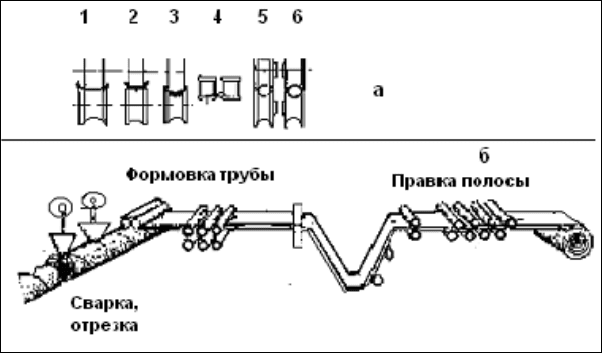
Технологический процесс изготовления сварных труб со-
стоит из следующих операций (рис. 4.16): 1) формовка плоской
заготовки в трубу (а); 2) сварка трубы (б); 3) отделка и правка.
При производстве труб диаметром 10–114 мм и толщи-
ной стенки 1,8–5 мм (в основном, водогазопроводных) посту-
пающая в рулоне полоса разматывается, правится, обрезается,
сваривается электросваркой с задним концом предыдущего ру-
лона и поступает в нагревательную туннельную печь, где нагре-
вается до 1300–1350 °С. Затем заготовка последовательно про-
ходит через 6–12 клетей непрерывного стана, где происходит
формовка и сварка прижатых между валками друг к другу встык
кромок трубы (рис. 4.16, а). Выходящая из стана труба разреза-
ется пилой на куски 4–12 м и калибруется на калибровочном
стане.
а
1
2
3
116
Рис. 4.16. Схема получения сварных труб
При производстве труб диаметром 400–1800 мм с тол-
щиной стенок 6–15 мм и со спиральным швом (для изготовления
конструкций нефте- и газопроводов) заготовка формуется ана-
логично рассмотренному выше и сваривается электродуговой
сваркой под слоем флюса (рис. 4.16, б).
4.4.3. Прессование. Прессованием называется способ
обработки металлов давлением, при котором металл выдавли-
вается из замкнутой полости через отверстие с получением
профиля по форме отверстия. Прессованные изделия получа-
ются более точными, чем катанные.
Прессованием получают прутки диаметром 5–250 мм,
проволоку диаметром 5–10 мм, трубы с наружным диаметром
20–400 мм и толщиной стенки 1,5–12 мм. Благодаря гибкости и
легкости переналадки прессованием выгоднее, чем прокаткой,
изготавливать малые серии изделий. Различают прямое и об-
ратное прессование.
При прямом прессовании (рис. 4.17, а) пуансон (пор-
шень) 1 давлением на планшайбу 2 выталкивает металл 3 из
контейнера 4 через отверстие в матрице 5 с получением прутка,
имеющего сечение по форме отверстия.
При получении трубы (рис. 4.17, б) металл сначала про-
шивается иглой 6, проходящей через полый пунсон 1, и затем,
под давлением планшайбы 2, выдавливается в виде трубы 3
через кольцеобразное отверстие, образуемое иглой 6 и стенка-
ми отверстия матрицы. При обратном п рессовании (рис.
4.17, в) металл выходит через матрицу 5 и полый пуансон 6 в
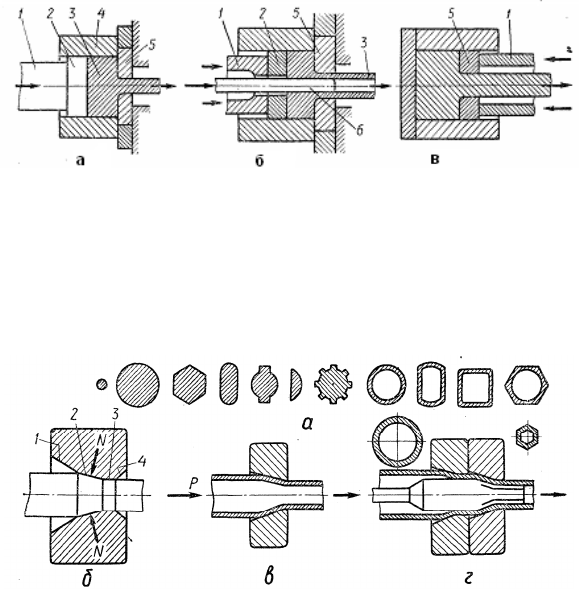
117
направлении, обратном движению пуансона. Прессование про-
изводится на гидравлических прессах с усилием 300 – 25 000 т.
Рис. 4.17. Схемы прессования изделий
4.4.4. Волочение. Волочением получают проволоку,
прутки, стержни и трубы (рис. 4.18, а). Технологический процесс
волочения состоит в протягивании прокатанных или прессован-
ных заготовок через отверстие в матрице (волоке), поперечное
сечение которого меньше диаметра заготовки.
Рис. 4.18. Примеры профилей, получаемых волочением,
и схемы волочения прутков, проволоки и труб:
1 – смазочная воронка; 2 – рабочий конус; 3 – калибрующий пояс; 4 –
выходной конус
Волочением изготавливают прутки, проволоку диамет-
ром от 10 до 0,002 мм (рис. 4.18, б), трубы диаметром до 500
мм и толщиной стенки 0,1–10 мм высокой точности с блестящей
поверхностью. Волочение труб без оправки (рис. 4.18, в) произ-
водится при уменьшении только диаметра трубы, с оправкой –
при уменьшении диаметра и стенки трубы (рис. 4.18, г). В про-
цессе волочения металл разогревается.
4.5. Кузнечно-штамповочное производство
118
4.5.1. Ковка. Ковка – процесс деформирования нагретой
заготовки последовательным ударным воздействием молота
или закрепленного в нем инструмента.
Ковка бывает машинной (на молотах и прессах) или руч-
ной. Изделие, полученное ковкой, называется поковкой. Поковки
имеют разнообразную форму и по массе могут быть от несколь-
ких граммов до 300 и более килограммов.
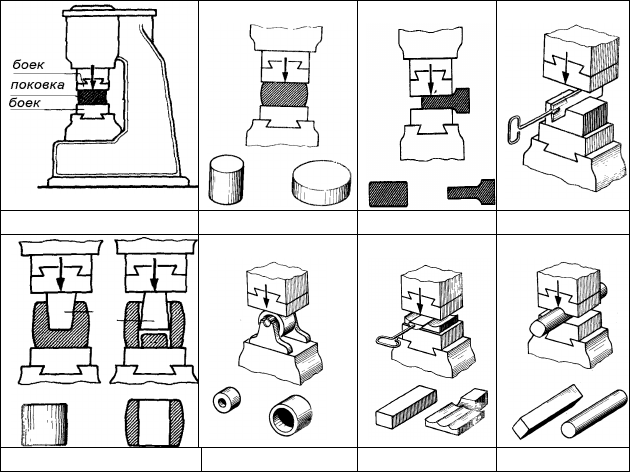
Самое сложное по форме металлическое изделие можно
получить, выполняя в определенной последовательности ос-
новные операции ковки: осадку, вытяжку, рубку, прошивку, рас-
катку, разгонку, обкатку и др. (рис. 4.19).
свободная ковка осадка вытяжка рубка
прошивка раскатка разгонка обкатка
Рис. 4.19. Схема свободной ковки и основные операции
Осадка – увеличение поперечного сечения заготовки за
счет высоты ударом по ее верхней поверхности.
Вытяжка – удлинение заготовки ударами молота по ее
поверхности с поворотом на 90
º
за счет уменьшения поперечно-
го сечения.
Рубка – отделение части металла с помощью зубила
или топора.
Прошивка (пробивка) отверстий с помощью прошвиня
(пробойника) с установкой заготовки на приспособление в виде
кольца.
Гибка – применяется для гибки заготовки.
119
Раскатка – операция уменьшения толщины стенки ци-
линдра с помощью оправки или приспособления.
Имеется ряд других операций, сущность которых так-
же заключается в изменении формы нагретой заготовки удар-
ными воздействиями молота с применением различных инст-
рументов.
Для ковки используются пневматические и паровоздуш-
ные молоты, молоты, работающие под воздействием пара и
гидравлические прессы, где давление создается маслом, посту-
пающим в рабочий цилиндр. Основной характеристикой молота
является масса его падающих частей. Имеются молоты с весом
падающих частей от 150 кг до 16 т.
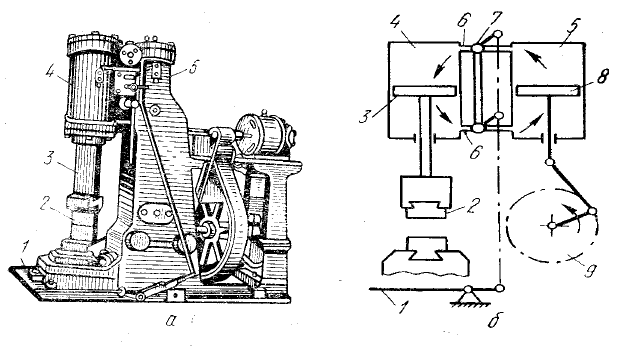
Пневматический молот (рис. 4.20) имеет два парал-
лельных цилиндра – рабочий 4 и компрессионный 5. В рабочем
цилиндре движется поршень 3, связанный с бабой-бойком 2.
Компрессионный поршень 8, приводимый в движение двигате-
лем с кривошипно-шатунным механизмом 9, сжимает по-
очередно воздух в нижней и верхней полостях компрессорного
цилиндра 5 и направляет его по каналам 6, в результате чего
происходит опускание (удар) и подъем молота. Для выпуска
воздуха из цилиндра и его впуска используются краны 7, управ-
ляемые педалью 1. Пневматические молоты дают возможность
делать отдельные удары автоматически и поддерживать молот
в поднятом состоянии или прижимать его к заготовке. Вес па-
дающей части пневматических молотов колеблется от 50 до
1000 кг.
Паро-воздушные молоты приводятся в движение
паром или сжатым воздухом, поступающим под давлением
0,4–0,8 Мн/м
2
(4–8 кГ/см
2
). Удар молота по заготовке происходит
под действием его силы тяжести или под действием силы тяже-
сти молота и давления пара.
120
Рис. 4.20. Схема пневматического молота
На рис. 4.21 показана схема работы широко используе-
мого в промышленности гидравлического пресса.
Действие пресса основано на законе Паскаля, согласно
которому давление, производимое внешними силами на поверх-
ность жидкости, одинаково передается по всем направлениям.
Давление (до 20 МПа) в рабочем цилиндре 1 создается
подачей в него гидравлической жидкости (минерального масла).
Через плунжер (поршень) 2 и траверсу (поперечину) 3 давление
передается на боек 4, который и деформирует заготовку 5.
Гидравлические прессы применяются для получения тя-
желых поковок из слитков, масса которых достигает 250 т, а так-
же в штамповочном производстве и при переработке пластмасс.
Они могут создавать давление до 70 000 т.
4.5.2. Горячая объемная штамповка. Объемная штам-
повка – процесс изготовления поковки путем заполнения разо-
гретым металлом полости штампа (рис. 4.22). Производитель-
ность штамповки в 50–100 раз выше, чем ковка, дает высокую
точность, но требует изготовления дорогостоящих штампов, по-
этому применяется только в массовом и серийном производстве
и при изготовлении деталей массой менее 10 кг.