AWS A5.29-98/SFA-5.29 Specification for Low-Alloy Steel Electrodes for Flux Cored Arc Welding (Eng)
Подождите немного. Документ загружается.

ASME B&PVC sec2c$u135 05-25-99 11:30:12 pd: sec2c Rev 14.04
SPECIFICATION FOR LOW-ALLOY STEEL
ELECTRODES FOR FLUX CORED ARC WELDING
SFA-5.29
(Identical with AWS Specification A5.29-98.)
1. Scope
This specification prescribes requirements for the
classification of low-alloy steel electrodes for flux cored
arc welding (FCAW). Metal cored low-alloy steel elec-
trodes are classified according to ANSI/AWS A5.28-
96, Specification for Low-Alloy Steel Filler Metals for
Gas Shielded Arc Welding.
1
Iron is the only element
whose content exceeds 10.5 percent in weld metal
produced using electrodes classified by this document.
PART A — GENERAL REQUIREMENTS
2. Normative References
2.1 ASTM Standards.
2
The following ASTM stan-
dards are referenced in the mandatory sections of this
document:
(a) A 36/A 36M, Specification for Carbon Struc-
tural Steel
(b) A 203/A 203M, Specification for Pressure Vessel
Plates, Alloy Steel, Nickel
(c) A 204/A 204M, Specification for Pressure Vessel
Plates, Alloy Steel, Molybdenum
(d) A 285/A 285M, Specification for Pressure Vessel
Plates, Carbon Steel, Low- and Intermediate-Tensile
Strength
(e) A 302/A 302M, Specification for Pressure Vessel
Plates, Alloy Steel, Manganese-Molybdenum and Man-
ganese-Molybdenum-Nickel
1
AWS standards can be obtained from the American Welding Society,
550 N.W. LeJeune Road, Miami, FL 33126.
2
ASTM standards can be obtained from the American Society for
Testing and Materials, 100 Barr Harbor Drive, West Conshohocken,
PA 19428.
597
(f) A 387/A 387M, Specification for Pressure Vessel
Plates, Alloy Steel, Chromium Molybdenum
(g) A 514/A 514M, Specification for High-Yield
Strength, Quenched and Tempered Alloy Steel Plate,
Suitable for Welding
(h) A 537/A 537M, Specification for Pressure Vessel
Plates, Heat Treated, Carbon-Manganese-Silicon Steel
(i) A 588/A 588M, Specification for High-Strength
Low-Alloy Structural Steel with 50 ksi [345 MPa]
Minimum Yield Point to 4 in. [100 mm] Thick
(j) E 29, Practice for Using Significant Digits in
Test Data to Determine Conformance with Specifications
(k) E 142, Standard Test Methods for Controlling
Quality of Radiographic Testing
(l) E 350, Standard Test Methods for Chemical
Analysis of Carbon Steel, Low-Alloy Steel, Silicon Elec-
trical Steel, Ingot Iron, and Wrought Iron
2.2 AWS Standards. The following ANSI/AWS
standards are referenced in the mandatory sections of
this document:
(a) ANSI/AWS A5.01, Filler Metal Procurement
Guidelines
(b) ANSI/AWS A4.3, Standard Methods for Determi-
nation of the Diffusible Hydrogen Content of Marten-
sitic, Bainitic, and Ferritic Steel Weld Metal Produced
by Arc Welding
(c) ANSI/AWS B4.0, Standard Methods for Mechan-
ical Testing of Welds
(d) ANSI/ASC Z49.1, Safety in Welding, Cutting,
and Allied Processes
2.3 MIL Standards.
3
The following MIL standard
is referenced in the mandatory sections of this document:
3
MIL standards are available from contracting activity or as directed
by contracting activity.
A99
ASME B&PVC sec2c$u135 05-25-99 11:30:12 pd: sec2c Rev 14.04
SFA-5.29 1998 SECTION II
TABLE 1
TENSION TEST REQUIREMENTS
Yield Strength @ 0.2% % Elongation in
Tensile Strength Range Offset, Min. 2 in. (51 mm)
AWS
Classification
a
ksi MPa ksi MPa Min.
E6XTX-X, -XM 60–80 410–550 50 340 22
E7XTX-X, -XM 70–90 480–620 58 400 20
E8XTX-X, -XM 80–100 550–690 68 470 19
E9XTX-X, -XM 90–110 620–760 78 540 17
E10XTX-X, -XM 100–120 690–830 88 610 16
E10XTX-K9, -K9M (c) (c) 82–97 560–670 18
E11XTX-X, -XM 110–130 760–900 98 680 15
E12XTX-X, -XM 120–140 830–970 108 745 14
EXXTX-G
(b)
EXXTG-X
(b)
Properties as agreed upon between supplier and purchaser
EXXTG-G
(b)
NOTES:
(a) The “X’s” in actual classification designations will be replaced with appropriate designators for usability characteristics specified in Table
3 and for chemical composition as specified in Table 4.
(b) Placement of a “G” in this designation indicates those properties that have been agreed upon between the supplier and purchaser. Other
properties are dictated by the digit(s) or suffix replacing the X. Variations used in this specification include the following:
(1) EXXTX-G — Alloy requirements are as agreed upon. The mechanical properties and slag system are as indicated by the digits used.
(2) EXXTG-X — The slag system and shielding gas are as agreed upon. Mechanical properties and alloy requirements conform to those
indicated by the digits.
(3) EXXTG-G — The slag system, shielding gas, and alloy requirements are as agreed upon. Mechanical properties conform to those
indicated by the digits.
(c) For this classification, E10XTX-K9, K9M, the “10” is an approximation of the tensile strength, not a requirement.
(a) MIL-S-16216, Specification for Steel Plate, Alloy,
Structural, High Yield Strength (HY-80 and HY-100)
3. Classification
3.1 The electrodes covered by this specification are
classified according to the following:
(a) the mechanical properties of the weld metal, as
specified in Tables 1 and 2;
(b) certain usability characteristics of the electrode,
as specified in Table 3;
(c) the positions of welding for which the electrodes
are suitable, as specified in Table 3; and
(d) chemical composition of the weld metal, as speci-
fied in Table 4.
3.2 Electrodes classified under one classification shall
not be classified under any other classification in this
specification. However, gas shielded electrodes may be
classified with 100 percent CO
2
shielding gas, 75 to
80 percent argon/balance CO
2
shielding gas or both.
The ‘‘M’’ designator means that the electrode has been
classified with a 75 to 80 percent argon/balance CO
2
shielding gas mixture.
598
3.3 The electrodes classified under this specification
are intended for FCAW either with or without an
external shielding gas.
Electrodes intended for use without external shielding
gas, or with the shielding gases specified in Table 3,
are not prohibited from use with any other process or
shielding gas for which they are found suitable.
4. Acceptance
Acceptance of the welding electrodes shall be in
accordance with the provisions of ANSI/AWS A5.01,
Filler Metal Procurement Guidelines.
5. Certification
By affixing the AWS Specification and Classification
designations to the packaging, or the classification
designations to the product, the manufacturer certifies

ASME B&PVC sec2c$u135 05-25-99 11:30:12 pd: sec2c Rev 14.04
PART C — SPECIFICATIONS FOR WELDING RODS,
ELECTRODES, AND FILLER METALS SFA-5.29
TABLE 2
IMPACT REQUIREMENTS
Classification Condition
a
Min. Impact Strength
b
E8XT1-A1, -A1M PWHT Not Required
E7XT5-A1, -A1M PWHT 20 ft · lbf @ −20°F (27 J @ −29°C)
E8XT1-B1, -B1M PWHT Not Required
E8XT1-B1L, -B1LM PWHT Not Required
E8XT1-B2, -B2M PWHT Not Required
E8XT5-B2, -B2M PWHT Not Required
E8XT1-B2H, B2HM PWHT Not Required
E8XT1-B2L, -B2LM PWHT Not Required
E8XT5-B2L, -B2LM PWHT Not Required
E8XT5-B6
(c)
, -B6M PWHT Not Required
E8XT5-B6L
(c)
, -B6LM PWHT Not Required
E8XT5-B8
(c)
, -B8M PWHT Not Required
E8XT5-B8L
(c)
, -B8LM PWHT Not Required
E9XT1-B3, -B3M PWHT Not Required
E9XT5-B3, -B3M PWHT Not Required
E10XT1-B3, -B3M PWHT Not Required
E9XT1-B3L, -B3LM PWHT Not Required
E9XT1-B3H, -B3HM PWHT Not Required
E6XT1-Ni1, -Ni1M AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E7XT6-Ni1 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E7XT8-Ni1 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E8XT1-Ni1, -Ni1M AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E8XT5-Ni1, -Ni1M PWHT 20 ft · lbf @ −60°F (27 J @ −51°C)
E7XT8-Ni2 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E8XT8-Ni2 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E8XT1-Ni2, -Ni2M AW 20 ft · lbf @ −40°F (27 J @ −40°C)
E8XT5-Ni2
(d)
, -Ni2M
(d)
PWHT 20 ft · lbf @ −75°F (27 J @ −60°C)
E9XT1-Ni2, -Ni2M AW 20 ft · lbf @ −40°F (27 J @ −40°C)
E8XT5-Ni3
(d)
, -Ni3M
(d)
PWHT 20 ft · lbf @ −100°F (27 J @ −73°C)
E8XT11-Ni3 AW 20 ft · lbf @ 0°F (27 J @ −18°C)
E9XT5-Ni3
(d)
, -Ni3M
(d)
PWHT 20 ft · lbf @ −100°F (27 J @ −73°C)
E9XT1-D1, -D1M AW 20 ft · lbf @ −40°F (27 J @ −40°C)
E9XT5-D2, -D2M PWHT 20 ft · lbf @ −60°F (27 J @ −51°C)
E10XT5-D2, -D2M PWHT 20 ft · lbf @ −40°F (27 J @ −40°C)
E9XT1-D3, -D3M AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E8XT5-K1, -K1M AW 20 ft · lbf @ −40°F (27 J @ −40°C)
E7XT7-K2 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E7XT4-K2 AW 20 ft · lbf @ 0°F (27 J @ −18°C)
E7XT8-K2 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E8XT1-K2, -K2M AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E9XT1-K2, -K2M AW 20 ft · lbf @ 0°F (27 J @ −18°C)
E8XT5-K2, -K2M AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E7XT11-K2 AW 20 ft · lbf @ +32°F (27 J @ 0°C)
E9XT5-K2, -K2M AW 20 ft · lbf @ −60°F (27 J @ −51°C)
E10XT1-K3, -K3M AW 20 ft · lbf @ 0°F (27 J @ −18°C)
E11XT1-K3, -K3M AW 20 ft · lbf @ 0°F (27 J @ −18°C)
E10XT5-K3, -K3M AW 20 ft · lbf @ −60°F (27 J @ −51°C)
E11XT5-K3, -K3M AW 20 ft · lbf @ −60°F (27 J @ −51°C)
E11XT1-K4, -K4M AW 20 ft · lbf @ 0°F (27 J @ −18°C)
E11XT5-K4, -K4M AW 20 ft · lbf @ −60°F (27 J @ −51°C)
E12XT5-K4, -K4M AW 20 ft · lbf @ −60°F (27 J @ −51°C)
E12XT1-K5, -K5M AW Not Required
E7XT5-K6, -K6M AW 20 ft · lbf @ −75°F (27 J @ −60°C)
E6XT8-K6 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E7XT8-K6 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E10XT1-K7, -K7M AW 20 ft · lbf @ −60°F (27 J @ −51°C)
E9XT8-K8 AW 20 ft · lbf @ −20°F (27 J @ −29°C)
E10XT1-K9, -K9M AW 20 ft · lbf @ −60°F (47 J @ −51°C)
E8XT1-W2, -W2M AW 20 ft · lbf @ −20°F (27 J @ −29°C)
599

ASME B&PVC sec2c$u135 05 25 99 11:30:12 pd: sec2c Rev 14 04
SFA-5.29 1998 SECTION II
TABLE 2 (CON’T)
IMPACT REQUIREMENTS
Classification Condition
a
Min. Impact Strength
b
EXXXTX-G
EXXXTG-G Not Specified
e
Not Specified
e
EXXXTG-X
NOTES:
a. AW p As welded.
PWHT p Postweld heat treated in accordance with Table 8.
b. Electrodes with the optional supplemental impact designator “J” shall meet the 20 ft · lbf (27 J) requirement at a test temperature of 20°F
(11°C) lower than the temperature shown above. For example, an E81T1-Ni1MJ would meet the 20 ft · lbf (27 J) requirement at −40°F
(−40°C).
c. These electrodes are presently also Classified E502TX-X or E505TX-X in AWS A5.22-95. With the next revision of A5.22, they will be
removed and exclusively listed in this specification.
d. PWHT temperatures in excess 1150°F (620°C) will decrease the impact value.
e. See Table 1, Note b.
that the product meets the requirements of this specifi-
cation.
4
6. Units of Measure and Rounding-Off
Procedure
6.1 U.S. Customary Units are the standard units of
measure in this specification. The SI Units are given
as equivalent values to the U.S. Customary Units. The
standard sizes and dimensions in the two systems are
not identical and, for this reason, conversion from a
standard size or dimension in one system will not
always coincide with a standard size or dimension in
the other. Suitable conversions, encompassing standard
sizes of both, can be made, however, if appropriate
tolerances are applied in each case.
6.2 For the purpose of determining conformance with
this specification, an observed or calculated value shall
be rounded to the ‘‘nearest unit’’ in the last right-hand
place of figures used in expressing the limiting value
for quantities in the appropriate tables in accordance
with the rounding-off method given in ASTM E 29,
Standard Practice for Using Significant Digits in Test
Data to Determine Conformance with Specifications.
PART B — TESTS, PROCEDURES, AND
REQUIREMENTS
7. Summary of Tests
The tests required for each classification are specified
in Table 5. The purpose of these tests is to determine
4
See Section A4, Certification (in the Annex), for further information
concerning certification and the testing called for to meet this
requirement.
600
the mechanical properties, soundness, the chemical com-
position of the weld metal, and usability of the electrode.
The base metal for the weld test assemblies, the welding
and testing procedures to be employed, and the results
required are given in Sections 9 through 14.
The optional supplemental test for diffusible hydrogen
in Section 15 is not required for classification, but is
included for an optional electrode designation as agreed
to between the purchaser and supplier. Another optional
supplemental designator (J) may be used to indicate
Charpy impact testing at lower than standard temper-
ature.
8. Retest
If any test fails to meet the requirement, that test
shall be repeated twice. The results of both retests
shall meet the requirement. Specimens for the retest
may be taken from the original test assembly or from
a new test assembly. For chemical analysis, retest need
be only for those specific elements that failed to meet
their test requirement. If the results of one or both
retests fail to meet the requirement, the material under
test shall be considered as not meeting the requirements
of this specification for that classification.
In the event that, during preparation or after comple-
tion of any test, it is clearly determined that prescribed
or proper procedures were not followed in preparing
the weld test assembly or test specimen(s), or in conduct-
ing the tests, the test shall be considered invalid, without
regard to whether the test was actually completed, or
whether test results met, or failed to meet, the require-
ment. That test shall be repeated, following proper
prescribed procedures. In this case, the requirement for
doubling the number of test specimens does not apply.
ASME B&PVC SEC2C$U135 04-09-00 19:52:28 pd: sec2c Rev 15.03
PART C — SPECIFICATIONS FOR WELDING RODS,
ELECTRODES, AND FILLER METALS SFA-5.29
TABLE 3
POSITION OF WELDING, SHIELDING, POLARITY, AND APPLICATION REQUIREMENTS
AWS Position
b, c
of External
Classification
a
Welding Shielding
d
Polarity
e
Application
f
EX0T1-X H, F CO
2
DCEP M
EX0T1-XM H, F 75–80%Ar/bal CO
2
DCEP M
EX1T1-X H, F, VU, OH CO
2
DCEP M
EX1T1-XM H, F, VU, OH 75–80%Ar/bal CO
2
DCEP M
EX0T4-X H, F None DCEP M
EX0T5-X H, F CO
2
DCEP M
EX0T5-XM H, F 75–80%Ar/bal CO
2
DCEP M
EX1T5-X H, F, VU, OH CO
2
DCEP or DCEN
g
M
EX1T5-XM H, F, VU, OH 75–80%Ar/bal CO
2
DCEP or DCEN
g
M
EX0T6-X H, F None DCEP M
EX0T7-X H, F None DCEN M
EX1T7-X H, F, VU, OH None DCEN M
EX0T8-X H, F None DCEN M
EX1T8-X H, F, VU, or VD, OH
i
None DCEN M
EXXT1-K9 VU, H, F, OH CO
2
DCEP M
EXXT1-K9M VU, H, F, OH 75–80%Ar/bal CO
2
DCEP M
EX0T11-X H, F None DCEN M
EX1T11-X H, F, VD, OH None DCEN M
EX0TG-X H, F — Not Specified
h
—
EX1TG-X H, F, VU or VD, OH — Not Specified
h
—
NOTES:
a. The “X” indicates the tensile strength and chemical composition.
b. H p Horizontal position
F p Flat position
OH p Overhead position
VU p Vertical position with upward progression
VD p Vertical position with downward progression
c. Electrode sizes suitable for welding in all positions usually are those sizes that are smaller than the
3
⁄
32
in. (2.4 mm) or nearest size called
for in 9.4.1 for the groove weld. For that reason, electrodes meeting the requirements for the groove weld tests and fillet weld tests may be
classified as EX1TX-X or EX1TX-XM (where X represents the tensile strength and usability designator) regardless of their size. See Section
A7 and Figure A1 in the Annex for more information.
d. Properties of weld metal from electrodes that are used with external gas shielding (EXXT1-X, EXXT1-XM, EXXT5-X, and EXXT5-XM)
vary according to the shielding gas employed. Electrodes classified with the specified shielding gas should not be used with other shielding
gases without first consulting the manufacturer of the electrode.
e. The term DCEP refers to direct current electrode positive (dc, reverse polarity). The term DCEN refers to direct current electrode negative
(dc, straight polarity).
f. M p single and multipass.
g. Some EX1T5-X and EX1T5-XM electrodes may be recommended for use on DCEN for improved out-of-position welding. Consult the
manufacturer for the recommended polarity.
h. See Table 1, footnote (b).
i. Per manufacturer’s recommendations.
9. Weld Test Assemblies
9.1 Two or three weld test assemblies are required,
depending on the classification of the electrode and
the manner in which the tests are conducted. They are
as follows:
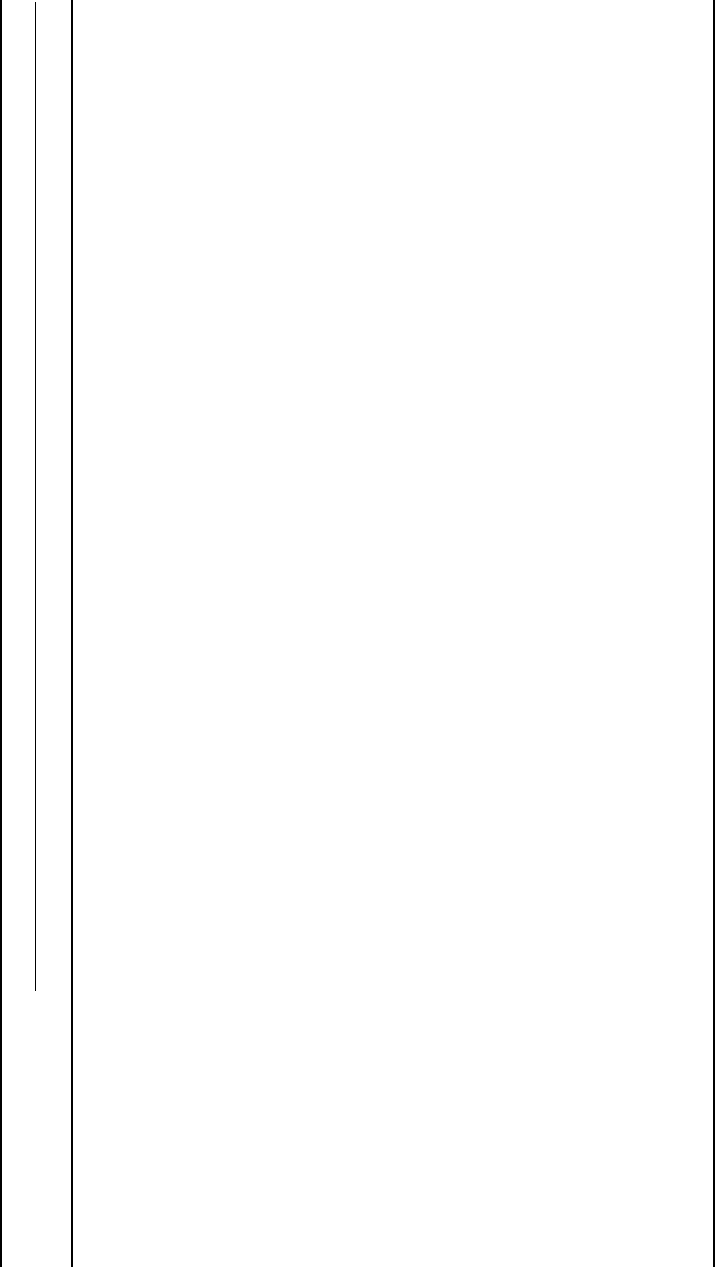
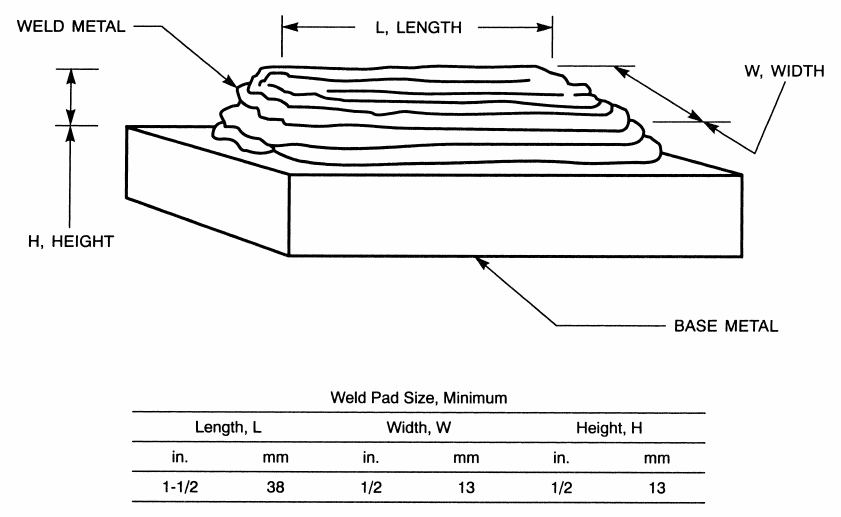
(a) the weld pad shown in Fig. 1 for chemical
analysis of the undiluted weld metal,
(b) the groove weld shown in Fig. 2 for mechanical
properties and soundness of the weld metal, and
(c) the fillet weld shown in Fig. 3, for usability of
the electrode.
The sample for chemical analysis may be taken from
the reduced section of the fractured tension test specimen
601
[This is electronic file SEC2C$$135 page #601
or from a corresponding location (or any location above
it) in the weld metal in the groove weld in Fig. 2,
thereby avoiding the need to make the weld pad. In
case of dispute, the weld pad shall be the referee
method.
9.2 Preparation of each weld test assembly shall be
as prescribed in 9.3, 9.4, and 9.5. The base metal for
each assembly shall be as required in Table 6 and
shall meet the requirements of any of the ASTM
specifications shown there, or an equivalent specifica-
tion. Testing of the assemblies shall be as prescribed
in Sections 10 through 14.
ASME B&PVC SEC2C$U135 04-09-00 19:52:28 pd: sec2c Rev 15.03
SFA-5.29 1998 SECTION II
A00
TABLE 4
CHEMICAL COMPOSITION REQUIREMENTS FOR UNDILUTED WELD METAL
Weight-Percent
a
UNS
AWS Classification Number
b
CMnPSSiNiCrMoVAl
c
Cu
Carbon-Molybdenum Steel Electrodes
E7XT5-A1, -A1M W17035
0.12 1.25 0.03 0.03 0.80 — — 0.40–0.65 — — —
E8XT1-A1, -A1M W17031
Chromium-Molybdenum Electrodes
E8XT1-B1, -B1M W51031 0.05–0.12 1.25 0.03 0.03 0.80 — 0.40–0.65 0.40–0.65 — — —
E8XT1-B1L, -B1LM W51131 0.05 1.25 0.03 0.03 0.80 — 0.40–0.65 0.40–0.65 — — —
E8XT1-B2, -B2M W52031
0.05–0.12 1.25 0.03 0.03 0.80 — 1.00–1.50 0.40–0.65 — — —
E8XT5-B2, -B2M W52035
E8XT1-B2L, -B2LM W52131
0.05 1.25 0.03 0.03 0.80 — 1.00–1.50 0.40–0.65 — — —
E8XT5-B2L, -B2LM W52135
E8XT1-B2H, -B2HM W52231 0.10–0.15 1.25 0.03 0.03 0.08 — 1.00–1.50 0.40–0.65 — — —
E9XT1-B3, -B3M W53031
E9XT5-B3, -B3M W53035 0.05–0.12 1.25 0.03 0.03 0.80 — 2.00–2.50 0.90–1.20 — — —
E10XT1-B3, -B3M W53031
E9XT1-B3L, -B3LM W53131 0.05 1.25 0.03 0.03 0.80 — 2.00–2.50 0.90–1.20 — — —
E9XT1-B3H, -B3HM W53231 0.10–0.15 1.25 0.03 0.03 0.80 — 2.00–2.50 0.90–1.20 — — —
E8XT5-B6
d
, -B6M W50231 0.05–0.12 1.25 0.04 0.03 1.0 0.40 4.0–6.0 0.45–0.65 — — 0.50
E8XT5-B6L, -B6LM W50230 0.05 1.25 0.04 0.03 1.0 0.40 4.0–6.0 0.45–0.65 — — 0.50
E8XT5-B8
d
, -B8M W50431 0.05–0.12 1.25 0.04 0.03 1.0 0.40 8.0–10.5 0.85–1.20 — — 0.50
E8XT5-B8L, -B8LM W50430 0.05 1.25 0.03 0.03 1.0 0.40 8.0–10.5 0.85–1.20 — — 0.50
Nickel-Steel Electrodes
E7XT8-Ni1 W21038
0.12 1.50 0.03 0.03 0.80 0.80–1.10 0.15 0.35 0.05 1.8 —
E7XT6-Ni1 W21036
E6XT1-Ni1, -Ni1M W21031
E8XT1-Ni1, -Ni1M W21031 0.12 1.50 0.03 0.03 0.80 0.80–1.10 0.15 0.35 0.05 — —
E8XT5-Ni1, -Ni1M W21035
602
[This is electronic SEC2C$U135 page #602
ASME B&PVC sec2c$u135 05-25-99 11:30:12 pd: sec2c Rev 14.04
PART C — SPECIFICATIONS FOR WELDING RODS,
ELECTRODES, AND FILLER METALS SFA-5.29
TABLE 4 (CONT’D)
CHEMICAL COMPOSITION REQUIREMENTS FOR UNDILUTED WELD METAL
Weight-Percent
a
UNS
AWS Classification Number
b
CMnPSSiNiCrMoVAl
c
Cu
Nickel-Steel Electrodes (Cont’d)
EX8T1-Ni2, -Ni2M W22031
E8XT5-Ni2, -Ni2M W22035 0.12 1.50 0.03 0.03 0.80 1.75–2.75 — — — — —
E9XT1-Ni2, Ni2M W22031
E7XT8-Ni2 W22038
0.12 1.50 0.03 0.03 0.80 1.75–2.75 — — — 1.8 —
E8XT8-Ni2 W22038
E8XT5-Ni3, -Ni3M W23035 0.12 1.50 0.03 0.03 0.80 2.75–3.75 — — — — —
E9XT5-Ni3, -Ni3M W23035 0.12 1.50 0.03 0.03 0.80 2.75–3.75 — — — — —
E8XT11-Ni3 W23039 0.12 1.50 0.03 0.03 0.80 2.75–3.75 — — — 1.8 —
Manganese-Molybdenum Steel Electrodes
E9XT1-D1, -D1M W19131 0.12 1.25–2.00 0.03 0.03 0.80 — — 0.25–0.55 — — —
E9XT5-D2, -D2M W19235
0.15 1.65-2.25 0.03 0.03 0.80 — — 0.25–0.55 — — —
E10XT5-D2, -D2M W19235
E9XT1-D3, -D3M W19331 0.12 1.00–1.75 0.03 0.03 0.80 — — 0.40–0.65 — — —
All Other Low-Alloy Steel Electrodes
E8XT5-K1, -K1M W21135 0.15 0.80–1.40 0.03 0.03 0.80 0.80–1.10 0.15 0.20–0.65 0.05 — —
E7XT4-K2 W21234
E7XT7-K2, W21237
0.15 0.50–1.75 0.03 0.03 0.80 1.00–2.00 0.15 0.35 0.05 1.8 —
E7XT8-K2 W21238
E7XT11-K2 W21239
E8XT1-K2, -K2M W21231
E9XT1-K2, -K2M W21231
0.15 0.50–1.75 0.03 0.03 0.80 1.00–2.00 0.15 0.35 0.05 — —
E8XT5-K2, -K2M W21235
E9XT5-K2, -K2M W21235
E10XT1-K3, -K3M W21331
E11TX1-K3, -K3M W21331
0.15 0.75–2.25 0.03 0.03 0.80 1.25–2.60 0.15 0.25–0.65 0.05 — —
E10XT5-K3, -K3M W21335
E11XT5-K3, -K3M W21335
603
ASME B&PVC sec2c$u135 05-25-99 11:30:12 pd: sec2c Rev 14.04
SFA-5.29 1998 SECTION II
TABLE 4 (CONT’D)
CHEMICAL COMPOSITION REQUIREMENTS FOR UNDILUTED WELD METAL
Weight-Percent
a
UNS
AWS Classification Number
b
CMnPSSiNiCrMoVAl
c
Cu
All Other Low-Alloy Steel Electrodes (Cont’d)
E11XT1-K4, -K4M W22231 ——
E11XT5-K4, -K4M W22235 0.15 1.20–2.25 0.03 0.03 0.80 1.75–2.60 0.20–0.60 0.20–0.65 0.03
E12XT5-K4, -K4M W22235
E12XT1-K5, K5M W21631 0.10–0.25 0.60–1.60 0.03 0.03 0.80 0.75–2.00 0.20–0.70 0.15–0.55 0.05 — —
E6XT8-K6 W21048 —
0.15 0.50–1.50 0.03 0.03 0.80 0.40–1.00 0.20 0.15 0.05 1.8
E7XT8-K6 W21048
E7XT5-K6, -K6M W21045 0.15 0.50–1.50 0.03 0.03 0.80 0.40–1.00 0.20 0.15 0.05 — —
E10XT1-K7, -K7M W22051 0.15 1.00–1.75 0.03 0.03 0.80 2.00–2.75 — — — — —
E9XT8-K8 W21438 0.15 1.00–2.00 0.03 0.03 0.40 0.50–1.50 0.20 0.20 0.05 1.8 —
E10XT1-K9, -K9M W23230 0.07 0.50–1.50 0.015 0.015 0.60 1.30–3.75 0.20 0.50 0.05 — 0.06
E8XT1-W2, -W2M W20131 0.12 0.50–1.30 0.03 0.03 0.35–0.80 0.40–0.80 0.45–0.70 — — — 0.30–0.75
EXXTX-G — — 1.75
e
0.03 0.03 0.80
e
0.50
e
0.30
e
0.20
e
0.10
e
1.8
e
—
NOTES:
a. Single values are maximum unless otherwise noted.
b. SAE/ASTM Unified Numbering System for Metals and Alloys.
c. For self-shielded electrodes only.
d. Classification also appears in AWS A5.22-95,
Specification for Stainless Steel Electrodes for Flux Cored Arc Welding and Stainless Steel Flux Cored Rods for Gas Tungsten Arc Welding.
These classifications will be deleted from the first revision of A5.22 following publication of this specification.
e. In order to meet the alloy requirements of the G group, the undiluted weld metal shall have the minimum of at least one of the elements listed in this table. Shielding gas, slag system,
and mechanical properties are dictated by the digit(s) replacing X(s).
604
ASME B&PVC sec2c$u135 05 25 99 11:30:12 pd: sec2c Rev 14 04
PART C — SPECIFICATIONS FOR WELDING RODS,
ELECTRODES, AND FILLER METALS SFA-5.29
TABLE 5
REQUIRED TESTS
AWS Chemical Radiographic Tension Test Impact Fillet Diffusible
Classification
a, b
Analysis Test (Flat Position) Test Weld Test Hydrogen
EX0TX-X Required Required Required c Required Optional
b
EX1TX-X Required Required Required c Required Optional
b
E10XTX-K9, -K9M Required Required
f
Required
f
c, f Required Required
EXXTG-X
EXXTX-G Required Required Required
d
c Required Optional
b
EXXTG-G
NOTES:
a. The 0 and 1 before “T” refer to the position of welding for which the electrode is suitable. See A2.2.
0 p Horizontal and flat position.
1 p All positions (smaller than
3
⁄
32
in. [2.4 mm] diameter); i.e., flat, horizontal, overhead, and vertical. See Table 3.
b. Electrodes with supplemental toughness requirements, diffusible hydrogen requirements, or both, may be further identified as shown in Tables
2 and 10 and Figure A1.
c. The Charpy V-notch impact test is required when the classification in accordance with Table 2 indicates impact requirements.
d. Minimum all-weld-metal tensile strength shall match that indicated by the designator being employed.
e. As agreed upon between supplier and purchaser.
f. Vertical position with upward progression.
9.3 Weld Pad. A weld pad shall be prepared as
shown in Fig. 1 except when, as permitted in 9.1, the
sample for analysis is taken from the groove weld or
the fractured tension test specimen. Base metal of
any convenient size which will satisfy the minimum
requirements of Fig. 1 and is of a type specified in
Table 6, shall be used as the base for the weld pad.
The surface of the base metal on which the filler metal
is deposited shall be clean. The pad shall be welded
in the flat position with multiple layers to obtain
undiluted weld metal (
1
⁄
2
in. [13 mm] minimum
thickness).
The electrode size shall be
3
⁄
32
in. (2.4 mm) or the
size the manufacturer produces closest to
3
⁄
32
in. (2.4
mm). The preheat temperature shall not be less than
60°F (16°C), and the interpass temperature shall not
exceed 325°F (163°C). The slag shall be removed after
each pass. The pad may be quenched in water between
passes (temperature unimportant). The dimensions of
the completed pad shall be as shown in Fig. 1. Testing
of this assembly shall be as specified in Section 10.
9.4 Groove Weld
9.4.1 A test assembly using base metal as specified
in Table 6 shall be prepared and welded as shown in
Fig. 2. When ASTM A 36 or A 285 base metals are
used, the groove faces and the contact face of the
backing shall be buttered using an electrode of the
same composition as the classification being tested
except as noted in Table 6, Note a. If a buttering
procedure is used, the layer shall be approximately
1
⁄
8
in. (3.2 mm) thick (see Fig. 2, Note 2).
605
The electrode size shall be
3
⁄
32
in. (2.4 mm) diameter,
or the size the manufacturer produces that is closest
to
3
⁄
32
in. (2.4 mm) diameter, and the welding conditions
shall be those listed in Tables 3 and 7 for the classifica-
tion being tested. Welding shall be in the flat position
and the assembly shall be restrained (or preset) during
welding to prevent warpage in excess of 5 degrees.
An assembly that is warped more than 5 degrees from
plane shall be discarded. It shall not be straightened.
The test assembly shall be tack welded and shall be
heated to the preheat temperature prescribed in Table
8 for the electrode classification being tested before
welding begins. Welding shall continue until the assem-
bly has reached the prescribed interpass temperature
range in Table 8, measured by temperature indicating
crayons or surface thermometers at the location shown
in Fig. 2. This interpass temperature shall be maintained
for the remainder of the weld. Should it be necessary
to interrupt welding, the assembly shall be allowed to
cool in still air at room temperature.
The assembly shall be heated to a temperature within
the prescribed preheat and interpass temperature range
in Table 8 before welding is resumed. Test assemblies
made with electrodes shown in the PWHT condition
in Table 2 shall be postweld heat treated as specified
in Table 8. When welding has been completed and the
assembly has cooled, the assembly shall be prepared
and tested as specified in Sections 11 through 13.
9.5 Fillet Weld. A test assembly shall be prepared
and welded as required in Table 5 and specified in
Fig. 3, using base metal of the appropriate type specified
ASME B&PVC sec2c$u135 05-25-99 11:30:12 pd: sec2c Rev 14.04
SFA-5.29 1998 SECTION II
GENERAL NOTES:
1. Base metal of any convenient size, of the type specified in Table 6, shall be used as the base for the weld pad.
2. The surface of the base metal on which the filler metal is to be deposited shall be clean.
3. The pad shall be welded in the flat position with successive layers to obtain undiluted weld metal, using shielding gas and current/polarity as
specified in Table 3.
4. The number and size of the beads will vary according to the size of the electrode and the width of the weave, as well as with the amperage
employed. The weave should be limited to 6 times the electrode diameter.
5. The preheat temperature shall not be less than 60°F (16°C) and the interpass temperature shall not exceed 325°F (163°C).
6. The test assembly may not be quenched in water (temperature unimportant) between passes to control interpass temperature.
7. The minimum completed pad size shall be that shown above. The sample to be tested in Section 10 shall be taken from weld metal that is
at least
3
⁄
8
in. (9.5 mm) above the original base metal surface.
FIG. 1 PAD FOR CHEMICAL ANALYSIS OF UNDILUTED WELD METAL
in Table 6 for each EX0TX-X classification that requires
a test assembly welded in the horizontal position. Each
EX1TX-X classification requires two test assemblies,
one welded in the vertical position and one welded in
the overhead position. The progression for vertical
welding may be either upward or downward, depending
on the classification (see Table 3).
Before assembly, the standing member (web) shall
have one edge prepared throughout its length, and the
base member (flange) side shall be straight, smooth,
and clean. The test plates shall be assembled as shown
in Fig. 3. When assembled, the faying surfaces shall
be in intimate contact along the entire length of the
606
joint. The test assembly shall be secured with tack
welds deposited at each end of the weld joint.
The welding procedure and the size of the electrode
to be tested shall be as selected by the manufacturer.
The fillet weld shall be a single-pass weld deposited
in either the semi-automatic or mechanized mode as
selected by the manufacturer. The fillet weld size shall
not be greater than
3
⁄
8
in. (9.5 mm). The fillet weld
shall be deposited only on one side of the joint as
shown in Fig. 3. Weld cleaning shall be limited to
chipping, brushing, and needle scaling. Grinding, filing,
or other metal cutting of the fillet weld face is prohibited.
The testing of the assembly shall be as specified in
Section 14, Fillet Weld Test.