Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 237
(a)
800
200
600
400
n (m/min)
3020128
300
100
30
40
80
40 60
60
HRC65
HRC55
HRC45
60
80
40
30
100
300
400
600
200
800
(b)
400 600 800
q(°C)
HRC65
HRC55
HRC45
h
s
(µm/10
3
sm
2
) h
s
(µm/10
3
sm
2
)
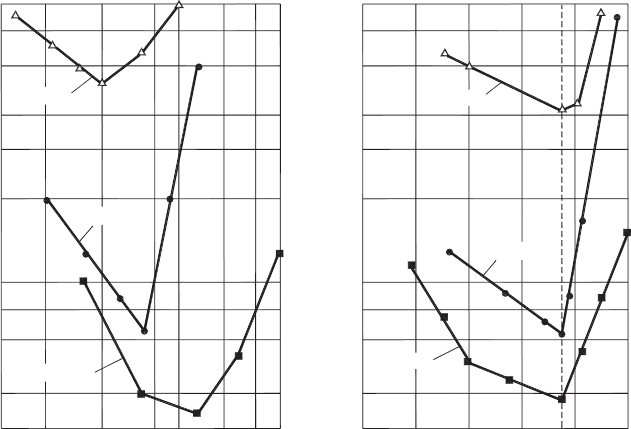
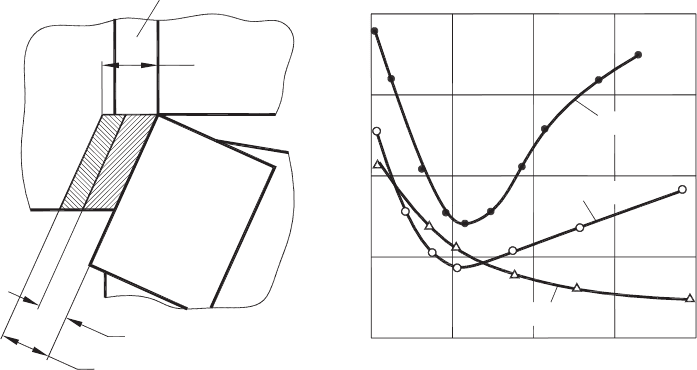
Fig. 4.11. Influence of cutting speed (a) and cutting temperature (b) on tool wear rate in turning
of tool steel HVG (1% C, 1% Cr, 1.5% W, 1% Mn). Tool material – carbide M20 (92% WC,
8% Co), depth of cut d
w
= 0.25 mm and cutting feed f = 0.10 mm/rev.
4.4.3 Methods of determining the optimal cutting temperature
The optimal cutting temperature can be determined experimentally using a tool-life test,
where the tool wear rate h
s
is measured as a function of the cutting temperature. The
temperature corresponding to the minimum tool wear rate is considered as the optimal
cutting temperature. However, a complete tool life test is expensive and time consuming
although it has to be carried out only once for a given combination of the work and tool
materials. It has been suggested, therefore, that such a test be conducted at a constant
depth of cut and cutting feed, varying the cutting speed and measuring tool wear rate h
s
.
As it follows from the data shown in Fig. 4.6, the cutting force and surface finish can
also be measured to establish the optimal cutting temperature. As shown in this figure,
the optimal cutting temperature was determined to be 875
◦
C.
Conducting a number of tests with difficult-to-machine materials, Silin [21] showed that
the optimal cutting temperature can be determined as corresponding to the minimum
stabilized cutting force, as shown in Fig. 4.12. As shown, the optimal cutting temperature
does not depend on a particular cutting regime.
The optimal cutting temperature can also be determined if the correlation curves of the
“temperature–hardness” are known for the work and tool materials. As such, the optimal
238 Tribology of Metal Cutting
0 n (m/s)0.1
1
400
1000
F
z
(N)
0.2 0.3 0.4 0.5 0.6
1200
1600
500
400
600
700
800
2
3
4
5
6
7
1
2
3
4
5
6
7
q
(°C)
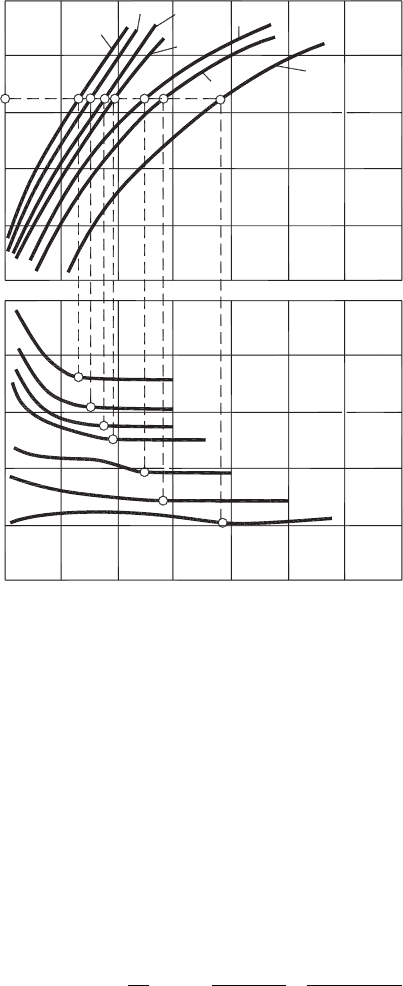
Fig. 4.12. Experimental determination of the optimal cutting temperature by the minimum stabi-
lized cutting force. Workpiece materials: nickel-based alloy (0.08% C, 1% Cr, 56% Ni, 1% Co,
1% Al), tool material – carbide M20 (92% WC, 8% Co), tool geometry: γ = 12
◦
, α = 12
◦
,
κ
r
= 45
◦
, κ
r1
= 45
◦
, r
n
= 1 mm, depth of cut d
w
= 1.0 mm, cutting feeds as corresponding to
curves: (1) f = 0.074, (2) 0.11, (3) 0.15, (4) 0.25, (5) 0.30, (6) 0.34 and (7) 0.39 mm/rev.
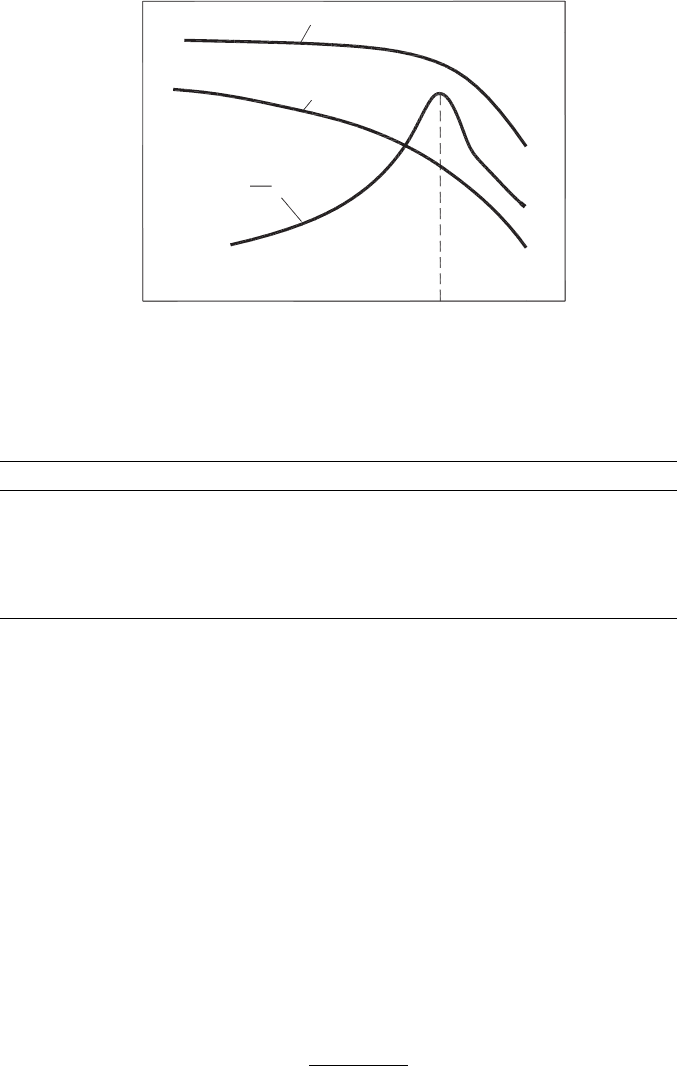
cutting temperature is determined as the temperature corresponding to the maximum
difference of these hardnesses, as shown in Fig. 4.13.
Conducting a similarity study of metal cutting parameters, Silin suggested the following
theoretical equation for determining the optimal cutting temperature for carbide tools [21]
θ
opt
= 0.6 T
mp−c
k
ct
k
w
0.13
C
P−w
ρ
w
C
P−cf
ρ
ct
m
0.27
1 + e
f
0.05
, (4.8)
where T
mp−c
is the melting temperature of cobalt, T
mp−c
= 1490
◦
C, k
ct
and k
w
are
thermoconductivities of the tool and work materials, respectively, C
P−ct
and C
P−w
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 239
H
t
= f(q)
H
t
H
w
= f(q)
H
w
= f(q)
HV
q
opt
q
Fig. 4.13. Determination of the optimal cutting temperature using temperature–hardness curves.
Table 4.6. Coefficient m in Eq. (4.8).
Group of work materials m Group of work materials m
Carbon steels 0.925 Nickel-based heat-resistant steels 1.100
Chromium and tool steels 0.800 Titanium alloys 0.6–0.7
Chromium–molybdenum and
chromium–tungsten steels
0.970 Aluminum high alloys 0.95
Stainless and heat-resistant steels 1.300 Copper, brass 1.25
Bronze 1.05
are specific heats of the tool and work materials, respectively, ρ
ct
and ρ
w
are the densities
of the tool and work materials, respectively, e
f
is the elongation at fracture of the work
material and m is a coefficient in Table 4.6.
4.5 Influence of Cutting Feed and Depth of Cut
4.5.1 Influence of cutting feed in a wide range of cutting parameters
The uncut chip thickness or the cutting feed has direct influence of the quality, productiv-
ity and efficiency of machining. It is believed that tool life decreases (and thus tool wear
increases) with the cutting feed [5,20,22,23]. Such a perception is based on a generally
adopted equation for tool life. For example, generalizing experimental data, Gorczyca
proposed (Eq. (5.9) in [23]) the following equation,
T =
48.36 × 10
6
ν
4
f
1.6
d
0.48
w
(4.9)
240 Tribology of Metal Cutting
As shown, if the cutting speed ν = constant and the depth of cut d
w
= constant, then
the tool life increases when the cutting feed decreases and vice versa.
A great body of data to support the discussed point and thus the structure of Eq. (4.9)
can be found in the literature on metal cutting, although some researches starting with
Taylor [13] did not include the cutting feed in tool life equations because this parameter
was not considered as having a significant influence on tool life while others found that
the experimentally obtained relation h
s
=
(
f
)
has a distinctive minimum. Such a great
scatter in the experimental results can be explained by the fact that the cutting tests were
carried out under invariable cutting speeds that resulted in different cutting temperatures
when the cutting feed was varied.
To gain an understanding of the true influence of the cutting feed on tool wear, this
influence should be considered in the context of other parameters of the cutting process
that make contributions to the cutting temperature. As such, the influence of the cutting
feed (the uncut chip thickness) on the surface wear is of prime interest while keeping
the area of the machined surface constant (or the volume of the removed work material)
in contrast to the length of the cutting path. This is because the area of the machined
surface (or the volume of the removed work material) does not change with the cutting
feed while the length of the tool path does.
Studying the influence of the cutting feed on the surface wear, Makarow [14] considered
the following factors,
Factor 1: When cutting feed increases (and ν = constant), the length of the tool path
decreases if the machined area is kept constant. As a result, the cutting (contact) time as
well as the tool wear rate decreases. Therefore, the surface wear rate decreases.
Factor 2: Any change in the cutting feed leads to the corresponding change in the cutting
temperature, so the cutting feed should influence the tool wear rate. As such, there are
three basic scenarios: (a) if the current machining takes place using relatively low cutting
speed so that the cutting temperature is lower than the optimal cutting temperature, then
an increase in the cutting feed leads to a decrease in the tool wear rate, (b) if the current
machining takes place using an “average” cutting speed so that the cutting temperature
passes its optimum with an increase in the cutting feed, then the relation h
s
=
(
f
)
has a distinctive minimum. In other words, increasing the cutting feed until the cutting
temperature remains below the optimal cutting temperature reduces the tool wear rate
while any further increase would increase this wear rate, (c) if the current machining
takes place using a high cutting speed, i.e. when the cutting temperature is higher than
the optimal cutting temperature, then any increase in the cutting feed should lead to an
increase in the tool wear rate.
Factor 3: The tool actually cuts the transient surface (the surface being cut by the major
cutting edge, see Appendix A). Because in most practical machining operations the tool
cuts part of the transient surface formed on the previous tool pass, the amount of cold
working imposed by this tool on the previous pass affects the cutting conditions on the
current pass. Among other characteristics, the depth of cold working (d
cw
) with respect
to the uncut chip thickness (t
1
) is of prime concern. When the cutting feed (the uncut chip
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 241
thickness) is small then it can so happen that d
cw
>t
1
and the major cutting edge cuts the
cold worked work material characterized by a greater strength and hardness compared
to those of the original work material. As such, the tool wear rate increases. If this is
the case, one increases the cutting feed so that the uncut chip thickness becomes greater
than d
cw
, the tool wear rate decreases.
Factor 4: As discussed in Chapter 3, increasing the cutting feed leads to the correspond-
ing increase in the normal contact stress at the tool–chip interface and in the tool–chip
contact area (length). However, the contact area increases in a much smaller rate com-
pared to the normal contact stress [14]. When the level of the normal contact stress
reaches a certain tool-material specific limit, the chipping of the cutting edge takes place
that eventually leads to tool breakage. Such a limit can be referred to as the breaking
feed. Normally, the cutting feed used in machining common work materials is below the
breaking feed as the this feed is limited by the requirements to the surface integrity and
power of the feed drive. However, in hard turning, the operation that attracts more and
more attention in the automotive and aerospace industries, the breaking feed is normally
well below those allowed by the surface finish of machined parts and by the power of
the feed drive used, so that the working cutting feed can be in close proximity to the
breaking feed.
Factor 5: Often, the intensity of vibrations that take place in machining reduces with
the cutting feed. When it happens, the tool wear rate reduces. Moreover, increasing the
cutting feed changes the ratio of the radial, F
y
and the axial (feed), F
x
forces (Fig. A1.5)
that increases the dynamic rigidity of the machine tool.
Summarizing the above considerations, one should realize that when the cutting feed
increases, the cumulative effect of the discussed factors may affect the tool wear rate in
considerably different ways depending upon many parameters and characteristics of a
particular cutting system. Makarow [14] found that the effect of the cutting feed becomes
more apparent with difficult-to-machine work materials having a great number of alloying
components.
As an example, consider the influence of the cutting feed on the surface wear rate,
h
s
in machining AL 610 alloy. AL 610 is a low-carbon (less than 0.015 wt.%),
silicon-containing (up to 4.3 wt.% Si), chromium (up to 18.5 wt.% Cr), nickel (up
to 15.5 wt.% Ni) austenitic stainless steel. This alloy is typically used for applica-
tions in the chemical industry. The high silicon content provides very good resistance
to oxidizing environments, such as concentrated nitric acid, over a wide range of
temperatures.
In the tests, the feed rate was selected to be in the range of 0.2–0.4 mm/rev. As such, the
uncut chip thickness is greater than the depth of cold working, there were no noticeable
vibrations, no chipping of the cutting edge and tool breakages so Factors 3–5 did not
affect the tool wear rate as the cutting feed was increased. Therefore, the relation h
s
=
(
f
)
was determined only by Factors 1 and 2.
Factor 1 always reduces the tool wear rate with increasing the cutting feed. To
study the influence of Factor 2, the cutting temperature was determined as a function
242 Tribology of Metal Cutting
10
30
50
70
90
750 800 850 900 950 1000 1050 1100
q
c
(°C)
a
1
b
1
c
1
c
2
c
3
b
2
b
3
q
opt
a
2
a
3
f=0.20mm/rev
f=0.30mm/rev
f=0.40mm/rev
n=75m/min
n=130m/min
n=160m/min
h
s
(µm/10
3
sm
2
)
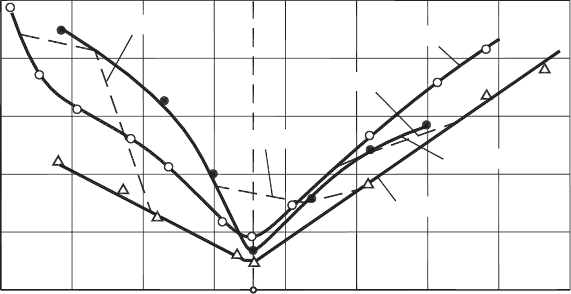
Fig. 4.14. The influence of cutting temperature on the tool wear rate in turning AL 610 alloy.
Tool material – carbide P10 (14% TiC, 8% Co). Depth of cut d
w
= 1 mm.
of the cutting regime. The result is shown in Fig. 4.14. The different cutting temperatures
were obtained by variation of the cutting speed.
Consider the change in the cutting temperature and tool wear rate when the cutting
feed changes from 0.2 to 0.4mm/rev at three different cutting speeds, 75, 130 and
160 m/min. As shown in Fig. 4.14, when the cutting feed increases in a zone where
the resulting cutting temperature is less than θ
opt
, this increase leads to the reduction of
the tool wear rate. If the opposite happens, then the cutting temperature exceeds θ
opt
.
When the cutting speed is ν = 75 m/min, an increase in the feed from 0.2 to 0.4mm/rev
leads to the increase in the cutting temperature within the left branch of curve h
s
=
(
f
)
.
As such, the higher the cutting feed, the higher the cutting temperature and the lower
the tool wear rate (points a
1
,a
2
and a
3
). Therefore, Factors 1 and 2 reduce the tool
wear rate with increasing the cutting feed. When the cutting speed is ν = 130 m/min,
increasing the feed from 0.2to0.4mm/rev causes the cutting temperature to pass its
optimum. As such, an increase of the cutting feed from 0.2to0.3mm/rev leads to an
increase in the cutting temperature and reduction of the tool wear rate while the increase
of the cutting feed from 0.3to0.4mm/rev leads to the increase of the tool wear rate
(points b
1
,b
2
and b
3
). In the latter transition, Factors 1 and 2 work simultaneously but
in an opposite manner in terms of their influence on the tool wear rate. The influence of
Factor 2 is stronger that causes an increase in tool wear rate. When the cutting speed is
ν = 160 m/min, any increase of the cutting feed leads to an increase of the tool wear
rate. Points c
1
,c
2
and c
3
(Fig. 4.14) show what happens when the cutting feed increases
from 0.2 to 0.3mm/rev and then to 0.4mm/rev, respectively.
As it follows from the above consideration, the influence of the cutting feed on the tool
wear rate is different at different cutting speeds. In the considered case, the major factor
affecting tool wear rate is the cutting temperature.
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 243
Factor 3 is extremely important but practically always ignored in metal cutting theory and
practice. As discussed above, the tool actually cuts the transient surface (the surface being
cut by the major cutting edge, see Appendix A). Because in most practical machining
operations, the tool cuts the part of the transient surface formed on the previous tool
pass, the amount of cold working imposed by this tool on the previous pass affect the
cutting conditions on the current pass. As mentioned, the depth of cold working (d
cw
)
with respect to the uncut chip thickness (t
1
) is of prime concern (Fig. 4.15(a)). This is
particularly important when cutting at low feeds, i.e. when the uncut chip thickness is
smaller than the depth of cold working, i.e. when d
cv
>t
1
. When it happens, the major
cutting edge cuts the cold worked work material characterized by greater strength and
hardness. As such, the tool wear rate increases. Figure 4.15(b) illustrates this point. When
the feed is 0.1mm/rev, the depth of cold working is greater than the uncut chip thickness
so the cutting wedge cuts the cold worked work material that results in a greater tool
wear rate. In the feed range of 0.1–0.2 mm/rev, the influence of Factor 1 leads to the
reduction of the tool wear rate. When the feed increases further, the influence of Factor 2
becomes predominant that increases the tool wear rate.
4.5.2 Influence of cutting feed under the optimal cutting temperature
Understanding influence of the cutting feed under the optimal cutting temperature is
important in the selection of the optimal cutting regime since the optimal combination
of cutting speeds and feeds should be used in the practice of metal cutting.
0.1
2
4
6
f
d
cw
t
1
f (mm/rev)
0.2 0.3
0
n=120m/min
n=90m/min
n=60m/min
(a) (b)
Transient surface
h
s
(µm/10
3
sm
2
)
Fig. 4.15. Depth of coldworking of the transient surface: (a) model, (b) influence of the feed on
tool wear rate. Work material – stainless steel AISI 303, tool material – carbide M10 (97% WC,
3% Co), depth of cut d
w
= 0.5 mm.

244 Tribology of Metal Cutting
Makarow [14] proved that the correlation between the optimal cutting speed and feed as
well as between the optimal wear rate and feed can be established as,
ν
opt
=
C
ν
f
x
ν
, (4.10)
h
s−opt
=
C
h
f
x
h
, (4.11)
where C
ν
and C
h
are constants determined by the properties of the work material, x
ν
,x
h
are the powers determined by the specifics of the machining operation.
The dimension tool life T
D
can be represented as the product of the tool radial wear (h
r
)
and the specific dimension tool life (T
UD
)
T
D
= h
r
T
UD
×10
3
sm
2
. (4.12)
As discussed above, the lower the wear rate (h
s
), the higher the specific dimension tool
life, the greater number of parts can be machined without correction/compensation of
the tool. The specific dimension tool life corresponding to the optimal surface wear can
be referred to as the optimal specific dimension tool life (T
UD−o
). Therefore, the optimal
tool life can be represented as
T
D−o
= h
r
T
UD−o
=
h
r
C
h
/f
x
h
=
h
r
C
h
f
x
h
(4.13)
Because C
h
= constant then, when h
r
= constant, the dimension tool life is proportional
to power x
h
. This power is in the range of 0.31–0.75 and is always positive. Therefore,
in machining, if the optimal temperature is kept constant, an increase in the cutting
feed leads to an increase in the dimension tool life. The greater the x
h
, the stronger
the influence of the feed on the dimension tool life, and the greater the increase of the
dimension tool life with the cutting feed. For example, a fourfold increase in the cutting
feed (from 0.1 to 0.4mm/rev) in turning stainless steel AISI 303 using M20 (94% WC,
6% Co) carbide tool (power x
h
= 1.3) led to the increase in the dimension tool life
by 6.2 times while a 3.28-time increase was achieved in the same operation when P10
(30% TiC, 66% WC, 4% Co) tool was used (power x
h
= 0.88 ) [14].
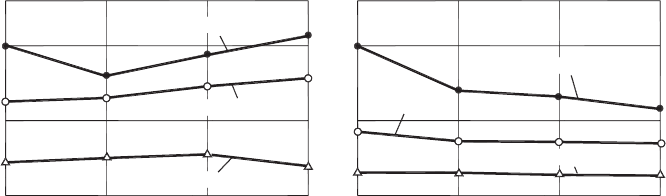
4.5.3 Influence of depth of cut
When the depth of cut increases and the uncut chip thickness is kept the same, the specific
contact stresses at the tool–chip interfaces, chip compression ratio and average contact
temperature remain unchanged. Therefore, an increase in the depth of cut should not
change the tool wear rate if the machining is carried out at the optimum cutting regime.
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 245
(a) (b)
0
0.5
2
1.0 1.5
d
w
(mm)
0.5 1.0 1.5
d
w
(mm)
4
0
40
80
f=0.10 mm/rev
f=0.20 mm/rev
f=0.40 mm/rev
f=0.12 mm/rev
f=0.23 mm/rev
f=0.47 mm/rev
h
s
(µm/10
3
sm
2
) h
s
(µm/10
3
sm
2
)
Fig. 4.16. Influence of depth of cut on the tool wear rate: (a) cutting with the invariable cutting
speed optimal for d
w
= 0.5 mm, work material – stainless steel AISI 303, tool material – carbide
M10 ((97% WC, 3% Co), (b) cutting with the invariable optimal cutting temperature determined
for d
w
= 1.0 mm, work material – AL 610 alloy, tool material – carbide M20 (92% WC, 8% Co).
Figure 4.16(a) shows the influence of the depth of cut on the tool wear rate. In the test,
the cutting speed was determined to be optimal for the depth of cut d
w
= 0.5 mm and
was kept invariable for the other depth of cut. As shown, the depth of cut has very little
influence on the tool wear rate. In another series of tests, the optimal cutting temperature
determined for d
w
= 1.0 mm was kept invariable in the test. The test results are shown
in Fig. 4.16(b). As shown, the depth of cut has little influence on the tool wear rate.
4.6 Influence of Tool Geometry
The tool geometry and significance of its components are discussed in Appendix A.
It is shown that the uncut chip thickness is an important parameter in metal cutting and
it directly correlates with tool geometry. The influence of the tool nose radius on the
uncut chip thickness is also discussed and the shape of the uncut chip is correlated with
this radius and other geometrical parameters of the cutting tool.
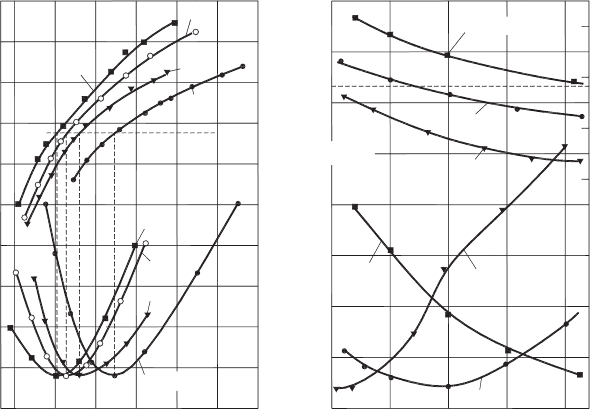
The shape, mean uncut chip thickness and width as well as the cutting temperature are
greatly affected by the tool nose radius, r
n
. Therefore, this radius should significantly
affect the shape of curves h
s−o
= f(ν). Figure 4.17(a) presents an experimental support
to this point. For the considered case, the following empirical equation is valid.
ν
opt
= 23.2r
0.25
n
. (4.14)
When cutting with low cutting speeds (ν = 16 m/min), tool wear rate increases signif-
icantly with the nose radius, as shown in Fig. 4.17(b). The change of this radius from
r
n
= 0.5 to 4 mm led to the increase of tool wear rate h
s
from 32 to 120 µm/
10
3
×sm
2
,
246 Tribology of Metal Cutting
10 20 30
n (m/min)
20
(a)
r
n
(mm)
10
40
60
80
100
120 700
750
800
850
900
q
opt
q
opt
40 50 60
r
n
=4.0 mm
2.0 mm
1.0 mm
0.5 mm
4.0 mm
2.0 mm
0.5 mm
1.0 mm
234
100
80
60
40
20
650
600
700
750
800
850
900
n=40 m/min
25 m/min
16 m/min
25 m/min
16 m/min
40 m/min
(b)
θ(°C) θ(°C)
h
s
(µm/10
3
sm
2
)
h
s
(µm/10
3
sm
2
)
Fig. 4.17. Influence of cutting speed on the tool wear rate and cutting temperature in turning.
Work material – Haynes 263 alloy (29% Cr, 2.5% Ti), tool material – micrograin carbide M10
(94% WC, 6% Co) depth of cut d
w
= 1 mm, cutting feed f = 0.20 mm/rev: (a) for different tool
nose radii and (b) influence of the nose radius.
i.e. by four times. This is because the cutting temperature decreases with the nose
radius, so it departures further from the optimal cutting temperature when the nose
radius increases. When cutting with moderate cutting speeds (ν = 25 m/min), the
tool wear rate first decreases with the nose radius and after reaching a certain min-
imum, then increases. This is because the cutting temperature first decreases and
approaches the optimal cutting temperature at which the tool wear rate is minimum.
Further increase in the nose radius leads to further decrease in the cutting tempera-
ture. As this temperature departs from the optimal cutting temperature, the tool wear
rate increases. When cutting with high cutting speeds (ν = 40 m/min), the tool
wear rate decreases monotonely and continuously increases with the nose radius. This
is because the cutting temperature decreases, thus approaching the optimal cutting
temperature.
The tool cutting edge angle (κ
r
) affects the uncut chip thickness, its width as well as
the cutting temperature. Conducting a great number of cutting tests, Makarow found
[14] that relationships h
s−o
= f(ν) have different minima at various tool cutting edge
angles although the optimal cutting temperature does not change. For example, in turning
AL 610 alloy using carbide M20 (92% WC, 8% Co), depth of cut d
w
= 0.25 mm,
feed f = 0.09 mm/rev and tool nose radius r
n
= 0.10 mm, the optimal cutting speed