Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.


ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -331-
координированными осями. На расточных станках выполняется сверление,
зенкерование, развертывание, растачивание отверстий резцом, обтачивание
наружных цилиндрических поверхностей и подрезка торцов резцом,
нарезание резьбы и фрезерование плоскостей.
1
1
0
0
.
.
5
5
.
.
1
1
.
.
О
О
с
с
о
о
б
б
е
е
н
н
н
н
о
о
с
с
т
т
и
и
о
о
б
б
р
р
а
а
б
б
о
о
т
т
к
к
и
и
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
н
н
а
а
р
р
а
а
с
с
т
т
о
о
ч
ч
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
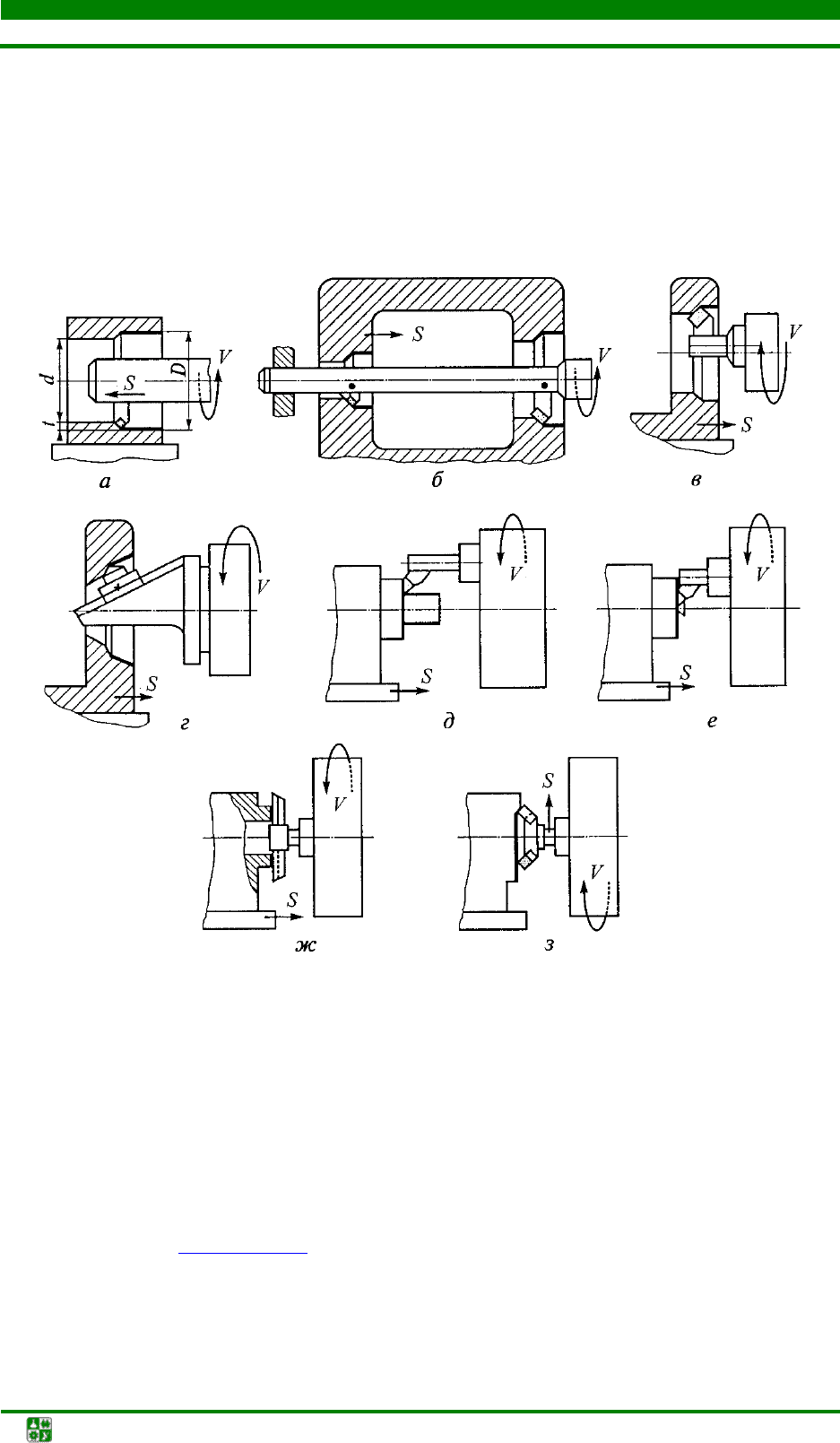
При растачивании формирование поверхностей происходит за счет
сочетаний вращательного движения инструмента (главного движения) и
движения подачи, сообщаемого инструменту или заготовке. Направление
движения подачи может быть вертикальным, продольным или поперечным.
Наиболее распространенным видом работ на расточных станках явля-
ется обработка внутренних поверхностей расточными резцами (рис. 10.26,
а).
Расточные резцы работают в худших условиях, чем токарные. Они имеют
меньшие размеры, зависящие от размера оправок и обрабатываемого
отверстия, низкую жесткость системы «резец – оправка». При этом процесс
резания затруднен, вследствие неблагоприятных условий для схода стружки
и подачи СОТС.
Скорость резания, м/мин, при работе на расточных станках – окружная
скорость наиболее удаленной точки главной режущей кромки режущего
инструмента:
V = πDn
/
1000,
где
D – диаметр обрабатываемой поверхности при резании резцом, мм;
n – число оборотов шпинделя станка, об/мин.
Глубина резания
t, мм, равна разнице радиусов обработанного и обра-
батываемого отверстий.
На расточных станках обрабатывают цилиндрические или конические
отверстия, наружные цилиндрические или плоские поверхности, уступы,
канавки, нарезают резьбу резцами.
Растачивание цилиндрических отверстий производят с целью увеличе-
ния диаметра и улучшения точностных параметров обработанного отверстия.
При соотношении длины отверстия к его диаметру менее пяти применяют
консольное закрепление резца или резцовой оправки (рис. 10.26,
а). При
соотношении больше пяти жесткость консольных оправок недостаточна,
поэтому применяют двухопорные оправки (борштанги). Аналогичную схему
обработки применяют при черновом растачивании двух и более отверстий,
имеющих общую ось (рис. 1
0.26, б). При этом повышается производитель-
ность обработки, но точность отверстий невелика, поэтому чистовую
обработку отверстий желательно проводить раздельно. Отверстия большого
диаметра, но малой длины растачивают резцом, закрепленным на планшайбе
(рис. 10.26,
в). Отверстия диаметром более 130 мм целесообразно растачи-
вать резцовыми блоками или головками.
Отверстия с параллельными осями растачивают с одного установа:
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -332-
вначале растачивают одно отверстие, затем перемещают стол расточного
станка на расстояние, равное межцентровому расстоянию между осями
отверстий, и растачивают следующее отверстие.
Отверстия с взаимноперпендикулярными осями также растачивают с
одного установа: после расточки одного отверстия стол станка поворачи-
вают на 90° и растачивают второе отверстие.
Рис. 10.26. Схемы обработки поверхностей на расточных станках: а – растачивание
консольным закреплением резца;
б – растачивание борштангой; в, г – растачивание
резцом, закрепленным в планшайбе;
д – обтачивание; е, ж – подрезание торцов; з –
обработка плоскостей;
d, D – диаметры заготовки и изделия; t – глубина резания
Конические отверстия обрабатывают расточными головками, закреп-
ленными в расточном шпинделе. Отверстия диаметром более 80 мм растачи-
вают, закрепив резец в специальном приспособлении, которое снабжено
направляющими для перемещения резца под углом к оси вращения расточ-
ного шпинделя (рис. 10.26,
г). Отверстия большой длины и диаметра растачи-
вают, закрепив аналогичное приспособление на двухопорной оправке. Свер-
ление, зенкерование, развертывание, цекование, нарезание резьбы метчиком
ведут, закрепив соответствующий инструмент в расточном шпинделе.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -333-
Инструменту придают оба движения (главное и подачи).
Обтачивание наружных цилиндрических поверхностей производят рез-
цом, закрепленным в специальной планшайбе (рис. 10.26,
д). Резцу сообщают
главное движение, заготовке – движение подачи.
Подрезание торцов можно провести двумя способами: проходными
резцами (рис. 10.26,
е), сообщая последнему радиальную подачу, или на осе-
вой подаче пластинчатым резцом (рис. 10.26,
ж).
Развитые вертикальные плоскости можно обработать фрезой
(рис. 10.26,
з) на продольной подаче.
1
1
0
0
.
.
5
5
.
.
2
2
.
.
Р
Р
е
е
ж
ж
у
у
щ
щ
и
и
й
й
и
и
н
н
с
с
т
т
р
р
у
у
м
м
е
е
н
н
т
т
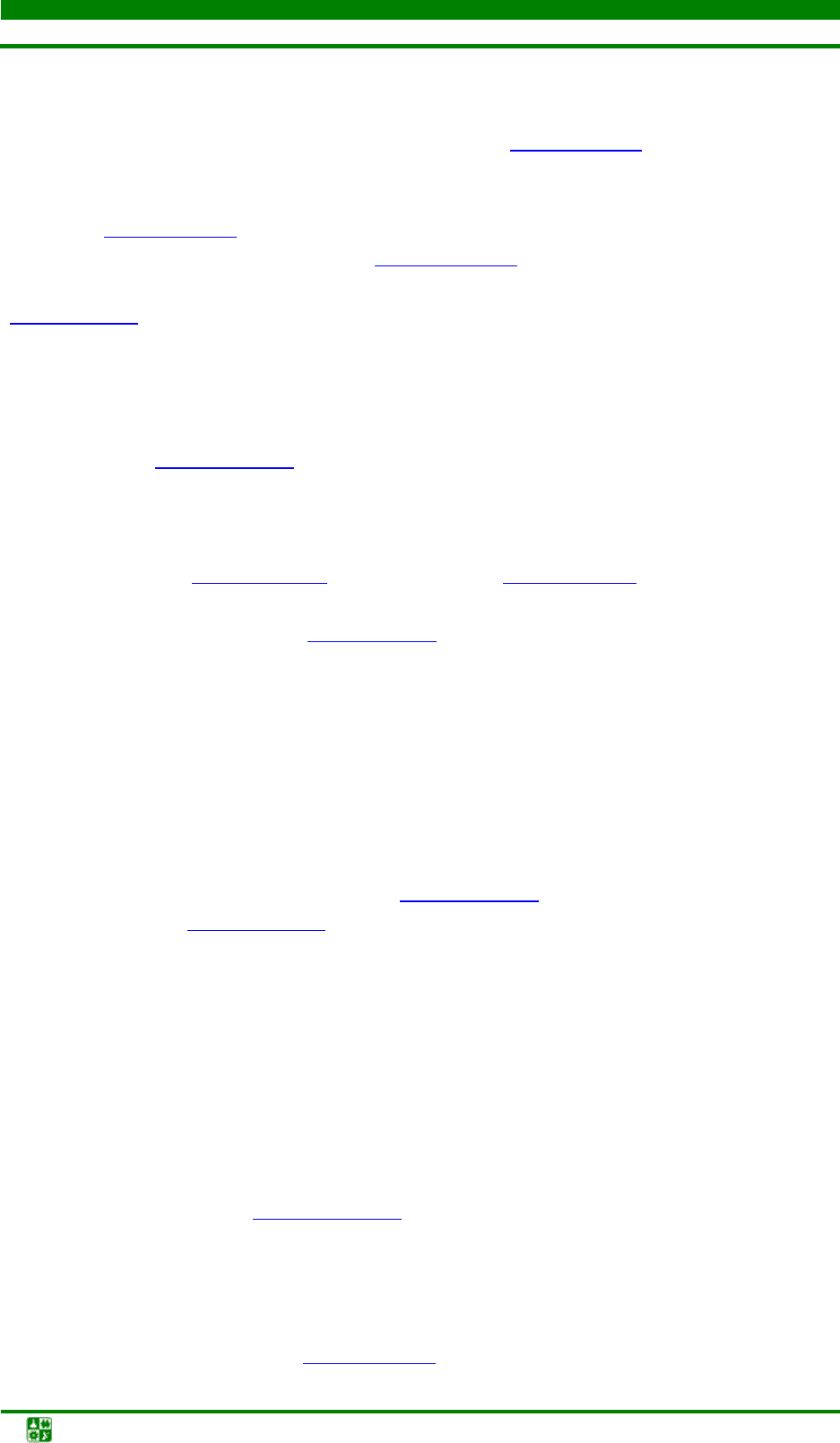
Расточные резцы, используемые на универсальных токарно-винторез-
ных станках (рис. 10.27,
а), имеют призматическое тело с утоньшением на
конус и отогнутую головку, которая может выполняться целиком из быстро-
режущей стали или с напаянной твердосплавной пластиной.
Для расточных станков применяются специальные расточные резцы
прямоугольного (рис. 10.27,
б) или круглого (рис. 10.27, в) сечения стержня.
Для расточки отверстий диаметром 3–12 мм применяют цельные твердо-
сплавные расточные резцы (рис. 10.27,
г), выполненные из стального корпуса
2 и твердосплавной рабочей части 1, которая впаяна в отверстие корпуса.
Резцы выпускаются трех типов:
тип 1 – для координатно-расточных станков;
тип 2 – для токарных автоматов;
тип 3 – для токарных станков.
Резцы первых двух типов имеют цилиндрический хвостовик. Резцы
третьего типа имеют квадратный хвостовик сечением 12×12 мм.
В общем случае расточные резцы выпускаются с режущей кромкой,
расположенной выше оси корпуса (рис. 10.27,
д), или с режущей кромкой,
отогнутой вниз (рис. 10.27,
е), – виброустойчивые резцы. При деформации
тонкой цилиндрической рабочей части резца она отгибается вниз. При распо-
ложении вершины резца выше оси корпуса она врезается в обрабатываемую
поверхность (+δ), при расположении ниже оси корпуса – отжимается от
обрабатываемой поверхности (–δ). В первом случае вибрации резца будут
увеличиваться, во втором – уменьшаться. Виброустойчивый резец может
иметь большее сечение, чем обычный, за сч
ет более благоприятного его
расположения в растачиваемом отверстии. При этом жесткость резца
шестикратно увеличивается.
Для растачивания отверстий диаметром свыше 20 мм применяют
пластинчатые резцы (рис. 10.27, ж). Различают однолезвийные и двухлез-
вийные пластинчатые резцы. Однолезвийные резцы более универсальны:
ими можно растачивать отверстия различных диаметров. Двухлезвийные –
специальные резцы, их изготавливают по размеру растачиваемого отверстия.
При обработке отверстий диаметром более 40 мм применяются
сборные расточные блоки (рис. 10.27, з). В пазах корпуса 2 устанавливается
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -334-
расточный резец 1, который регулируется на требуемый размер винтом 4 и
закрепляется винтом
3.
Рис. 10.27. Расточные инструменты: а – резец для универсального токарно-винто-резного
станка;
б, в – резцы для специальных расточных станков; г – цельный твердосплавный
резец: 1 – тело резца; 2 – головка резца; д – изгиб обычного резца; е – изгиб
виброустойчивого резца;
ж – пластинчатый резец; з – расточный блок: 1 – рабочая часть;
2 – корпус; 3, 4 – винты; и – расточная головка; k – изгиб резца; δ – врезание резца в
обработанную поверхность;
L
г
− длина головки резца; L
т
− длина тела резца
Обработку отверстий диаметром 130–225 мм ведут
расточными
головками
(рис. 10.27, и). Подрезные резцы головки предварительно устанав-
ливаются по диаметру и торцу, что позволяет обрабатывать как образующую,
так и торец отверстия.
1
1
0
0
.
.
5
5
.
.
3
3
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
а
а
я
я
о
о
с
с
н
н
а
а
с
с
т
т
к
к
а
а
,
,
п
п
р
р
и
и
м
м
е
е
н
н
я
я
е
е
м
м
а
а
я
я
п
п
р
р
и
и
р
р
а
а
с
с
т
т
а
а
ч
ч
и
и
в
в
а
а
н
н
и
и
и
и
Заготовки на столе расточного станка устанавливают с помощью
различных универсальных приспособлений: прижимных планок, станочных
болтов со срезанной головкой, угольников, призм. Для повышения точности
обработки отверстий расточный инструмент направляют по оси
обрабатываемого отверстия с помощью направляющих (кондукторных
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -335-
втулок). При обработке отверстий, ось которых не перпендикулярна
наружной поверхности, применение кондукторных втулок обязательно.
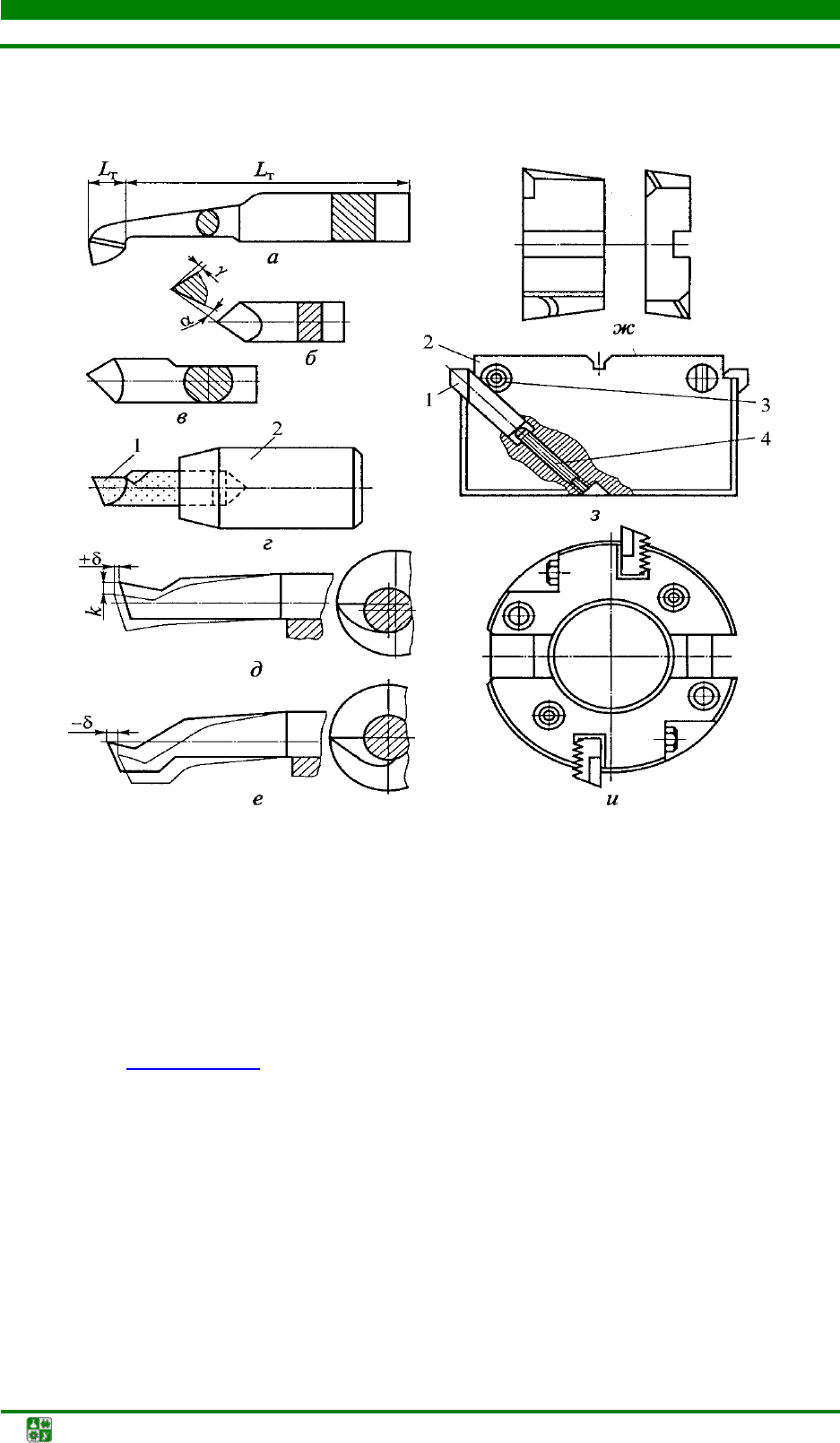
Режущий инструмент устанавливают в консольных (рис. 10.28,
а) или
двухопорных (рис. 10.28,
б) оправках, патронах и т. п.
Рис. 10.28. Технологическая оснастка, применяемая при растачивании:
а – консольная оправка; б – двухопорная оправка; в – специальная оправка:
1 – пластина; 2 – винт; 3 – корпус
Использование оправок вызвано тем, что шпиндели расточных станков
не приспособлены для непосредственного закрепления режущего инстру-
мента. В консольных оправках закрепляют один или два расточных резца для
обработки коротких или глухих отверстий. При обработке длинных,
сквозных отверстий используются двухопорные оправки. Для растачивания
отверстий, расположенных на большом удалении от торца планшайбы
расточного станка, или для р
астачивания нескольких соосно расположенных
отверстий используют удлиненные двухопорные оправки. Пластинчатые
развертки устанавливают в специальных оправках (рис. 10.28,
в). Пластину 1
устанавливают в гнездо корпуса
3 оправки и зажимают винтом 2. Наличие
зазора между пазом пластины и винтом позволяет развертке самоуста-
навливаться по обработанной поверхности.
1
1
0
0
.
.
5
5
.
.
4
4
.
.
Р
Р
а
а
с
с
т
т
о
о
ч
ч
н
н
ы
ы
е
е
с
с
т
т
а
а
н
н
к
к
и
и
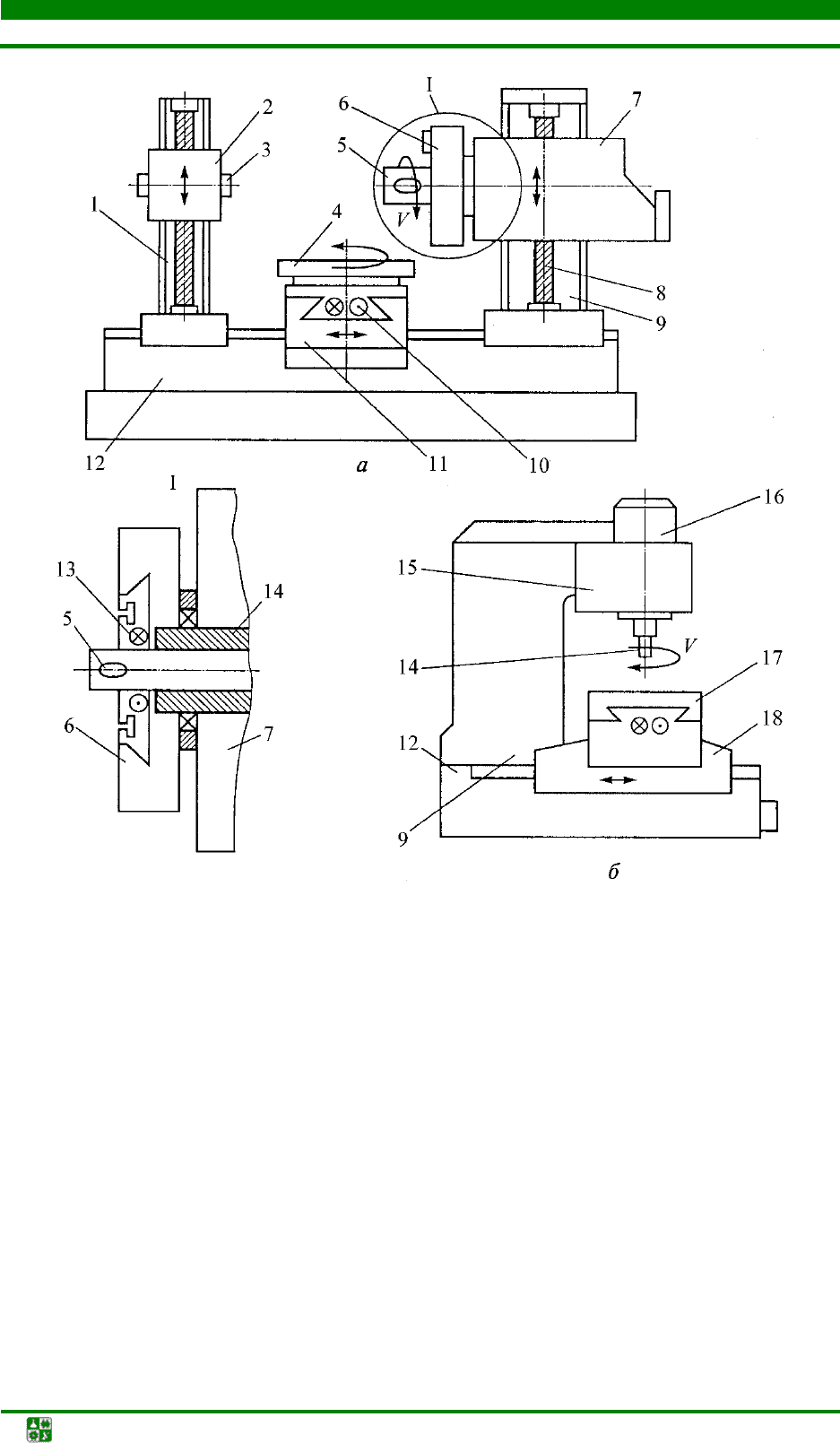
Горизонтально-расточные станки (рис. 10.29, а) обеспечивают точ-
ность координат осей обрабатываемых отверстий до 0,03 мм. На станине
12
смонтирована передняя стойка
9, по вертикальным направляющим которой с
помощью винтового механизма
8 перемещается шпиндельная бабка 7. В
шпиндельной бабке размещены механизмы главного движения и движения
подачи. Шпиндель
14 коробки скоростей полый, на нем закреплена план-
шайба
6 с радиальным суппортом 13. Внутри полого шпинделя размещен

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -336-
расточный шпиндель 5. Задняя стойка 1 с подшипником 2 и посадочным
окном
3 предназначена для поддержки длинных расточных оправок.
Подшипник
2 перемещается синхронно с шпиндельной бабкой 7, что
обеспечивает соосность посадочного окна
3 и расточного шпинделя 5.
Заготовка устанавливается на поворотном столе
4, состоящем из
поперечной каретки
10 и продольных салазок 11. Передняя 9 и задняя 1
стойки и продольные салазки
11 могут перемещаться по горизонтальным
направляющим станины. Главное движение сообщается режущему
инструменту, установленному в расточном шпинделе
5 или планшайбе 6.
Движение подачи в зависимости от вида обработки и характера
обрабатываемой поверхности придается столу (за счет перемещения каретки
10 или салазок 11) или инструменту (за счет радиального перемещения
суппорта
13 или вертикального перемещения шпиндельной бабки 7). На базе
горизонтально-расточного станка выполнены конструкции других
универсальных и специальных расточных станков.
Координатно-расточные станки применяют для обработки точных
отверстий с точностью координат осей 3–5 мкм. Одностоечный координатно-
расточный станок (рис. 10.29,
б) состоит из станины 12, стойки 9 и стола 17.
В верхней части стойки размещена коробка скоростей
16. По вертикальным
направляющим стойки
9 перемещается расточная головка 15 с размещен-
ными внутри коробкой подач и шпинделем
14. Заготовку устанавливают на
столе
17, состоящем из двух частей: продольной каретки и поперечных
салазок
18. Координаты осей растачиваемых отверстий устанавливаются
перемещением стола в двух взаимно-перпендикулярных направлениях:
продольном и поперечном. Для точного отсчета используется оптическая
система.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -337-
Рис. 10.29. Расточные станки: а – горизонтально-расточный станок; б – коорди-натно-
расточный станок;
1 – задняя стойка; 2 – подшипник; 3 – посадочное окно; 4 –
поворотный стол;
5 – расточный шпиндель; 6 – планшайба; 7 – шпиндельная бабка; 8 –
винтовой механизм; 9 – передняя стойка; 10 – поперечная каретка; 11 – продольные
салазки;
12 – станина; 13 – радиальный суппорт; 14 – шпиндель; 15 – расточная головка;
16 – коробка скоростей; 17 – стол; 18 – поперечные салазки; V – движение резания
На
алмазно-расточных станках проводят окончательную обработку
отверстий твердосплавным или алмазным инструментом. По числу расточ-
ных головок различают станки одностороннего и двустороннего действия. На
станках двустороннего действия обрабатывают отверстия с параллельными
осями с точностью координат осей 1–5 мкм. Высокая точность обработанных
отверстий обусловлена применением высоких скоростей резания (200–1000
м/мин), маленьких подач (0,01–0,1 мм/об) и глубин резания (0,05–0,
2 мм).
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.5. Обработка заготовок на расточных станках
Технология конструкционных материалов. Учебное пособие -338-
1
1
0
0
.
.
5
5
.
.
5
5
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
и
и
е
е
т
т
р
р
е
е
б
б
о
о
в
в
а
а
н
н
и
и
я
я
к
к
д
д
е
е
т
т
а
а
л
л
я
я
м
м
,
,
о
о
б
б
р
р
а
а
б
б
а
а
т
т
ы
ы
в
в
а
а
е
е
м
м
ы
ы
м
м
н
н
а
а
р
р
а
а
с
с
т
т
о
о
ч
ч
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
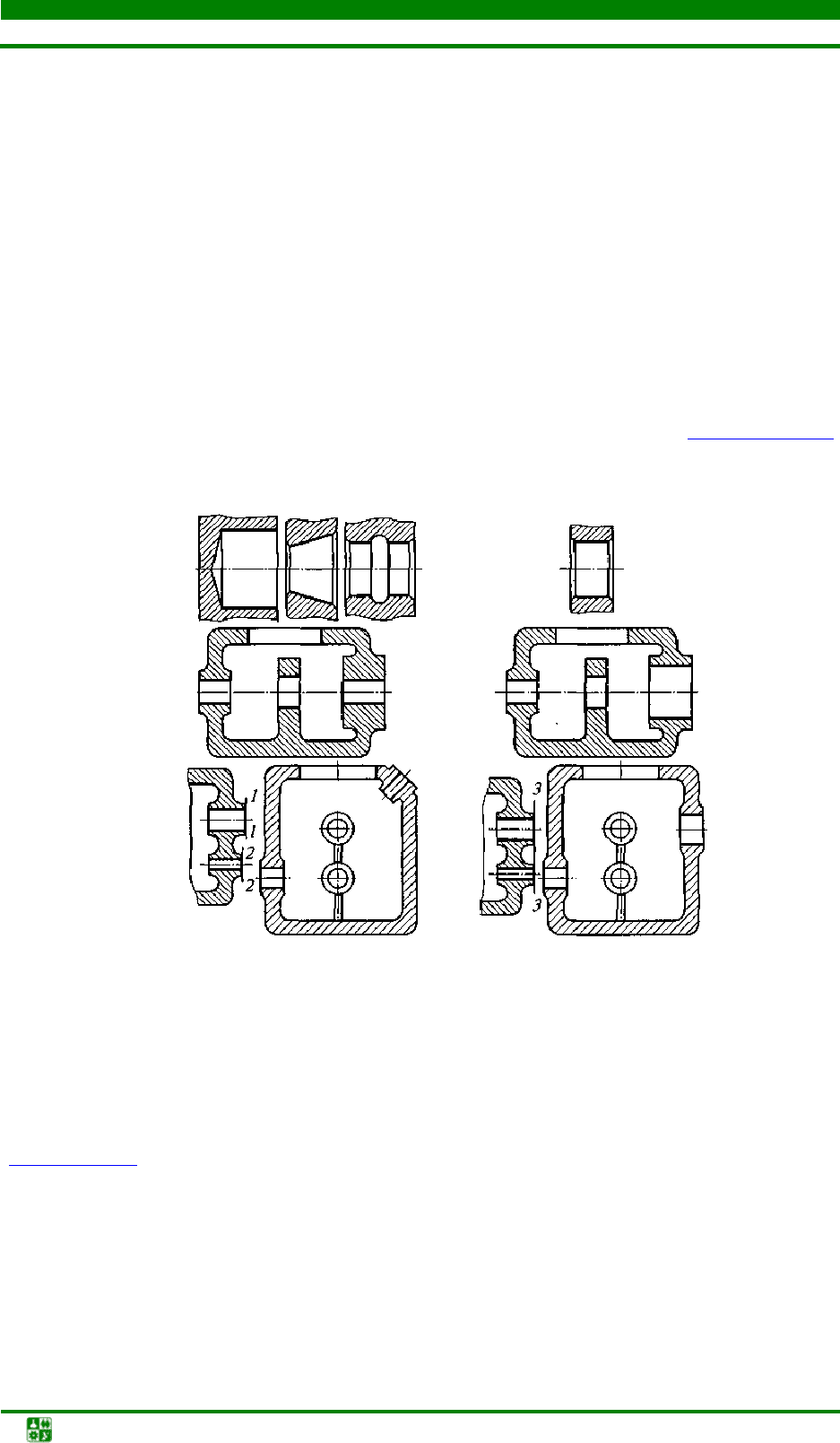
Растачиваемое отверстие должно быть простой формы. Глубокие
отверстия необходимо предусматривать сквозными. Глухие глубокие и кони-
ческие отверстия или отверстия с выточкой обрабатывать сложно. Соосные
отверстия лучше располагать так, чтобы их диаметры последовательно
уменьшались. При этом отверстия можно обрабатывать одновременно, за
один проход, располагая расточные резцы на единой борштанге. Если это
условие не соблюдает
ся, расточку придется вести разными борштангами в
два и более приемов. Если отверстие в центральной стенке имеет диаметр
меньший, чем отверстия в наружных стенках, такая конструкция является
нетехнологичной. Расположение торцов в разных плоскостях (ри
с. 10.30, а,
плоскости
1–1, 2–2) затруднит обработку.
а б
Рис. 10.30. Технологические требования к деталям, обрабатываемым на расточных
станках:
а – нетехнологичные конструкции; б – технологичные конструкции;
1
−
1, 2
−
2, 3
−
3 – плоскости подрезаемых торцов
Наружные торцы отверстий лучше располагать в одной плоскости
(рис. 10.30,
б, плоскость 3–3), что позволит обработать их одним инструментом
с одного установа. В корпусных деталях диаметры отверстий в наружных
стенках необходимо выбирать таким образом, чтобы был свободный доступ к
внутренним поверхностям для обработки и измерений. Обрабатываемые
отверстия лучше располагать на параллельных или взаимно-перпендикуляр-
ных осях. Применение наклонных осей обрабатываемых поверхностей
затрудняет обработку из-за сложности установки заготовки на столе ст
анка.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
Технология конструкционных материалов. Учебное пособие -339-
1
1
0
0
.
.
6
6
.
.
О
О
б
б
р
р
а
а
б
б
о
о
т
т
к
к
а
а
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
н
н
а
а
п
п
р
р
о
о
т
т
я
я
ж
ж
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
Протягивание – лезвийная обработка резанием открытых поверхнос-
тей; главное движение, прямолинейное возвратно-поступательное, придается
режущему инструменту (протяжке или прошивке), движение подачи
заложено в конструкции режущего инструмента в виде подъема на зуб.
Подъем на зуб – превышение по высоте или ширине размера режущей
части зуба по отношению к предыдущему зубу.
По характеру движения режущего инструмента различают протяжки
(инструмент вытягивается из отверстия) и прошивки (инструмент проталки-
вается в отверстие).
Протягивание – высокопроизводительный процесс обработки наруж-
ных и внутренних поверхностей, обеспечивающий высокую точность формы
и размеров обработанной поверхности. При протягивании профиль
обработан
ной поверхности копируется профилем режущих зубьев, поэтому
протяжки – узкоспециальный инструмент, применяемый для обработки
поверхностей со строго заданными формой и размерами.
По характеру обработанной поверхности различают внутренние и на-
ружные протяжки.
Внутренние протяжки предназначены для обработки круглых, квадрат-
ных, многогранных и шлицевых отверстий, а также шпоночных и других
фигурных пазов. Промышленностью выпускаю
тся стандартные внутренние
протяжки:
круглые переменного резания диаметром 10–90 мм; обрабатываются
отверстия по 7–9-му квалитетам, Ra 0,63–2,5 мкм;
для протяжки квадратных отверстий со стороной квадрата 10–60 мм;
обрабатываются отверстия по 11–12-му квалитетам, Ra
<
20 мкм;
шлицевые – для обработки отверстий с прямобочным профилем, с
центрированием по наружному диаметру 20–88 мм, комбинированные,
переменного резания; для обработки шлицов с числом шлицов
6, 8, 10;
для шлицевых отверстий с эвольвентным профилем, с центрированием
по наружному диаметру 12–90 мм, модулем 1–5 мм.
Наружные протяжки предназначены для обработки наружных поверх-
ностей, пазов, уступов, являются специальным видом инструмента, поэтому
не стандартизованы. При наружном протягивании, которое применяется
вместо строгания, фрезерования, шлифования, за одну операцию обрабаты-
вают как можно больше сопряженных поверхностей, для этого протяжки
соединяю
т в блоки.
1
1
0
0
.
.
6
6
.
.
1
1
.
.
Э
Э
л
л
е
е
м
м
е
е
н
н
т
т
ы
ы
и
и
г
г
е
е
о
о
м
м
е
е
т
т
р
р
и
и
я
я
р
р
е
е
ж
ж
у
у
щ
щ
е
е
й
й
ч
ч
а
а
с
с
т
т
и
и
п
п
р
р
о
о
т
т
я
я
ж
ж
е
е
к
к
Круглая протяжка (рис. 10.31) состоит из следующих элементов. Зам-
ковая часть
1 (хвостовик) служит для закрепления протяжки в патроне
тягового устройства станка; шейка
2 – соединительная поверхность. Направ-

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -340-
ляющий конус 3 и передняя направляющая часть 4 служат для центрирова-
ния заготовки в начале резания. Режущая часть
5 состоит из режущих зубьев,
высота или ширина которых увеличиваются на высоту срезаемого слоя, и
служит для срезания основной доли припуска. Для облегчения образования
стружки на режущих зубьях в шахматном порядке выполняются стружко-
ломные канавки. Калибрующая часть
6 предназначена для придания обрабо-
танной поверхности окончательной формы, необходимой точности и шерохо-
ватости. Она состоит из калибрующих зубьев, форма и размеры которых
соответствуют форме и размерам обработанной поверхности. Задняя направ-
ляющая часть
7 необходима для поддержания протяжки при выходе ее из
обработанного отверстия.
Круговая протяжка (рис. 10.32) – сложный специальный инструмент,
предназначенный для наружного протягивания фасонных поверхностей
(обычно для нарезания зубчатых венцов). На образующей вращающегося
корпуса
9 болтами 10 закреплены блоки 8 с черновыми режущими зубьями.
По направляющим паза корпуса перемещается подвижный элемент
5, на
образующей которого размещены блоки
6 с чистовыми (профилирующими)
зубьями. Между последним чистовым и первым черновым зубьями находит-
ся свободный сектор
7, необходимый для подвода (отвода) протяжки в зону
резания (и из нее) и для делительного поворота заготовки при нарезании
зубчатого венца. Корпус
9 протяжки крепится к инструментальному шпин-
делю станка
1 болтами 12.
Прямолинейное перемещение чистовых зубьев относительно заготовки
обеспечивается суммированием вращательного движения корпуса протяжки
и возвратно-поступательного перемещения подвижного элемента. Последнее
достигается взаимодействием следящих роликов
3 с копиром 13, установлен-
ным на станине
2 станка. Следящие ролики, прижимаемые к копиру пружи-
ной
11, установлены под каждым чистовым зубом.
Прошивка 3 (рис. 10.33) проталкивается в отверстие заготовки 4 што-
ком поршня
2 пресса. Заготовка устанавливается на столе 1 пресса. Посколь-
ку прошивка работает на сжатие, ее длина ограничена (не более 15 диамет-
ров), поэтому прошивки обычно применяются для получистовой правки
цилиндрических отверстий.
Черновые и чистовые зубья протяжек имеют различную геометрию.
Черновые зубья (см. рис. 10.31
, сечение А–А) выполняются острозаточенными.
Задний угол для внутренних протяжек равен 3°, для наружных – 3–8º. Перед-
ний угол выбирается в зависимости от свойств обрабатываемого материала в
пределах 10–20°. Шаг между зубьями выбирается из требования одновре-
менности работы не менее трех зубьев. Подъем на зуб – 0,06–0,3 мм/зуб.