Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.2. Общие сведения о металлорежущих станках
Технология конструкционных материалов. Учебное пособие -301-
рованной в передней тумбе, и механизма перебора, смонтированного вместе
со шпинделем в передней бабке.
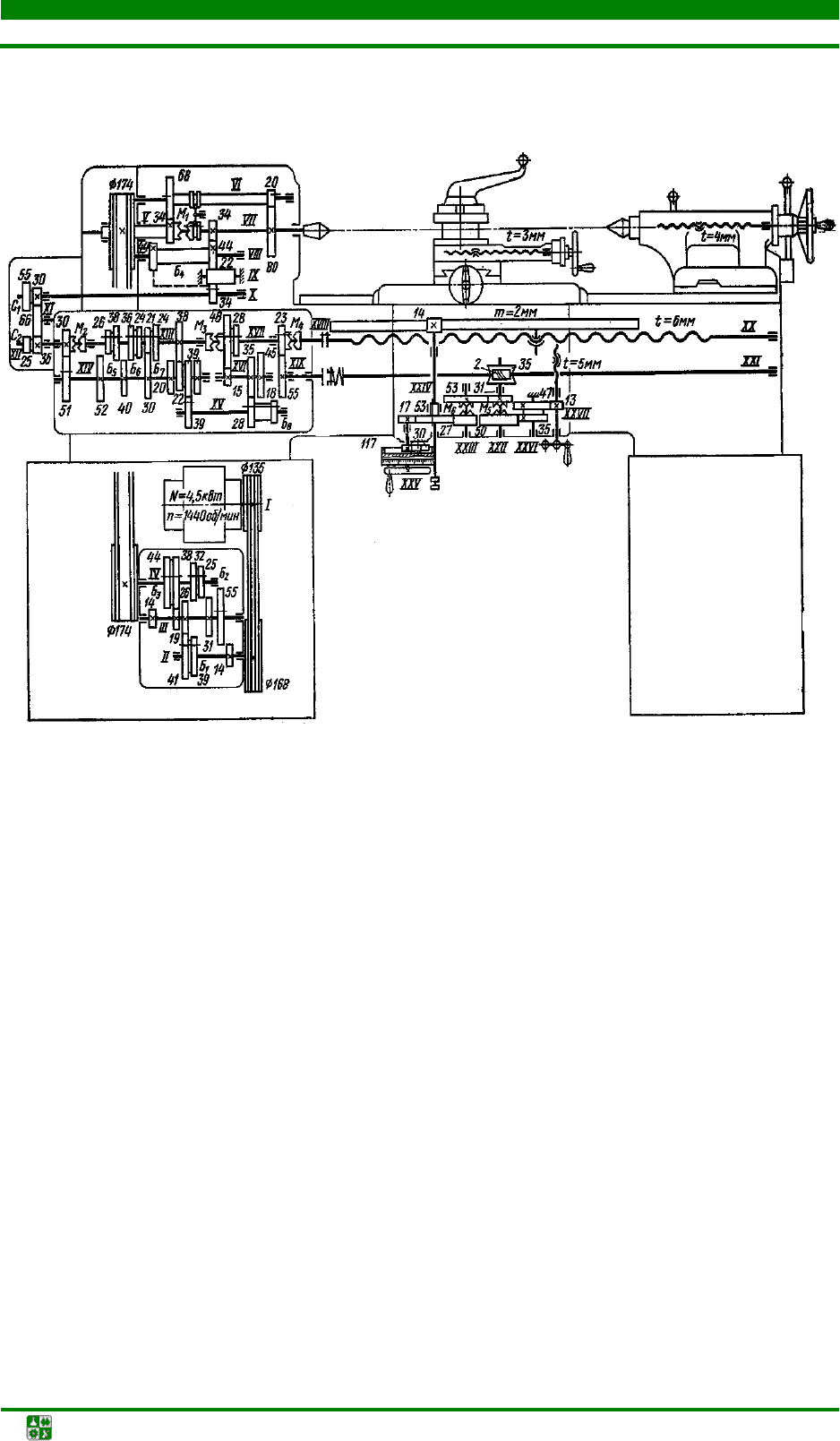
Рис. 10.9. Кинематическая схема токарно-винторезного станка 1А616
Движение с вала
I электродвигателя (N = 4,5 кВт; n = 1440 об/мин)
передается на вал
II через клиноременную передачу с диаметрами шкивов
135–168 мм; на вал
III – через зубчатые передачи 41–26, 39–31, 14–55. Вал III
имеет три частоты вращения.
С вала
III на вал IV движение передается через зубчатые передачи 14–
44, 19–38, 26–32, 31–25. Вал IV имеет 12 частот вращения. Скорости
переключаются блоками Б
1
, Б
2
, Б
3
и зубчатым колесом z = 55, сидящими на
валах на скользящих шпонках.
С вала
IV движение клиноременной передачей с диаметрами шкивов
174–174 мм передается полому валу
V, а далее через зубчатые передачи 34–
68
и 20–80 – на шпиндель VII. Переключением муфты М
1
влево вращение
вала
V передается шпинделю VII. Шпиндель станка имеет 24 частоты
вращения (11–2240 об/мин).
Кинематическая цепь подачи. Цепь движения подачи суппортов
станка начинается с вала
VII (шпинделя). Движение с вала VII на вал X
передается через реверсивный механизм зубчатыми передачами
34–44–22–34
или
34–44–44–34. Переключение колеса z = 34 на скользящей шпонке

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.2. Общие сведения о металлорежущих станках
Технология конструкционных материалов. Учебное пособие -302-
реверсирует направление движения подач суппортов, с вала X движение
передается на ведущий вал
XII коробки подач через передачи 30–66–36.
Включением муфт М
2
и М
3
и переключением блоков Б
5
, Б
6
, Б
7
и Б
8
коробки подач движение с вала
XII передается через соответствующие
зубчатые передачи на ходовой валик
XXI станка. Механизм коробки подач
обеспечивает 48 частот вращения ходового валика. Однако вследствие
близкого совпадения ряда частот вращения практически коробка подач
обеспечивает только 22 частоты вращения ходового валика и, следовательно,
22 продольные или поперечные подачи.
С ходового валика
XXI движение передается на вал XXII фартука станка
червячной передачей
2–35. Включением муфты М
6
движение передается с
вала
XXII через зубчатые передачи 31–53 и 27–53 на вал XXIV, на котором
жестко закреплено реечное зубчатое колесо
z = 14. Реечное колесо, вращаясь,
катится по зубчатой рейке, привернутой к станине станка, обеспечивая
продольную подачу суппорта. Включением муфты М
5
движение передается с
вала
XXII через передачи 50–35 и 47–13 на ходовой винт XXVII поперечной
подачи.
Кинематическая цепь нарезания резьбы. При нарезании резьб с ша-
гом до 6 мм движение в коробку подач передается от шпинделя. Резьбы с
более крупным шагом нарезают при включенном переборе с использова-
нием звена увеличения шага. Для этого блок Б
4
смещают вправо, пока
зубчатое колесо
z = 44 не войдет в зацепление с колесом z = 34,
закрепленным на валу
V. В этом случае движение в коробку подач передается
от вала
V; с вала X на вал XII коробки подач – через блоки С
1
и С
2
сменных
зубчатых колес.
При нарезании дюймовых резьб кулачковую муфту М
2
выключают.
Колесо
z = 51 зацеплено с колесом z = 30 вала XII, а колесо z = 39 вала XV
введено в зацепление c колесом
z = 39 блока 22–39, свободно сидящим на
валу
XIV. При нарезании метрических и модульных резьб включают муфту
М
2
, колесо z = 51 выводят из зацепления, а колесо z = 39 перемещают по валу
XV вправо до зацепления с колесом z = 39, жестко закрепленным на валу XIV.
Суппорт станка при нарезании резьб получает движение от коробки подач
через кулачковую муфту M
4
, промежуточный валик XVIII и ходовой винт XX.
1
1
0
0
.
.
3
3
.
.
О
О
б
б
р
р
а
а
б
б
о
о
т
т
к
к
а
а
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
н
н
а
а
с
с
т
т
а
а
н
н
к
к
а
а
х
х
т
т
о
о
к
к
а
а
р
р
н
н
о
о
й
й
г
г
р
р
у
у
п
п
п
п
ы
ы
Точение – лезвийная обработка резанием поверхностей вращения и
торцевых поверхностей: главное движение (вращательное) придается
заготовке; движение подачи (поступательное) придается режущему
инструменту в направлении вдоль, перпендикулярно или под углом к оси
вращения заготовки. Точением, или обтачиванием, называют обработку
наружных поверхностей, обработку внутренних поверхностей называют
растачиванием.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -303-
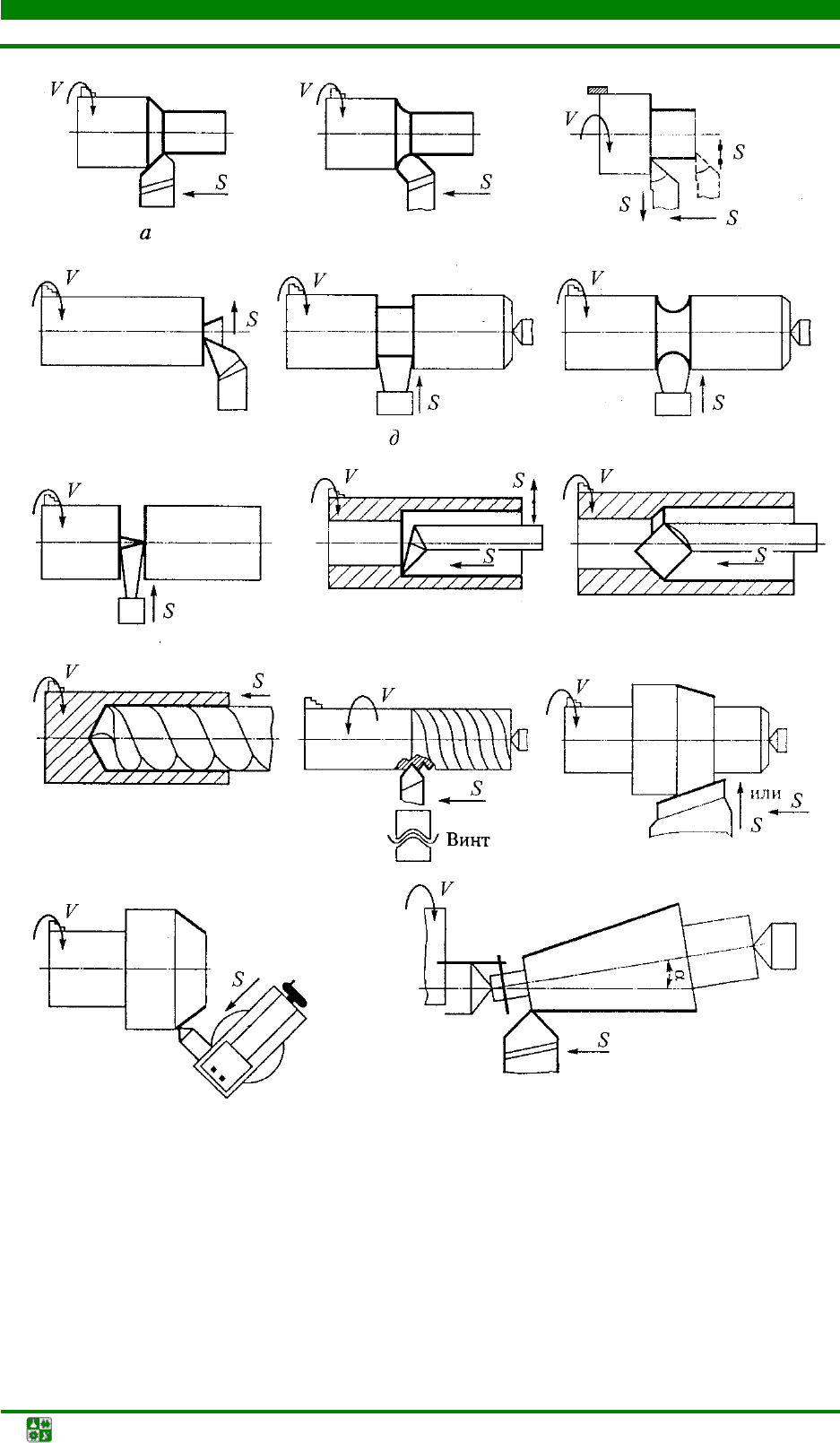
Рис. 10.10. Основные схемы обработки заготовок на универсальном токарно-винто-
резном станке: а–в – обтачивание наружных цилиндрических поверхностей; г – подреза-
ние торцов; д, е – протачивание прямых и фасонных канавок соответственно; ж – отре-
зание; з, и – растачивание гладких и ступенчатых отверстий соответственно; к – сверле-
ние; л – нарезание резьбы; м – точение конусов с поперечной подачей; н, о – точение
коротких и длинных конических поверхностей соответственно; α – угол поворота оси
заготовки
г
б
в
е
з
ж
и
м
л
к
н
о
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -304-
1
1
0
0
.
.
3
3
.
.
1
1
.
.
Х
Х
а
а
р
р
а
а
к
к
т
т
е
е
р
р
и
и
с
с
т
т
и
и
к
к
а
а
м
м
е
е
т
т
о
о
д
д
о
о
в
в
т
т
о
о
ч
ч
е
е
н
н
и
и
я
я
Обтачивание цилиндрических поверхностей (рис. 10.10,
а–в) произво-
дится прямыми или отогнутыми резцами с продольным движением подачи.
При этом используют различные проходные резцы для того, чтобы получить
разные по форме переходные поверхности. Обычно перед обтачиванием
наружных поверхностей подрезают торцы заготовки (рис. 10.10,
г).
Обработка производится подрезными резцами с поперечным движе-
нием подачи к центру или от центра заготовки. При подрезании к центру
торец получается слегка вогнутым, при подрезании от центра торец
получается слегка выпуклым, а шероховатость поверхности меньше.
Протачивание канавок (рис. 10.10,
д, е) проводится с поперечным
движением подачи специальными резцами, у которых форма и размеры
главной режущей кромки соответствуют протачиваемой канавке. Отрезание
обработанной детали (рис. 10.10,
ж) проводится отрезными резцами с пря-
мой или наклонной главной режущей кромкой. В последнем случае торец
отрезанной детали получается более чистым. Растачивание внутренних
цилиндрических поверхностей выполняют расточными резцами, закреплен-
ными в резцедержателе в направлении оси заготовки, с продольной подачей.
Растачивание гладких сквозных отверстий проводят проходными резцами
(рис. 10
.10, з), а ступенчатых и глухих – упорными расточными (рис. 10.10, и).
Сверление, зенкерование и развертывание центральных отверстий
(рис. 10.10,
к) выполняют соответствующим режущим инструментом. Наре-
зание резьбы (рис. 10.10,
л) проводится специальными резьбовыми резцами.
Форма режущих кромок резцов определяется профилем и размерами попе-
речного сечения нарезаемой резьбы. Обработка конических поверхностей
может проводиться несколькими способами. Широкими токарными резцами
с продольным или поперечным движением подачи (рис. 10.10,
м) получают
поверхности с длиной образующей не более 30 мм или для снятия фасок.
Перемещением инструмента под углом к оси вращения заготовки (рис. 10.10,
н)
ведут обработку с ручной подачей резца. Длина обрабатываемой таким
способом образующей конуса не превышает 100–150 мм. Поворотом оси
вращения заготовки на угол α не более 8° (рис. 10.10,
о) обрабатывают
длинные конические поверхности.
1
1
0
0
.
.
3
3
.
.
2
2
.
.
Т
Т
о
о
к
к
а
а
р
р
н
н
ы
ы
е
е
р
р
е
е
з
з
ц
ц
ы
ы
По технологическому назначению различают резцы:
проходные (рис. 10.11,
а–в) – для обтачивания наружных цилиндричес-
ких и конических поверхностей;
подрезные (рис. 10.11,
г) – для обтачивания плоских торцов;
расточные (рис. 10.11,
д, е) – для растачивания сквозных и глухих
отверстий;
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -305-
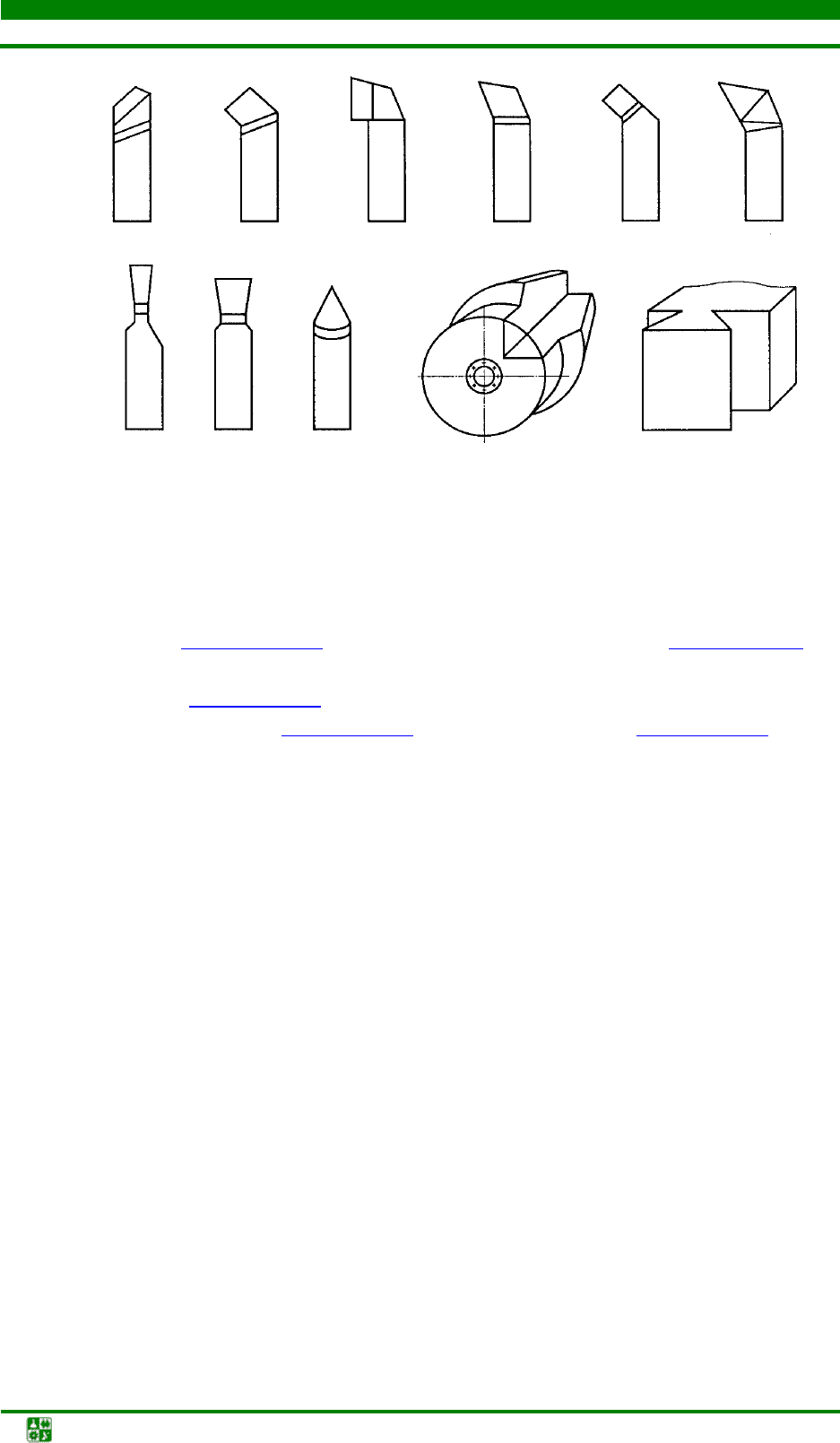
Рис. 10.11. Токарные резцы: а – проходной прямой; б – проходной отогнутый; в –
проходной упорный отогнутый; г – подрезной; д, е – расточные для сквозных и глухих
отверстий соответственно; ж – отрезной; з – канавочный; и – резьбовой; к – круглый
фасонный; л – призматический фасонный
отрезные (рис 10.11,
ж), прорезные, или канавочные (рис. 10.11, з), –
для точения наружных кольцевых канавок;
резьбовые (рис. 10.11,
и) – для нарезания резьбы;
фасонные круглые (рис. 10.11,
к) и призматические (рис. 10.11, л) – для
обработки фасонных поверхностей и т. д.
По форме головки различают прямые, отогнутые и оттянутые резцы.
По характеру обработки различают резцы для чернового, получисто-
вого и чистового точения.
По типу инструментального материала и способу его крепления на
головке
различают резцы:
цельные из углеродистых сталей (самокальные);
цельные из быстрорежущих сталей;
резцы с напаянной пластинкой из быстрорежущей стали;
из твердого сплава, с механическим креплением пластинки твердого
сплава или кристалла сверхтвердого материала.
По виду пластины твердого сплава различают резцы с перетачиваемы-
ми трех- и четырехгранными пластинами и с неперетачиваемыми трех-,
четырех-, пяти- и шестигранными пластинами.
1
1
0
0
.
.
3
3
.
.
3
3
.
.
Р
Р
а
а
б
б
о
о
ч
ч
и
и
е
е
п
п
р
р
и
и
с
с
п
п
о
о
с
с
о
о
б
б
л
л
е
е
н
н
и
и
я
я
д
д
л
л
я
я
т
т
о
о
к
к
а
а
р
р
н
н
о
о
й
й
о
о
б
б
р
р
а
а
б
б
о
о
т
т
к
к
и
и
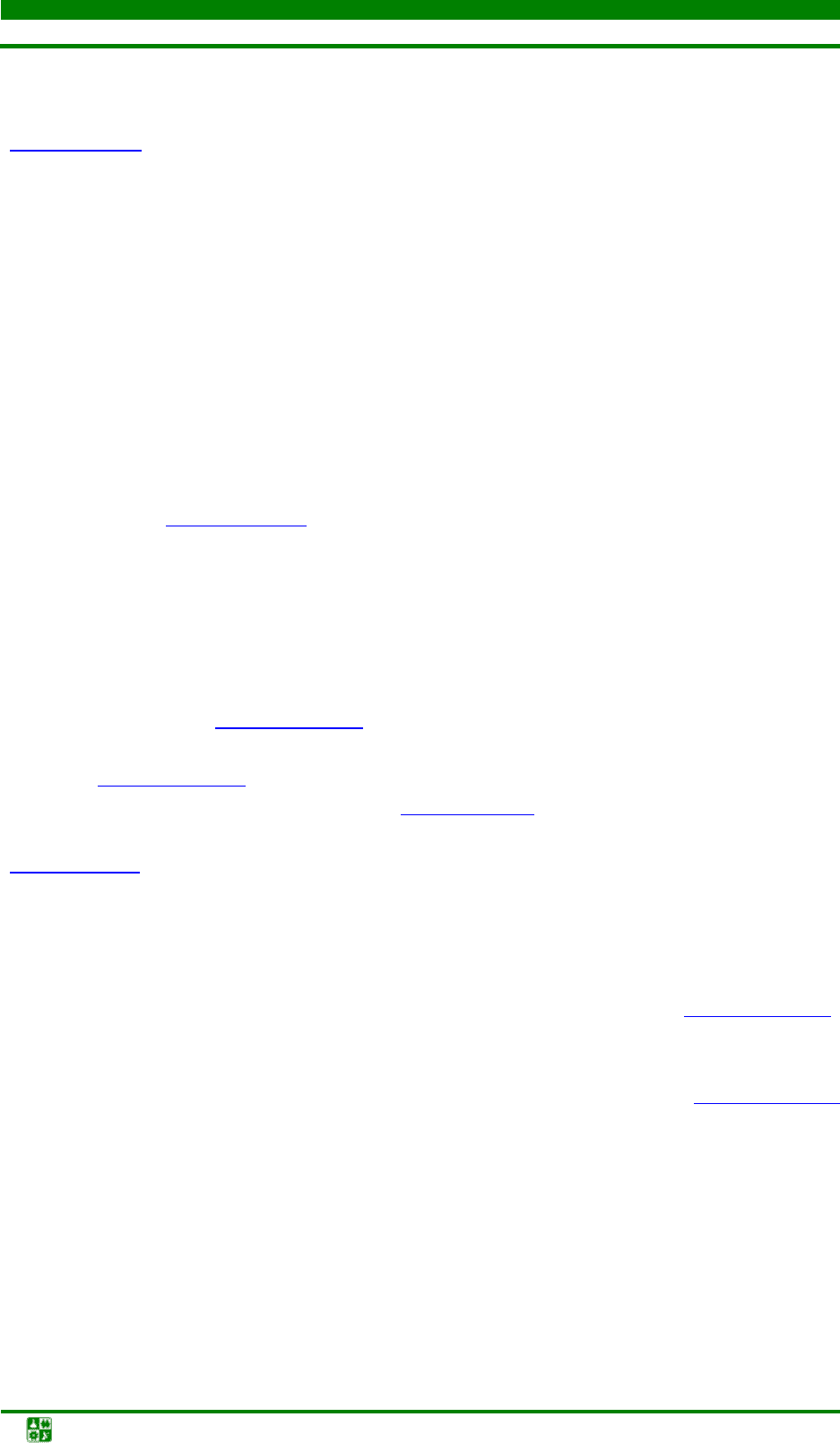
Характер базирования и закрепления заготовки в рабочих приспособле-
ниях токарных станков зависит от типа станка, вида обрабатываемой поверх-
ности, типа заготовки (вал, диск, кольцо, некруглый стержень), отношения
длины заготовки к ее диаметру, требуемой точности обработки и т. д. При
а б в г д е
ж з и к л
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -306-
обработке круглых стержней на универсальных токарных станках чаще всего
применяется трех- или шестикулачковый самоцентрирующий патрон
(рис. 10.12,
а), состоящий из корпуса 1, в радиальных пазах которого переме-
щаются кулачки
3. В корпусе патрона размещена коническая зубчатая
передача, на торце одного из конических колес выполнена канавка в виде
спирали Архимеда. Кулачки также имеют выступы в виде спирали Архимеда.
При вращении шестерни кулачки одновременно перемещаются к центру или
от центра патрона, что обеспечивает центрирование заготовки
2 относитель-
но оси вращения патрона. При необходимости установки заготовки эксцент-
рично относительно ее оси вращения применяют четырехкулачковый патрон,
в котором каждый кулачок перемещается независимо от остальных. При
отношении длины заготовки к ее диаметру от 4 до 10 консольное закрепле-
ние заготовки (только в патроне) неприменимо: необходима поддержка вто-
рого ее конца. В торце заготовки предварительно просверливают (специаль-
ным центровочным сверлом) коническое отверстие, в которое вставляют
задний центр (рис. 10.12,
б), выполненный с неподвижной или подвижной
конусной частью.
Конусная часть неподвижного центра выполняется из легированных
сталей или в виде вставки из твердого сплава. Центры с подвижной конусной
частью применяют при точении с большими толщинами срезаемого слоя или
при больших скоростях резания.
При обработке торца заготовки, установленной в центрах, применяют
срезанный центр (рис. 10.
12, в). При обточке конических поверхностей
методом смещения задней бабки заготовку устанавливают в шариковом
центре (рис. 10.12,
г). При обработке некрупных заготовок последнюю
устанавливают в обратных центрах (рис. 10.12,
д). Часто заготовку базируют
в двух центрах. В этом случае заготовку приводят во вращение хомутиком
(рис. 10.12,
е), который надевают на заготовку, а его загнутый конец упирают
в кулачок токарного патрона. При установке переднего центра в токарном
патроне коническую часть центра перед обработкой обязательно
протачивают. При отношении длины заготовки к ее диаметру больше 10
заготовке необходима третья опора, в качестве которой применяют
подвижные или неподвижные люнеты. Неподвижный люнет (рис. 10.12,
ж)
устанавливают на станине, подвижный – на продольных салазках суппорта.
Для обработки заготовок на станках с полуавтоматическим или
автоматическим циклом применяют цанговые патроны. На рис. 10.12,
з
показан цанговый патрон для базирования и закрепления заготовки по
отверстию. Заготовка
2 устанавливается на корпусе 1, имеющем упругие
лепестки с внутренним конусом. При осевом перемещении конуса
4 лепестки
зажимают заготовку.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -307-
Рис. 10.12. Рабочие приспособления, применяемые в токарных станках: а – трех-
кулачковый патрон; б – неподвижный центр; в – срезанный центр; г – шариковый центр; д
– обратный центр;
е – хомутик; ж – неподвижный люнет; з – цанговый патрон; 1 – корпус;
2 – заготовка; 3 – кулачки; 4 – конус
Привод патрона может быть механическим (винтовой или пружинный),
гидравлическим или пневматическим. Для базирования и закрепления
нежестких втулок по отверстию применяют патроны и различные оправки
(цилиндрические с запрессовкой заготовки, конические, упругие с гидро-
пластмассой, тарельчатыми пружинами, гофрированными втулками и т. д.).
1
1
0
0
.
.
3
3
.
.
4
4
.
.
С
С
т
т
а
а
н
н
к
к
и
и
т
т
о
о
к
к
а
а
р
р
н
н
о
о
й
й
г
г
р
р
у
у
п
п
п
п
ы
ы
и
и
п
п
р
р
и
и
м
м
е
е
р
р
ы
ы
о
о
б
б
р
р
а
а
б
б
о
о
т
т
к
к
и
и
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
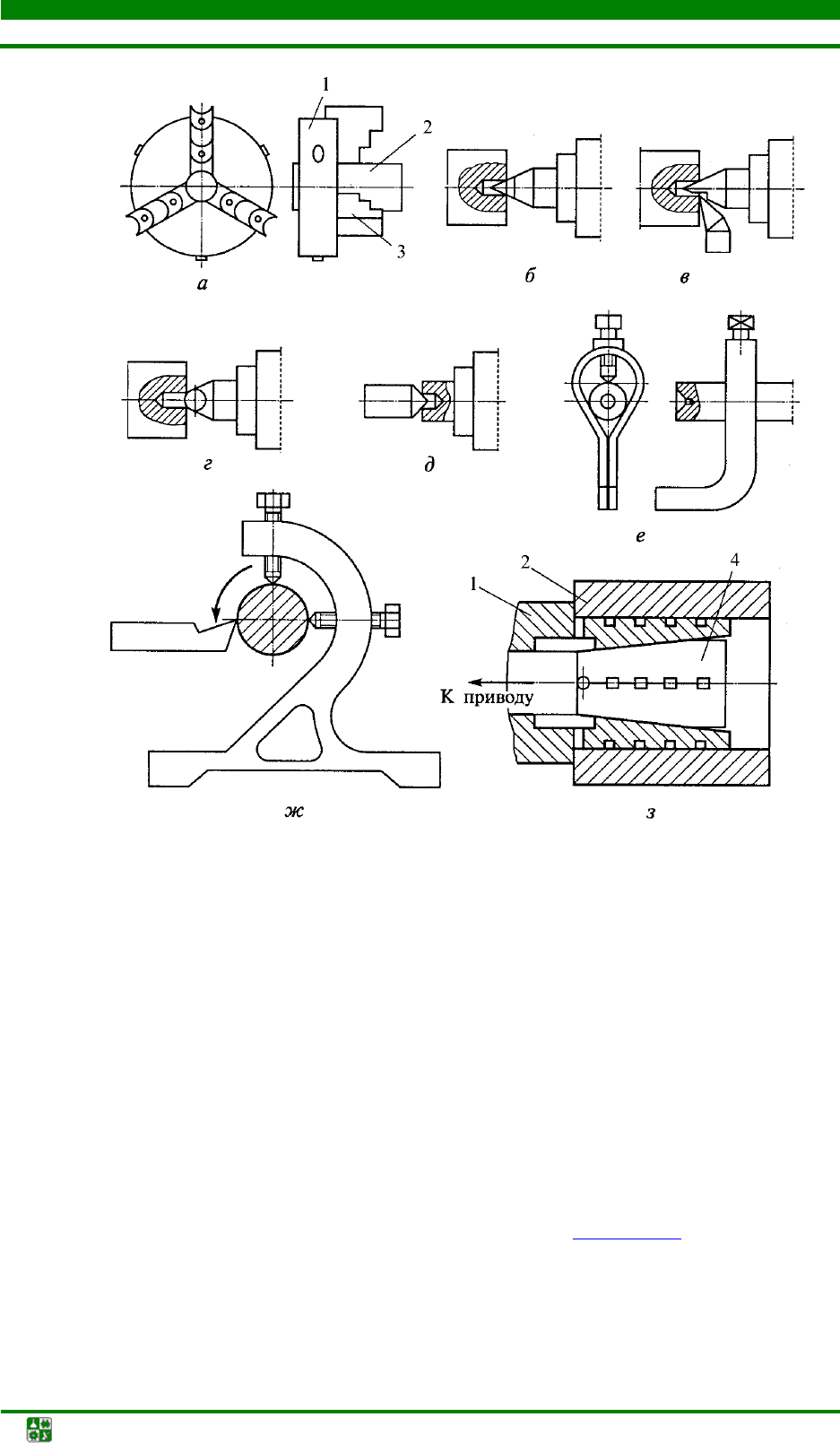
Универсальный токарно-винторезный станок (рис. 10.13
) используется
для обработки деталей различных классов (круглые и некруглые стержни,
кольца, диски, корпусные детали). Станок имеет станину
18 – массивную
базовую чугунную деталь на двух тумбах. В передней тумбе
16 установлен
главный электродвигатель, в задней
12 – насос и резервуар для СОТС.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -308-
Верхняя часть станины имеет две пары направляющих для базирования и
перемещения подвижных элементов станка. Передняя бабка
1 закреплена на
левой части станины. В корпусе передней бабки расположена коробка
скоростей и шпиндель
2, представляющий собой полый вал, на правом
резьбовом конце которого устанавливается технологическая оснастка для
базирования и закрепления заготовок (трехкулачковый патрон
3, планшайба
и т. д.). Шпиндель получает вращение (главное движение) от главного
электродвигателя через клиноременную передачу, систему зубчатых колес и
муфт, размещенных на валах коробки скоростей, расположенной внутри
передней бабки. Задняя бабка
8 установлена на правой части станины с
возможностью перемещения по ее внутренним направляющим. Внутри
задней бабки размещена выдвижная пиноль
7, в конусное отверстие которой
вставляются различные центры (неподвижный, вращающийся, плавающий,
центр-пробка). При обработке коротких заготовок, заготовок типа
«некруглый стержень» или корпусных заготовок в конусное отверстие
пиноли устанавливается осевой инструмент (сверло, зенкер, развертка), что
позволяет производить осевую обработку центрального отверстия в заго-
товке. Движение подачи при этом осуществляется вручную вращением
маховичка задней бабки. На па
ре наружных направляющих станины
размещается суппорт, состоящий из резцедержателя
5, поворотных салазок 4,
поперечных салазок
6, продольных салазок 14 и фартука 15. В четырех-
позиционном резцедержателе устанавливаются режущие инструменты –
токарные резцы. Поворотные салазки установлены с возможностью поворота
и фиксации вокруг вертикальной оси, что позволяет обрабатывать короткие
(до 150 мм) конусные поверхности с большими углами конусности (до 45°).
При обработке длинных конусных поверхностей с малыми углами
конусности (до 5°) смещают ось вращения заготовки, перемещая заднюю
бабку перпендикулярно направляющим станины. Поперечные салазк
и
позволяют придать режущему инструменту движение подачи
S под углом 90°
к оси вращения заготовки (поперечная подача). Продольные салазки
позволяют придать режущему инструменту движение подачи
S под углом 0°
к оси вращения заготовки (продольная подача). Движение подачи
осуществляется вручную или автоматически.
На передней стенке станины закреплена коробка подач, кинематически
связанная с шпинделем системой зубчатых колес, установленных в гитаре
подач
17. Коробка подач передает движение на ходовой вал 10 и ходовой
винт
11, служащий для обеспечения автоматической подачи только при
нарезании резьбы (для обеспечения автоматической подачи при других
работах служит ходовой вал). Для преобразования вращения ходового вала
или ходового винта в прямолинейное перемещение служат механизмы,
размещенные в фартуке
15 (механизм типа «винт – гайка» для поперечной
или продольной подачи при резьбонарезании, механизм типа «рейка –
колесо» для других работ). При этом рейка
9 установлена на передней части
станины. Для сбора стружки и СОТС в нижней части станины установлен
поддон
13.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -309-
Универсальный токарно-винторезный станок позволяет установить не
более пяти режущих инструментов (четыре в резцедержателе и один в
пиноли задней бабки). Для изготовления партии деталей с большим объемом
токарной обработки универсальные станки малопригодны, так как требуется
много времени на установку и наладку режущего инструмента.
Токарно-револьверные станки применяют для обработки партии
сложных деталей типа «ступенчатый валик», «фланец», «кольцо». В таком
станке несколько режущих инструментов устанавливают в револьверной
головке, что позволяет сократить время на установку и наладку
инструментов.
В
прутковых револьверных станках заготовку (пруток различного
сечения) зажимают в пустотелом цанговом патроне. После изготовления
детали ее отрезают, протягивают оставшуюся часть прутка через полое
осевое отверстие цангового патрона и обрабатывают следующую деталь.
В
патронных револьверных станках обрабатывают штучные заготовки,
зажимая их в кулачковом патроне станка.
Рис. 10.13. Универсальный токарно-винторезный станок: 1 – передняя бабка; 2 –
шпиндель; 3 – трехкулачковый патрон; 4 – поворотные салазки; 5 – резцедержатель; 6 –
поперечные салазки; 7 – пиноль; 8 – задняя бабка; 9 – рейка; 10 – ходовой вал; 11 –
ходовой винт; 12 – задняя тумба; 13 – поддон; 14 – продольные салазки; 15 – фартук; 16 –
передняя тумба; 17 – гитара подач; 18 – станина
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.3. Обработка заготовок на станках токарной группы
Технология конструкционных материалов. Учебное пособие -310-
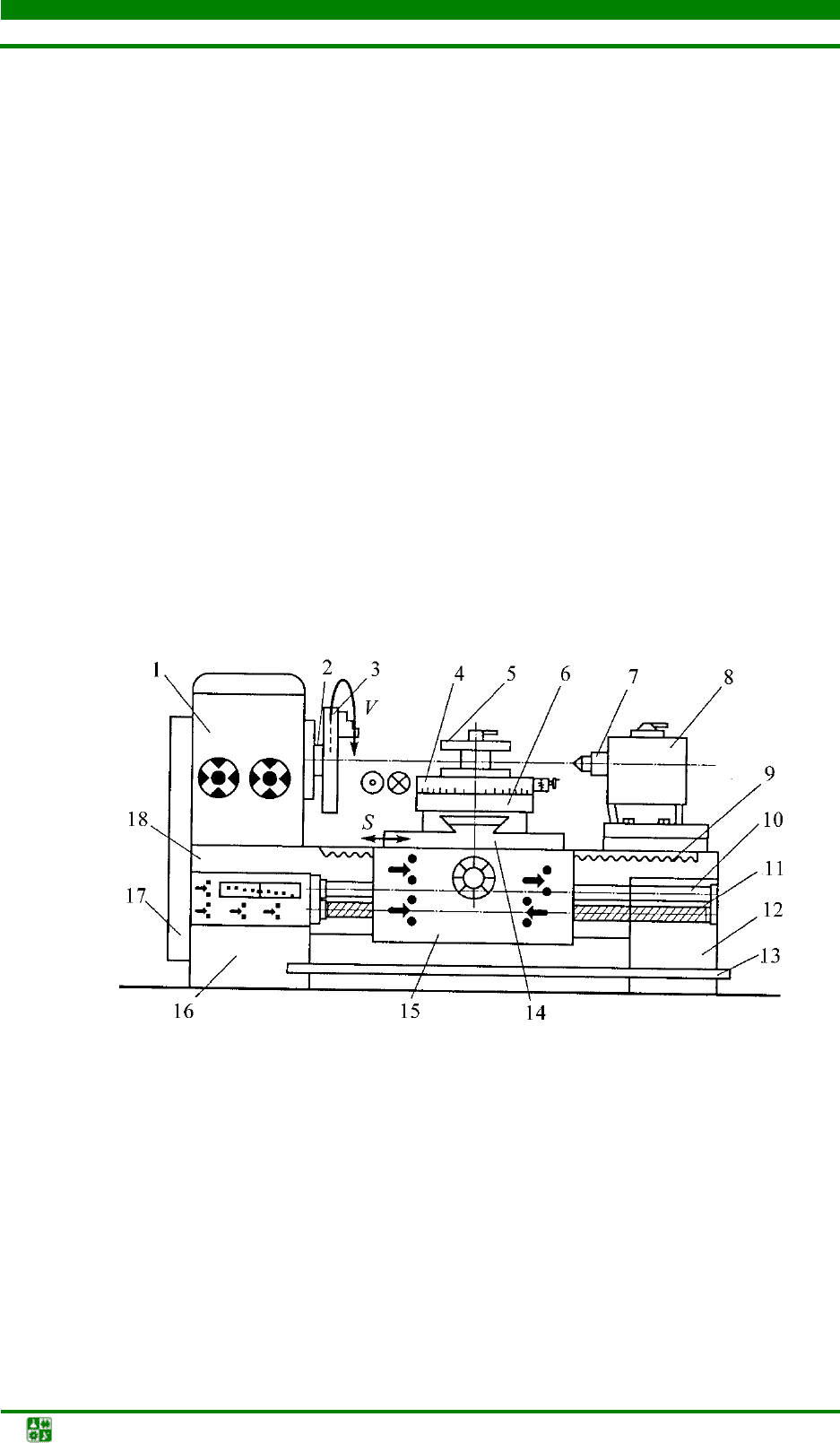
Рис. 10.14. Патронный токарно-револьверный полуавтомат:
1 – станина; 2 – короб-
ка подач;
3 – передняя бабка; 4 – барабан передних упоров; 5 – поперечный суппорт; 6 –
револьверная головка; 7 – револьверный суппорт; 8 – барабан задних упоров
Револьверные станки с многогранной револьверной головкой дополни-
тельно оснащены одним или двумя (передним и задним) поперечными
суппортами. Все инструменты, работающие с продольным движением
подачи, закрепляются в револьверной головке. Все инструменты,
работающие с поперечным движением подачи, закрепляются в суппортах.
Станки с круглой револьверной головкой поперечных суппортов не имеют.
При необходимости поперечное движение подачи осуществляется за сч
ет
медленного вращения револьверной головки вокруг горизонтальной оси.
На рис. 1
0.14 показан патронный револьверный станок с многогранной
головкой. Он состоит из станины
1, передней бабки 3 (с коробкой скоростей)
и коробки подач
2, размещенной на лицевой стороне станины, поперечного
суппорта
5, револьверного суппорта 7 с револьверной головкой 6, барабанов
передних
4 и задних упоров 8.
Повышение производительности обработки достигается за счет парал-
лельной работы суппортов и предварительной настройки станка по упорам
барабанов
4 к барабанам 8. Настройка станка по упорам позволяет автомати-
чески выдерживать диаметры и длины обрабатываемых поверхностей
заготовок.
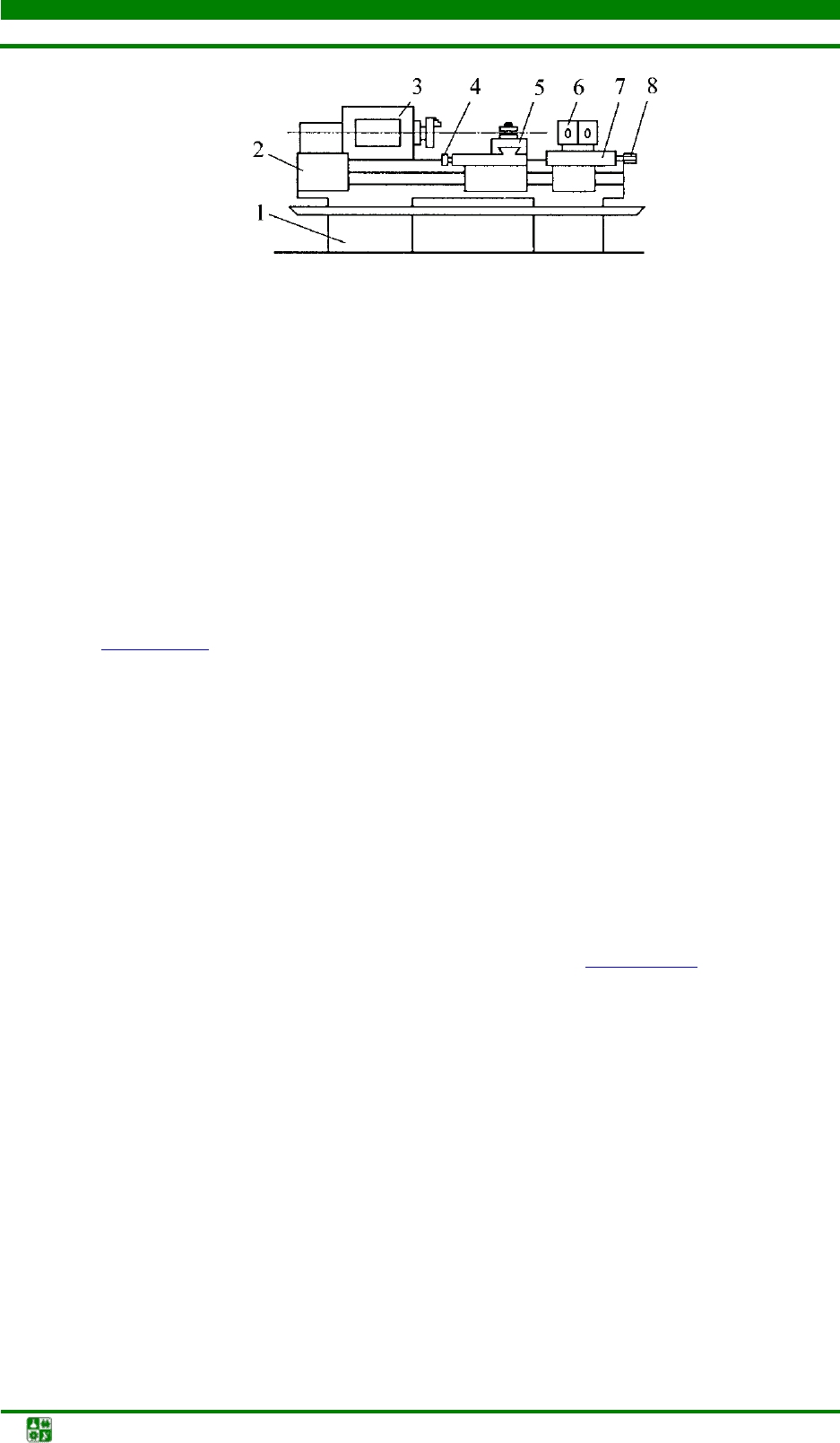
Токарные гидрокопировальные автоматы (рис. 10.15) применяют
для обработки ступенчатых валов (для этих целей используют также много-
резцовые токарные полуавтоматы и автоматы). Токарный гидрокопиро-
вальный автомат состоит из станины
1, передней бабки 2 с коробкой
скоростей и шпинделем
3, верхней 4 и нижней 8 траверс. Задний конец
заготовки поддерживается центром, установленным в пиноли
6, по траверсам
перемещаются верхний
5 и нижний 7 суппорты.
Верхний суппорт имеет только поперечное движение подачи, нижний –
только продольное (в гидрокопировальных автоматах суппорт перемещается
по копиру, что позволяет обрабатывать сложные ступенчатые или фасонные
поверхности).
5