Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -321-
Таблица 10.3
Рекомендуемые значения угла при вершине резца
Обрабатываемый материал 2φ, град
Сталь углеродистая конструкционная 116–120
Нержавеющая сталь, высокопрочная сталь, жаропрочные
сплавы
125–130
Титановые сплавы 140
Чугун средней твердости, твердая бронза 90–100
Чугун твердый 120–125
Латунь, алюминиевые сплавы 130–140
Медь 125
Пластмассы 80–110
Бетон, мрамор 80–90
Шнековые сверла (рис. 10.23, в) выполняются с большим углом накло-
на винтовых канавок (до 60°), что позволяет сверлить отверстия с отноше-
нием длины к диаметру до 30 за один проход без периодического вывода
сверла из отверстия для удаления стружки. Промышленные сверла имеют
диаметр 5–14 мм. Эти сверла выполняются с плоской заточкой передних и
задних поверхностей. Для обработки чугуна и конструкционных сталей
рекомендуются значения: 2φ = 118°; α = 12°; γ = 15°.
Для экономии работы, затрачиваемой на свер
ление при больших диа-
метрах сверления и при сверлении глубоких отверстий, применяются
кольцевые сверла (рис. 10.23, г), при работе с которыми в стружку превра-
щается лишь кольцевая выборка, а сердцевина металла остается нетронутой.
Центровочные сверла (рис. 10.23, д) позволяют одновременно обраба-
тывать цилиндрическую и коническую части центровочных отверстий. Про-
мышленностью выпускаются сверла с углом базового конуса центрового
отверстия 60 и 75°, с двойным базовым конусом 60 и 120°, с радиусной
базовой поверхностью. Режущая часть сверл образована двумя прямыми,
наклонными или винтовыми канавками и состоит из цилиндрического и
конического участков. Цилиндрический участок имеет те же части, что и
спиральное сверло (рис. 10.
23, а): две режущие кромки, расположенные под
углом 2φ = 118°, и поперечную кромку. Задние поверхности цилиндри-
ческой и конической частей имеют углы соответственно 11 и 6°. На
цилиндрической части отсутствуют ленточки.
Пушечные сверла (рис. 10.23, е) предназначены для сверления глубоких
отверстий с отношением длины к диаметру до 50. Они представляют собой
длинный стержень, срезанный на конце по диаметру. Половина цилиндри-
ческого тела сверла является направляющей, обеспечивающей прямолиней-
ность оси обрабатываемого отверстия. Часто на поверхности сверла ставят
продольные дубовые бруски для уменьшения трения.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -322-
Ружейные сверла (рис. 10.23, ж) используют для сверления глубоких
отверстий при высоких требованиях к точностным характеристикам обрабо-
танной поверхности. Они представляют собой усовершенствованное пушеч-
ное сверло. Из круглого тела вырезается сектор (не более 1/4 по длине
рабочей части), конец сверла огранен. Верхушка сверла располагается
эксцентрично. При резании получается дополнительный направляющий
конус
ОАВ внутри тела заготовки. При больших диаметрах сверления на
лезвии выполняют стружкоразделительную канавку. Для уменьшения увода
сверла резание осуществляется при вращении заготовки. Сверло точно
направляют по твердосплавной кондукторной втулке, минимально удаленной
от торца обрабатываемой детали.
Эжекторные сверла (рис. 10.23, з) предназначены для высокоскорост-
ного сверления отверстий. Они состоят из неперетачиваемой коронки с
напаянными твердосплавными пластинами и двух трубок. Подаваемая под
давлением 0,5–1,5 МПа с расходом 50–500 л/мин в зону резания между
стенками трубок СОТС охлаждает режущие кромки и создает разрежение, за
счет которого удаляется стружка.
Зенкеры, зенковки и развертки – это многолезвийные размерные
осевые режущие инструменты, предназначенные для предварительной или
окончательной обработки отверстий, полученных на предшествующих
операциях. Общим конструктивным элементом этих режущих инструментов
является рабочая часть
3 (рис. 10.24 а, е) и присоединительная часть, которая
выполняется в виде цилиндрического или конического хвостовика (концевой
инструмент) либо конического или цилиндрического отверстия с поперечной
канавкой на торце (насадной инструмент).
По конструктивному исполнению и инструментальному материалу эти
инструменты делятся на:
цельные из быстрорежущей стали;
оснащенные напайными пластиками из твердого сплава;
сборные с механическим креплением быстрорежущих или твердо-
сплавных ножей;
с механическим креплением многогра
нных твердосплавных пластин.
С помощью зенкеров (рис. 10.24,
а) обрабатывают цилиндрические от-
верстия, полученные сверлением, литьем, ковкой, штамповкой, с целью при-
дания им более правильной геометрической формы, повышения размерной
точности и уменьшения шероховатости поверхности. В зависимости от точ-
ности исполнения зенкеры подразделяются на №
1 и 2, предназначенные
соответственно для промежуточной обработки перед развертыванием и для
окончательной обработки отверстий точностью по 8–10-му квалитетам (табл. 10.4
).
Режущая часть (рис. 10.24,
а) 1 зенкеров характеризуется углом накло-
на стружечных канавок или ножей ω, передним и задними углами, главным
углом в плане и шириной ленточки
f. Обычно зенкеры имеют правый наклон
канавок, что обеспечивает хороший отвод стружки и положительный перед-
ний угол. Зенкеры для обработки глухих отверстий выполняются с режущей
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -323-
кромкой, перпендикулярной оси зенкера (φ = 90°).
Рекомендации по выбору угла наклона стружечных канавок ω в зави-
симости от обрабатываемого материала приведены в табл. 10.5
.
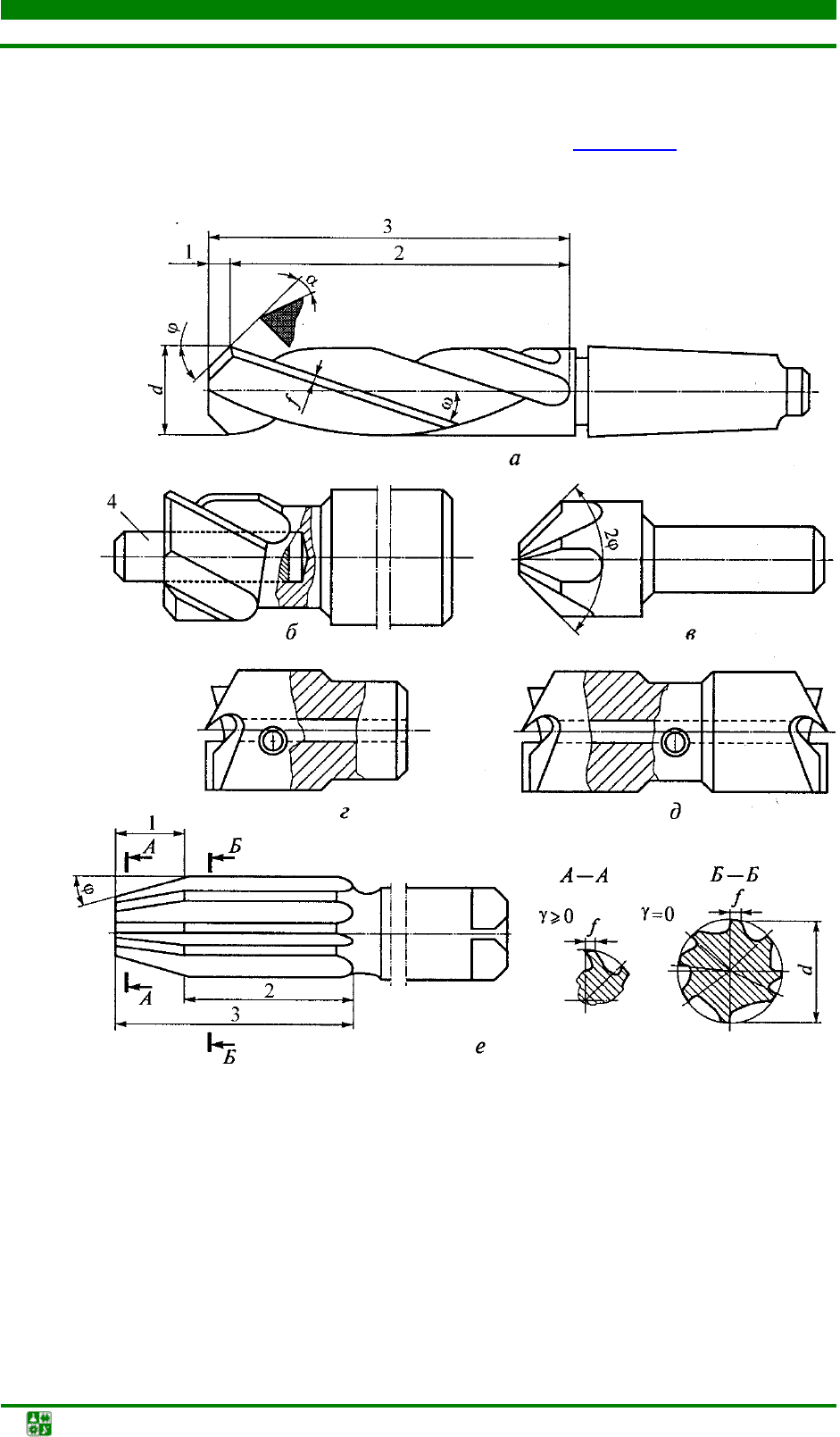
Рис. 10.24. Зенкеры, цековки, зенковки и развертки: а – зенкер; б, в – зенковка; г –
односторонняя обратная цековка; д – двухсторонняя цековка; е – развертка; 1 – режу-щая
часть; 2 – калибрующая часть; 3 – рабочая часть; 4 – цапфа; d – истинный диаметр
развертки; f – ширина ленточки; α, γ, φ, ω – углы резания
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -324-
Таблица 10.4
Предельные отклонения диаметра стандартных зенкеров, мкм
Номинальный диаметр зенкера,
мм
Зенкер № 1 Зенкер № 2
Верхнее Нижнее Верхнее Нижнее
10–18
−
210
−
245
+70 +35
18–30
−
245
−
290
+85 +40
30–50
−
290
−
340
+100 +50
50–80
−
350
−
410
+120 +60
80–100
−
490
−
490
+140 +70
Таблица 10.5
Угол наклона стружечных канавок зенкеров
Тип инструмента
ω,
Зенкеры из быстрорежущей стали:
с коническим хвостовиком
насадные
20
15
Зенкеры, оснащенные пластинами из твердого сплава:
наклон пластины
наклон канавок
10
15
Зенкеры с вставными ножами (наклон ножей)
10
Главный угол в плане влияет на толщину и ширину срезаемого слоя и
соответственно на составляющие усилия резания и условия теплоотвода от
угловых точек зуба инструмента. У зенкеров, оснащенных твердым сплавом,
передний угол получают заточкой передней поверхности параллельно глав-
ной режущей кромке. Задняя поверхность зенкеров плоская. При обработке
стали и чугуна оптимальное значени
е угла α составляет 6–10°.
Ленточка на калибрующей части
2 зенкера (см. рис. 10.24, а) шлифует-
ся по цилиндру. Она служит для направления зенкера и обеспечивает получе-
ние требуемого размера отверстия. Ширина ленточки принимается равной 1–
2 мм для быстрорежущих зенкеров и 0,5–0,9 мм − для твердосплавных.
Для обработки деталей из нержавеющих и жаропрочных сталей приме-
няют только зенкеры, оснащенные твердым сплавом марок ВК8; ВК60М,
ВК100М. Особенн
остью этих зенкеров является заточка дополнительной
переходной режущей кромки под углом φ до 15° и отрицательный передний
угол от минус 8 до минус 5°. Для обработки легких сплавов применяются
специальные зенкеры с увеличенным до 30° углом наклона винтовых
канавок, увеличенным до 15° задним углом, увеличенной глубиной канавок и
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -325-
фасонной задней поверхностью.
Для обработки опорных поверхностей под крепежные винты применя-
ются зенковки со сменной цапфой
4 (см. рис. 10.24, б). Диаметр цапфы выби-
рают в зависимости от диаметра основного отверстия. Зенковки с цилиндри-
ческим хвостовиком выпускаются диаметром 15; 18; 20; 22; 24 мм, зенковки
с коническим хвостовиком – 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36; 40 мм.
Для обработки конических поверхностей под головку винта и обработ-
ки центровых отверстий применяют зенковки, показанные на рис. 10.24,
в.
Они выполняются с углом конуса 60, 90 и 120°, диаметром 8–80 мм. Для под-
резки торцев и приливов применяются односторонние обратные (см.
рис. 10.24,
г) и двусторонние (см. рис. 10.24, д) цековки из быстрорежущей
стали или оснащенные пластинами из твердого сплава. Они выполняются
диаметром 25; 32; 40; 50; 63; 80; 100 мм и крепятся на специальных оправках
с помощью байонетного замка.
Развертка (рис. 10.24, е) – чистовой осевой инструмент, позволяющий
обрабатывать точные цилиндрические и конические отверстия на станках
сверлильной, токарной, расточной групп или вручную. Развертка является
единственным инструментом для обработки отверстий малого диаметра.
Цилиндрические развертки позволяют обрабатывать отверстия точ-
ностью по 6–11-му квалитетам, с шероховатостью Ra 0,8–1,6 мкм. Очень
важным параметром разверток является их исполнительный диаметр, задава-
емый в ви
де предельных отклонений от номинального диаметра (табл. 10.6).
Ручные развертки выпускаются из инструментальной стали 9ХС в двух
исполнениях: исполнение 1 – с прямыми канавками диаметром 1–40 мм,
исполнение 2 – с винтовыми канавками диаметром 6–40 мм.
Хвостовик у разверток цилиндрический, заканчивающийся квадратом.
Особенностью разверток является длинная рабочая часть
3 (см. рис. 10.24, е),
что обеспечивает их хорошее направление и центрирование по обрабатыва-
емому отверстию. Машинные развертки из быстрорежущей стали выпуска-
ются с цилиндрическим хвостовиком (диаметром 2–16 мм) и с коническим
хвостовиком (диаметром 5,5–50 мм).
Развертки с вставными ножами из быстрорежущей стали диаметром
32–50 мм выпускаются с цилиндрическим хвостовиком, диаметром 40– 100
мм – с коническим. Эти развертки более экономичны, чем цельные, та
к как
их режущая часть выполнена из тонких механически закрепляемых ножей и
возможна перестановка ножей в радиальном направлении.
Развертки, оснащенные пластинами из твердого сплава, диаметром 6–
12 мм изготавливаются цельными, диаметром 10–82 мм – с коническим
хвостовиком, диаметром 32–55 мм – насадными, диаметром 52–300 мм –
насадными с привернутыми ножами.
Рабочая часть
разверток характеризуется формой, длиной и углами
заточки режущей и калибрующей
2 частей. При обработке сквозных или
глухих отверстий по 8–9-му квалитетам принимается угол в плане φ = 45°,
для обработки по 7–8-му квалитетам φ
<
45°. Рекомендуемые параметры
разверток приведены в табл. 10.7
.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -326-
Таблица 10.6
Допуски на диаметр разверток
Номинальный
диаметр, мм
Отклонение, мкм
Номинальный
диаметр, мм
Отклонение, мкм
верхнее нижнее верхнее нижнее
1–3
−25
−
34
18–30
−60
−
74
3–6
−30
−
40
30–50
−70
−
87
6–10
−40
−
50
50–80
−80
−
105
10–18
−50
−
62
80–100
−90
−
120
Таблица 10.7
Параметры машинных разверток
Диаметр,
мм
Длина заборной части,
мм
Ширина
ленточки, мм
Задний угол, град
при φ = 5° при φ = 15°
заборной
части
к
алибрующе
й
части
Быстрорежущие развертки
3–6
2 1
0,1 10 15
б–9 0,15
8 10
9–28 4,5 2,5 0,2–0,3
28–50 6,5 3,5 0,3–0,35
Твердосплавные развертки
6–12
2,5 4,5 0,15–0,25
15
–
12–16 25
16–32
10 20
32–50 3,5 6,5 0,2–0,4
Конические развертки предназначены для предварительной и чистовой
обработки конических отверстий с конусностью 1:50; 1:30; 1:20; 1:16 и кону-
сами Морзе. Особенность конических разверток – отсутствие калибрующей
части. Главными режущими кромками являются образующие конуса по всей
длине зубьев. Они затачиваются по передней и задней поверхностям. Вдоль
режущих кромок, по конусу, оставлена узкая ленточка шириной не более
0,05 мм, что позвол
яет точно выдержать конусную поверхность и уменьшить
шероховатость обработанной поверхности. Передний и задний углы равны
соответственно 5 и 10°.
Развертки для отверстий под конические штифты с конусностью 1
:
50

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -327-
изготавливаются только чистовыми, остальные – черновыми и чистовыми.
На режущих кромках черновых разверток нанесены стружкоразделительные
канавки в виде прямоугольной резьбы.
Для удобства измерения реального размера разверток с помощью
микрометра все их виды выполняются с четным числом зубьев. Однако при
равномерном шаге между зубьями возможна огранка обработанного отвер-
стия, поэтому у разверток зубья выполняются с неравномерным окружным
шагом (см. рис. 1
0.24, е, сечение Б–Б). Только одна пара зубьев лежит в
диаметральной плоскости, она и показывает реальный диаметр развертки.
Комбинированные инструменты подразделяются на две группы: для
обработки предварительно обработанных отверстий и для обработки
отверстий в сплошном материале. Их можно классифицировать:
по профилю обрабатываемого отверстия (конические, цилиндрические
и др.);
по типу комбинирования (однотипные или разнотипные);
по способу комбинирования режущих зубьев (с профильными зубьями);
с зубьями, расположенными на отдельных ступенях (с одновременной
работой, с чередующими
ся и смешанными зубьями);
по конструктивному признаку (цельные и разъемные);
по характеру работы ступеней (с последовательной работой, с одновре-
менной работой, с частичным совмещением переходов обработки);
по способу направления инструмента (по неподвижным кондукторным
втулкам, по вращающимся кондукторным втулкам, по ранее обработанному
отверстию);
по виду обработки (черновая, получистовая, чистовая).
В зависимости от назнач
ения и формы отверстий комбинированные
инструменты составляют из сверл, зенкеров и разверток, работающих или
последовательно, или параллельно. Промышленностью выпускаются: зенкер-
развертка с вставными ножами с последовательной работой ступеней;
развертка цельная с одновременной работой ступеней с передней и задней
направляющими; зенкер двухступенчатый с вставными ножами с одновре-
менной работой ступеней с передней направляющей; развертка ст
упенчатая с
цилиндрическими передней и задней режущими ступенями и конической
соединительной режущей ступенью; зенкер трехступенчатый с пластинами
из твердого сплава с одновременной работой ступеней; зенкер трехступен-
чатый перовой цельный с одновременной работой ступеней; зенкер с встав-
ными ножами с чередующимися зубьями с одновременной работой ступеней;
сверло-развертка с задней направляющей ч
астью (по кондукторной втулке);
сверло-зенкер двухступенчатый составной (разъемная часть – сверло,
неразъемная – зенкер) с последовательной работой ступеней; сверло-зенкер
двухступенчатый цельный с последовательной работой ступеней.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -328-
1
1
0
0
.
.
4
4
.
.
2
2
.
.
О
О
с
с
о
о
б
б
е
е
н
н
н
н
о
о
с
с
т
т
и
и
п
п
р
р
о
о
ц
ц
е
е
с
с
с
с
а
а
с
с
в
в
е
е
р
р
л
л
е
е
н
н
и
и
я
я
Процесс сверления протекает в более тяжелых условиях, чем точение.
В процессе резания затруднены отвод стружки и подача охлаждающей
жидкости в зону резания. Стружка дополнительно трется о поверхность
канавок сверла, а ленточки сверла – об обработанную поверхность.
Выделяемое при резании количество теплоты в основном поглощается
режущим инструментом и заготовкой. Особенно это заметно при сверлени
и
отверстий в материалах с низким коэффициентом теплопередачи (например,
пластмассы, бетон). При обработке этих материалов до 95 % выделяемой
теплоты поглощается сверлом, поэтому, если не использовать охлаждение,
происходит оплавление режущих кромок сверла.
Скорость резания по сечению сверла не постоянна: она уменьшается от
периферии сверла к его центру. Следовательно, по сравнению с точением
при сверлении увеличены деформации срез
аемого слоя и стружки, а также
трение (пары «сверло – заготовка», «стружка – сверло», «стружка – заготов-
ка»). В связи с этим необходимо снижать скорость резания на 30–60 %.
1
1
0
0
.
.
4
4
.
.
3
3
.
.
Р
Р
е
е
ж
ж
и
и
м
м
ы
ы
р
р
е
е
з
з
а
а
н
н
и
и
я
я
п
п
р
р
и
и
с
с
в
в
е
е
р
р
л
л
е
е
н
н
и
и
и
и
За скорость резания
V, м/мин, при сверлении принимают окружную
скорость наиболее удаленной точки режущего лезвия. При назначении
скорости движения подачи различают подачу минутную
S
м
, подачу на оборот
S
о
и подачу на зуб S
z
:
V = πDn
/
1000; S
м
= nS
о
= nS
z
t,
где
D – наружный диаметр сверла (диаметр обрабатываемого
отверстия), мм;
n – частота вращения шпинделя станка, об/мин; z – число
зубьев;
d – диаметр отверстия в заготовке, мм.
За глубину резания
t при сверлении, мм, принимают половину диамет-
ра сверла (при сверлении отверстия в сплошном материале), а при рассверли-
вании, зенкеровании и развертывании глубина резания
t
р
составляет или
половину разницы между диаметром обработанного отверстия и заготовки:
t
c
= 0,5D; t
p
= 0,5(D − d).
1
1
0
0
.
.
4
4
.
.
4
4
.
.
С
С
т
т
а
а
н
н
к
к
и
и
с
с
в
в
е
е
р
р
л
л
и
и
л
л
ь
ь
н
н
о
о
й
й
г
г
р
р
у
у
п
п
п
п
ы
ы
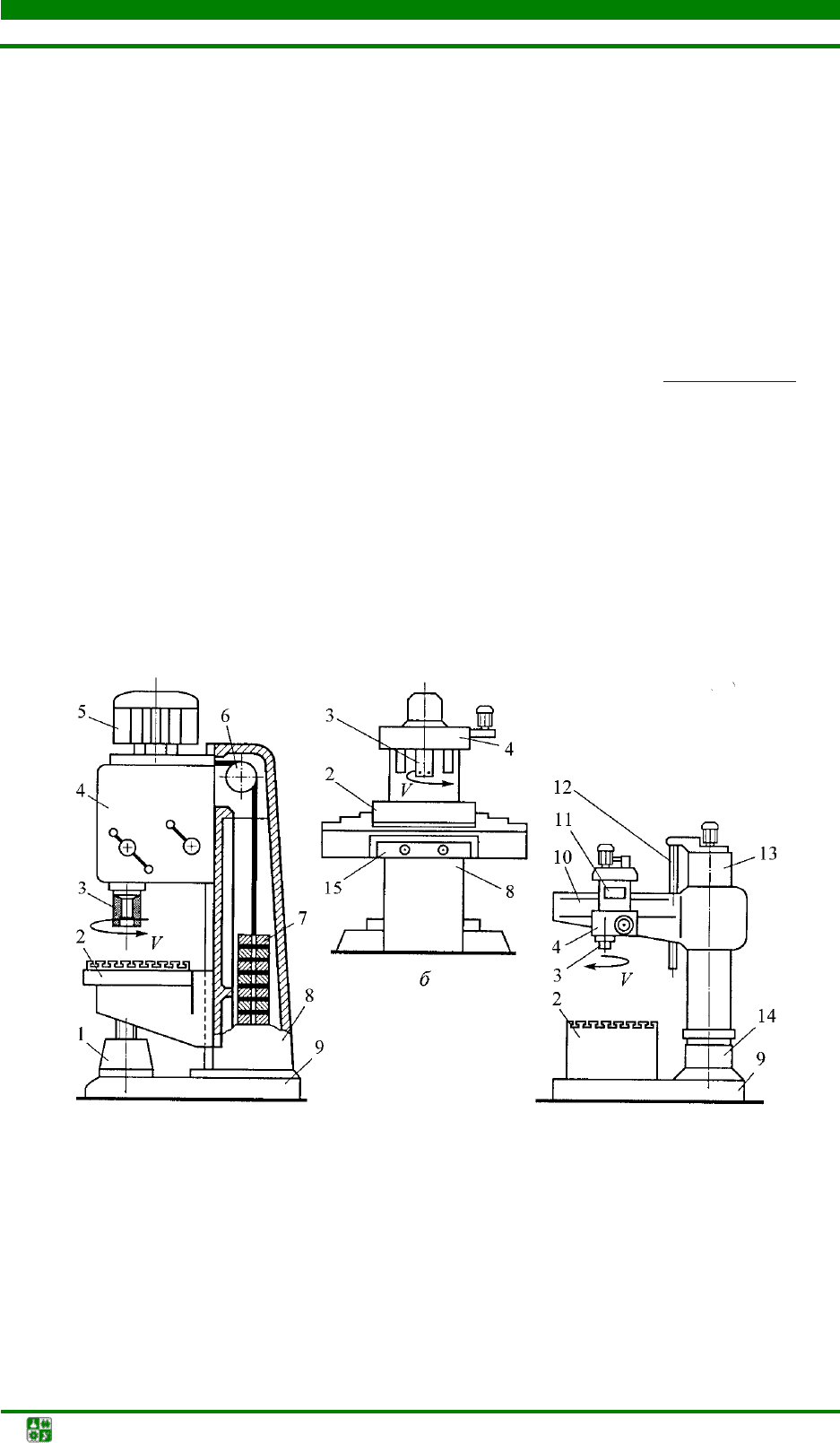
Вертикально-сверлильные станки. В единичном и мелкосерийном
производстве применяются вертикально-сверлильные станки (рис. 1
0.25, а).
На фундаментной плите
9 смонтирована колонна 8, по вертикальным
направляющим которой перемещаются стол
2 и сверлильная головка 4.
Установочные перемещения стола осуществляются вручную с помощью вин-
тового домкрата
1. На верхней плоскости стола 2 устанавливаются рабочие
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -329-
приспособления или заготовка. Установочные вертикальные перемещения
сверлильной головки осуществляются вручную за счет системы противове-
сов
7, прикрепленных к сверлильной головке 4 тросом, перекинутым через
блок
6. Вращательное движение инструменту передается от электродвигателя
5
через коробку скоростей и шпиндель 3. Механизмы главного движения и
движения подачи размещены внутри сверлильной головки.
Вертикально-сверлильные станки с ЧПУ. В единичном и серийном
производстве широко применяют вертикально-сверлильные станки с ЧПУ.
Их особенностью является сочетание легкой переналадки станка на обработ-
ку различных изделий с автоматическим или полуавтоматическим циклом
работы. Вертикально-сверлильный станок с ЧПУ показан на рис. 10.25,
б. По
вертикальным направляющим станины
8 движутся салазки 15, по горизон-
тальным направляющим которых перемещается стол
2. Движения стола и
салазок осуществляются по числовой программе, что обеспечивает точное
перемещение заготовки относительно режущего инструмента. По направля-
ющим вертикальной части станины (стойки) перемещается сверлильная
головка
4 со шпинделями 3. Внутри сверлильной головки размещены меха-
низмы главного движения и движения подачи. Все перемещения (движения)
режущих инструментов также осуществляются по программе.
а б
Рис. 10.25. Станки сверлильной группы:
а – вертикально-сверлильный станок; б –
вертикально-сверлильный станок с ЧПУ; в – радиально-сверлильный станок; 1 – домкрат;
2 – стол; 3 – шпиндель; 4 – сверлильная головка; 5 – электродвигатель; 6 – блок; 7 –
противовес; 8 – вертикальная станина (колонна); 9 – фундаментная плита; 10 – травер-са;
11 – коробка скоростей; 12 – винтовой механизм; 13 – гильза; 14 – тумба; 15 – салазки; V –
движение резания

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.4. Обработка заготовок на сверлильных станках
Технология конструкционных материалов. Учебное пособие -330-
Радиально-сверлильные станки. При последовательной обработке
нескольких отверстий в массивных или крупногабаритных заготовках приме-
нение вертикально-сверлильных станков крайне неудобно, так как практи-
чески невозможно точно совместить ось вращения режущего инструмента с
осью обрабатываемого отверстия. Поэтому при обработке таких заготовок
применяются радиально-сверлильные станки (рис. 10.25,
в), при работе на
которых заготовка остается неподвижной, а шпиндель с инструментом пере-
мещается относительно заготовки и может устанавливаться в требуемой
точке горизонтальной плоскости. На фундаментной плите
9 закреплена тумба
14
с вертикальной колонной. На колонне установлена гильза 13, поворачи-
вающаяся относительно колонны в горизонтальной плоскости на 360°.
Траверса
10, закрепленная на гильзе, может вертикально перемещаться отно-
сительно колонны благодаря винтовому механизму
12. На траверсе имеются
горизонтальные направляющие, по которым перемещается сверлильная
головка
4. Механизм сверлильной головки состоит из шпинделя 3, коробки
скоростей
11 и коробки подачи. Заготовка устанавливается неподвижно на
стол
2. Угловые перемещения траверсы 10 и радиальные перемещения свер-
лильной головки в горизонтальной плоскости позволяют точно установить
режущий инструмент относительно оси обрабатываемого отверстия.
1
1
0
0
.
.
4
4
.
.
5
5
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
и
и
е
е
т
т
р
р
е
е
б
б
о
о
в
в
а
а
н
н
и
и
я
я
к
к
д
д
е
е
т
т
а
а
л
л
я
я
м
м
,
,
о
о
б
б
р
р
а
а
б
б
а
а
т
т
ы
ы
в
в
а
а
е
е
м
м
ы
ы
м
м
н
н
а
а
с
с
в
в
е
е
р
р
л
л
и
и
л
л
ь
ь
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
Поверхность, на которой нужно просверлить отверстие, должна быть
перпендикулярна оси отверстия. В противном случае возможна поломка
сверла. В связи с этим у литых деталей предусматриваются специальные
плоскости (платики), перпендикулярные оси отверстия. У заготовок,
полученных методами обработки давлением, фрезеруют аналогичные
уступы. При конструктивной невозможности выполнения этого условия
требуется применение специальных направляющих кондукторных втулок.
Высокоточные отверстия целесообразно выполнять сквозными, а не глухими.
Если требуется глухое точное отверстие, лучше свер
лить сквозное и заглу-
шить его пробкой. Глубокие сквозные отверстия желательно заменить на два
неглубоких, расположенных оппозитно, что позволит сверлить их
одновременно с двух сторон. Гладкие глубокие отверстия лучше заменять на
ступенчатые с постепенным уменьшением диамет
ра. Желательно не
использовать отверстия с пересекающимися осями или с совпадением части
их образующей, так как возможна поломка сверл. На заготовках, имеющих
форму тел вращения, целесообразно предусматривать токарную обработку
торцов вместо цекования каждой торцевой поверхности бобышек.
1
1
0
0
.
.
5
5
.
.
О
О
б
б
р
р
а
а
б
б
о
о
т
т
к
к
а
а
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
н
н
а
а
р
р
а
а
с
с
т
т
о
о
ч
ч
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
Растачивание – лезвийная обработка резанием отверстий. Расточные
станки применяются в основном для обработки отверстий с точно